Effects of Synthetic Process of Melamine- Urea-Formaldehyde (MUF) Resins on Chemical Structure before and after cure Shin-ichiro TOHMURA (FFPRI) Atsuhiro IWATAKE (DAIKEN Corporation) Kohta MIYAMOTO (FFPRI) Wood Adhesives 2013, 11 Oct. 2013 in Toronto Forestry and Forest Products Research Institute, Tsukuba, JAPAN
Transcript
Effects of Synthetic Process of Melamine-
Urea-Formaldehyde (MUF) Resins on
Chemical Structure before and after cure
Shin-ichiro TOHMURA (FFPRI)
Atsuhiro IWATAKE (DAIKEN Corporation)
Kohta MIYAMOTO (FFPRI)
Wood Adhesives 2013, 11 Oct. 2013 in Toronto
Forestry and Forest Products Research Institute, Tsukuba, JAPAN
FE
Grade
(JIS, JAS)
Formaldehyde Conc.
( by Dessicator
method)
Limitation of finish materials in
The Building Code
AVG. MAX. Ventilation above
0.7 times/h
Ventilation between
0.5 and 0.7 times/h
F☆☆☆☆ ≦0.3mg/L ≦0.4mg/L Out of regulation
F☆☆☆ ≦0.5mg/L ≦0.7mg/L Within the 5 times
of floor area
Within the 2 times of
floor area
F☆☆ ≦1.5mg/L ≦2.1mg/L Within the 0.8
times of floor area
Within the 0.3 times
of floor area
F☆S
(only for GL) ≦3.0mg/L ≦4.2mg/L Banned
F☆
(only for PW) ≦5.0mg/L ≦7.0mg/L Banned
Formaldehyde emission grade in Japan (since 2003)
0
0.05
0.1
0.15
0.2
0.25
E1
CA
RB
-P1
F☆☆☆
CA
RB
-P2
F☆☆☆☆
CA
RB
-P1
E1
CA
RB
-P2
F☆☆☆
F☆☆☆☆
CA
RB
-P1
CA
RB
-P2
E1
F☆☆☆
F☆☆☆☆
HWPW PB MDF
Th
e ≒
E133
3 v
alu
es (
pp
m)
Formaldehyde emission criteria in the world
0
50,000
100,000
150,000
200,000
250,000
300,000
350,0001
99
6
199
8
200
0
200
2
2004
200
6
200
8
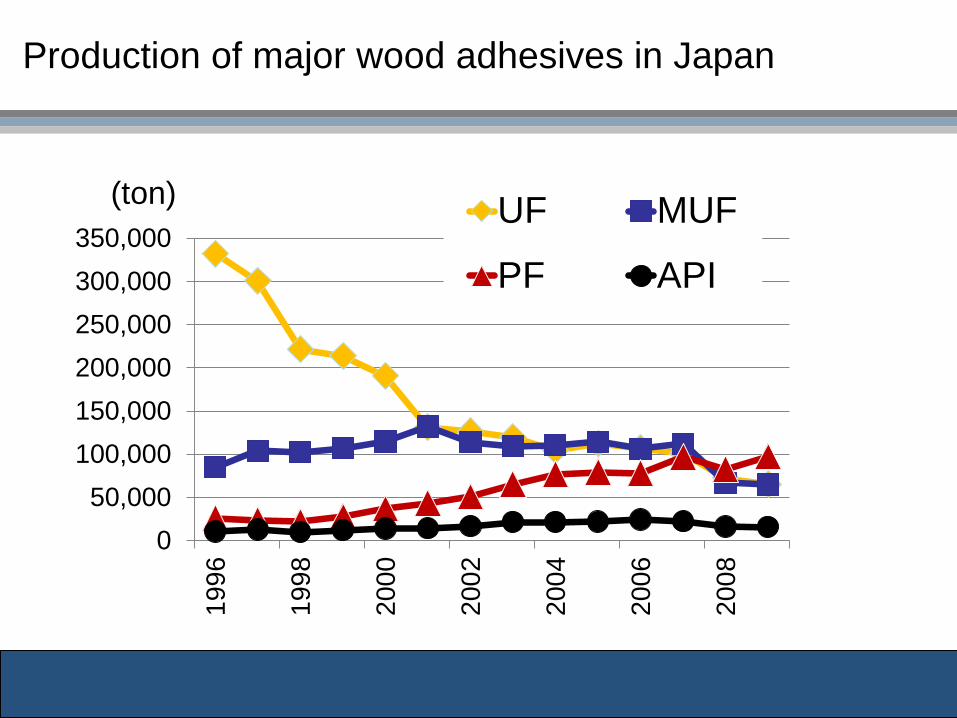
UF MUF
PF API
(ton)
Production of major wood adhesives in Japan
How to make a low formaldehyde emission MUF
Factors of MUF synthesis
F/M/U molar ratio
Temperature schedule
Timing of 2nd U and M addition
Order of addition
pH control
End point
And so on….
Too many factors too many secrets
Primary factor is M/U/F molar ratio
F/(M+U) is higher, Methylol group in the
resin, bond performance, and formaldehyde
emission are higher.
F/(M+U) affects chemical structure and
cured structure also.
Former findings
Most of former studies : F/(M+U) > 1.3
How is further lower F/(M+U) case?
Fix the final F/(M+U)=1.125 (F☆☆☆☆)
Exp.1. Mixing method of MF, UF, M and U
Exp.2. Addition timing of M and U
Experimental design
Chemical structure of MUF resins before
and after cure
Bonding properties
MUF resin synthesis
Resin characterization and properties
Chemical structure 13C-NMR Analysis
Chemagnetics CHX 300
Solid CP/MAS 13C-NMR
α-500 JEOL
Solution 13C-NMR
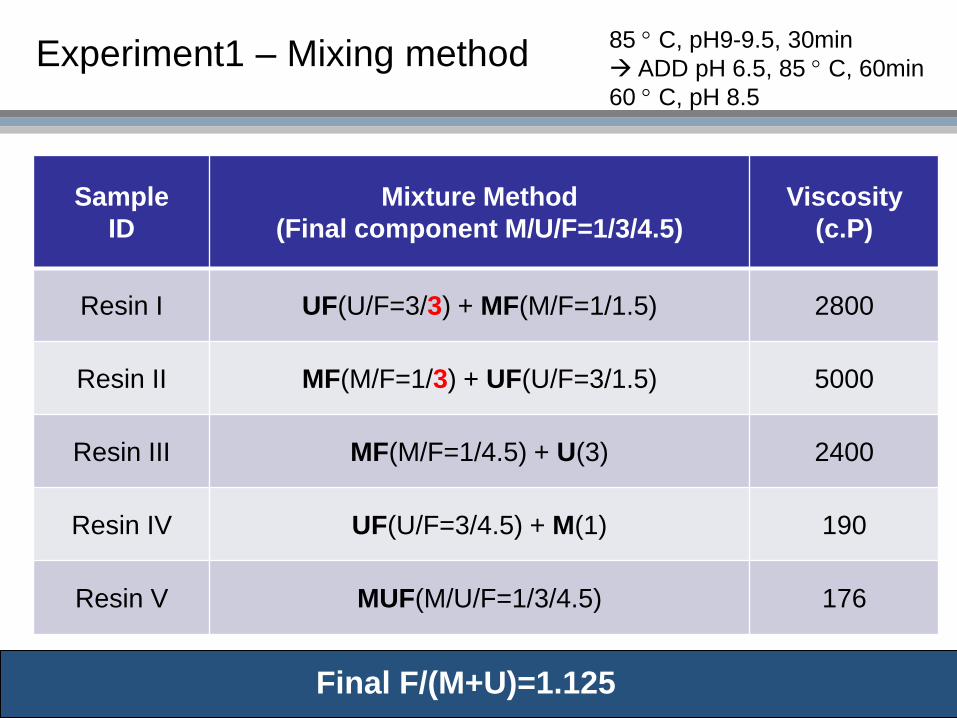
Sample
ID
Mixture Method
(Final component M/U/F=1/3/4.5)
Viscosity
(c.P)
Resin I UF(U/F=3/3) + MF(M/F=1/1.5) 2800
Resin II MF(M/F=1/3) + UF(U/F=3/1.5) 5000
Resin III MF(M/F=1/4.5) + U(3) 2400
Resin IV UF(U/F=3/4.5) + M(1) 190
Resin V MUF(M/U/F=1/3/4.5) 176
Experiment1 – Mixing method 85 C, pH9-9.5, 30min
ADD pH 6.5, 85 C, 60min
60 C, pH 8.5
Final F/(M+U)=1.125
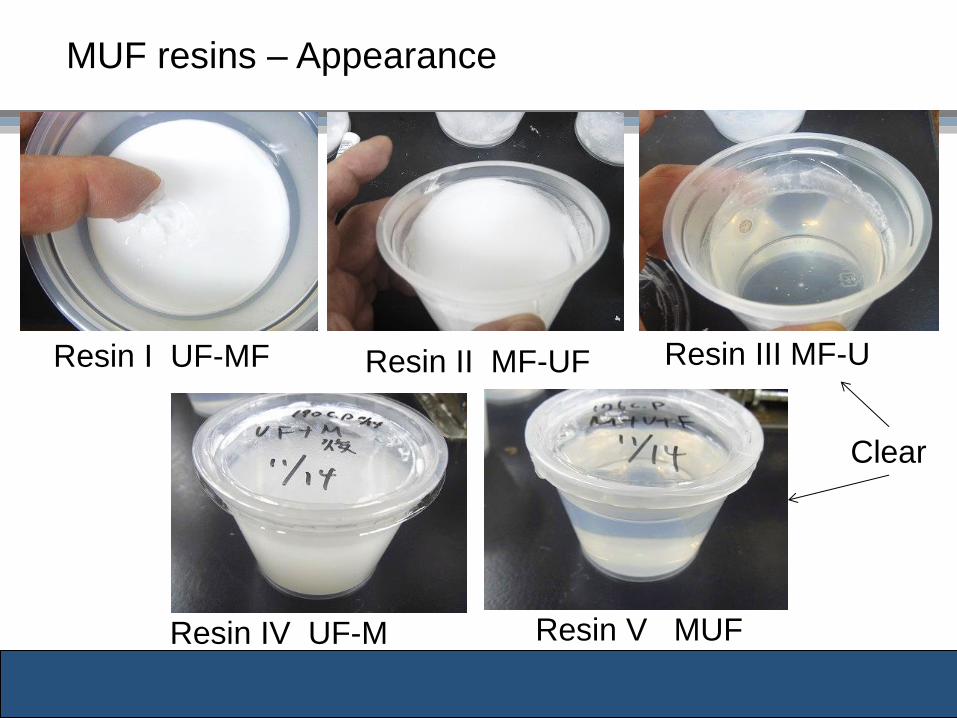
Resin I UF-MF Resin II MF-UF Resin III MF-U
Resin IV UF-M Resin V MUF
Clear
MUF resins – Appearance
Plywood Manufacture
3ply red melanti plywood (Total thickness: 5mm )
MUF/Flour/Water/NH4Cl=100/20/10/2
Spread: 265g/m2
Hot Press: 120C, 8.0kg/cm2, 45s/mm
Dry
Wet Boil 2h, Cold water 1h
Wet Boil 4h, dry at 60C 20h, Boil 4h, Cold water
Tensile Shear Strength test (JAS for plywood)
Bonding performance evaluation
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
MUF①-1 MUF①-2 MUF② MUF③ MUF④
Sh
ear
Str
en
gth
(M
Pa
) dry boil 2hour boil 2cycle
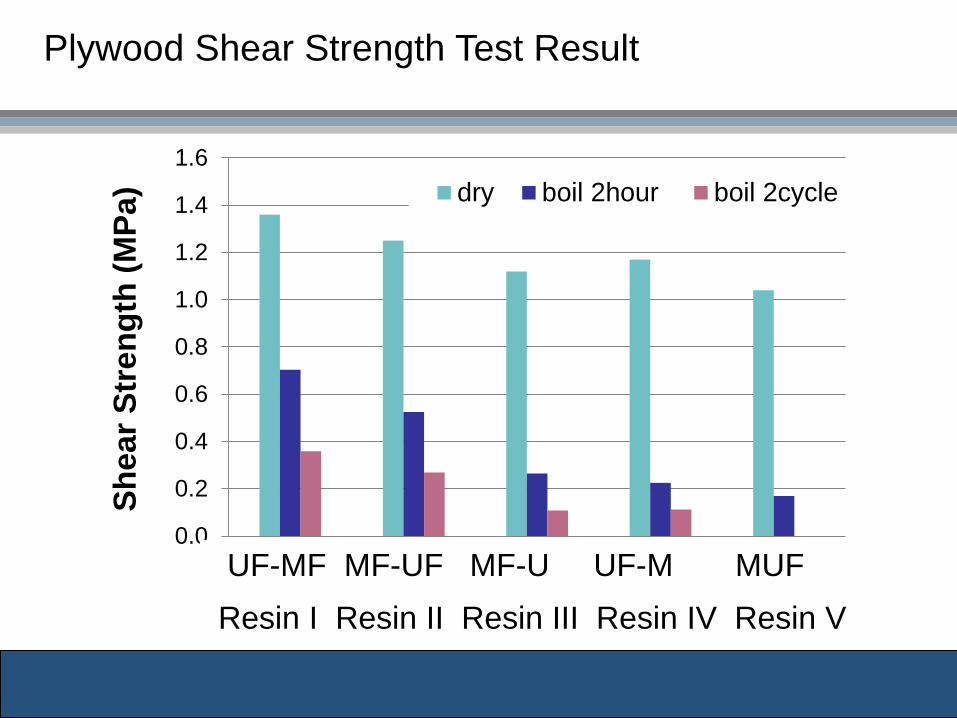
UF-MF MF-UF MF-U UF-M MUF
Resin I Resin II Resin III Resin IV Resin V
Plywood Shear Strength Test Result
Solution 13C-NMR Resin structure Analysis (Total Urea carbonyl group =1)
Substance
and structure
Chemical
Shift
Resin I
UF-MF
Resin II
MF-UF
Resin III
MF-U
Resin IV
UF-M
Resin V
MUF
Total Metylene 44.5-47.5 0.62 0.66 0.38 0.50 0.35
Total Methylol 63.0-64.5 0.63 0.78 0.93 0.74 1.25
Dimethylene
ether 67.0-68.5 0.20 0.11 0.17 0.33 0.30
Total Urea 157.5-161.0 1.00 1.00 1.00 1.00 1.00
Total Melamine 164.5-167.5 0.83 0.93 0.78 0.81 0.84
R² = 0.9479
R² = 0.7974
R² = 0.9016
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
0 0.5 1 1.5
Sh
ear
Str
en
gth
(M
pa)
Me/Mo
dry
boil 2hour
boil 2cycle
Relationship between Me/Mo and shear strength
(Methylene / Methylol)
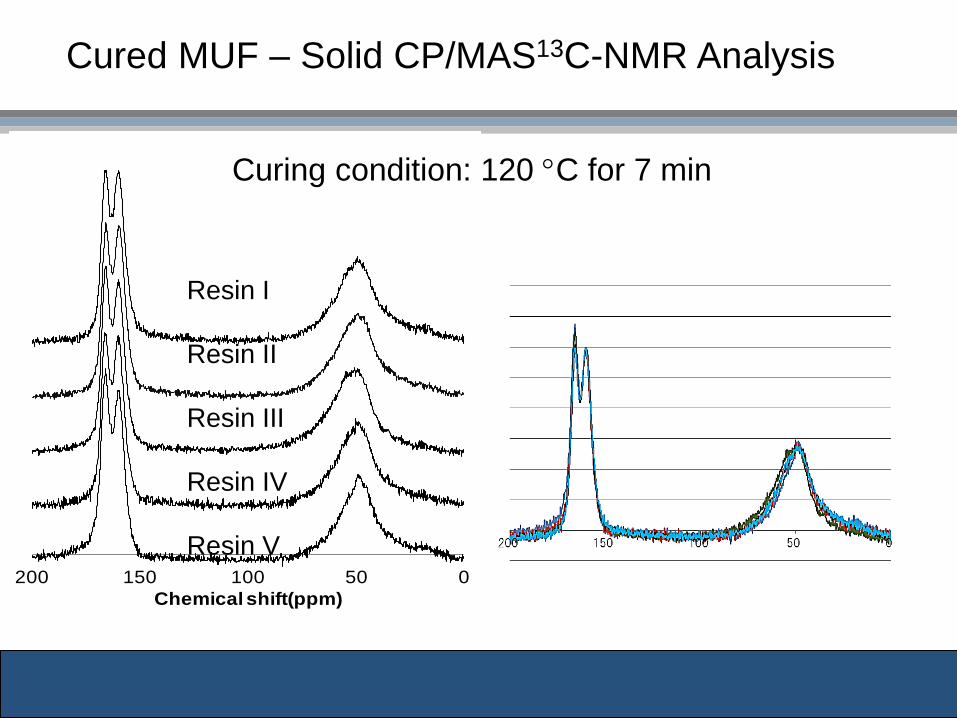
Cured MUF – Solid CP/MAS13C-NMR Analysis
050100150200
Chemical shift(ppm)
Resin I
Resin II
Resin III
Resin IV
Resin V
Curing condition: 120 C for 7 min
Chemical structure
Some difference in the solution 13C-NMR spectra
among pre-cured MUF resins, but no difference
was found on the solid state13C-NMR spectra of
cured MUF resins.
Bond performance
The Methylene/Methylol (Me/Mo) ratio in MUF
resin strongly correlated to plywood share
strength, supporting the former findings.
Summery of Experiment 1
When a MUF resin is applied to a MDF manufacturing
line in industry, pipe stacking is one of the main problems
hindering productivity.
Tack ability
Pipe stacking
Gel time
Long Pressing time
Productivity
Practical Problem of MUF Resin for Board Making
?
To improve productivity, the contradiction of both faster
pressing time and lower tack ability of resin must be resolved.
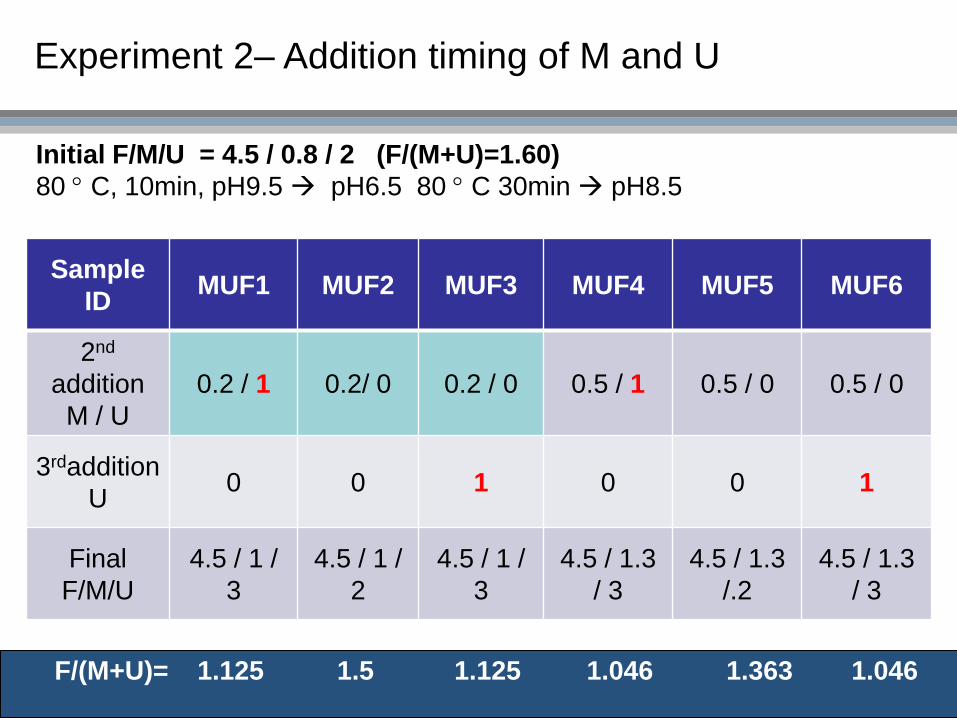
Initial F/M/U = 4.5 / 0.8 / 2 (F/(M+U)=1.60)
80 C, 10min, pH9.5 pH6.5 80 C 30min pH8.5
Experiment 2– Addition timing of M and U
Sample
ID MUF1 MUF2 MUF3 MUF4 MUF5 MUF6
2nd
addition
M / U
0.2 / 1 0.2/ 0 0.2 / 0 0.5 / 1 0.5 / 0 0.5 / 0
3rdaddition
U 0 0 1 0 0 1
Final
F/M/U
4.5 / 1 /
3
4.5 / 1 /
2
4.5 / 1 /
3
4.5 / 1.3
/ 3
4.5 / 1.3
/.2
4.5 / 1.3
/ 3
F/(M+U)= 1.125 1.5 1.125 1.046 1.363 1.046
Solution 13C NMR analysis and characterization results
Chemical
Structure85
Chemical
Shift
MUF1 MUF2 MUF4 MUF5
M/U
=0.2/1
M/U
=0.2/0
M/U
=0.5/1
M/U
=0.5/0
Methylene 45-48 0.15 0.6 0.24 0.30
Methylol 63-65 1.26 1.87 1.09 1.90
Free
Triazine 165-167 0.84 1.19 0.84 1.33
Water Miscibility (%) 106 169 69 104
Gel time (s) 195 185 233 188
F/(M+U) molar ratio 1.125 1.5 1.046 1.363
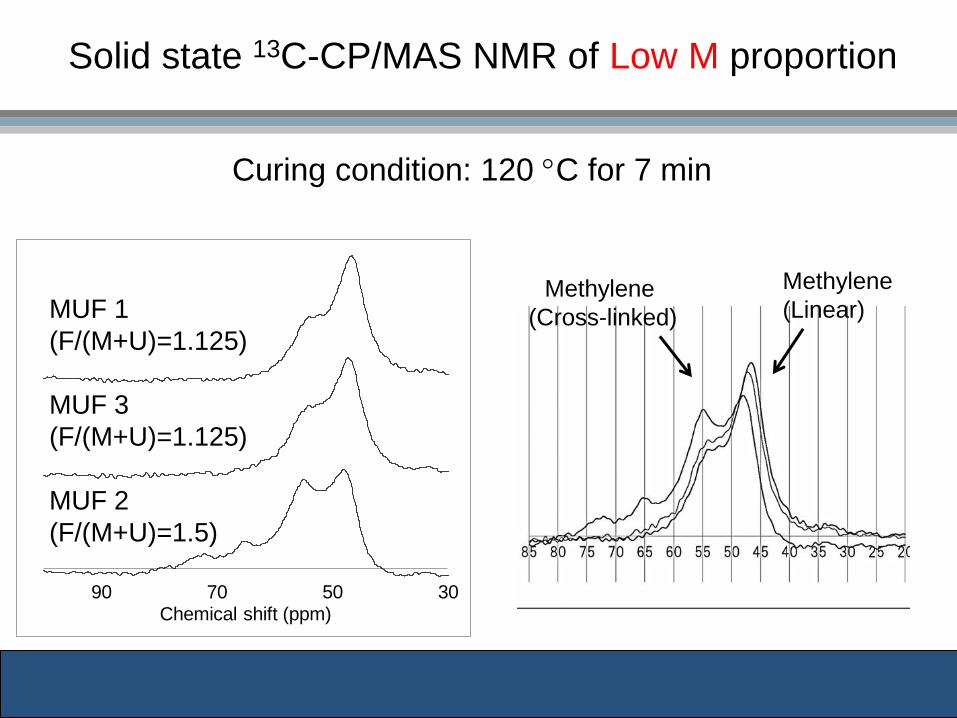
30507090Chemical shift (ppm)
MUF 1
(F/(M+U)=1.125)
MUF 3
(F/(M+U)=1.125)
MUF 2
(F/(M+U)=1.5)
Solid state 13C-CP/MAS NMR of Low M proportion
Methylene
(Cross-linked)
Methylene
(Linear)
Curing condition: 120 C for 7 min
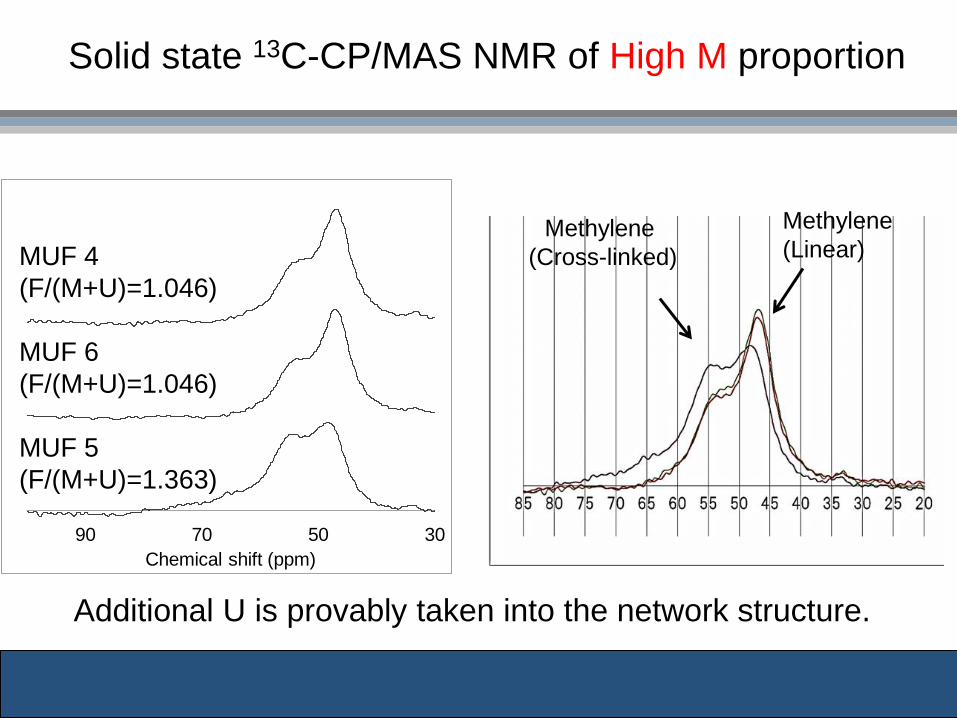
30507090
Chemical shift (ppm)
MUF 4
(F/(M+U)=1.046)
MUF 6
(F/(M+U)=1.046)
MUF 5
(F/(M+U)=1.363)
Methylene
(Cross-linked)
Methylene
(Linear)
Solid state 13C-CP/MAS NMR of High M proportion
Additional U is provably taken into the network structure.
Conclusions
The chemical component of MUF resin differed
depending on the course of melamine addition by
solution 13C-NMR analysis, while the molar ratio of the
methylene/methylol (Me/Mo) ratio in MUF resin strongly
correlated to plywood shear strength, supporting the
former findings.
For the solid-state 13C-NMR analysis, we found no
difference in the structure of cured MUF resins with the
same final M/U/F molar ratio, even if the course of