ECONOMISATION OF CONCRETE MIXES WITH ENHANCED DURABILITY USING GGBS/SLAG CEMENTS By Dr. R. Nagendra Technical Director Civil-Aid Technclinic Pvt. Ltd. (A Bureau Veritas group company) Bengaluru
Transcript
ECONOMISATION OF CONCRETE MIXES WITH ENHANCED DURABILITY USING GGBS/SLAG
CEMENTS
By
Dr. R. Nagendra
Technical Director
Civil-Aid Technclinic Pvt. Ltd.
(A Bureau Veritas group company)
Bengaluru
Supplementary cementing material (SCM)
Any hydraulic or puzzolanic inorganiccompound used to replace Portland clinkerin a cement, contributing to the formationof C-S-H during hydration. These includeground granulated blast furnace slag(GGBS), pulverized fuel ash or fly ash (PFA),silica fume (SF), metakaolin (MK), amongstothers.
What is Portland Slag Cement (PSC) ?
Portland Slag Cement is obtained by mixingPortland Cement clinker, gypsum andgranulated slag in suitable proportions andgrinding the mixture to get a thorough andintimate mix between the constituents.It may also be manufactured by separately
grinding Portland Cement clinker, gypsum andgranulated slag and then mixing themintimately. The resultant product is a cementwhich has physical properties similar to thoseof Ordinary Portland Cement.
PSC has low heat of hydration andrelatively better resistance to soils andwater containing excessive amounts ofsulphates of alkali metals, alumina andiron, as well as to acidic waters, andcan, therefore, be used forunderground and marine works withadvantage, where aggressiveconditions may exist and chlorides andsulphates are present together.
The manufacture of Portland Slag Cement hasbeen developed primarily to utilise, BlastFurnace Slag, a waste product from blastfurnaces of integrated steel plants. Nearly 12 to15 million tons of blast furnace slag is producedeach year in the country and its utilisation inproduction of cement provides a profitable usefor an otherwise waste product.
As per IS 455 : 1989, Indian standard for PortlandSlag Cement, the slag constituent shall be notless than 25 percent nor more than 70 percent ofthe Portland Slag Cement.
The Portland Slag Cement can be used for all civilengineering works (Ref: Guide to the selection and useof cements by BIS)
but has more advantage for following applications.
Marine and costal structures
Sewage disposal and treatment works
Underground structures
Water treatment plants
The structures which are expected to be attacked bydissolved chlorides and sulphate ions either in soil,water or environment.
The research work has shown that Portland SlagCement having higher percentage of slagpreferably above 60% provides better protectionagainst chloride and sulphate attacks.
The Netherlands have almost a century of experiencein the use of ground granulated blast furnace slag(GGBS) cements with high slag content, comparable tocurrent CEM III/B (66-80 % slag) as defined in EN 197-1 (2011) for major infrastructure, including marineconcrete.
Over decades in practice and in abundant laboratoryinvestigations, CEM III/B concrete has demonstratedconsiderably better performance on durability issuescompared to CEM I (Portland withoutany main addition) concrete.
Portland cement with moderate content of main addition
Portland slag
cementCEM II/B-S S 21-35
Blastfurna
ce cement
CEM III/A
S
36-65 Concrete in
agressive
environments
(sulfates in soils,
agressive or sea
water, etc).
Equivalent to SR
type
Works where proper
care cannot be
guaranteed or where
aesthetics is
important. Concrete
work at low
temperatures.
CEM III/B 66-80
CEM III/C 81-95
Blastfurnace cement
T A B L E
SUGGESTED MIX (BY WEIGHT) FOR CONCRETE
Cement used*
MixDesig
n-ation
Agg.Max. size(mm
)
Cement
Content
(kg/cu.m)
Free WaterCeme
nt ratio(max)
Suggested MixProportionsC : BFS : MS:
CA**
Dosage of Admixtur
e per bag of
cement (ml)+
Slumpobtain
ed(mm)
Compressive
strength at 28 days
(N/sq.mm)
Flexural strength
at 28 days
(N/sq.mm)
JSW, PSC
M40(P Q
C)25 515 0.29
1 : 0.58 : 0.58 : 2.20
350 40 53.1 5.19
CONCRETE MIX DESIGN FOR CONCRETE ROAD USING PSC
CONSTRUCTION OF ROAD AT SULTANPUR- NEAR BELLARY
GROUND GRANULATED BLAST FURNACE SLAG
TESTING OF GGBS
There is no Indian Standard on GGBS (BIS has prepared a draft which is in wide circulation)
IS 12089 for Granulated Blast Furnace Slag
International Standards such as BS/EN/ASTM are available
ASTM C 989
BS EN 15167- Part 1
PHYSICAL TEST REPORT ON GGBS(GROUND GRANULATED BLAST FURNACE SLAG)
Technical Reference : IS: 1727-1967 (Reaffirmed 2004) IS : 4031 (Part 4 & 6)-1988 (Reaffirmed 2005)
Test ConductedResults
Specific Gravity 2.90
Fineness – Specific surface in m2/kg by
Blaine’s permeability method 349
Comparative compressive strength at, % +
7 day
28 day
72.0
78.0
Residue on 45 micron sieve, % 32.0
Compressive strength (MPa) +
7 day
28 day26.5
40.5
+ 50% GGBS and 50% OPC 53 grade.
CHEMICAL TEST REPORT ON GGBS(GROUND GRANULATED BLAST FURNACE SLAG)
Technical Reference : IS : 4032 - 1985 (Reaffirmed 2005) and IS:12089-1987 (Reaffirmed 1999)
Test Conducted Results
Requirements as per
IS:12089-1987 (Reaffirmed
1999)
Insoluble residue (Max.) (%) 1.88 5.0
Manganese Oxide (Max.) (%) 0.06 5.5
Magnesium Oxide (Max.) (%) 10.08 17.0
Sulphide Sulphur (Max.) (%) 1.10 2.0
Glass content (Min) (%) 90.93 Min. 85.0
CaO + MgO + 1/3 .Al2O3
SiO2 + 2/3 Al2O3
1.10 1.0The percentage of
major oxides with
granulated slag
shall satisfy atleast
one of the
equations.
CaO + MgO + Al2O3
SiO2
1.90 1.0
DETERMINATION OF GLASS CONTENT IN GGBS
GLASS CONTENT INFLUENCE UPON HYDRAULIC POTENTIAL OF BLAST - FURNACE SLAG
It is generally admitted that blast-furnace slags havehydraulic power that depends for one part on theirchemical composition and for another on theirmicrostructure. The vitreous structure is thecontrolling condition because the vitreous state makespossible and explains the reactions which would not bepossible from crystallized material.
POLARISING MICROSCOPE FOR DETERMINATION OF GLASS CONTENT IN GGGBS
GRANULATED BLAST FURNACE SLAG:
VITRIIFIED MATERIAL MADE BY RAPID COOLING OF A SLAG MELTOF SUITABLE COMPOSITION , OBTAINED BY SMELTING IRON OREIN A BLASTFURNACE, CONSISTING OF AT LEAST TWO THIRDS BYMASS OF GLASSY SLAG AND POSSESSING HYDRAULICPROPERTIES WHEN SUITABLY ACTIVATED
GROUND GRANULATED BLAST FURNACE SLAG (GGBS):
FINE POWDER MADE BY GRINDING GRANULATED BLASTFURNACE SLAG
FINENESS:
INITIAL SETTING TIME
ACTIVITY INDEX
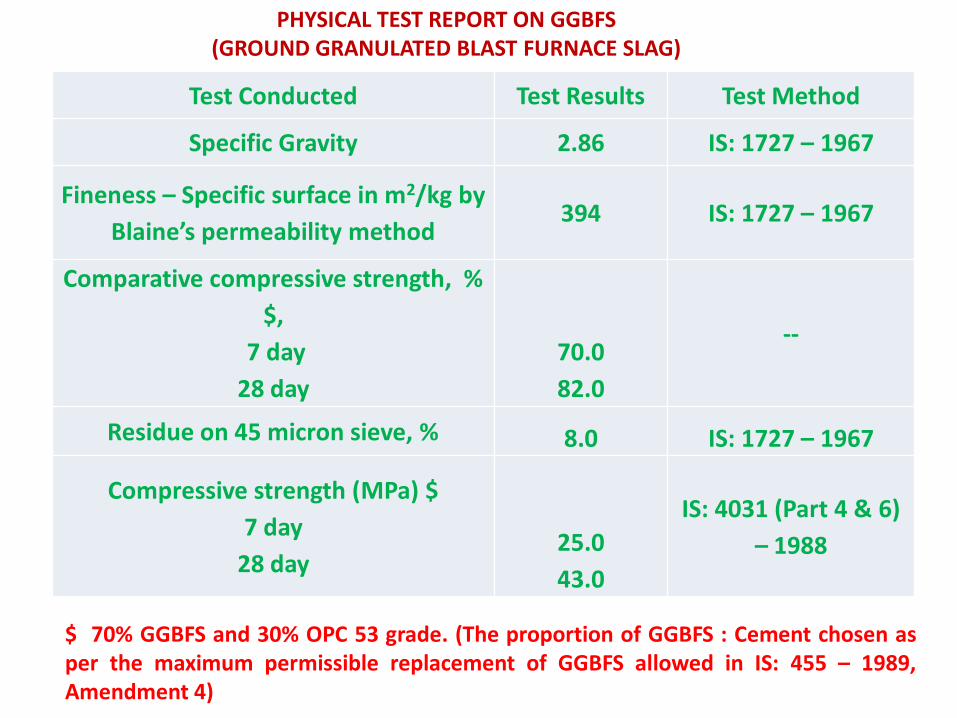
PHYSICAL TEST REPORT ON GGBFS(GROUND GRANULATED BLAST FURNACE SLAG)
Test Conducted Test Results Test Method
Specific Gravity 2.86 IS: 1727 – 1967
Fineness – Specific surface in m2/kg by
Blaine’s permeability method 394 IS: 1727 – 1967
Comparative compressive strength, %
$,
7 day
28 day
70.0
82.0
--
Residue on 45 micron sieve, % 8.0 IS: 1727 – 1967
Compressive strength (MPa) $
7 day
28 day25.0
43.0
IS: 4031 (Part 4 & 6)
– 1988
$ 70% GGBFS and 30% OPC 53 grade. (The proportion of GGBFS : Cement chosen asper the maximum permissible replacement of GGBFS allowed in IS: 455 – 1989,Amendment 4)
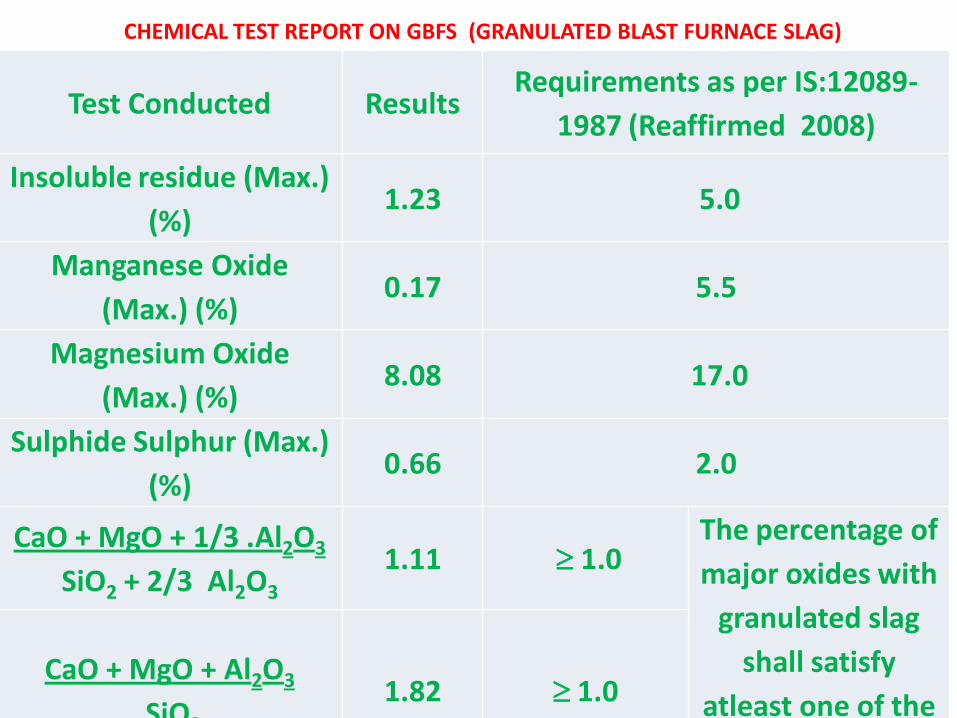
Test Conducted ResultsRequirements as per IS:12089-
1987 (Reaffirmed 2008)
Insoluble residue (Max.)
(%)1.23 5.0
Manganese Oxide
(Max.) (%)0.17 5.5
Magnesium Oxide
(Max.) (%)8.08 17.0
Sulphide Sulphur (Max.)
(%)0.66 2.0
CaO + MgO + 1/3 .Al2O3
SiO2 + 2/3 Al2O3
1.11 1.0The percentage of
major oxides with
granulated slag
shall satisfy
atleast one of the CaO + MgO + Al2O3
SiO2
1.82 1.0
CHEMICAL TEST REPORT ON GBFS (GRANULATED BLAST FURNACE SLAG)
Project :Purava Palm Beach for M/s JMC (India) Pvt. Ltd.
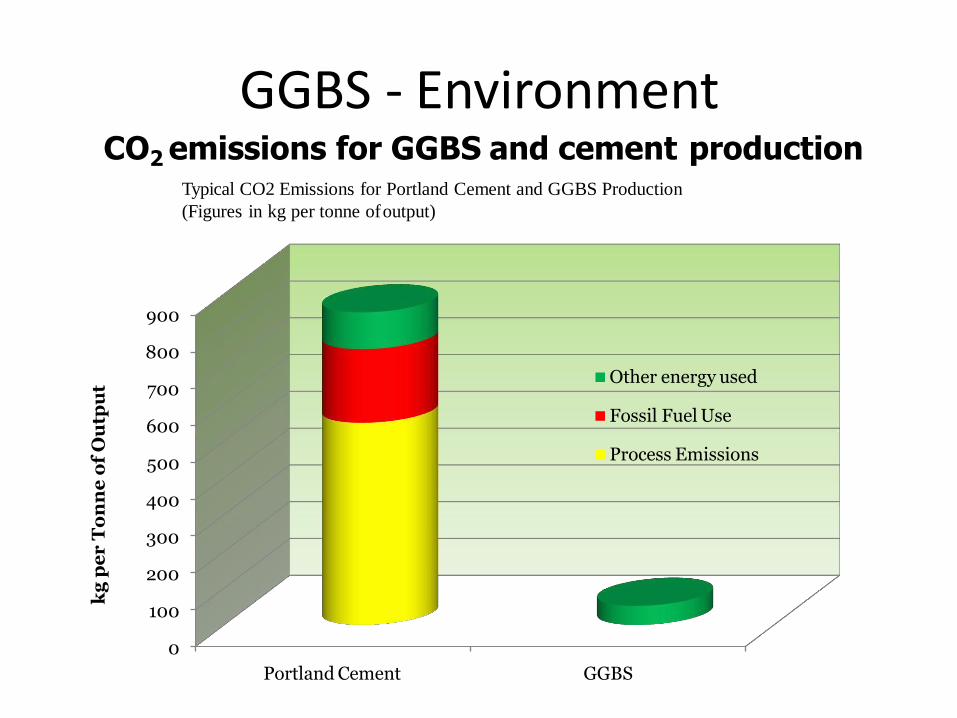
GGBS - Environment
GGBS - EnvironmentCO2 emissions for GGBS and cement production
Typical CO2 Emissions for Portland Cement and GGBS Production
(Figures in kg per tonne ofoutput)
900
800
700
600
500
400
300
200
100
0
Portland Cement GGBS
Other energy used
Fossil Fuel Use
Process Emissions
kg
pe
rT
on
ne
of
Ou
tpu
t
Environmental Savings
Equivalent
CO2 79.4 tonnes 25 Cars or 10 acres of mature forestry/year
SO2 245 kgNOx 343 kgCO 245 kgPM10 42.7 kgEnergy 94,000 kwh Power 18 homes for
one yearLimestone/Shale
160 tonnes
Environmental savings per typical base
GGBS – Controlling thermal cracking
Controlling thermal cracking
Image courtesy of Wind Farm Civils
Controlling thermal cracking
Heat of Hydration
GGBS lowers peak and overall heat
Substitution level 70%
Controlling thermal cracking
0% GGBS
26 degrees
30% GGBS25 degrees
50% GGBS23 degrees
70% GGBS19 degrees
Maximum temperature differential on 1500mm deep base
Controlling thermal cracking20m x 20m x 2.4 m deep base with 70% GGBS
0
10
20
30
40
50
60
Highest
Lowest
Difference
Controlling thermal cracking
Image courtesy of Wind Farm Civils
Controlling thermal crackingMaximise use of GGBS to reduce heatgenerated
Install and monitor
thermocouples Insulate if
required
Minimise placing temperature
Cover with plastic sheeting to protect
from wind Remove insulation in stages
GGBS – strength benefits
Long term strength development
25
15
35
55
45
65
95
85
75
0 20 40 60 80 120 140 160 180 200
N/m
m2
100
Days
42.5 & 50% GGBS
42.5
Temperature matched curing
50
45
40
35
30
25
20
15
10
5
0
1 2 3 4
Stre
ngt
h N
/mm
2
1.1m deep base with 70% GGBS
Foundation Slab: C40/50 @ 70% GGBS
Standard TMCDay Age
GGBS – Durability benefits
Durability – increased resistance to acids
Peaty soils – acidic environment 0% GGBS
30% GGBS
50% GGBS
Durability – increased resistance to sulphates
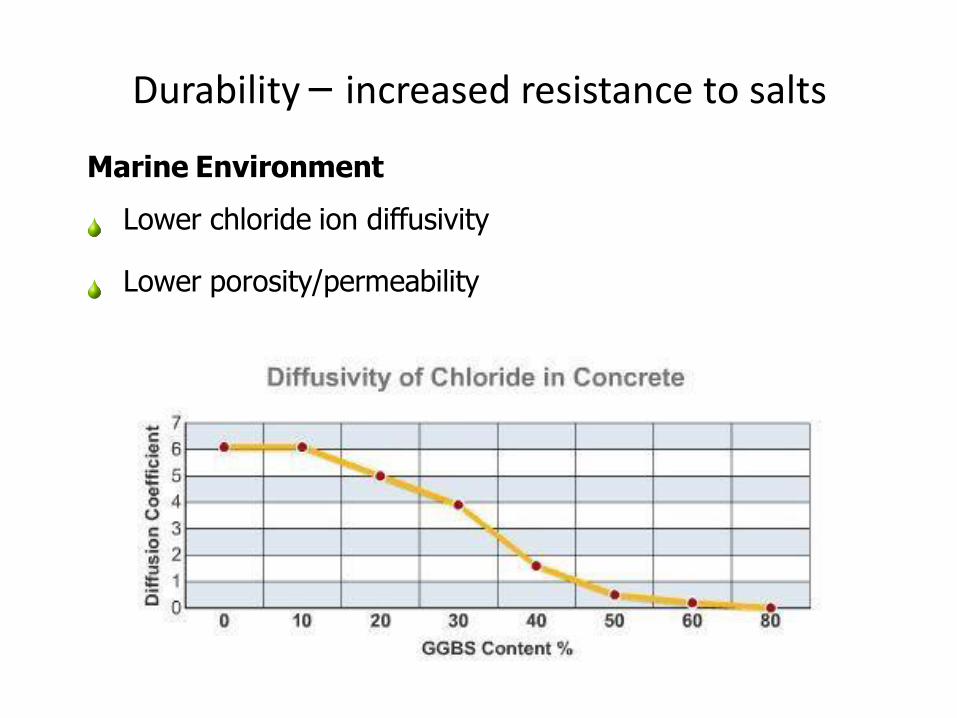
Durability – increased resistance to salts
Marine Environment
Lower chloride ion diffusivity
Lower porosity/permeability
Durability – increased resistance to salts
BS 6349 – Maritime Structures – Table22
IN CONCLUSION… GGBS is around for 150 years and has been used all over the
world. GGBS is used as a partial replacement for ordinary cement in concrete. Used at the appropriate replacement rate there are little or no disadvantages.
The aspect that most concerns people is the lower early age strength. Because concrete made with GGBS goes through a 2-stage hydration process the initial reaction is slowers.
Concrete with a high percentage of GGBS used in a thin element in cold weather will have a lower strength and may require formwork to be in place longer.
Again at higher percentages the initial carbonation rate may be a little higher, although this tends not be an issue as for standard cover the depth of carbonation typically doesn't impact on the reinforcing.
IN CONCLUSION…
70% is typically an appropriate replacement rate in large pours, where there are high sulphate or acid levels, in a marine or other salt environment.