* Corresponding author. Mailing address: 103 Chappie James Center, Tuskegee University, Tuskegee, AL 36088. E-mail: [email protected]. Phone: 334-727-8985. Fax: 334-724-4224 D. Srinivasagupta and B. Joseph are now with the Department of Chemical Engineering, University of South Florida, 4202 E. Fowler Ave ENB 118, Tampa, FL 33620. Effect of Processing Conditions and Material Properties on the Debond Fracture Toughness of Foam-Core Sandwich Composites: Experimental Optimization Prasun Majumdar 1 , Deepak Srinivasagupta 2 , Hassan Mahfuz 1* , Babu Joseph 2 , Matthew M. Thomas 3 , and Stephen Christensen 4 1 Tuskegee University’s Center for Advanced Materials (T-CAM), Tuskegee, AL 36088 2 Department of Chemical Engineering, Washington University, Saint Louis, MO 63130 3 The Boeing Company, St. Louis, MO 63166 4 The Boeing Company, Seattle, WA 98124 Keywords: Resin Transfer Molding (E), Debonding (B), Fracture Toughness (B), Tilted Sandwich Debond Test (MS # CMA/02/031b/SGA) Accepted for publication in Composites Part A: Applied Science and Manufacturing
Transcript
*Corresponding author. Mailing address: 103 Chappie James Center, Tuskegee University, Tuskegee, AL 36088. E-mail: [email protected]. Phone: 334-727-8985. Fax: 334-724-4224 D. Srinivasagupta and B. Joseph are now with the Department of Chemical Engineering, University of South Florida, 4202 E. Fowler Ave ENB 118, Tampa, FL 33620.
Effect of Processing Conditions and Material Properties
It was observed during the various debond fracture toughness tests that crack propagates
in two distinct ways in low and high density foams. In low density foams, the crack
begins to propagate at a region slightly underneath (1-2 mm) the interface. This region
can be defined as a sub-interface zone which exists between the soaked cell at the top and
dry cell underneath. We believe that the strength of this sub-interface will depend on the
strength of dry cell materials. For lower density foams the depth of this sub-interface zone
is higher because of the relatively larger cell sizes and is distinctly below the actual
interface. We have noticed that crack propagates through this sub-interface in all cases of
lower density foams as shown in Figure 7 (a).
(a) Crack propagation through sub-interface (b) Crack propagation at the face /core interface
Figure 7. Optical Micrographs of (a) R-75 foam and (b) R-300 foam core sandwich
However, in case of higher density foams (130 kg/m3 and above), the crack propagation is
somewhat different. It seems to propagate right along the core-skin interface as shown in
Figure 7(b). We believe that the reason for this type of propagation is that the strength the
sub-interface is higher than the actual strength of the skin-core interface bonding. In case
of higher density foams, the cell sizes are smaller and correspondingly the strength of cell
14
walls and cell edges are higher which in turn contributes to the higher sub-interface
strength.
4 Experimental Analysis
4.1 Effect of Foam Density on Fracture Toughness
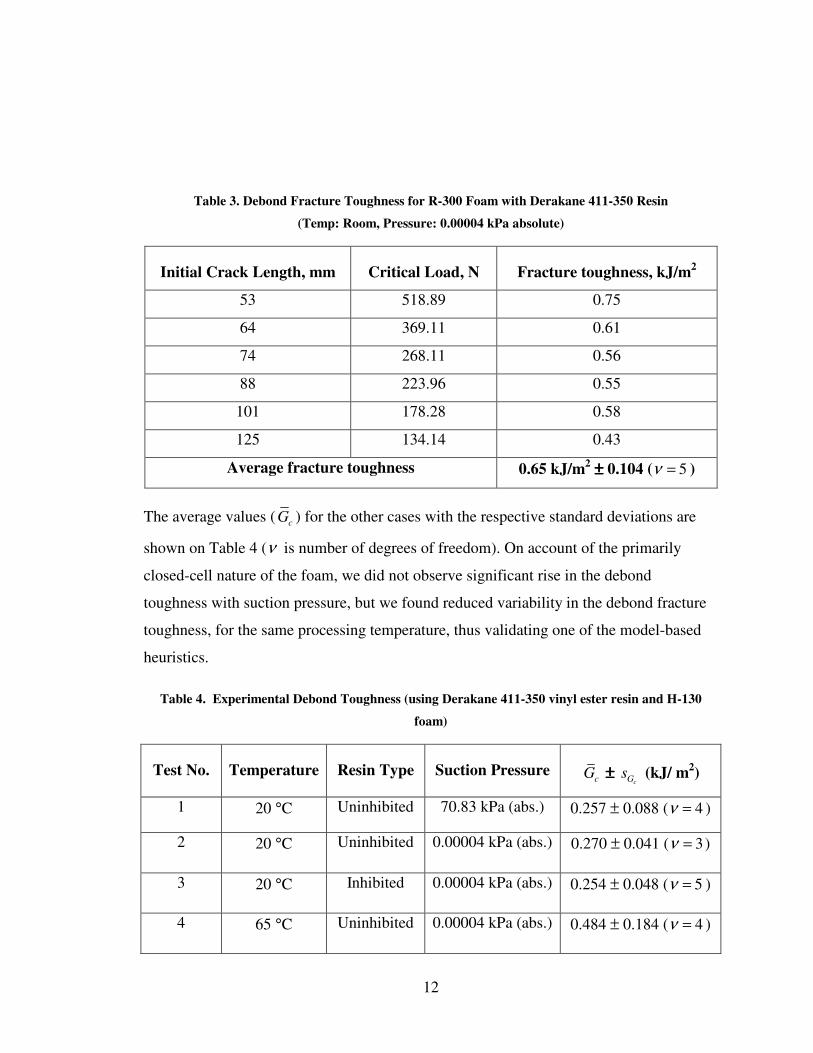
It was observed from the test data that debond fracture toughness value has increased
substantially with increase in foam density. This phenomenon can be explained
considering the fact that with higher density foams there are more solid surfaces
available in the structure (in the form of cell walls and cell edges) than the lower density
foams. Therefore, larger amount of resin soaks and bonds at the interface for higher
density foams. In order to verify this notion, tests were conducted to determine the actual
resin uptake for PVC foams with various densities. To measure resin uptake by foams
with various densities, 25.4 mm thick foam panels (203 mm x 203 mm size) were
weighted and set-up in VARTM without the fabrics. Resin was then infused under 759.8
mm (Hg) vacuum pressure for various lengths of time such as 15, 30, 45, and 60 minutes.
After complete cure and demolding, the foam panels were weighted again. The difference
in weight was taken as the resin uptake which was then divided by the total volume of the
panel. For each category of foam, three such panels were infused and the average values
were calculated. The results from these tests are shown in Figure 8.
15
10 20 30 40 50 600.019
0.020
0.021
0.022
0.023
0.024
0.025
0.026
0.027
0.028
0.029
R-75
H-130R-260
resi
n pe
netra
tion,
gm
/cm
3
Time,min
Figure 8. Normalized Resin Uptake by Foam of Varying Densities
It is evident from Figure 8 that for a given period of resin suction, the amount of resin
soaked into the closed-cell foam increases with density. With increased resin uptake into
the higher density foams, the cells at the interface actually become more stiff and an
increased energy is therefore required to allow for the debond to propagate. Consequently,
debond fracture toughness is higher with the increase in core density of the sandwich
specimens.
4.2 Effect of Resin Type on Debond Fracture Toughness
Interfacial adhesion is also affected by the amount of shrinkage that occurs in a resin. As
epoxies cure with low shrinkage, the various surface contacts set up between the liquid
resin and the adherends are not disturbed during the cure and it shows better adhesion.
Also, epoxy resin curing reaction produces less volatile by-products compared to vinyl-
ester resin during cure and this eventually leads to more degree of cross-linking. As a
result, fracture toughness value is considerably high for epoxy.
16
4.3 Increase in Debond Fracture Toughness with Temperature
The higher processing temperature of 65 °C lowers the initial viscosity of the resin and
ensures that the resin wets the face-sheet fabrics better. The higher temperature also
accelerates the curing reaction thus reducing the batch cycle time, and also increases the
maximum final cure maxα , thus resulting in better cross-linking. An additional benefit is
the reduction in voids. So, the increase in fracture toughness with processing at elevated
temperature (below the glass-transition temperature of the PVC foam, gT ~88 °C) is quite
significant.
4.4 Variation in Debond Fracture Toughness with Suction Pressure
The vacuum pressure provides the driving force to eliminate voids and ensure uniform
distribution of resin. At the lower vacuum pressure (70.83 kPa absolute), we found much
greater variability in debond toughness with initial crack length, possibly due to regions
of resin starvation inside the sandwich construction that bring down the local value of
debond fracture toughness. These result in areas of poor bonding at the interface and also
through the laminate.
4.5 Effect of Inhibitor on Debond Fracture Toughness
Based on the 1-D model, it was also believed that the addition of the inhibitor would
reduce the dry spots in a similar manner, thus reducing the variability in the measured
debond toughness values. However we did not see this happen with the small amount of
inhibitor that we used. The 1-D model is primarily meant to track resin cure and viscosity,
and is applicable at regions far away from the distributing media where it was believed
17
that the flow would be mainly in the transverse direction. It is possible that even in the
absence of the inhibitor there was good resin penetration into the interface at all locations.
In such cases, using the inhibitor is not expected to reduce the variability or increase the
mean debond toughness.
5 Summary
The following are the summary of the above investigations:
• From the experimental optimization studies, it was found that sandwiches
manufactured at elevated temperature (65 °C) provided a higher fracture
toughness value comparable to that of sandwiches cured at ambient conditions
with the same core material and resin system.
• A higher suction pressure reduced the variability in debond fracture toughness
values.
• Epoxy resin (SC-15) gives higher debond fracture toughness compared to the
vinyl ester resin.
• Fracture toughness was also found to increase with the increase in core
density.
• Also, density of the foam had an effect on the propagation of the initial crack.
With lower density foams (75 kg/m3), it was observed that initial interface
crack kinked into the core and propagated as a sub-interface crack (1-2 mm
below the interface). However, for higher core densities (130 kg/m3 and
above) the crack propagation was along the interface.
• It was observed that use of small percentage (0.1 % wt) of inhibitor did not
have any significant effect on debond fracture toughness values. VARTM-type
18
processes provides sufficient wetting of fiber and degree of cure so that it is
not necessary to use cure inhibitor.
Acknowledgements
The authors thank the Boeing Company, St. Louis, MO (Contract number WS-PW-1437),
the Boeing McDonnell Foundation, and the National Science Foundation (Grant DMII:
96-22482) for funding this research. We also acknowledge the anonymous reviewers for
their insightful comments which helped improve the quality of the manuscript.
References
1. Srinivasagupta D, Joseph B, Majumdar P, Mahfuz H. Effect of Processing Conditions and Material Properties on the Debond Fracture Toughness of Foam-Core Sandwich Composites: Process Model Development. Accepted for publication in Composites Part A: Applied Science and Manufacturing.
2. Gillio EF, Advani SG, Gillespie Jr. JW, Fink BK. Investigation of the role of transverse flow in co-injection resin transfer molding. Polym Compos 1998;19(6):738-746.
3. Hicks IA, Read PJCL, Shenoi RA. Tensile Compressive and Flexural Characteristics of Tee-Joints in Foam-Cored Sandwich Structures. Sandwich Construction 3 (1996);v1:579-590.
4. Rispler AR, Steven GP, Tong L. Failure Analysis of Composite T-joints Including Inserts. J of Reinforced Plastics and Compos 1997;16(18):1642-1658.
5. Shenoi RA, Read PJCL, Jackson CL. Influence of Joint Geometry and Load Ratings on Sandwich Tee Joint Behavior. J of Reinforced Plastics and Compos 1998;17(8):725-740.
6. Theotokoglou EE, Moan T. Experimental and Numerical Study of Composite T-Joints. J of Composite Materials 1996;30(2):190-209.
19
7. Theotokoglou EE. Study of the Numerical Fracture Mechanics Analysis of Composite T-joints. Journal of Reinforced Plastics and Composites 1999;18(3): 215-223.
8. Theotokoglou EE. Strength of composite T-joints under pull-out loads. Journal of Reinforced Plastics and Composites 1997;16(6):503-518
9. Sun CT, Turaga UVRS. Compressive and Tensile Characteristics of Sandwich T-joints. Proceedings of the 5th International Conference on Sandwich Construction, Zurich, Switzerland, Sept. 5-7, 2000.
10. Gillespie JW, Pipes RB. Behaviour of Integral Composite Joint-Finite Element and Experimental Evaluation. Journal of Composite Materials 1978;v12:408-421.
11. Karlsson KF, Astrom BT. Manufacturing and applications of structural sandwich components. Composites, Part A: Applied Science and Manufacturing 1997;28A(2):97-111.
12. Mathur R, Heider D, Hoffmann C, Gillespie Jr. JW; Advani SG, Fink BK. Flow front measurements and model validation in the vacuum assisted resin transfer molding process. Polymer Composites 2001:22(4);477-490.
13. Li X, Carlsson LA. The tilted sandwich debond (TSD) specimen for face/core interface fracture characterization. J Sandwich Struct Mater 1999;1(1):60-75.
14. Carlsson LA. On Debond Failure of Foam Core Sandwich. In: Gdoutos EE and Daniel IM, editors. Recent Advances in Experimental Mechanics. Dordrecht: Kluwer, 2002.