Effect of grain size on fatigue behavior of Type 301LN stainless steel Antti Järvenpää a,⇑ , L. Pentti Karjalainen b , Matias Jaskari a a University of Oulu, Oulu Southern Institute, Pajatie 5, FI-85500 Nivala, Finland b University of Oulu, Dept. Mech. Eng., P.O. Box 4200, FI-90014 Oulu, Finland article info Article history: Received 21 January 2013 Received in revised form 8 May 2013 Accepted 22 May 2013 Available online xxxx Keywords: Austenitic stainless steel Reversion treatment Grain size refinement Crack initiation Fatigue strength abstract The effect of grain size and phase structure on fatigue behavior in Type 301LN austenitic stainless steel was preliminarily investigated. Various grain sizes from submicron to coarse ones were obtained by con- trolled reversion treatments. Axial tension–tension fatigue tests were carried out under load control. Cyc- lic hardening was observed to take place very early in cycling. Hardness increased about 29% and high fraction of martensite, up to 40%, was formed in ultrafine-grained structures. The fatigue damage occurred by grain boundary cracking in ultrafine-grained structures, where no slip bands were formed. Partly recrystallized shear bands were observed in cold-rolled austenite grains and grain boundary crack- ing took place within them as well. In the coarse-grained steel, intense slip bands were formed and crack nucleated and propagated along them and grain boundaries. Fatigue resistance was improved by the grain size refinement. Ó 2013 Published by Elsevier Ltd. 1. Introduction Grain size refinement is a well-known effective method utilized to increase the monotonic strength properties of metals and alloys (Hall–Petch relationship) and also their fatigue performance, espe- cially in the high-cycle fatigue regime. An overview on mechanical properties under monotonic and cyclic loading was presented by Höppel et al. [1]. Cavaliere [2] observed that in pure metals Al, Ti, Ni and Cu the fatigue limit is significantly enhanced by grain refinement to submicron scale. A recent review concerning ultra- fine-grained light alloys was presented by Estrin and Vinogradov [3]. Concerning commercial austenitic stainless steels, Di Schino and Kenny [4] studied the influence of grain refinement between 1 and 50 lm on the fatigue strength of Type 304 steel showing that grain refining had a strong beneficial effect in this steel. Uusitalo et al. [5] also observed very significant improvement in bending fatigue strength by nanocrystallisation of the surface layer of Types 301LN and 316L stainless steels by the ultrasonic attrition treatment. It has been shown in numerous investigations that by con- trolled annealing of cold-rolled austenitic stainless steels contain- ing significant fraction of strain-induced martensite, by so called reversion treatment, excellent combinations of tensile strength and elongation can be achieved due to efficient grain size refine- ment even to nano or submicron scale, e.g. [6–8]. The commercial austenitic stainless steel Type 301LN (17Cr-7Ni-N) is a material commonly studied in these works. In accordance with improve- ments in static properties, previous studies have also shown that the high-cycle bending fatigue limit of this steel can be highly im- proved by the reversion treatment, from 350 to 630 MPa in re- versed bending, reaching 59% of the ultimate tensile strength [9]. Furthermore, it was noticed that the fatigue mechanism is sensi- tive to grain size. Crack nucleation tended to take place on grain boundaries in ultrafine-grained structure while cracks nucleated on slip bands as well as grain boundaries in the coarse-grained structure [10]. Earlier studies only delt with reversed (zero mean stress) bend- ing fatigue behavior of 301LN steel in high-cycle regime. Very sig- nificant improvement in fatigue life was obtained by the refinement of the grain size highlighting the achievable benefits of the reversion treatment. No observations or data have been pub- lished concerning axial fatigue behavior and resistance of this steel as reversion-treated. Furthermore, in previous studies only austen- itic fine-grained and coarse-grained structures were compared. However, there are indications that the partially reversed structure containing ultrafine grains with tempered martensite and retained austenite can also provide very promising combinations of static mechanical properties [6,7]. Therefore, the fatigue strength of this microstructure is also very important to determine. The role of different phases in this complex microstructure would also more generally improve understanding on the behavior of multiphase structures under cyclic loading. With these objectives, the 0142-1123/$ - see front matter Ó 2013 Published by Elsevier Ltd. http://dx.doi.org/10.1016/j.ijfatigue.2013.05.012 ⇑ Corresponding author. Tel.: +358 445551633. E-mail addresses: antti.jarvenpaa@oulu.fi (A. Järvenpää), pentti.karjalainen@ oulu.fi (L.P. Karjalainen), [email protected].fi (M. Jaskari). International Journal of Fatigue xxx (2013) xxx–xxx Contents lists available at SciVerse ScienceDirect International Journal of Fatigue journal homepage: www.elsevier.com/locate/ijfatigue Please cite this article in press as: Järvenpää A et al. Effect of grain size on fatigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http:// dx.doi.org/10.1016/j.ijfatigue.2013.05.012
Transcript
International Journal of Fatigue xxx (2013) xxx–xxx
Contents lists available at SciVerse ScienceDirect
International Journal of Fatigue
journal homepage: www.elsevier .com/locate / i j fa t igue
Effect of grain size on fatigue behavior of Type 301LN stainless steel
0142-1123/$ - see front matter � 2013 Published by Elsevier Ltd.http://dx.doi.org/10.1016/j.ijfatigue.2013.05.012
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fatigue behavior of Type 301LN stainless steel. Int J Fatigue (2013),dx.doi.org/10.1016/j.ijfatigue.2013.05.012
Antti Järvenpää a,⇑, L. Pentti Karjalainen b, Matias Jaskari a
a University of Oulu, Oulu Southern Institute, Pajatie 5, FI-85500 Nivala, Finlandb University of Oulu, Dept. Mech. Eng., P.O. Box 4200, FI-90014 Oulu, Finland
a r t i c l e i n f o
Article history:Received 21 January 2013Received in revised form 8 May 2013Accepted 22 May 2013Available online xxxx
The effect of grain size and phase structure on fatigue behavior in Type 301LN austenitic stainless steelwas preliminarily investigated. Various grain sizes from submicron to coarse ones were obtained by con-trolled reversion treatments. Axial tension–tension fatigue tests were carried out under load control. Cyc-lic hardening was observed to take place very early in cycling. Hardness increased about 29% and highfraction of martensite, up to 40%, was formed in ultrafine-grained structures. The fatigue damageoccurred by grain boundary cracking in ultrafine-grained structures, where no slip bands were formed.Partly recrystallized shear bands were observed in cold-rolled austenite grains and grain boundary crack-ing took place within them as well. In the coarse-grained steel, intense slip bands were formed and cracknucleated and propagated along them and grain boundaries. Fatigue resistance was improved by thegrain size refinement.
� 2013 Published by Elsevier Ltd.
1. Introduction
Grain size refinement is a well-known effective method utilizedto increase the monotonic strength properties of metals and alloys(Hall–Petch relationship) and also their fatigue performance, espe-cially in the high-cycle fatigue regime. An overview on mechanicalproperties under monotonic and cyclic loading was presented byHöppel et al. [1]. Cavaliere [2] observed that in pure metals Al,Ti, Ni and Cu the fatigue limit is significantly enhanced by grainrefinement to submicron scale. A recent review concerning ultra-fine-grained light alloys was presented by Estrin and Vinogradov[3]. Concerning commercial austenitic stainless steels, Di Schinoand Kenny [4] studied the influence of grain refinement between1 and 50 lm on the fatigue strength of Type 304 steel showing thatgrain refining had a strong beneficial effect in this steel. Uusitaloet al. [5] also observed very significant improvement in bendingfatigue strength by nanocrystallisation of the surface layer of Types301LN and 316L stainless steels by the ultrasonic attrition treatment.
It has been shown in numerous investigations that by con-trolled annealing of cold-rolled austenitic stainless steels contain-ing significant fraction of strain-induced martensite, by so calledreversion treatment, excellent combinations of tensile strengthand elongation can be achieved due to efficient grain size refine-
ment even to nano or submicron scale, e.g. [6–8]. The commercialaustenitic stainless steel Type 301LN (17Cr-7Ni-N) is a materialcommonly studied in these works. In accordance with improve-ments in static properties, previous studies have also shown thatthe high-cycle bending fatigue limit of this steel can be highly im-proved by the reversion treatment, from 350 to 630 MPa in re-versed bending, reaching 59% of the ultimate tensile strength [9].Furthermore, it was noticed that the fatigue mechanism is sensi-tive to grain size. Crack nucleation tended to take place on grainboundaries in ultrafine-grained structure while cracks nucleatedon slip bands as well as grain boundaries in the coarse-grainedstructure [10].
Earlier studies only delt with reversed (zero mean stress) bend-ing fatigue behavior of 301LN steel in high-cycle regime. Very sig-nificant improvement in fatigue life was obtained by therefinement of the grain size highlighting the achievable benefitsof the reversion treatment. No observations or data have been pub-lished concerning axial fatigue behavior and resistance of this steelas reversion-treated. Furthermore, in previous studies only austen-itic fine-grained and coarse-grained structures were compared.However, there are indications that the partially reversed structurecontaining ultrafine grains with tempered martensite and retainedaustenite can also provide very promising combinations of staticmechanical properties [6,7]. Therefore, the fatigue strength of thismicrostructure is also very important to determine. The role ofdifferent phases in this complex microstructure would also moregenerally improve understanding on the behavior of multiphasestructures under cyclic loading. With these objectives, the
2 A. Järvenpää et al. / International Journal of Fatigue xxx (2013) xxx–xxx
investigation of the cyclic behavior of this steel in axial fatigue andin low-cycle fatigue regime has been started. In addition to fullyreversion-treated austenitic structure with the grain size of 1–2 lm, the partially reversed structure was studied. The conven-tional coarse-grained structure was used as a reference.
2. Experimental methods
2.1. Test material
The test material was a commercial, austenitic stainless steel ofType 301LN (C850) with a sheet thickness of 5.5 mm. The chemicalcomposition determined by a glow discharge optical emission spec-trometer (GDA 750) was as follows: 0.018C, 1.12Mn, 0.48Si, 17.9Cr,6.3Ni, 0.08Mo and 0.12 N (in wt%). The sheet was cold rolled furtherto 3 mm in a laboratory rolling mill. Cut pieces were subsequentlyheat treated on a Gleeble 3800 simulator at the heating and coolingrate of 200 �C/s, varying the maximum temperature to create thedesired microstructures. The peak temperatures/holding timeswere 750 �C/0.1 s, 800 �C/1 s and 1000 �C/100 s for the partialreversion, complete reversion and coarse-grained austenite struc-ture, coded PRev, Rev and CGA, respectively.
2.2. Sample preparation
The heat-treated pieces were machined to same final dimen-sions for tensile and fatigue tests (gauge section 10 � 3 mm withthe length of 12.5 mm). Fatigue specimens were ground to 600 gritand electro-polished with perchloric acid solution to mirror finish.Specimens were slightly etched before fatigue tests with 60% nitricacid etchant using 12 V DC to reveal the microstructure for furtherexaminations in the course of cycling. For optical microscopy,samples were prepared from the top surfaces of the base materials,ie. PRev, Rev and CGA. Samples were polished mechanically tomirror quality and etched also with nitric acid to reveal themicrostructure.
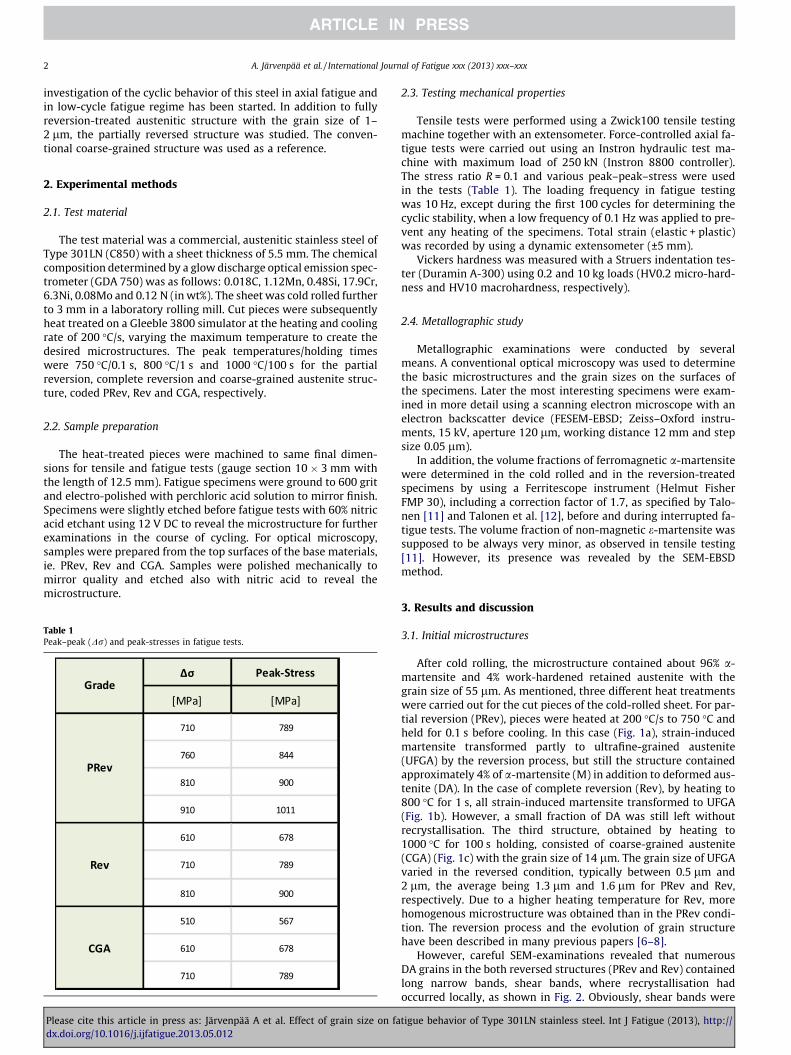
Table 1Peak–peak (Dr) and peak-stresses in fatigue tests.
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fadx.doi.org/10.1016/j.ijfatigue.2013.05.012
2.3. Testing mechanical properties
Tensile tests were performed using a Zwick100 tensile testingmachine together with an extensometer. Force-controlled axial fa-tigue tests were carried out using an Instron hydraulic test ma-chine with maximum load of 250 kN (Instron 8800 controller).The stress ratio R = 0.1 and various peak–peak–stress were usedin the tests (Table 1). The loading frequency in fatigue testingwas 10 Hz, except during the first 100 cycles for determining thecyclic stability, when a low frequency of 0.1 Hz was applied to pre-vent any heating of the specimens. Total strain (elastic + plastic)was recorded by using a dynamic extensometer (±5 mm).
Vickers hardness was measured with a Struers indentation tes-ter (Duramin A-300) using 0.2 and 10 kg loads (HV0.2 micro-hard-ness and HV10 macrohardness, respectively).
2.4. Metallographic study
Metallographic examinations were conducted by severalmeans. A conventional optical microscopy was used to determinethe basic microstructures and the grain sizes on the surfaces ofthe specimens. Later the most interesting specimens were exam-ined in more detail using a scanning electron microscope with anelectron backscatter device (FESEM-EBSD; Zeiss–Oxford instru-ments, 15 kV, aperture 120 lm, working distance 12 mm and stepsize 0.05 lm).
In addition, the volume fractions of ferromagnetic a-martensitewere determined in the cold rolled and in the reversion-treatedspecimens by using a Ferritescope instrument (Helmut FisherFMP 30), including a correction factor of 1.7, as specified by Talo-nen [11] and Talonen et al. [12], before and during interrupted fa-tigue tests. The volume fraction of non-magnetic e-martensite wassupposed to be always very minor, as observed in tensile testing[11]. However, its presence was revealed by the SEM-EBSDmethod.
3. Results and discussion
3.1. Initial microstructures
After cold rolling, the microstructure contained about 96% a-martensite and 4% work-hardened retained austenite with thegrain size of 55 lm. As mentioned, three different heat treatmentswere carried out for the cut pieces of the cold-rolled sheet. For par-tial reversion (PRev), pieces were heated at 200 �C/s to 750 �C andheld for 0.1 s before cooling. In this case (Fig. 1a), strain-inducedmartensite transformed partly to ultrafine-grained austenite(UFGA) by the reversion process, but still the structure containedapproximately 4% of a-martensite (M) in addition to deformed aus-tenite (DA). In the case of complete reversion (Rev), by heating to800 �C for 1 s, all strain-induced martensite transformed to UFGA(Fig. 1b). However, a small fraction of DA was still left withoutrecrystallisation. The third structure, obtained by heating to1000 �C for 100 s holding, consisted of coarse-grained austenite(CGA) (Fig. 1c) with the grain size of 14 lm. The grain size of UFGAvaried in the reversed condition, typically between 0.5 lm and2 lm, the average being 1.3 lm and 1.6 lm for PRev and Rev,respectively. Due to a higher heating temperature for Rev, morehomogenous microstructure was obtained than in the PRev condi-tion. The reversion process and the evolution of grain structurehave been described in many previous papers [6–8].
However, careful SEM-examinations revealed that numerousDA grains in the both reversed structures (PRev and Rev) containedlong narrow bands, shear bands, where recrystallisation hadoccurred locally, as shown in Fig. 2. Obviously, shear bands were
tigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http://
Fig. 1. OM images of initial annealed structures: (a) PRev (1.3 lm), (b) Rev (1.6 lm), and (c) CGA (14 lm). Martensite (M), reverted ultrafine-grained austenite (UFGA) anddeformed austenite (DA).
Fig. 2. SEM-images of shear bands in DA before fatigue tests, (a) PRev and (b) Rev.
Fig. 3. Static stress–strain curves.
A. Järvenpää et al. / International Journal of Fatigue xxx (2013) xxx–xxx 3
already formed during the cold rolling process and high strainaccumulated in them enabled recrystallisation even at these tem-peratures and during short holding times.
3.2. Static properties
Tensile tests were carried out to determine monotonic strengthproperties and typical stress-strain curves are shown in Fig. 3.Accordingly, the yield strength was 778 MPa, 687 MPa, and401 MPa for PRev, Rev and CGA structures, respectively. In propor-tion, the ultimate tensile strengths were 1102 MPa, 1050 MPa and895 MPa. The shape of the static stress-strain curves is typical tometastable austenitic stainless steels. Very low strain hardeningrate or even flow softening at small strains is due to initial forma-tion of e and a-martensites, before profound formation of a-mar-tensite, which results in high strain hardening. An explanation isgiven e.g. by Talonen [11], and also in Refs. [6,7]. In spite of highstrength of the reversion-treated structures, the elongation is stillhigh (about 60%, as measured with a short gauge length), indicating
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fadx.doi.org/10.1016/j.ijfatigue.2013.05.012
that excellent combinations of strength and ductility can beachieved. This behavior is typical for the reversion-treated steel,as reported in previous publications [6–8].
In order to characterize the relative strength of the microstruc-tures and later to record changes taking place in them duringfatigue cycling, macro and micro-hardness were measured beforeand after fatigue tests. The results are shown in Fig. 4. The averagemacrohardness (HV10) values were 355,326and227 for PRev, Revand CGA structures, respectively. It is seen that initially the re-verted UFGA structures were significantly harder than the conven-tional CG structure. Micro-hardness (HV0.2) was employed tocharacterize the separate phases. In the PRev structure, the hard-ness of UFGA was 340 and that of DA 371. In the Rev structure,the values were 312 and 349 for UFGA and DA, respectively, indi-cating some softening in the both phases due to the higher heatingtemperature.
3.3. Fatigue behavior
3.3.1. Fatigue strengthSome data of fatigue lives are listed in Fig. 5. It is seen at the
peak–stress (Dr) of 789 MPa, the fatigue life of PRev is longest(run over at 2e6 cycles) and that of CGA is shortest (around50 000 cycles). For the Rev, fatigue limit was reached at peak–stress of 678 MPa. At the peak stresses of 1011 MPa, 900 MPaand 789 MPa for PRev, Rev and CGA, the fatigue lives are almostequal, about 30,000–50,000 cycles. Even though the data are lim-ited to draw any firm conclusions, the partial reversion seems toprovide the highest fatigue strength, whereas the CGA structurehas the lowest strength. This positive influence of grain size refine-ment is in agreement with previous studies [9,10]. It should benoted that the peak–peak stress of 610 MPa was used for CGA inthe cyclic stability and martensite fraction measurements, for theinitial strain at 710 MPa was too high. Therefore, the fatigue liveswere different.
tigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http://
Fig. 4. Micro-hardness (HV0.2) before and after fatigue. (SD = standard deviation.)
Fig. 5. Fatigue life in axial tests (R = 0.1).
Fig. 7. Evolution of a0-martensite fraction in PRev, Rev and CGA (Dr1).
4 A. Järvenpää et al. / International Journal of Fatigue xxx (2013) xxx–xxx
Furthermore, it was noticed that the reversed UFGA structureswere clearly more sensitive to surface defects. Even with great carein specimen preparation and testing, many specimens had slightedge notches or scratches caused by an extensometer on the sur-face, which initiated fatigue cracks more likely in the PRev andRev structures than in the CGA one. However, that data wasignored.
3.3.2. Cyclic stabilityCyclic stability is a property showing the behavior of peak strain
during cycling: cyclically stable if it remains constant and unstable(cyclic softening or hardening), if not constant. To understand thecyclic stability of the steel with different microstructures understress-controlled fatigue cycling, the evolution in peak strain,
Fig. 6. Evolution of peak strain during cycling (Dr1).
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fadx.doi.org/10.1016/j.ijfatigue.2013.05.012
martensite fraction and hardness were measured successively afterincreasing number of cycles. It was found that cyclic hardeningtook place extremely quickly (Fig. 6), strain saturating within 5 cy-cles in all experiments. Due to high peak stresses (1010,900 and790 MPa for PRev, Rev and CGA, respectively) well above the yieldstrengths (see Fig. 3), the strain encountered was very high,10–20% during the first cycles.
Fig. 7 shows the formation of ferromagnetic a0-martensite in fa-tigue cycling in the different structures. In all structures, the mar-tensite forms during the first cycle(s) that is understandable due tohigh plastic strains imposed during those cycles. However, thereare also distinct differences in the fraction of martensite formedbetween the structures, even though the strain in them is of thesame order except during the first cycles. The lowest martensitefraction is formed in CGA, and the highest in the PRev structurethat contained initially about 4% martensite. Generally the stabilityof austenite is decreased with increasing grain size, when thestrength of austenite decreases thereby less opposing martensitetransformation requiring a volume expansion [e.g. [13]]. However,now the opposite has been observed. In fact, this phenomenon wasnoticed earlier in tensile testing, where martensite formed faster inreversion-treated structure (800 �C, 1 s) than in a coarse-grainedone [7]. This result is in agreement with observations of Marèchal[14] in tensile tests, who showed that the different martensitetransformation rates are related to the difference in the sites ofmartensite formation, on grain boundaries in ultrafine-grainedstructure and along slip bands in coarse-grained one. Hence, thesame seems to be valid for fatigue cycling, too. The presence ofmartensite could be shown by SEM-EBSD, but this is not straight-forward and not done yet, except in coarse DA grains (Fig. 10 later).The contribution of high martensite content is not clear. Topic et al.
tigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http://
Fig. 10. Crack initiation in UFGA structure of PRev (Dr = 810 MPa/70428 cycles).
Fig. 11. Crack initiation in UFGA structure of Rev (Dr1 = 810 MPa/1050 cycles).
Fig. 8. Slip bands in a DA grain, PRev (Dr1 = 910 MPa/71050 cycles).
Fig. 9. EBSD-image showing martensite formation in DA (PRev). Blue = a0
(19.8%)and yellow = e-martensite (2.3%). (For interpretation of the references to colour inthis figure legend, the reader is referred to the web version of this article.)
A. Järvenpää et al. / International Journal of Fatigue xxx (2013) xxx–xxx 5
[15] showed that some martensite is beneficial, but too much,above 40% in Type 304L steel, is detrimental for fatigue resistance.
The martensite fractions obtained in CGA are quite equal to thatobserved for coarse-grained 301LN in a previous investigation [9],where about 14% of a0-martensite was measured after reversedbending fatigue at 430 MPa to failure (52,000 cycles). However, a
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fadx.doi.org/10.1016/j.ijfatigue.2013.05.012
very drastic difference concerns the reversion-treated structures,where less than 2% of a0-martensite was detected after failure(40,000 cycles) in reversed bending fatigue, compared to 30–40%here. The different mean stress and consequently the high maxi-mum stress and plastic strain, are the most obvious reasons forthe difference. Here the peak–stress was much above the yieldstrength but order or below the yield strength in reversed bendingfatigue testing.
Results from hardness measurements are shown in Fig. 4. Mac-rohardness (HV10) increments in fatigue cycling were 25%, 29%and 33% for Prev, Rev and CGA, respectively, i.e. there are no signif-icant differences between the structures. Also, micro-hardness(HV0.2) increased 31%, 38% and 39% in the PRev, Rev and CGAstructures, respectively. In proportion, for DA micro-hardness,hardness increments were 29% and 32% in PRev and Rev, respec-tively. Hence, it seems that here the high plastic strain masks theinfluence of microstructure, revealed in reversed bending fatigue.
3.3.3. Cyclic damage in microstructureIt was observed that in the reversion-treated structure, cyclic
damage concentrated at grain boundaries (in UFGA, see laterFigs. 10 and 11) and in slip bands (in DA), Fig. 8. Intense slip bandsare visible in DA grains, but in UFGA grains no slip bands were seenon the surface as marks of dislocation activity.
It has been shown e.g. by Talonen [11] that in monotoneousdeformation, the formation of e-martensite in intense shear bandsleads to the formation of a0-martensite at the intersections of shearbands. Fig. 9 shows an SEM-EBSD image of a DA grain containingshear bands in two directions. Although the indexing remainedonly modest due to high deformation of the structure, it could beseen that during fatigue, some of these shear bands becamestrained and presumably transformed first to e-martensite (tinyyellow areas in intersections of shear bands) and later to a0-mar-tensite (large blue areas in one direction).
3.3.4. Crack initiation and growthCrack initiation was found to take place in different ways in the
UFGA structure compared to that in the CGA structure. Fig. 10shows an area containing UFGA and DA in the PRev structure.Crack initiation has taken place at grain boundaries of the UFGAstructure, whereas no cracks are observed at harder DA grains orat martensitic areas. Typical crack formation in the UFGA structureis shown in Figs. 10 and 11. Initiation has occurred at the grainboundary between ultrafine-grained austenite grains, from where
tigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http://
Fig. 12. Slip bands in CGA and transgranular crack propagation (Dr1 = 610 MPa/87570 cycles).
Fig. 13. Cracking in a recrystallised shear band in DA. PRev (Dr1 = 810 MPa/70428cycles).
6 A. Järvenpää et al. / International Journal of Fatigue xxx (2013) xxx–xxx
the crack has propagated perpendicular to the load axis. In the CGAstructure, crack initiation occurred at slip bands and the propaga-tion continued either through the CGA grains or along grain bound-aries, as seen in Fig. 12.
As pointed out, in large cold-rolled austenite grains partiallyrecrystallised shear bands were frequently present. It was obviousthat fatigue stressing concentrated strain within these bands (asseen in Fig. 13), resulting in similar grain boundary cracking as inUFGA areas. In some cases, cracks propagated along these bands,as shown in Fig. 13. This softer (recrystallised) band is surroundedby harder DA, restricting the propagation outside. Despite the factthat intense slip band formation took place in DA similarly as in theCGA structure (Figs. 8 and 13), no crack initiation was observedalong these slip bands. This may be due to high strength (hardness)of these cold-rolled grains, also cyclically hardened, as shown bythe hardness increase (Table 1, 371–480 HV0.2). Consistently withthe observations in a previous investigation [9], cracking did nottake place in large retained austenite grains (DA), except in recrys-tallised shear band, as now detected.
Please cite this article in press as: Järvenpää A et al. Effect of grain size on fadx.doi.org/10.1016/j.ijfatigue.2013.05.012
4. Conclusions
The type of fatigue loading, stress-controlled axial tension-tension or reversed bending results in certain similarities anddifferences in fatigue behavior of reversion-treated ultrafine-grained and coarse-grained Type 301LN steel. Due to high strainencountered during first cycles in tension–tension loading, cyclichardening is very fast and pronounced, and a high fraction ofa0-martensite is formed both in ultrafine- and coarse-grainedstructures, whereas in reversed bending fatigue the ultrafine-grained structure strain-hardens only very faintly. Cyclic damageand crack initiation are similar in both types of fatigue tests, i.e.a clear difference exists between ultrafine- and coarse-grainedaustenitic structures. In the former, crack initiation and propaga-tion occur at grain boundaries and no cyclic damage is observedon the surface of ultrafine grains. In the coarse-grained structure,crack initiation occurs at slip bands and they propagate eithertrans- or intergranularly. As a new observation, martensite forma-tion was detected at partially recrystallised shear bands in retainedcoarse-grained deformed austenite grains, present in reversion-treated structures. In some instances, grain boundary cracks nucle-ated and propagated within them. Grain size refinement seems tobe an effective method to improve fatigue strength in tension-ten-sion fatigue conditions similarly as in reversed bending fatiguetests.
Acknowledgements
Antti Järvenpää acknowledges with gratitude the funding fromTechnology Industries of Finland Centennial Foundation Fund forthe Association of Finnish Steel and Metal Producers.
References
[1] Höppel HW, Kautz M, Xu C, Murashkin M, Langdon TG, Valiev RZ, et al. Anoverview: fatigue behavior of ultrafine-grained metals and alloys. Int J Fatigue2006;28:1001–10.
[2] Cavaliere P. Fatigue properties and crack behavior of ultra-fine andnanocrystalline pure metals. Int J Fatigue 2009;31:1476–89.
[3] Estrin Y, Vinogradov A. Fatigue behavior of light alloys with ultrafine grainstructure produced by severe plastic deformation: an overview. Int J Fatigue2010;32:898–907.
[4] Di Schino A, Kenny JM. Grain size dependence of the fatigue behavior of anultrafine-grained AISI 304 stainless steel. Mater Lett 2003;57:3182–5.
[5] Uusitalo J, Karjalainen LP, Retraint D, Palosaari M. Fatigue properties of steelswith ultrasonic attrition treated surface layers. Mater Sci Forum 2009;604–605:239–48.
[6] Somani MC, Karjalainen LP, Kyroläinen A, Taulavuori T. Processing ofsubmicron grained microstructures and enhanced mechanical properties bycold-rolling and reversion annealing of metastable austenitic stainless steels.Mater Sci Forum 2007;539–543:4875–80.
[7] Somani MC, Juntunen P, Karjalainen LP, Misra RDK, Kyröläinen A. Enhancedmechanical properties through reversion in metastable austenitic stainlesssteels. Metall Mater Trans A 2009;40A:729–44.
[8] Rajasekhara S, Karjalainen LP, Kyröläinen A, Ferreira PJ. Microstructureevolution in nano/submicron grained AISI 301LN stainless steel. Mater SciEng A 2010;527:1986–96.
[9] Hamada AS, Karjalainen LP, Venkata Surya PKC, Misra RDK. Fatigue behavior ofultrafine-grained and coarse-grained Cr–Ni austenitic stainless steels. MaterSci Eng A 2011;528:3890–6.
[10] Hamada AS, Karjalainen LP. High-cycle fatigue behavior of ultrafine-grainedaustenitic stainless and TWIP steels. Mater Sci Eng A 2010;527:5715–22.
[11] Talonen J. Effect of strain-induced a0-martensite transformation on mechanicalproperties of metastable austenitic stainless steels. DoctoralDissertation: Helsinki University of Technology, Espoo; 2007.
[12] Talonen J, Aspegren P, Hanninen H. Mater Sci Tech 2004;20:1506–12.[13] Jin J-E, Jung Y-S, Lee Y-K. Effect of grain size on the uniform ductility of a bulk
ultrafine-grained alloy. Mater Sci Eng A 2007;449-451:786–9.[14] Marèchal, D., Linkage between mechanical properties and phase
transformations in a 301LN austenitic stainless steel, Ph.D. Thesis, TheUniversity of British Columbia, Vancouver, Ca, April 2011.
[15] Topic M, Tait RB, Allen C. The fatigue behavior of metastable (AISI-304)austenitic stainless steel wires. Int J Fatigue 2007;29:656–65.
tigue behavior of Type 301LN stainless steel. Int J Fatigue (2013), http://