47
February 15, 2006 Dynamic Optimization for Enterprise Wide Optimization L. T. Biegler Chemical Engineering Department Carnegie Mellon University Pittsburgh, PA 15213 1
February 15, 2006
Dynamic Optimization for Enterprise Wide Optimization
L. T. BieglerChemical Engineering Department
Carnegie Mellon University Pittsburgh, PA 15213
1

RTO OverviewIntroduction• RTO, APC and EWO• Stability questions• Motivation for dynamics
NMPC• Transition to dynamic optimization• Solution strategies• Polymer processes• Benefits and successes
Open Research Areas• Hybrid systems• Inherently dynamic systems
Conclusions
2

3
Goal: Bridge between planning, logistics (linear, discrete problems) and detailed process models (nonlinear, spatial, dynamic)
Planning and Scheduling• Many Discrete Decisions• Few Nonlinearities
Planning
Scheduling
Site-wide Optimization
Real-time Optimization
Model Predictive Control
Regulatory Control
Fe
asi
bili
ty
Pe
rfo
rma
nc
e
Corporate Decision Pyramid for Process Operations

4
Real-time Optimization and Advanced Process Control• Fewer discrete decisions• Many nonlinearities
• Frequent, time-critical solutions
• Higher level decisions must be feasible• Performance communicated for higher level decisions
Planning
Scheduling
Site-wide Optimization
Real-time Optimization
Model Predictive Control
Regulatory Control
Fe
asi
bili
ty
Pe
rfo
rma
nc
e
Corporate Decision Pyramid for Process Operations
APCMPC ⊂
RTO History1980s – in-house developments at DSM, ICI, Shell (EO models with
up to 20,000 variables and equations)
1986 - Shell Opera package for ethylene plants
1988 - First DMO application, Sunoco Hydrocracker
1991 - Lyondell integrated refinery by DMO
1994 - Mobil and Mitsubishi Chemical applications (EO models with up to 200,000 variables and equations)
1996 - Aspen/DMC/Setpoint acquisitions
1997 - Simulation Sciences acquires Shell Opera and starts to build ROMeo package. Currently, marketed by Invensys.
2002 – Further AspenTech acquisitions – Treiber Controls, Hyprotech
5

RTO State of the Art
Aspentech installations (as of 2003)
– Chemicals 10– Ethylene 18– Refining 24– Total 52
Aspentech has about 80% of RTO applications.Others are catching up with newer technology!
ABB , Adersa, DOT Products , Emerson Process Management/MDC,FLS Automation , GE Controls. Gensym, GSE Systems , Honeywell , Invensys PS (Foxboro/SimSci/Esscor) , LIC Energy/ESI , Pavilion Technologies, Shell Global Solutions, SST, STN ATLAS Elektronik, Stoner Associates, Thomson/Thales, Trident Computer Resources, Yokogawa Electric
See http://www.arcweb.com/research/ent/rpo.asp for industry assessment
6

Some Recent RTO Studies
• Agrium - optimization of integrated NH3 plant, 1% improvement in production
• Agip Petroli - FCC CLRTO, $1.4M/yr profit increase• Ecopetrol - FCC RTO, RTOPT with A+ models
• Dow/MDC/Emerson - RTO of system of 4 cogeneration plants, optimization run every 30 min to 2 hours
• PDVSA/SimSci - ROMeo Refinery CLRTO, $7-12K/day gains
• Borealis – Ethylene Plant Optimization (< 9 month payback)• DSM - steam and power utility system optimization, $2.5M
in first year7

RTO - Offline Case Studies
performed at least weekly
0.0
20.0
40.0
60.0
80.0
100.0
%
Explain onlineresults
What if Planning Expansionproject
Other
8

RTO - Basic Concepts
Data Reconciliation & Parameter Identification
•Estimation problem formulations•Steady state model•Maximum likelihood objective functions considered to get parameters (p)
Minp Φ(x, y, p, w)s.t. c(x, u, p, w) = 0
x ∈ X, p ∈ P
Plant
DR-PEc(x, u, p) = 0
RTOc(x, u, p) = 0
APC
y
p
u
w
On line optimization•Steady state model for states (x)•Supply setpoints (u) to APC (control system)•Model mismatch, measured and unmeasured disturbances (w)
Minu F(x, u, w)s.t. c(x, u, p, w) = 0x ∈ X, u ∈ U
9
RTO Characteristics
Plant
DR-PEc(x, u, p) = 0
RTOc(x, u, p) = 0
APC
y
p
u
w
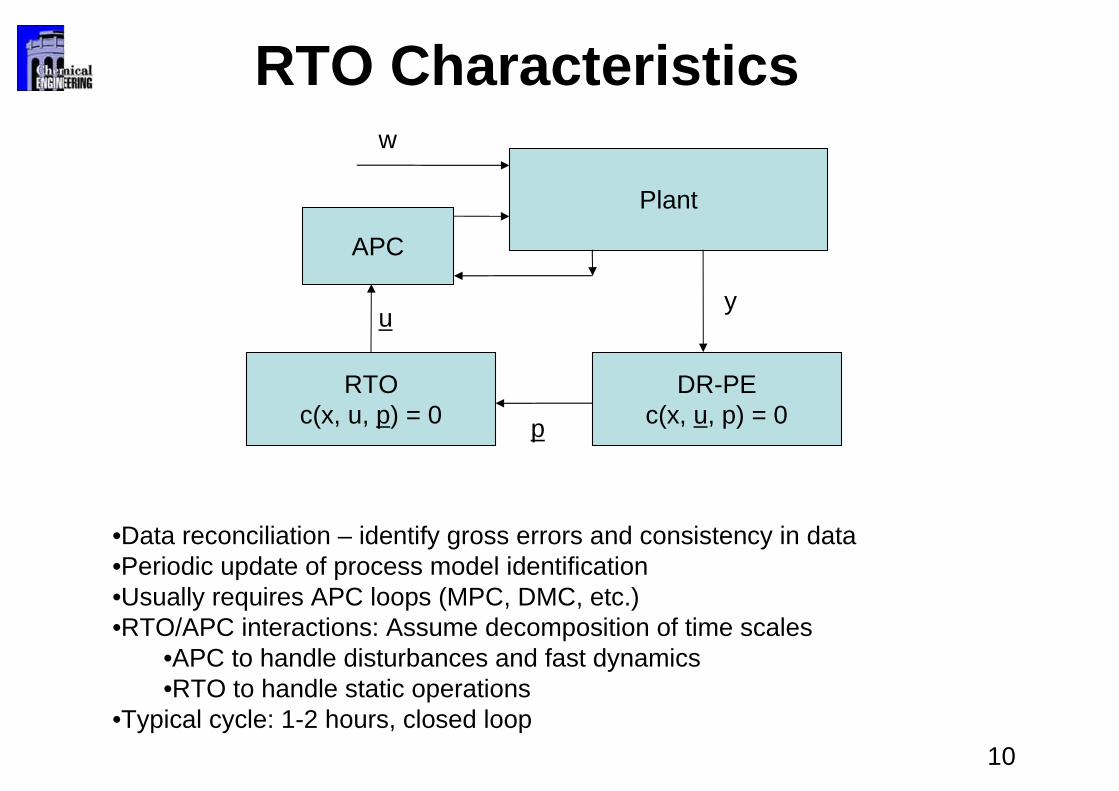
•Data reconciliation – identify gross errors and consistency in data•Periodic update of process model identification •Usually requires APC loops (MPC, DMC, etc.)•RTO/APC interactions: Assume decomposition of time scales
•APC to handle disturbances and fast dynamics•RTO to handle static operations
•Typical cycle: 1-2 hours, closed loop
10

RTO Consistency(Marlin and coworkers)
• How simple is simple?• Plant and RTO model
must be feasible for measurements (y), parameters (p) and setpoints (u)
• Plant and RTO modelmust recognize (close to) same optimum (u*) => satisfy same KKT conditions
• Can RTO model be tuned parametrically to do this?
11

RTO Stability(Marlin and coworkers)
• Stability of APC loop is different from RTO loop
• Is the RTO loop stable to disturbances and input changes?
• How do DR-PE and RTO interact? Can they cycle?
• Interactions with APC and plant?• Stability theory based on small
gain in loop < 1.• Can always be guaranteed by
updating process sufficiently slowly.
Plant
DR-PEc(x, u, p) = 0
RTOc(x, u, p) = 0
APC
y
p
u
w
12

RTO Robustness (Marlin and coworkers)
• What is sensitivity of the optimum to disturbances and model mismatch? => NLP sensitivity
• Are we optimizing on the noise?
• Has the process really changed?
• Statistical test on objective function => change is within a confidence region satisfying a χ2
distribution
• Implement new RTO solution only when the change is significant
• Eliminate ping-ponging13

Model Predictive Control (MPC)
Process
MPC Controller
d : disturbancesz: statesy: outputs
u : manipulatedvariables
ysp : set points
)()(
)()()1(
kCzky
kBukAzkz
=+=+
MPC Estimation and Control
Constraint Other
sConstraint Bound
1-u(u(sp
u
)()()1(..
||))||||)(||min
luBlzAlzts
llylypk
kl
pk
klQQ uy
+=+
−+−∑ ∑+
=
+
=
MPC (QP) Subproblem
Why MPC?
ν Decouple inputs and outputs
ν Handle input and output constraints
ν Reject disturbances and reduce variability
Model Updater
)()(
)()()1(
kCzky
kBukAzkz
=+=+
14

MPC Stability - 1
Nominal stability – perfect model
•Based on Lyapunov argument•Infinite time horizon•Finite time horizon - need endpoint constraints •Dual mode controllers, separate input and output horizons, etc
)1()(,)(
)||))||||)((||
)(
||))||||)(||
||))||||)(||
1
111
1
−→→⇒
−+−=
−≥
−+−=−
−+−=
∑
∑
∑ ∑
∞
=
∞
=−
−
∞
=
∞
=
kukuyky
kkyky
JJJ
kkykyJJ
llylyJ
sp
kQQ
kkk
QQkk
kl klQQk
uy
uy
uy
1-u(u(
1-u(u(
1-u(u(
sp
sp
sp
15

MPC Stability - 2
Analogous property for estimation problem•convergence to state independent of initial condition •use forgetting factors, long horizons
Stable estimator and regulator •separation principle if linear •exponential convergence of estimator if nonlinear•else no guarantees
Robust Stability (unknown w(t), p, model structure? )•Largely an open question•NLP problem formulations (Santos and B., Badgwell,…)•Mismatch as fraction of residual terms 16

Questions Beyond RTO
• Are there limits to on-line solution of NLPs?• - Time-critical • - Large models • + Well-initialized• + Move limits
• APC for dynamics and disturbances, RTO for steady state – what if this is not possible or desirable?
• Should further integration be done for APC and RTO? Fast dynamic optimization?
• Real-world experience?
• What about discrete decisions for time-critical optimization problems?
• Are there inherently dynamic processes where ERP is needed and RTO does not apply?
17

Nonlinear Optimization Engines• Evolution of NLP Solvers:• Î process optimization for design, control
and operations•
’80s: Flowsheet optimization over 100 variables and constraints
‘90s: Static Real-time optimization (RTO)over 100 000 variables and constraints
’00s: Simultaneous dynamic optimizationover 1 000 000 variables and constraints
SQP rSQP IPOPT
rSQP++IPOPT 3.1
Object Oriented Codes to tailor structure, architecture to problems
18
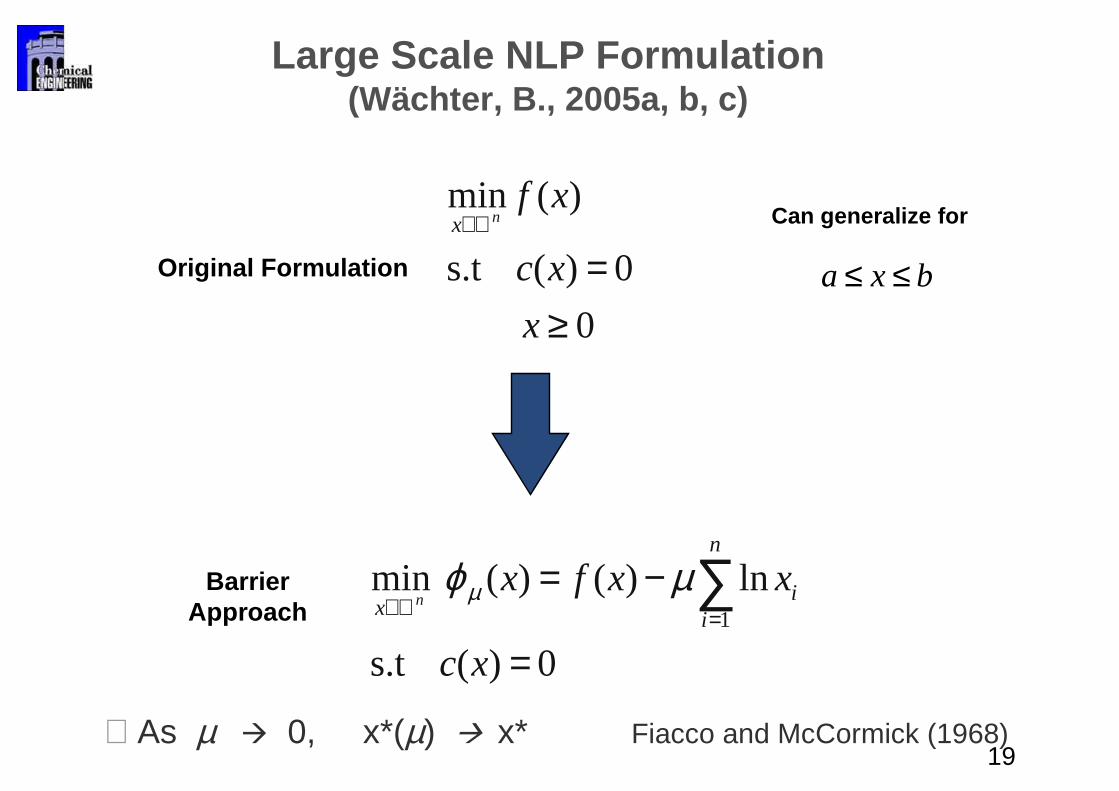
Large Scale NLP Formulation (Wächter, B., 2005a, b, c)
0
0)(s.t
)(min
≥=
ℜ∈
x
xc
xfnx
Original Formulation
0)(s.t
ln)()( min1
=
−= ∑=ℜ∈
xc
xxfxn
ii
x nµϕµBarrier
Approach
Can generalize for
bxa ≤≤
⇒ As µ Æ 0, x*(µ) Æ x* Fiacco and McCormick (1968)19

Solution of the Barrier Problem
⇒ Newton Directions (KKT System)
0 )(
0
0 )()(
==−=−+∇
xc
eXVe
vxAxf
µλ
⇒ Solve
−
−+∇−=
−
− eSv
c
vAf
d
d
d
XV
A
IAQ xT
1
0
00
µ
λ
ν
λ
⇒ Reducing the Systemxv VdXveXd 11 −− −−=µ
∇−=
Σ++ c
d
A
AQ xT
µϕλ
0
VX 1−=Σ
20
IPOPT Algorithm – Features•L ine Search Strategies for Globalization
• - l2 exact penalty merit function
• - augmented Lagrangian merit function
• - Filter method (adapted and extended from Fletcher and Leyffer)
•Hessian Calculation
• - BFGS (full/LM and reduced space)
• - SR1 (full/LM and reduced space)
• - Exact full Hessian (direct)
• - Exact reduced Hessian (direct)
• - Preconditioned CG
•Algorithmic Properties
•Globally and superlinearly convergent (see Wächter, B., 2005a,b,c)
•Weaker assumptions than other codes
•Easily tailored to different problem structures
•Freely Available
•CPL License and COIN-OR distribution
•IPOPT 3.0 recently released in C++
•Solved on thousands of test problems and applications
•Code avaliable at http://www.coin-or.org
21

Comparison of NLP Solvers: Data Reconciliation
0.01
0.1
1
10
100
0 200 400 600
Degrees of Freedom
CP
U T
ime
(s,
norm
.) LANCELOT
MINOS
SNOPT
KNITRO
LOQO
IPOPT
0
200
400
600
800
1000
0 200 400 600Degrees of Freedom
Itera
tions
LANCELOT
MINOS
SNOPT
KNITRO
LOQO
IPOPT
There is room for growth beyond current technology (e.g, SNOPT)!
22
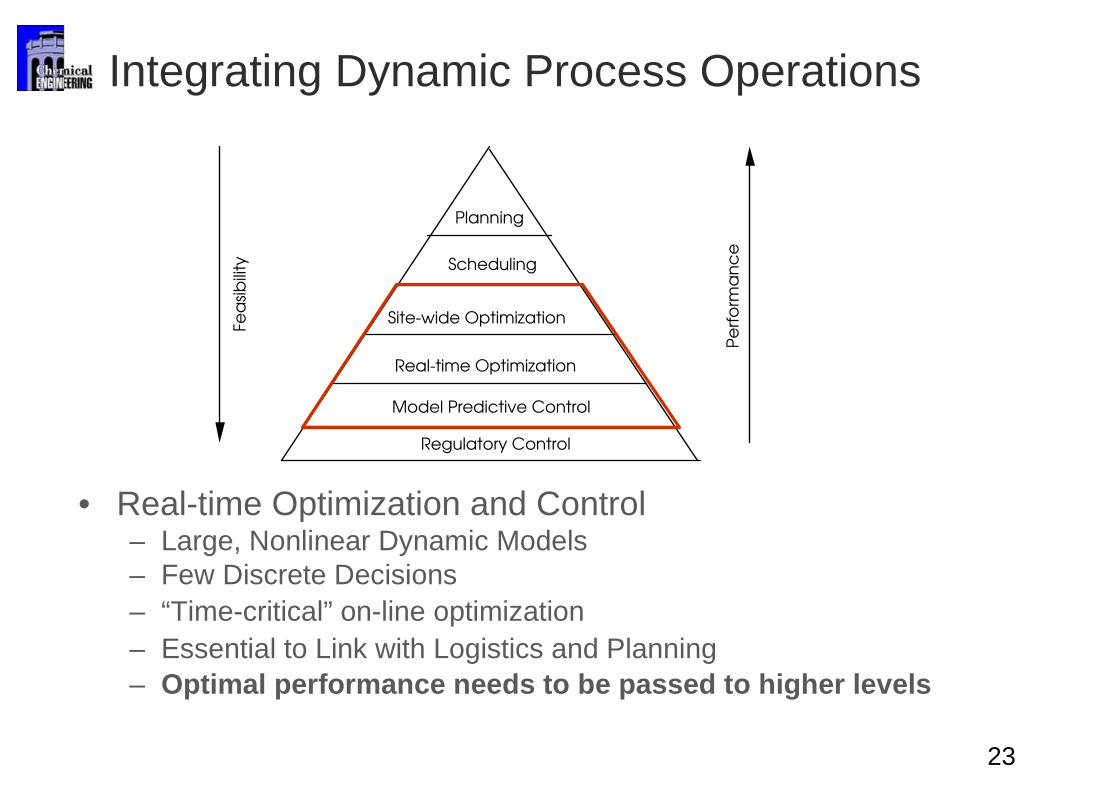
• Real-time Optimization and Control– Large, Nonlinear Dynamic Models– Few Discrete Decisions– “Time-critical” on-line optimization– Essential to Link with Logistics and Planning– Optimal performance needs to be passed to higher levels
Planning
Scheduling
Site-wide Optimization
Real-time Optimization
Model Predictive Control
Regulatory Control
Fe
asi
bili
ty
Pe
rfo
rma
nc
e
Integrating Dynamic Process Operations
23

24
tf, final timeu, control variablesp, time independent parameters
t, timez, differential variablesy, algebraic variables
How is Dynamic Optimization Done?
( )ftp,u(t),y(t),z(t), ψmin
( )pttutytzFdt
tdz,),(),(),(
)( =
( ) 0,),(),(),( =pttutytzG
ul
ul
ul
ul
o
ppp
utuu
ytyy
ztzz
zz
dd
dd
dd
dd
)(
)(
)(
)0(
s.t.
25
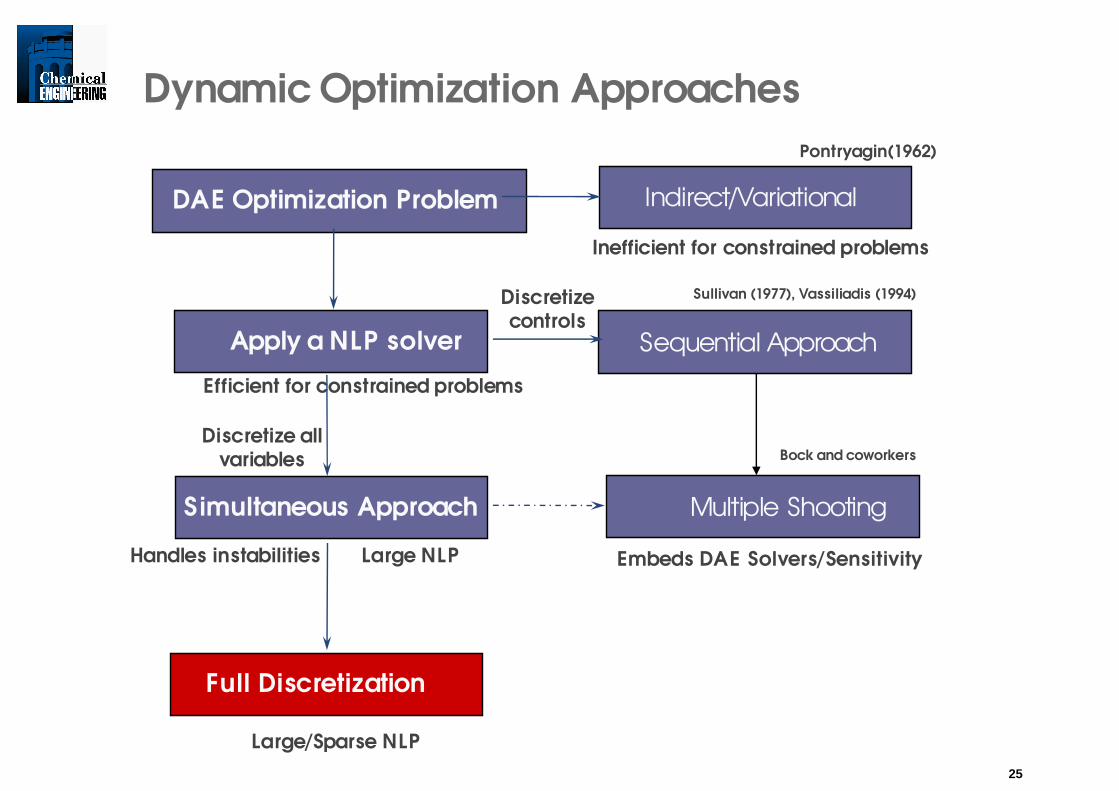
Dynamic Optimization Approaches
DAE Optimization Problem
Multiple Shooting
Embeds DAE Solvers/SensitivityHandles instabilities
Sequential Approach
Sullivan (1977), Vassiliadis (1994)Discretize controls
Full Discretization
Large/Sparse NLP
Apply a NLP solver
Efficient for constrained problems
Simultaneous Approach
Large NLP
Discretize all variables
Indirect/Variational
Pontryagin(1962)
Inefficient for constrained problems
Bock and coworkers

26
Dynamic Optimization StrategiesSummary (Grötschel et al., 2001)

27
to tf
u u u u
Collocation points
• ••• •
•• •
•••
•
True solutionPolynomials
u uu u
•
Finite element, n
tn
Mesh points
h
u u u u
∑=
−− −+=K
1q
q
n
q11n dt
dz(t)g)(zz(t) ntt
u uu
uelement n
q = 1q = 1
q = 2 q = 2 uuuu
∑=
=K
1q
qn
q (t)ygy(t) ∑=
=K
1q
qn
q(t)ugu(t)
Differential variablesDifferential variables
ContinuousContinuous
Algebraic and Control variables
Discontinuous
u
u
u u
(Radau) Collocation on Finite Elements(Radau) Collocation on Finite Elements
28
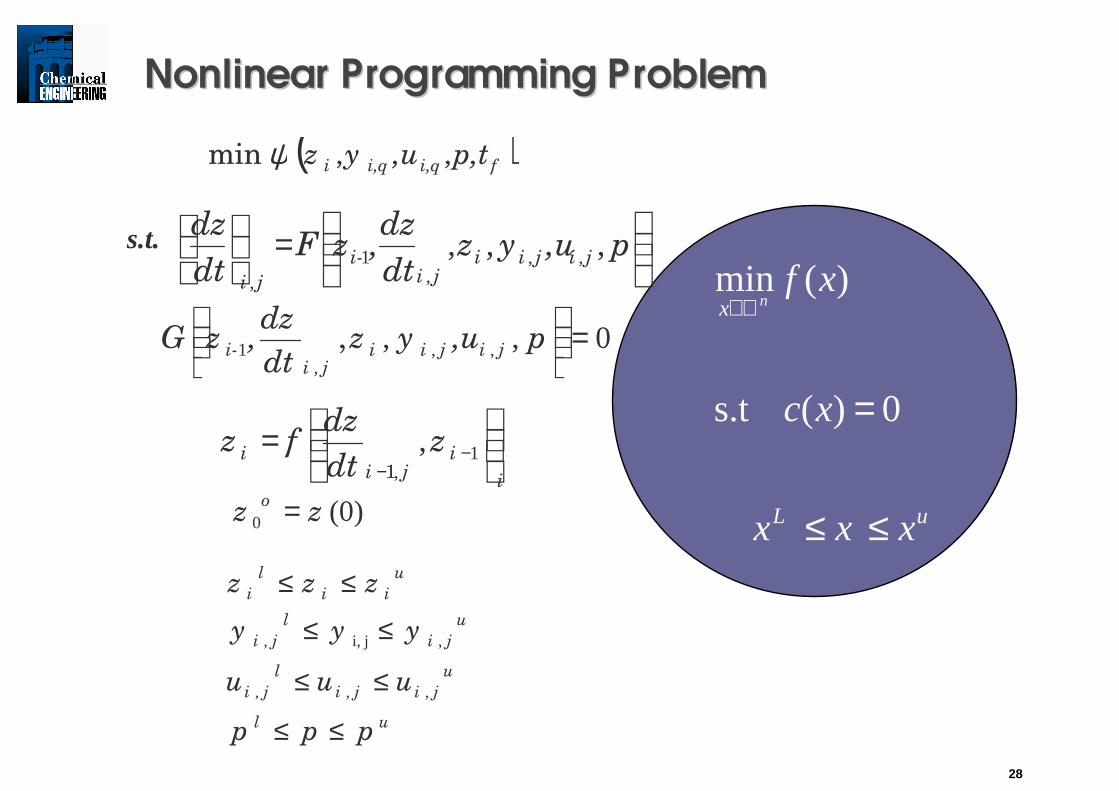
Nonlinear Programming ProblemNonlinear Programming Problem
uL
x
xxx
xc
xfn
≤≤
=
ℜ∈
0)(s.t
)(min
( )fi,qi,qi ,p,t,u,yzψ min
,,, ,,,
1,
=
p,uyzdt
dz,zF
dt
dzjijii
jii-
ji
0,, ,,,
1 =
p,uyzdt
dz,zG jijii
jii- ,
ul
u
jiji
l
ji
u
ji
l
ji
u
ii
l
i
ppp
uuu
yyy
zzz
≤≤
≤≤
≤≤
≤≤
,,,
,ji,,
s.t.
i
iji
i zdt
dzfz
= −
−1
,
,1
(0)0 zzo =

Nonlinear Model Predictive Control (NMPC)
Process
NMPC Controller
d : disturbancesz : differential statesy : algebraic states
u : manipulatedvariables
ysp : set points
( )( )dpuyzG
dpuyzFz
,,,,0
,,,,
==′
NMPC Estimation and Control
ConstraintOther
Constraint Bound
)()),(),(),((0
)),(),(),(()(..
||))||||)(||min
init
1sp
ztztttytzG
tttytzFtzts
yty uy Q
kk
Q
==
=′
−+−∑ ∑ −
u
u
u(tu(tu
NMPC Subproblem
Why NMPC?
ν All benefits of MPC
ν Severe nonlinear dynamics (e.g, sign changes in gains)
ν Operate process over wide range (e.g., startup and shutdown)
ν Deal with more flexible operation (grade changes)
Model Updater( )( )dpuyzG
dpuyzFz
,,,,0
,,,,
==′
29

NMPC for polyolefin processes
Importance of fast grade and flexible grade transitions•Less waste, more production•Performed ~daily
Strong influence on planning and scheduling activitiesOvercome constraints on possible grade changes
AspenTech•applied neural network (BDN) models for NMPC•Significant improvement claimed over conventional control•Generic approach over wide range of polymer processes
Exxon Chemicals•Use fundamental process models•Economics included in NMPC objective function•Benefits of NMPC see in large number of process operations
Planning
Scheduling
Site-wide Optimization
Real-time Optimization
Model Predictive ControlRegulatory Control
30

Planning
Scheduling
Site-wide Optimization
Real-time Optimization
Model Predictive ControlRegulatory Control
NMPC for polyolefin processes(Experience at ExxonMobil Chemicals)
Sampling times: 3 – 6 min.Prediction horizon: 1 hour
31

Reactor Models with LDPE Grade Transition
Cervantes et al. (2000)- 532 DAEs - 83,845 variables- reduced from 5 to 2.7 h
Can more detailed process models (e.g., mile-long tubular reactor) be incorporated into dynamic optimization?)
1.4E-02
1.5E-02
1.6E-02
1.7E-02
1.8E-02
1.9E-02
2.0E-02
2.1E-02
-0.5 0 0.5 1 1.5 2 2.5 3 3.5
Time (hr)
But
ane
com
posi
tion
0
2
4
6
8
10
12
But
ane
Flo
w
w (w t/w t) Flow (kg/h)Zavala et al. (2006)- More detailed reactor model - Accurate parameter estimation with observable parmeters- Plan more detailed dynamic optimizations- AMPL/IPOPT models
Time to reach newsteady state
LDPE out ofspecifications (Ton)
LDPE out ofspecifications ($)
Base case Optimized
1.4 hr 15.4 Ton $7,700
32
33
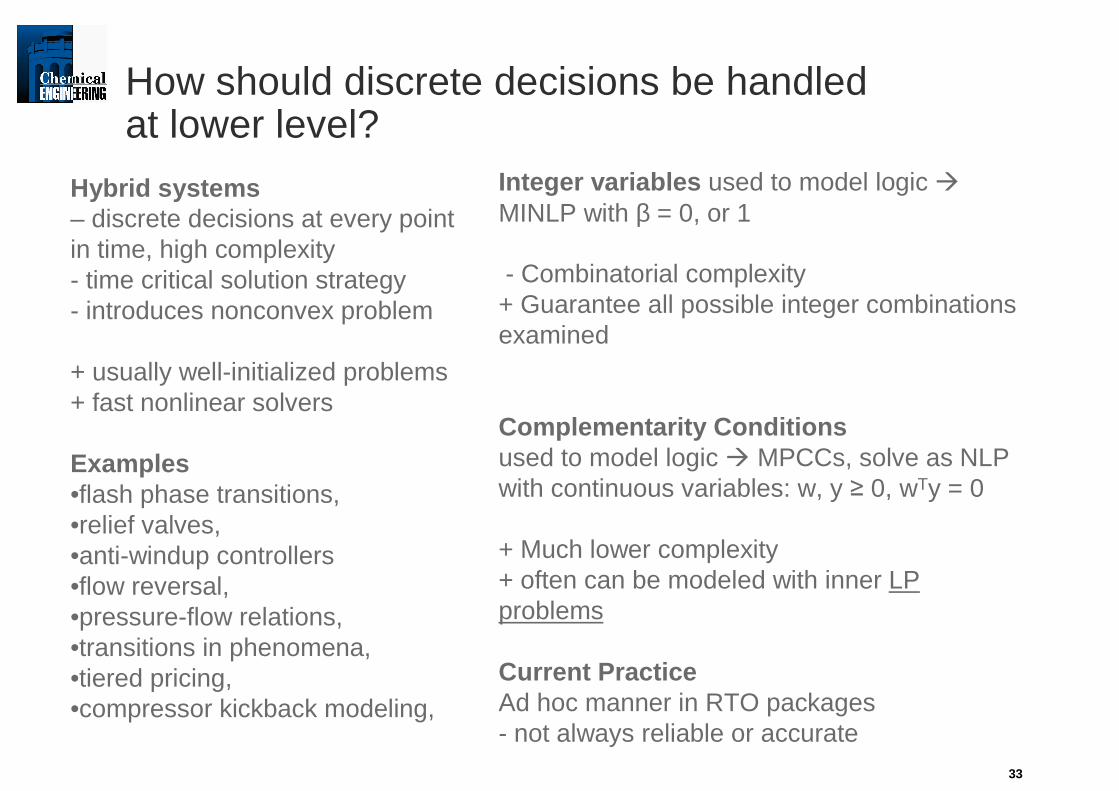
How should discrete decisions be handled at lower level?
Hybrid systems– discrete decisions at every point in time, high complexity- time critical solution strategy - introduces nonconvex problem
+ usually well-initialized problems+ fast nonlinear solvers
Examples•flash phase transitions, •relief valves, •anti-windup controllers•flow reversal, •pressure-flow relations, •transitions in phenomena,•tiered pricing, •compressor kickback modeling,
Integer variables used to model logic ÆMINLP with β = 0, or 1
- Combinatorial complexity+ Guarantee all possible integer combinations examined
Complementarity Conditionsused to model logic Æ MPCCs, solve as NLP with continuous variables: w, y � 0, wTy = 0
+ Much lower complexity+ often can be modeled with inner LP problems
Current PracticeAd hoc manner in RTO packages- not always reliable or accurate
34
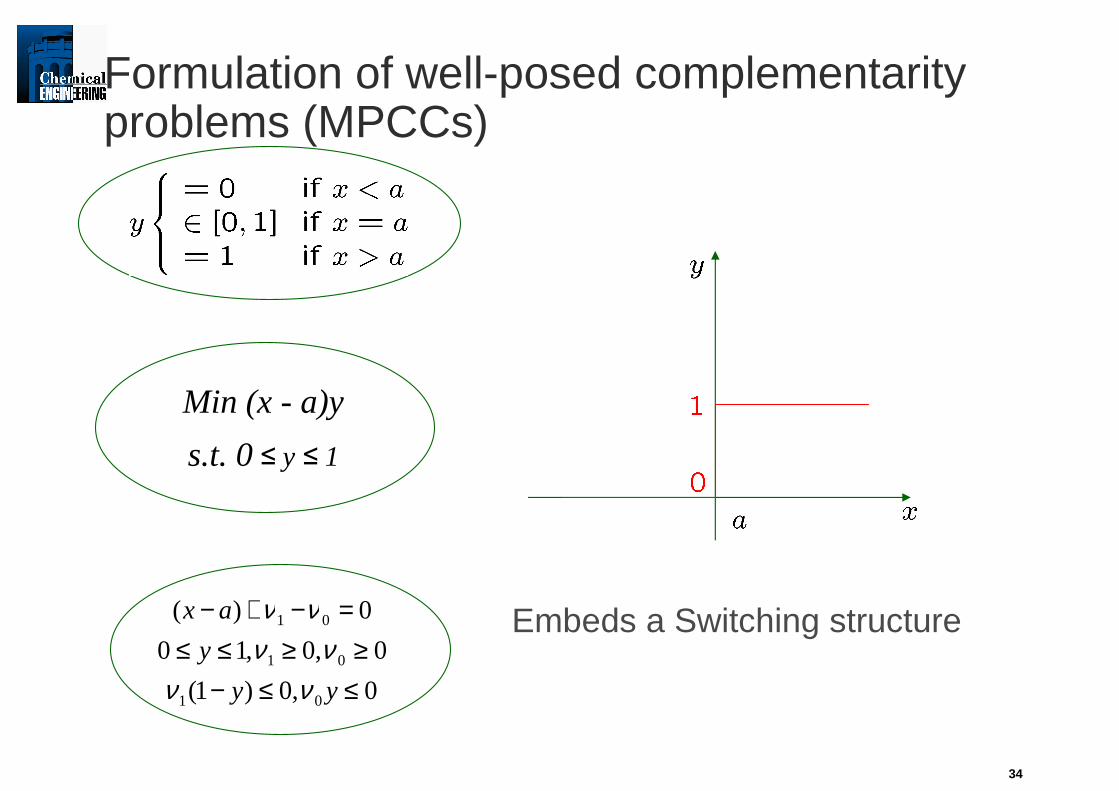
Formulation of well-posed complementarityproblems (MPCCs)
Embeds a Switching structure
Min (x - a)y
s.t. 0 � y � 1
0,0)1(
0,0,10
0)(
01
01
01
≤≤−≥≥≤≤
=−+−
yy
y
ax
νννν
νν
35
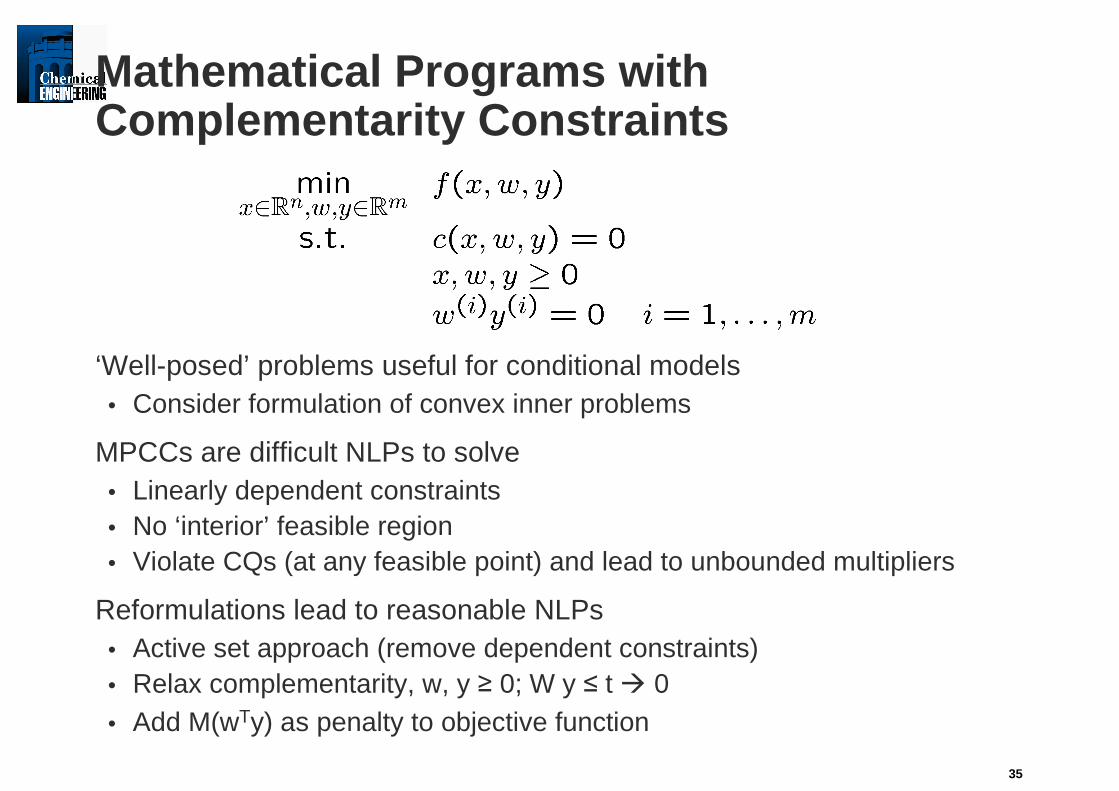
Mathematical Programs with Complementarity Constraints
‘Well-posed’ problems useful for conditional models• Consider formulation of convex inner problems
MPCCs are difficult NLPs to solve• Linearly dependent constraints• No ‘interior’ feasible region• Violate CQs (at any feasible point) and lead to unbounded multipliers
Reformulations lead to reasonable NLPs• Active set approach (remove dependent constraints)• Relax complementarity, w, y � 0; W y � t Æ 0• Add M(wTy) as penalty to objective function

36
MPCCs for Process Optimization using IPOPT(see Biegler Homepage)
Column and Tray Optimization (Raghunathan, B.)
• Binary and 5-component feed
• Ideal thermodynamics
Start-up of distillation columns (Raghunathan, Diaz, B.)
• Batch distillation
• Cryogenic column
Metabolic Networks in Cellular Biology (Raghunathan, Perez, et al.)
• Parameter estimation for batch fermentation
• Optimal control in batch fermentation
Parameter Estimation in Reservoir Flooding Applications (Kameswaran et al.)
• Up to 4300 complementarities, 84000 variables

37
Optimal Cryogenic Distillation Startup Case Study
Pout
• Multi-stage optimization in 3 periods• 8 trays, 10 natural gas components• Dynamic MESH model, vapor holdup• 18000 variables, 575 complementarities
(discrete decisions)
• Complementarity models
F8
L1
V8
F7
Qr
Phase equilibriumLiquid overflow

38
1st Startup Period Establish VLE on All Trays
Ml6 (T) � 10-4Final time constraint
F7 = F8 = 0Feed
QrControls
min TObjective
• Initial charge to bottoms• “inert” component modeled• Require liquid on all but feed trays
0 0.2 0.4 0.60
0.01
0.02
0.03
Time (mins)
Liqu
id H
oldu
p on
tray
s (k
mol
)
Tray2Tray3Tray4Tray5Tray6Tray7Tray8
0 0.2 0.4 0.60.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Time (mins)
β i
Tray1Tray2Tray3Tray4Tray5Tray6Tray7Tray8

39
2nd Startup PeriodSufficient Holdup on All Trays
L2(T) > 1Final time constraint
F7 = 30, F8 = 100Feed
Pout, QrControls
min T + 0.1�0TQr dtObjective• F8 mostly vapor• Require liquid flow from all trays
0 0.2 0.4 0.6 0.8 1 1.2 1.40
2
4
6
8
10
12
Time (mins)
Liqu
id H
oldu
p on
tray
s (k
mol
)
Tray1Tray2Tray3Tray4Tray5Tray6Tray7Tray8F8
L1
V8
F7
Qr
Pout

40
Can EWO be applied to inherently dynamic processes?
Batch processes – integration of scheduling with dynamic optimization•Bhatia, B. (1997)•Harjunkoski et al. (2004)•Flores, Grossmann (2006)
Simulated Moving Beds (SMB)• Developed at UOP in 1960s• Operate dynamically with periodic boundary conditions• Petrochemical (Xylene isomers)• Sugars (Fructose/glucose separation)
High fructose corn syrup• Pharmaceuticals (Enantiomeric separation)
Separate ‘good’ from ‘bad’ compounds based on chirality

41
Chromatography: Exploit different affinities to adsorbent
Column, packed with adsorbent
1. Initial stateColumn is filled with desorbent
Desorbent DesorbentFeed(fructose + glucose)
2. FeedFeed is supplied at the end
Desorbent
3. ElutionPush the feed to the other endTwo components separates as moving toward the end
(Difference in affinity)
Glucose product
4, Recovery of 1st product
Fructose product
5. Recovery of 2nd product
Challenge: make batch process Challenge: make batch process ÆÆ continuouscontinuous

42
Chromatography Column Model
Mass balance in liquid phase
Mass balance in solid phase
Isotherm (Linear)
Overall Mass Transfer Coeff.
Concentration in the solid phase
Concentration in the liquid phase
Void fraction
Liquid velocity
Subscripts n : Column number
i : Component
43
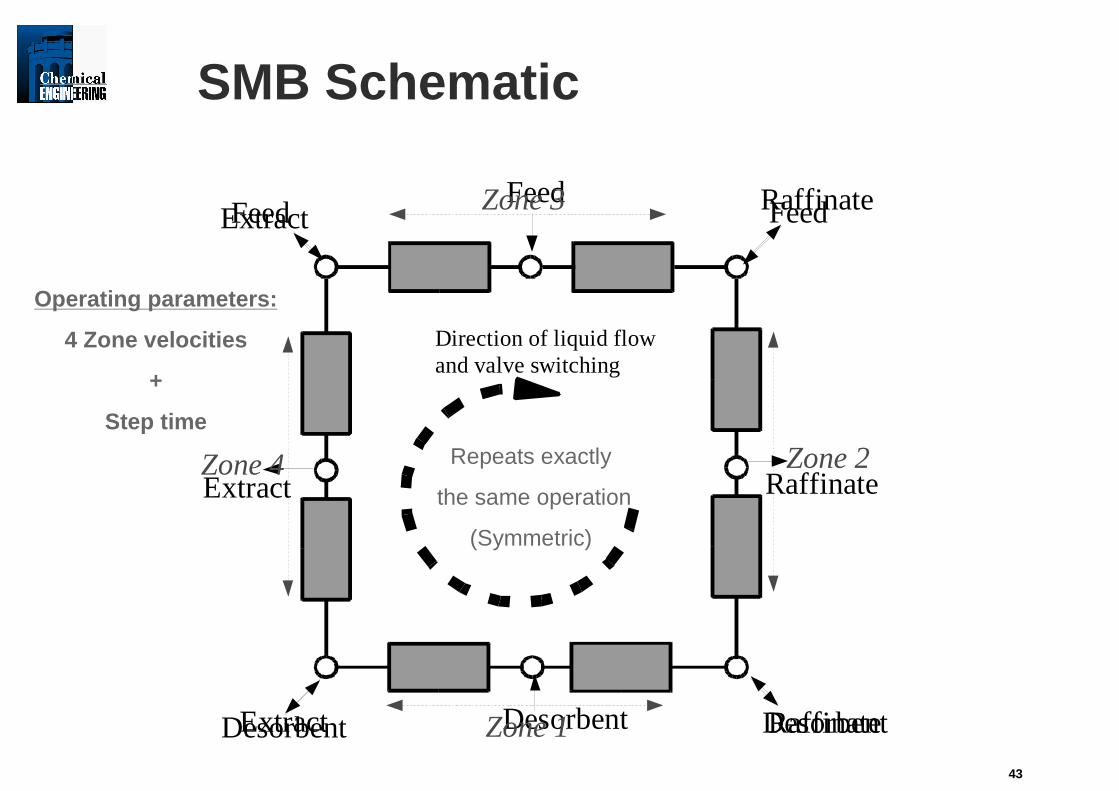
SMB Schematic
Direction of liquid flowand valve switching
Feed
Raffinate
Desorbent
ExtractRepeats exactly
the same operation
(Symmetric)
Feed Raffinate
DesorbentExtract
Operating parameters:
4 Zone velocities
+
Step time
Zone 4 Zone 2
Zone 3
Zone 1
Feed
RaffinateDesorbent
Extract

44
Dynamic Optimization of SMB
CPU Time*
Single discretization 111.8 min
1.53 minFull discretization
# of iteration
49
47
0 1 2 3 4 5 6 7 8−0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
x [m]
Nor
mal
ized
Con
cenr
atio
n, C
i(x,t st
ep)/
CF
,i
Comp.1 Single discretizationComp.2 Single discretizationComp.1 Full discretizationComp.2 Full discretization
Both single, full discretization methods find same optimal solution
# of variables
33999
644Implemented on gPROMS, solved using SRQPDImplemented on gPROMS, solved using SRQPD
Implemented on AMPL, solved using IPOPTImplemented on AMPL, solved using IPOPT
*On Pentium IV 2.8GHz
(89% spent by integrator)
(Linear isotherm)

45
Glucose/Fructose SeparationVariable flow rates (PowerFeed)
Dynamic problem definition, same as with constant feed
Optimal UF: 1.074 [m/h]
(productivity: double constant feed case)
CPU Time: 5.45 min
Number of Iterations: 84
Simultaneous Method
(Implemented on AMPL/IPOPT)Optimal Control Profile
Optimization Implications:
•Higher performance and higher purity•New SMB designs developed•Extensions to develop on-line dynamic optimization

Summary
• RTO is essential for refineries, ethylene and, more recently, chemical plants - not competitive otherwise.
• Current and developing large-scale NLP tools are well-suited to these tasks. Can also be done on-line and extended to deal with dynamics.
• Dynamic optimization is essential for a number of processes– Polymer processes (especially grade transitions)– Batch processes– Periodic processes
• Lower level discrete decisions can be handled through (well-formulated) MPCCs.
46

ReferencesF. Allgöwer and A. Zheng (eds.), Nonlinear Model Predictive Control, Birkhaeuser, Basel (2000)
R. D. Bartusiak, “NLMPC: A platform for optimal control of feed- or product-flexible manufacturing,” in Nonlinear Model Predictive Control 05, Allgower, Findeisen, Biegler (eds.), Springer, to appear
Biegler Homepage: http://dynopt.cheme.cmu.edu/papers.htm
Forbes, J. F. and Marlin, T. E.. Model Accuracy for Economic Optimizing Controllers: The Bias Update Case. Ind.Eng.Chem.Res. 33, 1919-1929. 1994
Forbes, J. F. and Marlin, T. E.. “Design Cost: A Systematic Approach to Technology Selection for Model-Based Real-Time Optimization Systems,” Computers Chem.Engng. 20[6/7], 717-734. 1996
Grossmann Homepage: http://egon.cheme.cmu.edu/papers.html
M. Grötschel, S. Krumke, J. Rambau (eds.), Online Optimization of Large Systems, Springer, Berlin (2001)
K. Naidoo, J. Guiver, P. Turner, M. Keenan, M. Harmse “Experiences with Nonlinear MPC in Polymer Manufacturing,” in Nonlinear Model Predictive Control 05, Allgower, Findeisen, Biegler(eds.), Springer, to appear
Yip, W. S. and Marlin, T. E. “Multiple Data Sets for Model Updating in Real-Time Operations Optimization,” Computers Chem.Engng. 26[10], 1345-1362. 2002.
47

















