Page 1
A Report on
DYNAMIC MATRIX CONTROL
OF
JACKETED TANK HEATER
Submitted by: Rishikesh Bagwe (2012A8PS401G)
M Dileep
AUG 2015 – DEC 2015
Submitted in the partial fulfilment of the Advance Process Control course
(APC)
Page 2
i
Abstract
This report explains the concepts of Model Predictive Control (MPC) and Dynamic Matrix
Control (DMC). This controller technique is applied on a tank heater system. The objective is
to control height and the temperature of the liquid in the tank. The DMC controller is tuned
and the results are simulated in MATLAB.
Page 3
ii
Table of Contents
Abstract ....................................................................................................................................... i
Table of Contents ....................................................................................................................... ii
Introduction ................................................................................................................................ 1
Model Predictive Control (MPC)............................................................................................... 2
Dynamic Matrix Control (DMC) ............................................................................................... 3
Tank Heater Process .................................................................................................................. 5
Open Loop Graphs ..................................................................................................................... 6
Closed Loop Response ............................................................................................................... 8
Conclusion ................................................................................................................................. 9
Page 4
1
Introduction
Conventional controllers are the ones which gauge the deviation of the output variable (control
variable) from its set-point and deliver a proportional output on the process input side. PI
controller is the most commonly used conventional controller. These are easy to design but
they have some disadvantages. They attempt to rectifier the error only after it has affected the
output of the process. Industries are costly affair, a percent change in the output performance
or output composition, even for sometime, can lead to big losses.
In order to avoid the loses, the process industries use advanced controllers which either curb
the disturbance in the input variable to contaminate the system or predict the future output and
then give the control action accordingly. Usually the advanced controllers are used along with
the conventional controllers.
There are different types of advanced controllers:
i. Advanced Regulatory Control (ARC)
It includes techniques such feedforward, override or adaptive gain.
ii. Model Predictive control (MPC)
This method identifies important independent and dependent process variables and the
dynamic relationships (models) between them, and uses matrix-math based control and
optimization algorithms, to control multiple variables simultaneously.
iii. Inferential Control
iv. Sequential Control
It refers to dis-continuous time and event based automation sequences that occur within
continuous processes. These may be implemented as a collection of time and logic
function blocks, a custom algorithm, or using a formalized Sequential function
chart methodology.
Manufacturers are being asked to do more with less: improve process performance with fewer
engineers, increase reliability with lower maintenance budgets, and guarantee quality during
changing conditions. Advanced control has proven to be an effective tool in optimizing
operations, reliability, and quality but can be expensive to implementation and maintain than
traditional control systems.
Page 5
2
Model Predictive Control (MPC)
MPC is a linear algebra method for predicting the result of a sequence of control variable
manipulations. Once the results of specific manipulations (in the past) are predicted, the
controller can then proceed with the sequence that produces the desired result.
MPC is a widely used means to deal with large multivariable constrained control issues in
industry. The main aim of MPC is to minimize a performance criterion in the future that would
possibly be subject to constraints on the manipulated inputs and outputs, where the future
behaviour is computed according to a model of the plant. The model predictive controller uses
the models and current plant measurements to calculate future moves in the independent
variables. The MPC then sends this set of independent variable moves to the corresponding
regulatory controller set-points to be implemented in the process.
MPC uses the mathematical expressions of a process model to predict system behavior. These
predictions are used to optimize the process over a defined time period. An MPC controller can
operate according to the following algorithm.
1. Development of a process model by the control engineers.
2. At time t, previous process inputs and outputs are used, along with the process
model, to predict future process outputs u(f) over a "prediction horizon."
3. Control signals that produce minimum error are found out by the optimizer
4. The control signal is implemented over a pre-defined time interval.
5. Time advances to the next interval, and the procedure is repeated from step 2.
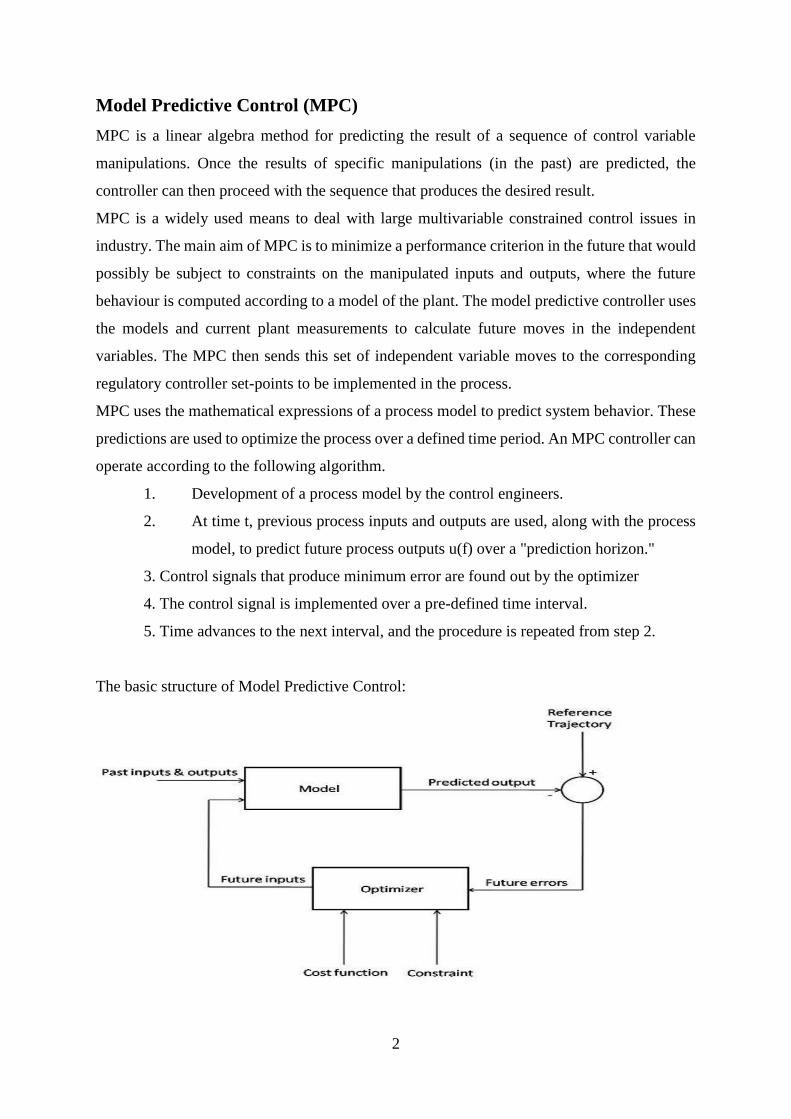
The basic structure of Model Predictive Control:
Page 6
3
Dynamic Matrix Control (DMC)
Dynamic Matrix Control is a control algorithm designed explicitly to predict the future
response of a plant. This algorithm was first developed by Shell Oil engineers in late 1970’s
and was intended for its use in petroleum refineries. Now-a-days its applications are found in
a wide variety of areas including chemicals, food processing, automotive, and aerospace
applications.
It is a form of control algorithm in which the current control action is obtained by solving a
finite horizon of open loop optimal control problem using the current state of the plant as the
initial state. This process is repeatedly done for each sampling point. The optimization yields
an optimal control sequence and the first control in this sequence is applied to the plantṣ. In
DMC, the models which are used, determine the behaviour of complex dynamical systems.
These models compensate for the effect of nonlinearities present in the variables. Hence the
models are used to predict the behaviour of dependent variables or outputs of the modelled
dynamical system with respect to changes in the process independent variables or inputs.
The plant model used by DMC algorithm is the step response model. This model uses the gi
coefficients that are the output of the lineal system when it is excited using a step. To reduce
the number of coefficients we assume that the system is stable and the output does not change
after some sampling time k. The expression of the output of the system is given by the following
equation:
So the output of the process at any time instant in future (prediction horizon)
Where, G is the Dynamic Matrix, Δu is the control horizon , f is the free response
Page 7
4
The system has a reference trajectory as an input to the system. The error between this reference
trajectory and the predicted output is the predicted error. The predicted error also depends on
the weightage given to the control horizon. Our objective is to minimize the error. So the
objective function (J) becomes:
Where, w is the reference trajectory λ is the weightage. The objective function is for P future
outputs and M future inputs.
The reference trajectory can be of different profile depending on another parameter α. The
general equation for reference trajectory is
wi = α*wi-1 + (1- α)*ysp
α lies between 0 and 1.
Page 8
5
Tank Heater Process
The process equations are:
𝑑ℎ
𝑑𝑡=
𝐹𝑖 − 𝐶𝑣√ℎ
𝐴
𝑑𝑇
𝑑𝑡=
𝐹𝑖(𝑇𝑖 − 𝑇)
𝐴. ℎ+
𝑈𝐴(𝑇𝑗𝑜 − 𝑇)
𝐴. ℎ. 𝑅𝑜𝐶𝑝
𝑑𝑇𝑗𝑜
𝑑𝑡=
𝐹𝑗𝑖(𝑇𝑗𝑖 − 𝑇𝑗𝑜)
𝑉𝑗−
𝑈𝐴(𝑇𝑗𝑜 − 𝑇)
𝑉𝑗. 𝑅𝑜𝐶𝑝
The following are the values of the characteristics of the considered system:
Fi = 0.75*10^-3 m3/s
RoCp = 9356.41
Ti = 300 K
A = 0.54 m2 is the cross-sectional area of the tank
Tji = 453 K
Vj = 0.0975 m3 is the volume of the jacket part
UA = 12.63
Fji = 10*10^-4 m3/s
Page 9
6
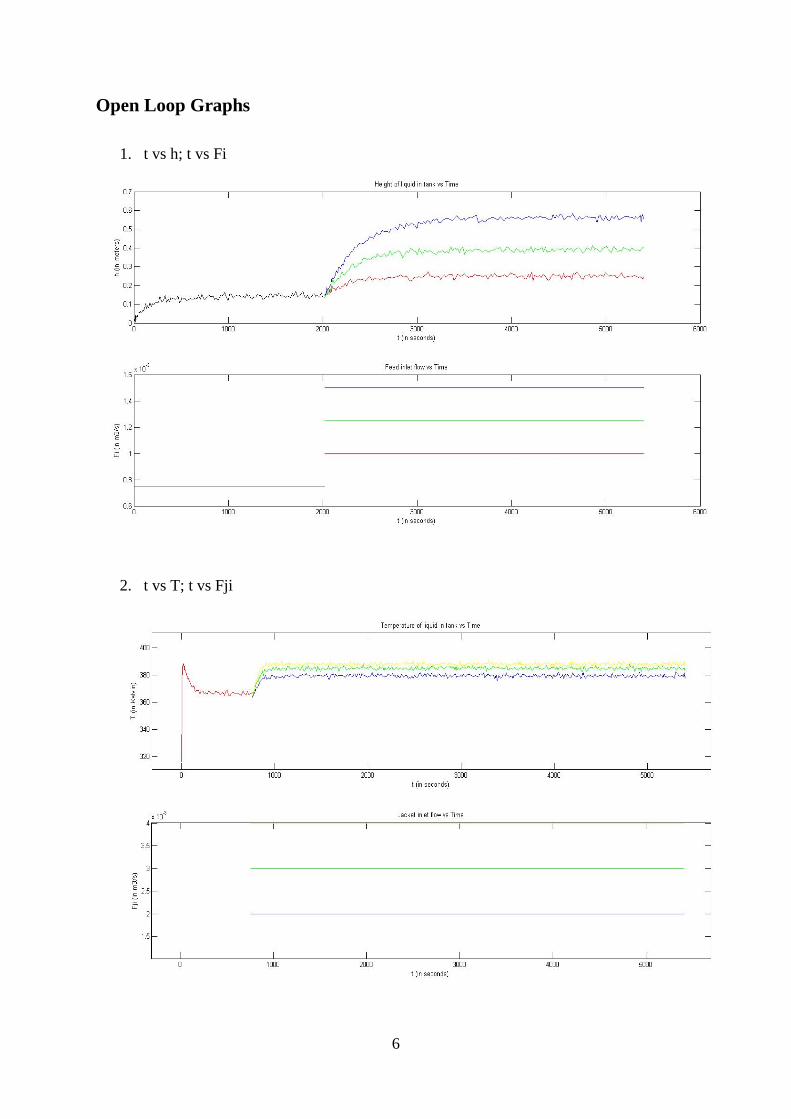
Open Loop Graphs
1. t vs h; t vs Fi
2. t vs T; t vs Fji
Page 10
7
3. Disturbance Ti
4. Past inputs and output
Page 11
8
Closed Loop Response
The DMC can be tuned by 4 parameters viz P, M, α, λ. This tuning is a Hit and Try process.
First we fix value of P and accordingly smaller value of M. Then we fix our reference trajectory
by fixing α and then try to adjust λ to get the desired response.
Therefore the graphs for different values α are
0.2 - red, 0.5 - green, 0.8 – blue, 1 – black; λ = 8, P = 20, M = 3
The graphs for different values λ are
8 – red, 18 - green, 0.7- blue, 25 - black
Page 12
9
Conclusion
We were successfully able to tune the DMC controller. We performed the tuning by hit and try
method by changing each variables while other are fixed. P and M were fixed to 20 and 3
respectively. The past inputs were the sample inputs to the process in order to predict the future
outputs based on those inputs. More fine tuning is required and we need add a filter which
restricts the manipulated variable (here Fi) to change in limited steps. Here as soon as the
controller is started there is a sudden jump in the manipulated variable which even though is
within the limits but not at all recommended.