9
Author: Vicente Alvero DOUBLE SUGAR SHOT NOSECONE DESIGN,STUDY AND CONSTRUCTION REV. 2013/01/28
| Date post: | 03-Apr-2018 |
| Category: |
Documents |
| Upload: | vicente-alvero-zambrano |
| View: | 218 times |
| Download: | 0 times |

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 1/9
Author: Vicente Alvero
DOUBLE SUGAR SHOT
NOSECONEDESIGN,STUDY AND CONSTRUCTION
REV. 2013/01/28
7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 2/9
Author: Vicente Alvero
Mass and materials.
As the SStS project generally uses low impuls rocket propellant, this fact implicates
extremely high requirements on mass ratio of the whole vehicle. If propellants of
higher specific impulse would be used, there would be no such critical need.
Therefore, mass of all fairings and covers should be held as low as possible. Some masscalculated were provided, but there is always a lot of unconsidered bolts, nuts, wires,
holders and brackets. Theirs mass may increase the final checksum significantly.
Based on the “DSS Mass Target”, iteration #1 should be total mass of the NC kept
below of 1.156 kg. For first approximation, the shape of the NC is considered to be true
cone length of 0.93 m and 169 mm diameter at the base. NC surface is calculated to
be:
S = *r *s , where 2=
2+ ℎ
2
When h>>r then h ≈ s and
S = *0.169*0.93 = 0.496 ≈ 0.5 [m, m, m2]
Then outer surface of the NC (approximation for the true cone) is 0.496 sqm.
If usual fiber glass cloth 160 g/ m2 ( thickness about 0.16mm) would be used, one full
dry ply covering the whole surface of the NC weighs
160*0.496= 79,4 ≈80 [g/m2, m2 , g]
If resin/fiber glass mass ratio about 1:1 would be considered, one full ply includingresin would take about 160g. If overlaps are considered, let’s increase this mass for
15%,
160*1.15 = 184 [g, %, g]
for full cured ply ( what is lot more realistic number).
If kevlar (170 gr/2, thickness 1.7mm) would be used, the entire covering ply of the
NC would weigh
170*0.496 = 84.32 [gr/m2, m2, gr]
If resin/kevlar mass ratio about 1:1 would be considered, one full ply including resin
would take about 170g. If overlaps are considered, let’s increase this mass for 15%,
170*1.15 = 195 [g, %, g]
Our main requirements for the monocoque are that no more than 1.5 mm thick and
weighing no more than 1156 grams.

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 3/9
Author: Vicente Alvero
If entire NC structure doesn't have to be heavier than 1156 g at maximum, mass
margin for the nylon tip should be at least 5%, this leaves
1156*0.95 = 1098.2 [g, %, g] (approx 1098g)
As we can see, if monocoque design would be proposed, it could consist from
1098 : 195 = 5.63 ≈ 6 [gr ,gr , -]
That means 6 full plies of 160 g/ m2 fiber glass cloth (well saturated, because 50:50
cloth/resin ratio is usually considered for free hand-layup technologies).
Therefore, the total number of folds that it used is 6.
In which case the thickness is equal to:
6 * 0.2 = 1.2 [- ,mm , mm]
Rigidity.
In this particular situation, as much as we can for the NC, means to keep all structures
as thick, as possible. As calculated above, small increasing of the kevlar thickness
doesn't change mass fraction too much, but the gain of final rigidity is extreme.
Remember that the value of the modulus of elasticity at room temperature is around
80 GPa (Kevlar29) and 120 (Kevlar49) . The value of a typical steel is 200 GPa. Higher
rigidity also moves selfresonance frequencies higher and simultaneously decreasestheir maximum amplitude. However,increased rigidity of structural components
imposes higher requirements on manufacturing tolerances. Unidirectional plies
embeded into the NC structure may change the final stiffness significantly; using of the
IM (Intermediate Modulus) kevlar/fiber glass filaments also provides higher strength
than usual HT (High Tenacity) filament type.
When line of bolts or rivets is considered as a part of structure, a “softening strips″
may be used to keep local stresses under control and displaced over larger areas.
There was a finite element study on the final design of the nose cone and
requirements have been met, because the weakest area of the nose cone, the basecan withstand loads of 220 N (50 lbf).

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 4/9
Author: Vicente Alvero
Deformations of the NC.
Basically, the NC may be considered a long tube (his length >> his diameter) his aspect
ratio is about 5.5. Exactly, this is valid only for total length and full diameter of the NC
at the root; his structure however, may be considered also as a tube of smaller
diameters of the extended length, as we travel from the root to the tip. In case of wobbling, the structure in fairing-NC adjacent areas is extremely stressed.
Under extreme conditions, root of NC or upper part of adjacent fairing may crack,
especially when vehicle moves by transsonic velocities. As result from experience,
confirmed by calculations of pressure fields in ″Partial Heating Study″ (pressure fields
and streamlines are by products of temperature results) values of local overpressures
combined with interference and movements of shock waves may exceed steady
conditions several times. Therefore, all joints and all weak points of the structure
should be carefully tested and overrated as we are not capable to determine such a
loads exactly.
″Flattening″ of the NC
(change of round cross-section of the into the ellipse) may happened when structure
of the tube in considered section is too thin and flexible and not rigid enough - as tube
changes into the ellipse, it loses stability and may bend, subsequently crack. This
sequence may be dangerous in highly stressed area. Therefore, the structure should so
stiff as possible. Uncertainty here may be considered so high and dangerous, that
adjacent fairing could be proposed and designed with the NC as a monocoque
structure. Therefore, the structure should be designed and manufactured very
carefully.
7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 5/9
Author: Vicente Alvero
Construction
Mold
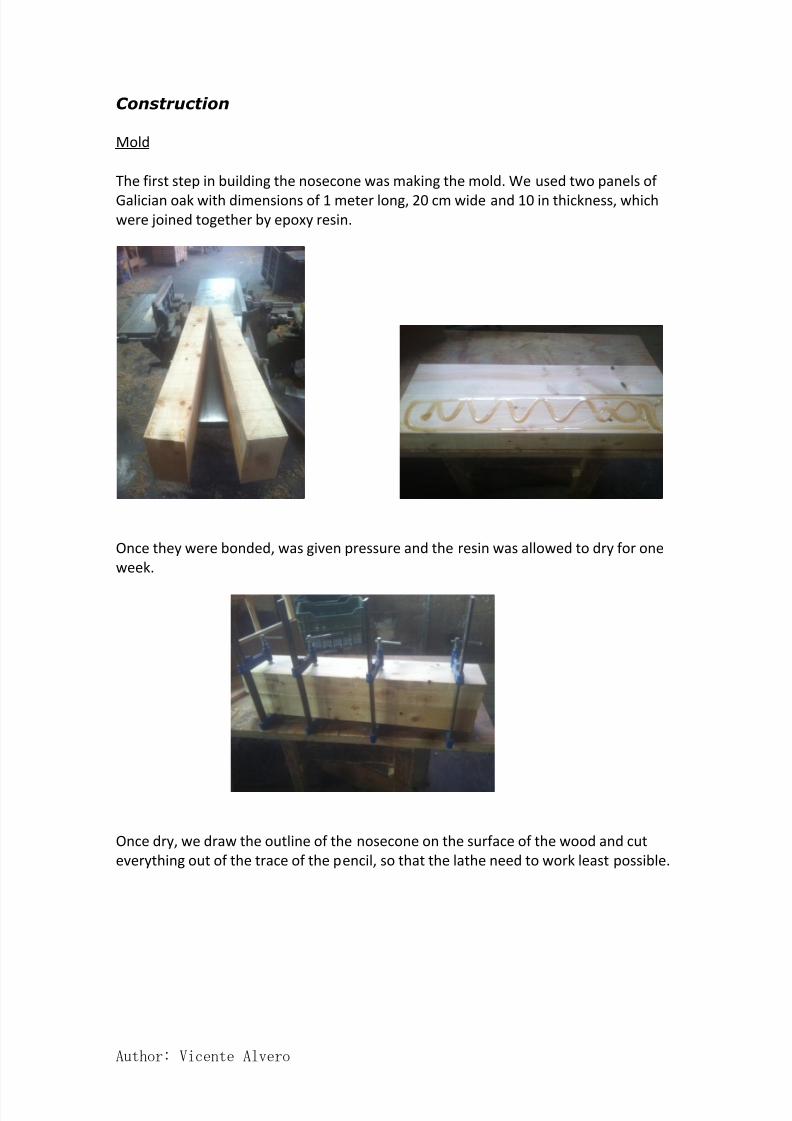
The first step in building the nosecone was making the mold. We used two panels of
Galician oak with dimensions of 1 meter long, 20 cm wide and 10 in thickness, whichwere joined together by epoxy resin.
Once they were bonded, was given pressure and the resin was allowed to dry for one
week.
Once dry, we draw the outline of the nosecone on the surface of the wood and cut
everything out of the trace of the pencil, so that the lathe need to work least possible.

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 6/9
Author: Vicente Alvero
Df
Df
Once the mold has been finished with the lathe, sanding and is used to get the surface
as smooth and uniform as possible.
And thereby the mold is finished.
7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 7/9
Author: Vicente Alvero
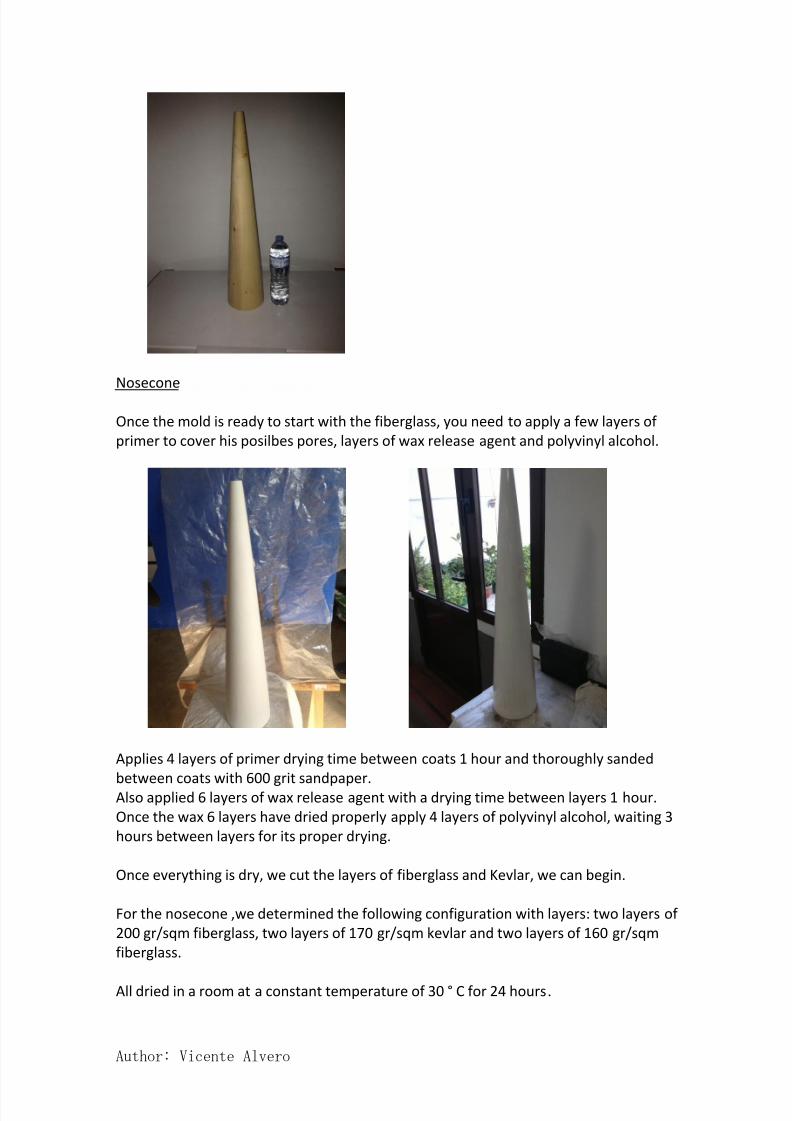
Nosecone
Once the mold is ready to start with the fiberglass, you need to apply a few layers of
primer to cover his posilbes pores, layers of wax release agent and polyvinyl alcohol.
Applies 4 layers of primer drying time between coats 1 hour and thoroughly sanded
between coats with 600 grit sandpaper.Also applied 6 layers of wax release agent with a drying time between layers 1 hour.
Once the wax 6 layers have dried properly apply 4 layers of polyvinyl alcohol, waiting 3
hours between layers for its proper drying.
Once everything is dry, we cut the layers of fiberglass and Kevlar, we can begin.
For the nosecone ,we determined the following configuration with layers: two layers of
200 gr/sqm fiberglass, two layers of 170 gr/sqm kevlar and two layers of 160 gr/sqm
fiberglass.
All dried in a room at a constant temperature of 30 ° C for 24 hours.

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 8/9
Author: Vicente Alvero
Once the resin is completely dry, we proceed to sanding. For this process, we use the
lathe in which the mold we had made previously. This ensures uniform sanding the
entire surface. To sandig, we use different sandpaper with different grains, to finish
with a 800 grit sandpaper.
Once the nosecone is sanded, and the edges are cut, we proceed to demoulding.
The weight of the nose cone, the absence of the tip, is 581 gr. An improvement of 47%
with respect to calculated.
Finally, once the tip made of nylon, the overall weight of the nosecone is 639 gr, 45%
improvement with respect to the top marked.

7/28/2019 DSS Nosecone_design,Study and Construction
http://slidepdf.com/reader/full/dss-noseconedesignstudy-and-construction 9/9
Author: Vicente Alvero

















