www.manufacturing-chemist.info June 2007 manufacturing chemist 47 product handling T he hazards of dust explosions encompass all segments of industry. Some of the more common materials presenting a dust explosion hazard are drugs, dyes, fertilisers, foods, grain, insecticides, metals, paper, plastics and rubber. Explosions have occurred in buildings as a result of dust on the floor, on ledges and in equipment such as bins, blenders, collectors, conveyors, dryers, grinders, mixers, pneumatic transport and storage facilities. A new solution to the problematic and often hazardous operations of pow- der transfer and charging in process industries is the Powder Transfer Sys- tem (PTS), developed and patented by Dietrich Engineering Consultants (Dec). The system is capable of automatically transferring toxic, explosive or other types of powder into closed vessels containing dangerous vapours and liquids, at any temperature. vacuum transfer The PTS is designed for pressure and is installed directly onto existing process equipment, predominantly reactor vessels. By using a source of absolute vacuum and pressure, the PTS can transfer powders in the same way that liquids can be conveyed, over large distances (horizontal and vertical), in a variety of volumes, and directly into vessels in a safe and contained way. This means that a powder room on the ground floor can be used to charge reactors large distances and several floors up. The PTS works for all powders regardless of their characteristics, even those that are extremely fine, lumpy or even solvent wet, as during the transfer of such materials the PTS will not mod- ify the homogeneity of the powder. Full vacuum sucks powder from the storage container (drums, bags, FIBCs or hoppers), usually via a simple stain- less steel lance held by the operator, and conveys it into the PTS cylindrical chamber. A flat filter membrane sepa- rates the chamber from the vacuum line preventing powder reaching the vac- uum pump. When the chamber is filled with powder the vacuum valve closes and pressurised nitrogen or other inert gas is supplied to the chamber. Once an overpressure is created within the chamber the powder is pneumatically discharged into the designated receptacle as soon as the outlet valve is opened. The overpres- sure also prevents gas and vapour that may already be present within the reac- tor from rising back up into the PTS chamber. Furthermore, the source of pressure also serves to clean the filter membrane at the top of the chamber (reverse jet) after every cycle of the PTS, thus ensuring each cycle performs under optimum conditions. The PTS uses pneumatic logic to power the entire process, and forms a physical barrier between the designated receptacle and the PTS chamber, reduc- ing the risk of explosive atmos- Dust caused by the transfer of pharmaceutical powders can be toxic and prone to explode. Chris Broadbent , director of Dec UK Ltd, describes a new, safer system for charging reactors with powder Ignition impossible Above: Oxygen concentration during charging through an open manway Below: Schematic showing operation of the PTS Dec’s new Powder Transfer System for charging reactors with toxic or explosive powders 047_048mc0607dec 5/31/07 9:16 AM Page 47
Transcript
www.manufacturing-chemist.info June 2007 manufacturing chemist 47
product handling
The hazards of dust explosionsencompass all segments ofindustry. Some of the morecommon materials presentinga dust explosion hazard are
drugs, dyes, fertilisers, foods, grain,insecticides, metals, paper, plastics andrubber. Explosions have occurred inbuildings as a result of dust on thefloor, on ledges and in equipment suchas bins, blenders, collectors, conveyors,dryers, grinders, mixers, pneumatictransport and storage facilities.
A new solution to the problematicand often hazardous operations of pow-der transfer and charging in processindustries is the Powder Transfer Sys-tem (PTS), developed and patented byDietrich Engineering Consultants (Dec).The system is capable of automaticallytransferring toxic, explosive or other
types of powder into closed vesselscontaining dangerous vapours and liquids, at any temperature.
vacuum transferThe PTS is designed for pressure and isinstalled directly onto existing processequipment, predominantly reactor vessels. By using a source of absolutevacuum and pressure, the PTS cantransfer powders in the same way thatliquids can be conveyed, over large distances (horizontal and vertical), in avariety of volumes, and directly intovessels in a safe and contained way.This means that a powder room on theground floor can be used to charge reactors large distances and severalfloors up.
The PTS works for all powdersregardless of their characteristics, even
those that are extremely fine, lumpy oreven solvent wet, as during the transferof such materials the PTS will not mod-ify the homogeneity of the powder.
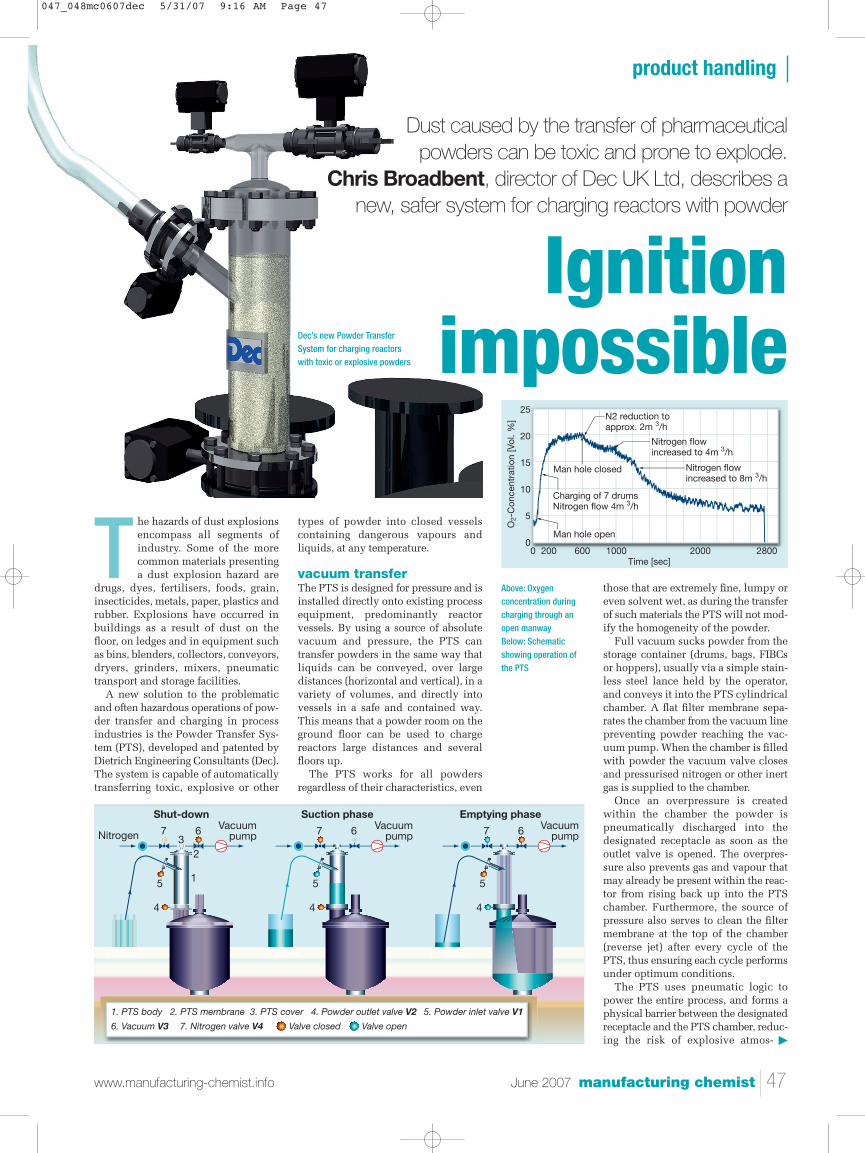
Full vacuum sucks powder from thestorage container (drums, bags, FIBCsor hoppers), usually via a simple stain-less steel lance held by the operator,and conveys it into the PTS cylindricalchamber. A flat filter membrane sepa-rates the chamber from the vacuum linepreventing powder reaching the vac-uum pump. When the chamber is filledwith powder the vacuum valve closesand pressurised nitrogen or other inertgas is supplied to the chamber.
Once an overpressure is createdwithin the chamber the powder ispneumatically discharged into the designated receptacle as soon as theoutlet valve is opened. The overpres-sure also prevents gas and vapour thatmay already be present within the reac-tor from rising back up into the PTSchamber. Furthermore, the source ofpressure also serves to clean the filtermembrane at the top of the chamber(reverse jet) after every cycle of thePTS, thus ensuring each cycle performsunder optimum conditions.
The PTS uses pneumatic logic topower the entire process, and forms aphysical barrier between the designatedreceptacle and the PTS chamber, reduc-ing the risk of explosive atmos-
Dust caused by the transfer of pharmaceutical powders can be toxic and prone to explode.
Chris Broadbent, director of Dec UK Ltd, describes a new, safer system for charging reactors with powder
Dec’s new Powder TransferSystem for charging reactorswith toxic or explosive powders
�
047_048mc0607dec 5/31/07 9:16 AM Page 47
manufacturing chemist June 2007 www.manufacturing-chemist.info48
pheres developing without the needfor isolation valves.
The system excludes most sources ofignition owing to the earthed, conduc-tive components, and the lack of mov-ing parts that could produce incendivemechanical sparks. Its pneumatic oper-ation does not require a source of elec-tricity or motors, obviating electricalsparks and hot surfaces that could alsobe ignition sources.
Electrostatic discharge remains theonly potential ignition source; how-ever, this is avoided due to the plugflow of powder in the dense conveyingphase through the hose into the PTSchamber. The usual ratio of powder toair is more than 100:1, which is wellabove the upper explosion limit ofmost powders.
Due to the low conveying velocity ithas been calculated and measured thatinsufficient energy is created to forman electrostatic discharge and powderswith an MIE (minimum energyrequired for ignition) below 1 milijoulecan be safely conveyed.1
It is amazing that in 2007, there isstill open manway charging of powdershappening in a huge number of finechemical and pharmaceutical plants.Operators are forced to wear heavy, hotand restrictive air suits or hoods, whichprotect them only from inhalation oftoxic powders and do nothing to pro-tect them from potential explosions.
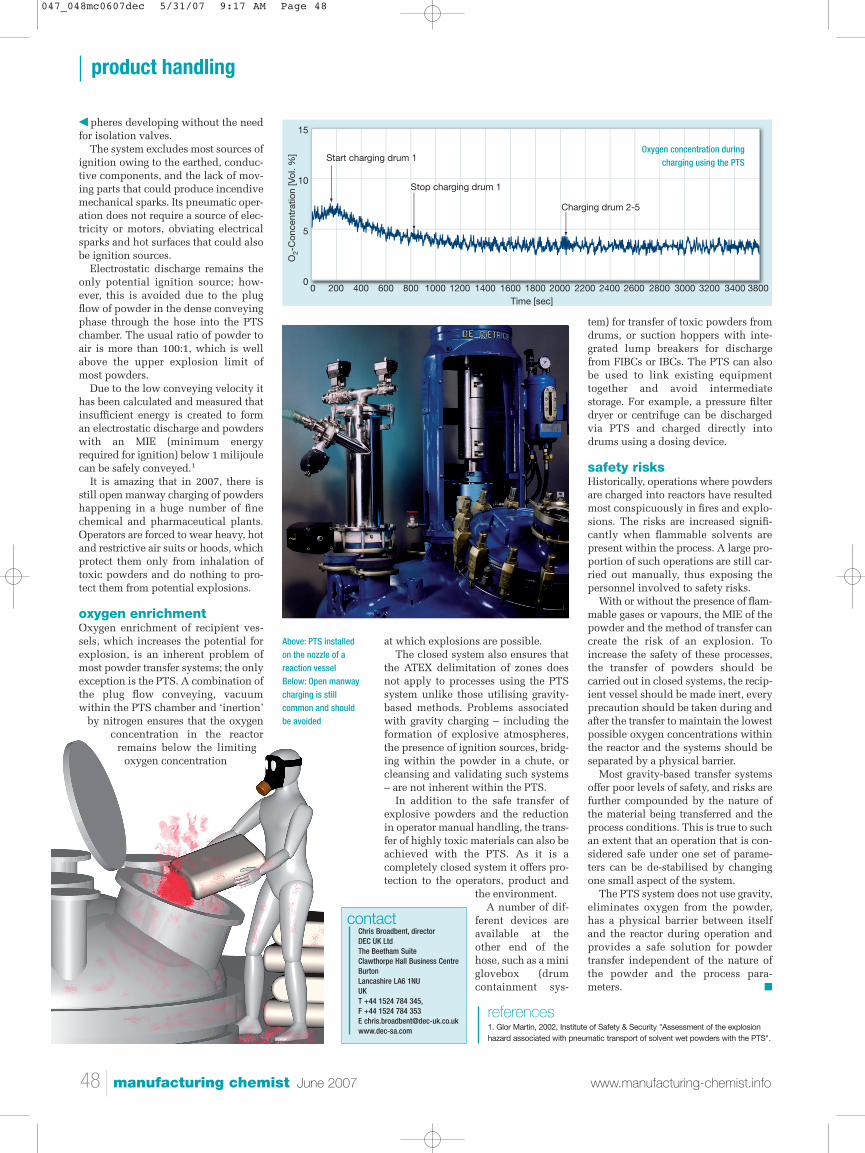
oxygen enrichmentOxygen enrichment of recipient ves-sels, which increases the potential forexplosion, is an inherent problem ofmost powder transfer systems; the onlyexception is the PTS. A combination ofthe plug flow conveying, vacuumwithin the PTS chamber and ‘inertion’
by nitrogen ensures that the oxygenconcentration in the reactor
remains below the limitingoxygen concentration
at which explosions are possible.The closed system also ensures that
the ATEX delimitation of zones doesnot apply to processes using the PTSsystem unlike those utilising gravity-based methods. Problems associatedwith gravity charging – including theformation of explosive atmospheres,the presence of ignition sources, bridg-ing within the powder in a chute, orcleansing and validating such systems– are not inherent within the PTS.
In addition to the safe transfer ofexplosive powders and the reductionin operator manual handling, the trans-fer of highly toxic materials can also beachieved with the PTS. As it is a completely closed system it offers pro-tection to the operators, product and
the environment. A number of dif-
ferent devices areavailable at theother end of thehose, such as a miniglovebox (drumcontainment sys-
tem) for transfer of toxic powders fromdrums, or suction hoppers with inte-grated lump breakers for dischargefrom FIBCs or IBCs. The PTS can alsobe used to link existing equipmenttogether and avoid intermediate storage. For example, a pressure filterdryer or centrifuge can be dischargedvia PTS and charged directly intodrums using a dosing device.
safety risksHistorically, operations where powdersare charged into reactors have resultedmost conspicuously in fires and explo-sions. The risks are increased signifi-cantly when flammable solvents arepresent within the process. A large pro-portion of such operations are still car-ried out manually, thus exposing thepersonnel involved to safety risks.
With or without the presence of flam-mable gases or vapours, the MIE of thepowder and the method of transfer cancreate the risk of an explosion. Toincrease the safety of these processes,the transfer of powders should be carried out in closed systems, the recip-ient vessel should be made inert, everyprecaution should be taken during andafter the transfer to maintain the lowestpossible oxygen concentrations withinthe reactor and the systems should beseparated by a physical barrier.
Most gravity-based transfer systemsoffer poor levels of safety, and risks arefurther compounded by the nature ofthe material being transferred and theprocess conditions. This is true to suchan extent that an operation that is con-sidered safe under one set of parame-ters can be de-stabilised by changingone small aspect of the system.
The PTS system does not use gravity,eliminates oxygen from the powder,has a physical barrier between itselfand the reactor during operation andprovides a safe solution for powdertransfer independent of the nature ofthe powder and the process para-meters. ■
contact Chris Broadbent, directorDEC UK LtdThe Beetham Suite Clawthorpe Hall Business Centre Burton Lancashire LA6 1NU UKT +44 1524 784 345,F +44 1524 784 353E [email protected]
references1. Glor Martin, 2002, Institute of Safety & Security "Assessment of the explosionhazard associated with pneumatic transport of solvent wet powders with the PTS".
product handling
�
Above: PTS installedon the nozzle of areaction vesselBelow: Open manwaycharging is stillcommon and shouldbe avoided
Oxygen concentration during charging using the PTS