Publié par : Published by : Publicación de la : Faculté des sciences de l’administration Université Laval Québec (Québec) Canada G1K 7P4 Tél. Ph. Tel. : (418) 656-3644 Fax : (418) 656-7047 Édition électronique : Electronic publishing : Edición electrónica : Aline Guimont Vice-décanat - Recherche et partenariats Faculté des sciences de l’administration Disponible sur Internet : Available on Internet Disponible por Internet : http ://www.fsa.ulaval.ca/rd [email protected]DOCUMENT DE TRAVAIL 2003-028 MINIMIZING THE EXPECTED PROCESSING TIME ON A FLEXIBLE MACHINE WITH RANDOM TOOL LIVES Bernard F. Lamond Manbir S. Sodhi Version originale : Original manuscript : Version original : ISBN – 2-89524-178-3 Série électronique mise à jour : On-line publication updated : Seria electrónica, puesta al dia 08-2003
Transcript
Publié par : Published by : Publicación de la :
Faculté des sciences de l’administration Université Laval Québec (Québec) Canada G1K 7P4 Tél. Ph. Tel. : (418) 656-3644 Fax : (418) 656-7047
In this context, selecting the best cutting speed is a discrete minimization problem because
at the optimal speed v∗, only an integer number θ∗ = θ(v∗) of tools is used (see [7, §4]).
Taylor’s relation is usually considered valid for cutting speeds within an admissible range
v` ≤ v ≤ vu, but for simplicity, we will omit this constraint throughout the paper. This is
equivalent to taking v` = 0 and vu = ∞.
5
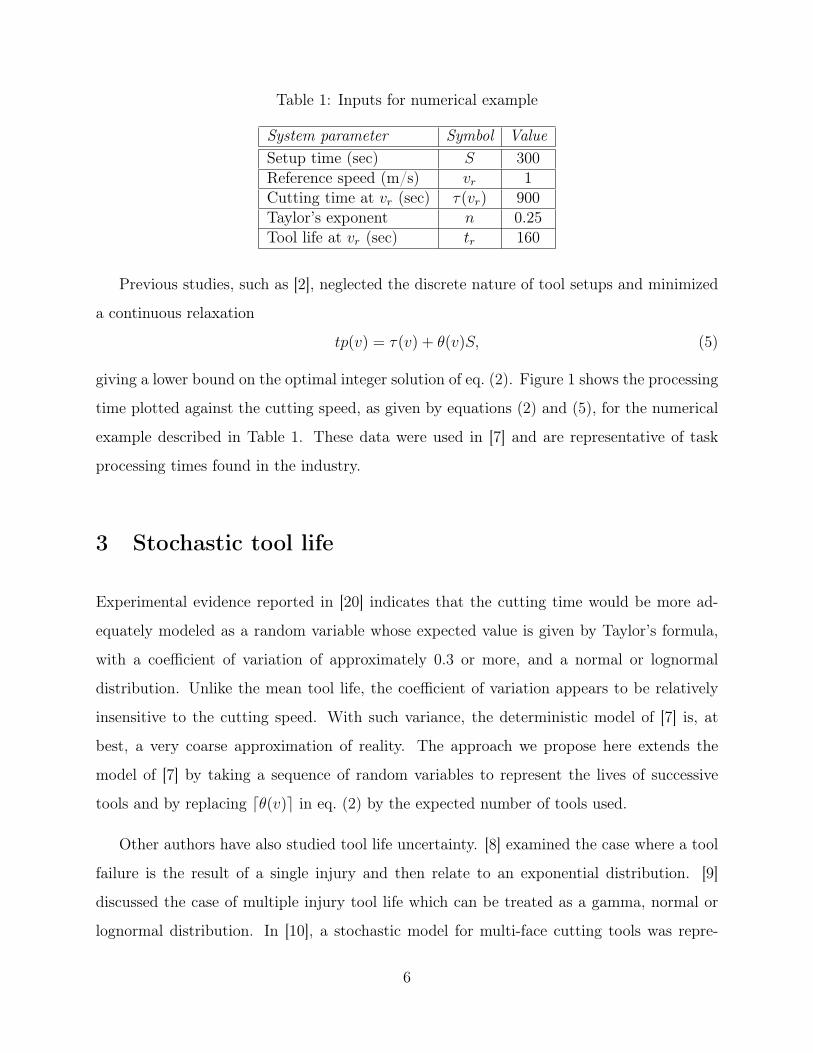
Table 1: Inputs for numerical example
System parameter Symbol ValueSetup time (sec) S 300Reference speed (m/s) vr 1Cutting time at vr (sec) τ(vr) 900Taylor’s exponent n 0.25Tool life at vr (sec) tr 160
Previous studies, such as [2], neglected the discrete nature of tool setups and minimized
a continuous relaxation
tp(v) = τ(v) + θ(v)S, (5)
giving a lower bound on the optimal integer solution of eq. (2). Figure 1 shows the processing
time plotted against the cutting speed, as given by equations (2) and (5), for the numerical
example described in Table 1. These data were used in [7] and are representative of task
processing times found in the industry.
3 Stochastic tool life
Experimental evidence reported in [20] indicates that the cutting time would be more ad-
equately modeled as a random variable whose expected value is given by Taylor’s formula,
with a coefficient of variation of approximately 0.3 or more, and a normal or lognormal
distribution. Unlike the mean tool life, the coefficient of variation appears to be relatively
insensitive to the cutting speed. With such variance, the deterministic model of [7] is, at
best, a very coarse approximation of reality. The approach we propose here extends the
model of [7] by taking a sequence of random variables to represent the lives of successive
tools and by replacing dθ(v)e in eq. (2) by the expected number of tools used.
Other authors have also studied tool life uncertainty. [8] examined the case where a tool
failure is the result of a single injury and then relate to an exponential distribution. [9]
discussed the case of multiple injury tool life which can be treated as a gamma, normal or
lognormal distribution. In [10], a stochastic model for multi-face cutting tools was repre-
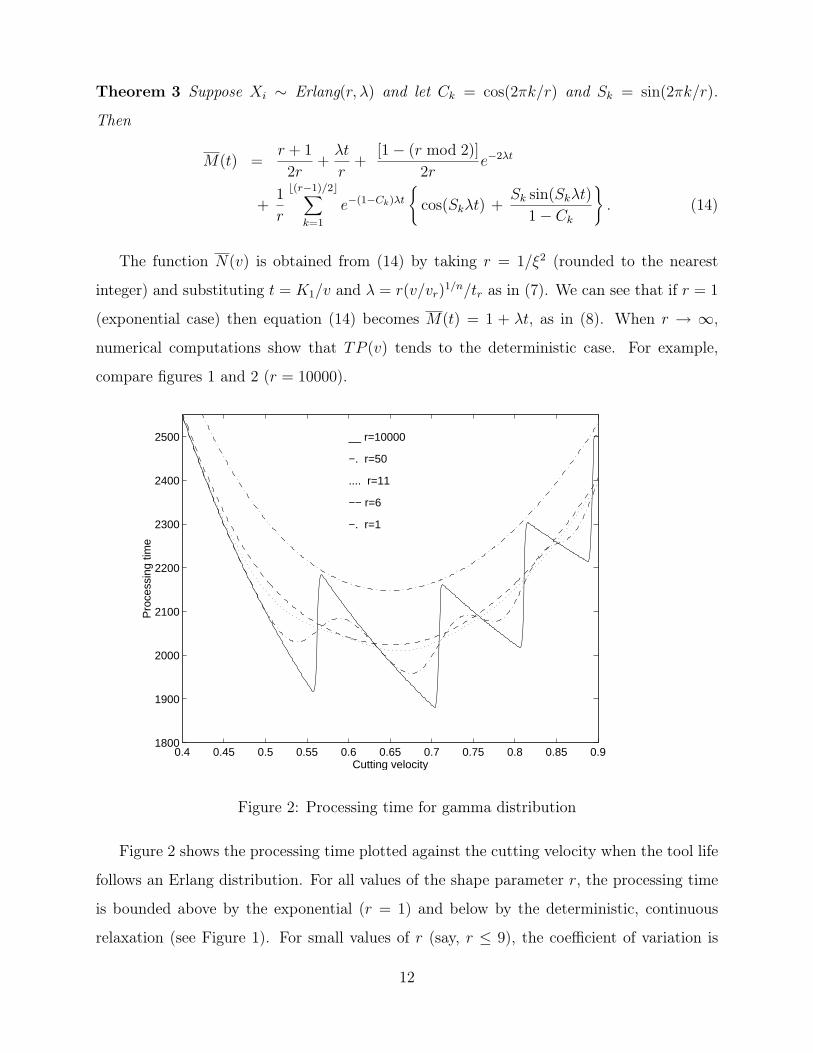
Figure 2 shows the processing time plotted against the cutting velocity when the tool life
follows an Erlang distribution. For all values of the shape parameter r, the processing time
is bounded above by the exponential (r = 1) and below by the deterministic, continuous
relaxation (see Figure 1). For small values of r (say, r ≤ 9), the coefficient of variation is
12
large (ξ ≥ 1/3), and the curves are in the upper half of the graph, with almost no oscillations.
On the other hand, for larger r there is less variability in the tool life and oscillations appear,
of greatest amplitude in the deterministic case, when r →∞.
5 Machine with tool magazine
In many manufacturing environments, machines are often equipped with a tool magazine.
This permits having a number of different tools immediately available for processing. We
suppose the setup times are negligible for tools that are preloaded into the magazine. More-
over, extra tools are manually inserted one by one in the machine when needed, and thus
each incurs a setup time S. Let TC be the number of tool slots in the magazine. The special
case TC = 0 corresponds to a machine with no tool magazine, as in the previous sections,
and for which all tools require a setup time.
Now let NTC(v) be the random variable of the number of tool setups needed to complete a
part at cutting speed v. With τ = τ(v) = K1/v the cutting time, we have NTC(v) = MTC(τ)
where the random variable MTC(τ) gives the number of tool setups that occur during a time
interval of duration τ . We now argue that {MTC(t), t ≥ 0} is a delayed renewal process. Let
Sk be the epoch of the kth tool loading. Then
S1 =TC∑j=1
Xj
is the instant when the last preloaded tool must be replaced. For k = 2, 3, . . ., we have
Sk = S1 +k−1∑j=1
XTC+j.
The interarrival times between successive tool loadings are therefore the i.i.d. random vari-
ables XTC+1, XTC+2, . . .. The time S1 of the first tool loading has a different distribution,
however, and the renewal process is thus delayed because of the tool magazine. From [11,
eq. (3.5.1)], the renewal function MTC(t) = E[MTC(t)] is given by
MTC(t) =∞∑
k=TC
Fk(t) = M(t)−TC−1∑k=0
Fk(t). (15)
Particular expressions are straightforward for three special cases.
13
• Deterministic tool life. As before, Xj = t` with certainty. So we get
MTC(t) = 1 +
⌊(t
t`− TC
)+⌋.
• Exponential tool life. Then Xj ∼ Exp(λ) and S1 ∼ Erlang(TC, λ). Let G0(t) ≡ 1
for t ≥ 0 and, for j = 1, 2, . . ., let Gj(t) be the cumulative distribution function of a
Erlang(j, λ). Then
MTC(t) = 1 + λt−TC−1∑k=0
Gk(t).
• Erlang tool life. If Xi ∼ Erlang(r, λ) then
MTC(t) = M(t)−TC−1∑`=0
Gr`(t), (16)
with M(t) given by eq. (14).
0.4 0.5 0.6 0.7 0.8 0.9 10
1
2
3
4
5
6
7
Cutting velocity
Too
l set
ups
__ exponential distribution
.... gamma distribution (r=50)
−− deterministic tool life
Figure 3: Tool setups versus cutting speed
The expected number of tool setups NTC(v) is obtained by substituting the correct values
for r, λ and t in (14, 16). Figure 3 shows N(v) and NTC(v) plotted against the cutting
14
speed, for a tool magazine of capacity TC = 2, compared to TC = 0. For the exponential
distribution, the expected number of tool setups when a tool magazine is present is near zero
at small speed but it remains positive. On the other hand, for tool life distributions with
small variance, the expected number of tool setups is much nearer zero in a significant range
of the cutting speed.
6 Minimizing the expected processing time
We now look at the problem of finding the cutting speed giving the minimum expected
processing time. For a flexible machine without a tool magazine, we simply minimize TP (v)
given by eq. (6). For a flexible machine with a tool magazine of capacity TC, we minimize
TP (v, TC) = τ(v) +NTC(v). (17)
Clearly, the special case with TC = 0 corresponds to a machine without a tool magazine
since TP (v, 0) = TP (v).
From this point on, we find it convenient to make a change of variable. Rather than
using the cutting speed v, we will use θ = θ(v), the corresponding quantity of tool used for
cutting the part type at speed v under Taylor’s deterministic tool life model, as given by eq.
(4). The cutting speed can easily be recovered from
v = (θ/K2)1/α.
Redefining the cutting time as ϕ(θ) = τ(v)/S, where S is the tool setup time, we get
ϕ(θ) = K3θ−1/α, (18)
with K3 = τ(vr)θ1/αr and θr = (τ(vr)/tr)
1/α is the amount of tool used at Taylor’s reference
cutting speed. We remark that the function ϕ(θ) is decreasing and convex provided α > 0.
This is true whenever the Taylor exponent n satisfies 0 < n < 1. Hence our analysis
is applicable to a wider range than was claimed in [7, Table 2], where only the interval
0 < n < 1/2 was considered.
15
We further remark that by setting t = τ(v) as in §4, then eq. (4) gives θ = t/t`. This
means θ expresses time in units of the mean tool life. Hence in the renewal process {M(t)−
1, t ≥ 0}, we can replace t by θ provided we choose the scale parameter of the interarrival
time distribution so that the expected tool life E[Xi] = 1. For the exponential distribution,
we would then have λ = 1, while for an Erlang distribution with shape parameter r, we
would have λ = r.
Under this convention, we then define the function
ωk(θ) = Nk(v) = Mk(θ) (19)
giving the expected number of tool setups under the cutting speed v, for a flexible machine
with a tool magazine of capacity TC = k tools. By construction, ωk(θ) gives the expected
number of renewals in excess of k−1 at time θ of a renewal process with unit mean interarrival
time. It increases with θ and it decreases with k. Moreover, it is easily shown that
ωk+1(θ)− ωk(θ) ≥ ωk(θ)− ωk−1(θ)
for any fixed value of θ, and for general tool life distribution. Hence the expected number
of tool setups is a discretely convex function of the magazine capacity. On the other hand,
for fixed k, the function ωk(θ) is not convex in θ, in general. There is one notable exception,
however.
Lemma 4 The function ωk(θ) is convex in θ for any given k when the tool life follows an
exponential distribution.
Proof.
ω′′k(θ) =∞∑
`=k
G′′` (θ) =
∞∑`=k
[g`−1(θ)− g`(θ)] = gk−1(θ) ≥ 0,
where g`(θ) = θ`−1/(`− 1)! is the `th Erlang density. 2
Nonetheless, even under exponential tool life, the function ωk(θ) is not jointly convex in k
and θ. For example, it is easily verified that
ω2(2) = 1.1353 > 1.1245 = 0.5[ω1(1) + ω3(3)].
16
Finally, for k = 0, 1, 2, . . ., we define the functions
ψk(θ) = ϕ(θ) + ωk(θ). (20)
Then the problem of minimizing eq. (20) is equivalent to minimizing eq. (17) with TC = k.
In particular, the optimal solutions θ∗k and v∗k satisty eq. (4) and the optimal values satisfy
TP (v∗k, k) = Sψk(θ∗k). Now let ψ∗k = ψk(θ
∗k), for k = 0, 1, 2, . . ..
Lemma 5 For general tool life distribution, the optimal solutions θ∗k are increasing and the
optimal values are decreasing: for k = 0, 1, 2, . . ., θ∗k+1 ≥ θ∗k and ψ∗k+1 ≤ ψ∗k.
Proof. This follows trivially from the fact that ψk(θ) = Fk(θ) + ψk+1(θ), where Fk(θ), the
probability distribution function of Sk = X1 + . . .+Xk, is increasing in θ. 2
The above argument also shows that ψ∗1 − ψ∗0 = −1 and θ∗0 = θ∗1. Also, in the special case of
the exponential distribution, the first-order optimality conditions give
θ∗0 = θ∗1 = ϕ−1(1) =(nK3
1− n
)1−n
.
Moreover, our numerical experience with the exponential and Erlang distributions of the
tool life suggest that these sequences have much stronger monotonicity properties, in fact.
Conjecture 6 Both the optimal solutions and the optimal values have increasing incre-
ments, with the increments of the optimal solutions being bounded above by 1: for k = 1, 2, . . .,
0 ≤ θ∗k − θ∗k−1 ≤ θ∗k+1 − θ∗k ≤ 1
−1 ≤ ψ∗k − ψ∗k−1 ≤ ψ∗k+1 − ψ∗k ≤ 0.
These monotonicity properties, when present, have two important consequences for com-
putations. One important consequence is that the discrete convexity of the optimal values ψ∗kallows the use of the greedy algorithm of [3] for allocating magazine capacity among multiple
part types as in [7]. Another consequence is to restrict the range for searching the optimal
solution for k+1 when θ∗k is given. Lower and upper bounds on the expected number of tool
17
setups can also be used to restrict the range of search for optimal solutions. For this, we
recall that a nonnegative random variable X is said to be new better than used in expectation
(NBUE) if
E[X − a | X > a] ≤ E[X] for all a ≥ 0.
It is well known that IFR distributions are also NBUE [11, 12, 13].
Lemma 7 For k = 0, 1, 2, . . ., and θ ≥ 0:
(θ − k)+ ≤ ωk(θ) ≤ 1 + θ −k−1∑`=0
G`(θ). (21)
where the lower bound is valid for general tool life distributions and the upper bound is valid
whenever the tool life distribution is NBUE.
Proof. The result is well known in the special case k = 0 (see, e.g., [11, 12, 13]): for a renewal
process with mean interarrival time 1/λ, the renewal function m(θ) is always bounded below
by λθ − 1, and if the distribution of the interarrival times is NBUE, it is bounded above by
λθ. (Here, by convention, we have λ = 1.) When k > 0, the lower bound follows from the
rightmost part of eq. (15) because M(θ) ≥ θ and F`(θ) ≤ 1. The upper bound, on the other
hand, follows from the middle part of eq. (15) by applying [11, Lemma 8.6.5]:
Mk(θ) =∞∑
`=k
F`(θ) ≤∞∑
`=k
G`(θ).
The result follows from the fact that
∞∑`=0
G`(θ) = 1 + θ.
2
Now suppose the tool life follows a NBUE distribution F (θ) and we want to find the
optimal solution θ∗k minimizing ψk(θ). Then Lemma 7 implies that
ϕ(θ) + (θ − k)+ ≤ ψk(θ) ≤ ψ̂k(θ),
where ψ̂k(θ) is the expected processing time when the tool life follows an exponential distri-
bution. But then both the lower and upper bounds are convex functions of θ. Now suppose
18
ψ̂∗k is the minimal value of ψ̂k(θ), then θk ≤ θ∗k ≤ θk where θk and θk are the two roots of the
equation
ϕ(θ) + (θ − k)+ − ψ̂∗k = 0.
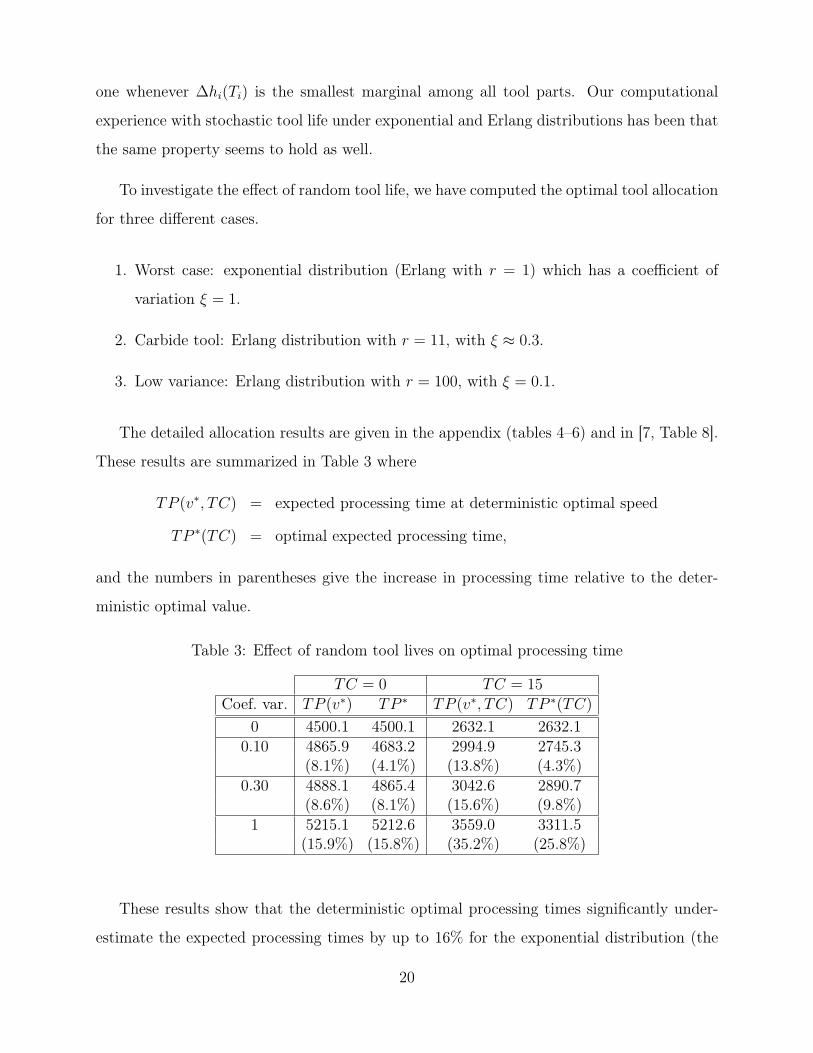
7 Numerical example
We now illustrate our stochastic tool life model with a numerical example, taken from [7], in
which the magazine capacity of TC = 15 tools has to be allocated optimally between four
different part types, and whose tool characteristics are given in Table 2. For a given part
type, and for TC = 0, 1, 2, . . ., we define the function
h(TC) = minv≥0
TP (v, TC)
where TP (v, TC) is the expected processing time given by eq. (17). Then h(TC) = Sψ∗TC .
Now as in [7], the problem of allocating the magazine capacity among the different part
types can be formulated as follows:
Min∑
i hi(Ti)s.t.
∑i Ti ≤ TC
Ti ≥ 0, integer
Table 2: Inputs for numerical example with four part types