12
EM Pipe Scanner Electromagnetic casing inspection tool
EM Pipe ScannerElectromagnetic casing inspection tool
Monitoring for answers. Casing and tubing corrosion costs the oil industry
billions of dollars annually—and this estimate does not include the cost of
“lost oil” underground through corrosion-induced leakage and cross flow.
Although early corrosion detection may allow preventive maintenance to
reduce the risk of environmental damage and surface incidents (explosion,
fire, leakage, and related consequences), many of the wells producing today
were completed decades ago, when corrosion control and
monitoring were not a primary concern.
Even with today’s technological advances,
corrosion cannot be completely prevented.
But corrosion can be controlled and
minimized through proper plan-
ning, monitoring, and mainte-
nance. EM Pipe Scanner*
electromagnetic (EM) casing
inspection provides the
critical monitoring step for
evaluating casing integrity
by locating, identifying,
and quantifying damage
and corrosion.
Keep a closer eye on your casing

APPliCAtionS■ Quantitative evaluation of
corrosion damage in single casing strings
■ Qualitative evaluation in multiple casing strings
■ Corrosion rate estimates from time-lapse comparison
■ Identification of casing corrosion behind tubing
■ Casing inspection below tubing string
■ Determination of inner radius behind scale
The 18 pad sensors mounted on the centralizer arms of the EM Pipe Scanner tool deliver a low-frequency-EM thickness image and a high-frequency discrimination image.
Keep a closer eye on your casing

CoMPrEhEnSivE MEASurEMEntS
The EM Pipe Scanner EM casing inspection tool delivers valuable monitoring data even while running in hole. A continuous log of the average casing inner diameter and total metal thickness is recorded, either in single or double casing strings at speeds up to 3,600 ft/h [1,097 m/h]. This informa-tion is used to plan the acquisition mode of the upward pass.
For logging in single casing strings, the EM Pipe Scanner tool can be run in two modes: casing inspection mode at 1,800 ft/h [548 m/h] to identify any potential corrosion issues and then as required a slower diagnostic pass to pinpoint the exact severity and nature of the corro-sion. In both modes a low-frequency image and high-frequency image are produced. A detailed casing summary report (CSR) is output for single-string casing surveys, listing average metal loss, maximum penetration, and histograms of the data joint by joint.
The EM Pipe Scanner tool also provides measurements to evaluate and identify corrosion in two concentric completion strings such as casing and tubing. The coil section of the tool determines the total-metal EM thickness of both strings combined but does not resolve the thickness of each string individually. Combined interpretation of the low-frequency thickness image and the high-frequency discrimination image enables determination of whether an observed metal loss is from the inner tubing wall or elsewhere.
oPErAtionAl vErSAtility
With a slim 2.125-in [5.4-cm] diameter, the EM Pipe Scanner tool easily passes through tubing to evaluate casing below the tubing shoe and quantify metal loss in percentage and average ID of casing ranging from 27⁄8- to 133⁄8-in OD. Casing up to 95⁄8-in OD is azimuthally imaged by the pad sensors on the tool’s imaging section. The tool is fluid insensitive, operating in liquid or gas environments.
Your first line of defense in flow assurance
EM Pipe Scanner service was designed with versatility in mind. With a tool OD of just 2.125 in, it makes measurements in pipe ranging from 27⁄8 to 133⁄8-in OD. Plus, it can operate in liquid or gas environments.

■ The imaging section provides two images: a low-frequency-EM thick-ness image for evaluating the remaining metal and a high-frequency discrimination image produced from 18 pad sensors mounted on the tool centralizer arms. The EM Pipe Scanner high-frequency image provides the status of the internal casing wall, as well as acts as a discriminator for defects in the inner or outer wall of single casing strings. In the log shown, the high-frequency image clearly identifies a groove in the internal wall of the casing as vertical black traces on the left side of the image. In addition, a casing split is obvious at 2,725 ft, in the middle of the joint body. A defect such as a casing split that has spread through the internal wall to the external wall of the casing is also depicted on EM Pipe Scanner low-frequency image.
MEASurEMEnt PrinCiPlE
The EM Pipe Scanner tool uses three types of noninvasive EM measurements to characterize well casings. These nondestructive induction methods employ both low- and high-frequency induction currents. Metal loss and changes in casing geometry are detected by combining the three measurement types:
Pinpoint your well’s weakpoints

Both a casing groove and casing split are evident in the EM Pipe Scanner log.
Casing InnerDiameter,
in
Dept
h, ft
2,650
2,700
2,750
2,800
2,850
5 7 0 0.4 0 10–30 0 0 270 0.2
0
–0.2
0.01
0
–0.01
0 270–30 0
ElectromagneticComputed Thickness,
in
CasingProperties
Double CoilsAmplitude, dB
Double CoilsPhases, deg
ThicknessMinus Average,
in
High FrequencyMinus Average
As part of the detailed EM Pipe Scanner casing summary report available for single-string surveys, maximum metal loss per joint is plotted at the wellsite.
02,000 2,100 2,200 2,300 2,400 2,500
Depth of top of joint, ft
Maximum Metal Loss
2,600 2,700 2,800 2,900 3,000
10
20
30
40
50
Max
imum
met
al lo
ss, %
60
70
80
90
100
Pinpoint your well’s weakpoints
EM Pipe Scanner surveys quantify the percentage relative metal loss and average inside diameter (ID) of single casings ranging from about 27⁄8-in to 95⁄8-in OD. The maximum metal loss plot shown below, which is available at the wellsite, computes the metal loss joint by joint. The casing split evident on the high-frequency log image at about 2,725 ft is plotted as 100% metal loss.
■ A series of mandrel receiver windings operating at low frequencies is used to extract the ratio of casing wall thickness to electromagnetic skin depth.
■ The casing properties (CPR) measurement determines the surface impedance of the casing from the ID of the casing and the physical casing properties. The magnetic permeability and electrical conductivity of the casing are also a function of its physical properties.

CorroSion in thE PErforAtEd intErvAl
EM Pipe Scanner service revealed unexpected corrosion across the perforated zone in the 5½-in liner of a well. More corrosion is evident on the low-frequency image than the high-frequency one, which is a clear indication that the corrosion started from the outer wall of the liner and is removing metal from the outside to the inside, feeding the invasion of aggressively corrosive fluids from the formation to the metal and adversely affecting production.
The level of detail delivered by the high-frequency image is shown by the readily identifiable manufacturing patterns and the obvious effect of a liner collar at the top of the log. The perforations are also clearly shown in the lower side of the liner.
The thickness computed from the EM Pipe Scanner measurements is consistent with that of 5½-in 15.5-lbm/ft liner with a nominal theoretical wall thickness of 0.275 in below and above the perforated zone.
The EM Pipe Scanner low-frequency image from a double-string section in the same well revealed metal loss on the outer 95⁄8-in casing joint, which was not seen by the high-frequency image or a PS Platform* Multifinger Imaging Tool (PMIT) log.
The EM Pipe Scanner low-frequency image (second track from right) shows corrosion in the external wall of the 51⁄2-in liner in the perforated interval from X,Y15 to X,Y65 ft. The high-frequency image also images the perforations.
Casing InnerDiameter, in
Dept
h, ft
ElectromagneticComputed Thickness,
in
CasingProperties
Double CoilsAmplitude, dB
Double CoilsPhases, deg
ThicknessMinus Average,
in
High FrequencyMinus Average
4 6 0 0.4 0 10–30 0 0 270
0.2
0
–0.2
0.15
0.10
–0.15
–0.10 270–30 0
X,X40
X,X80
X,X60
X,Y00
X,Y20
X,Y40
X,Y60
Case Studies
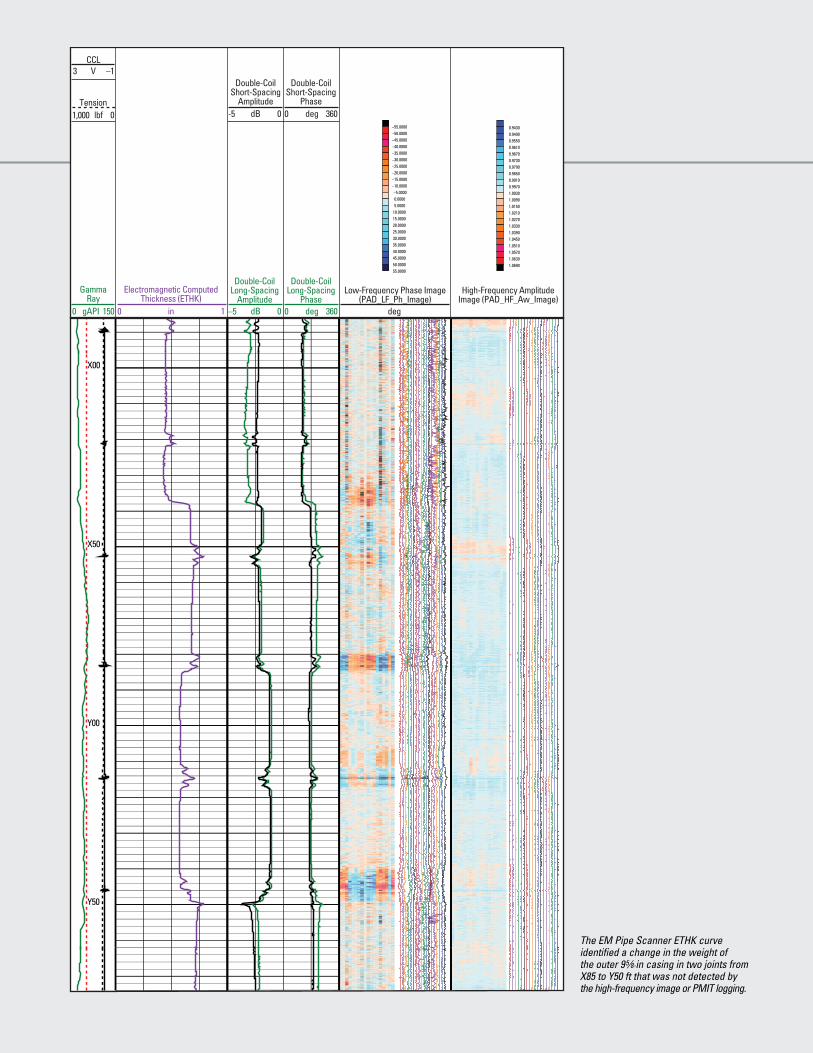
The EM Pipe Scanner ETHK curve identified a change in the weight of the outer 95⁄8-in casing in two joints from X85 to Y50 ft that was not detected by the high-frequency image or PMIT logging.
Y50
Y00
X50
X00
0.94300.94900.95500.96100.96700.97300.97900.98500.99100.99701.00301.00901.01501.02101.02701.03301.03901.04501.05101.05701.06301.0690
−55.0000−50.0000−45.0000−40.0000−35.0000−30.0000−25.0000−20.0000−15.0000−10.0000−5.00000.00005.0000
10.000015.000020.000025.000030.000035.000040.000045.000050.000055.0000
Gamma Ray
gAPI0 150
Double-Coil Long-Spacing
AmplitudedB–5 0
Double-Coil Short-Spacing
AmplitudedB-5 0
Double-Coil Long-Spacing
Phasedeg0 360
Low-Frequency Phase Image (PAD_LF_Ph_Image)
deg
High-Frequency Amplitude Image (PAD_HF_Aw_Image)
Double-Coil Short-Spacing
Phasedeg0 360
Electromagnetic Computed Thickness (ETHK)
in0 1
Tensionlbf1,000 0
CCLV3 –1
X,575
X,600
Casing Properties (CPRS)20 200
Cable Speed0 m/h 1,200
Radii Minus Average (CRAM)
High-Frequency Amplitude Minus Average Image
(PAD_HF_AMA_IMAGE)
Discriminated CCL (CCLD)
9 V –1
Thickness Minus Average Image
(PAD_TMA_IMAGE) in
Gamma Ray0 gAPI 150
Gamma Ray0 gAPI 3,000
Tension10,000 lbf
Relative Bearing
0 deg 360
Maximum Internal Radius (IRMX)1.85 in 2.35
Casing Inner Diameter (CID)3.7 in 4.7
Electromagnetic Computed Thickness (ETHK)0 in 1.5
Average Internal Radius (IRAV)1.85 in 2.35
Minimum Internal Radius (IRMN)1.85 in 2.35
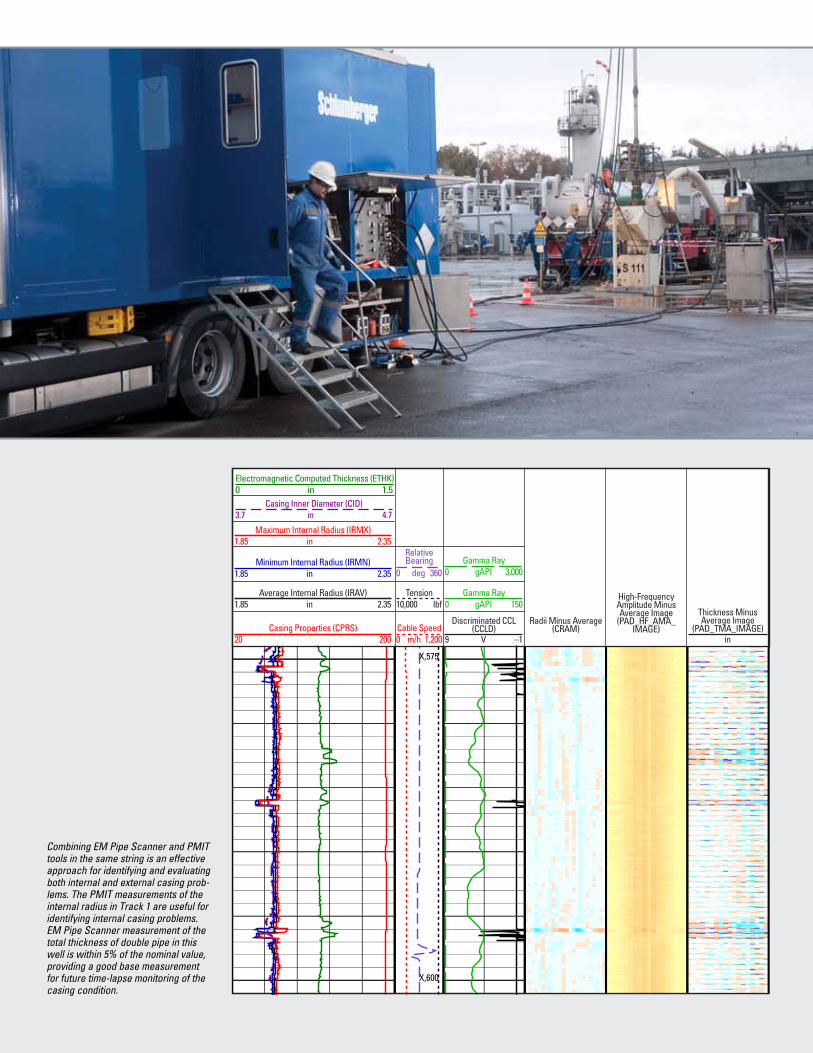
Combining EM Pipe Scanner and PMIT tools in the same string is an effective approach for identifying and evaluating both internal and external casing prob-lems. The PMIT measurements of the internal radius in Track 1 are useful for identifying internal casing problems. EM Pipe Scanner measurement of the total thickness of double pipe in this well is within 5% of the nominal value, providing a good base measurement for future time-lapse monitoring of the casing condition.

The presence of well scale in 4½-in tubing is indicated by the high gamma ray values and separation of the EM Pipe Scanner and PMIT measurements of the internal pipe radius. The measurements agree well up to 2,033 m, from where they steadily diverge. The difference is used to quantify the scale buildup for monitoring with time-lapse logging.
MEtAl thiCknESS dEtErMinAtion BEhind wEll SCAlE
Multifinger calipers routinely calculate the inner radius from measurement of the inner pipe wall, but the unaccounted-for presence of well scale can impair measurement. In this situation EM Pipe Scanner logging can determine the remaining metal thickness for calculating the ID behind the scale buildup because EM Pipe Scanner measurements are insensitive to nonferromagnetic well scale.
Multifinger caliper tools, such as the PMIT, are a well-established technology for evaluating internal casing problems. However, calipers provide no information about external corrosion. Combining EM Pipe Scanner and PMIT tools in the same run in the hole can provide comprehensive corrosion evaluation for the inner tubing as well as the outer casing in double strings, with full discrimination between internal and external defects. EM Pipe Scanner measurements have a depth of investigation beyond the tubing to the external casing, capable of identifying corrosion and other features, including accessories such as centralizers and collars.
2,000
1,875
1,750
1,625
2,125
2,250
2,375
2,500
Gamma Ray (GR)
Caliper Average Internal Radius (IRAV)
in1.5 2.5
gAPI0 5,000
EM Pipe Scanner Casing Inner Diameter (CID)
in3 5
Casing Nominal Inner Radius (CIRC_CSR)
in1.5 2.5
High gammaray valuestypical of well scale
Separation ofthe PMIT andEM Pipe Scannermeasurementsof internalradius
www.slb.com/eps
*Mark of SchlumbergerOther company, product, and service names are the properties of their respective owners.Copyright © 2009 Schlumberger. All rights reserved. 09-PR-0064
Measurement Specifications
Output EM thickness, casing ID, casing properties, high- and low-frequency images, corrosion summary report†
Logging speed ETHK (single and double strings): 3,600-ft/h [1,097-m/h] inspection pass for mandrel dataImaging (single string): 1,800-ft/h [549-m/h] standard-resolution inspection pass; 300-ft/h [91-m/h] high-resolution diagnostic pass
Range of measurement Maximum metal thickness‡: 1.5 in [3.81 cm] at 8.75 HzResolution Attenuation < 60dB: 1%
EM thickness: 15%§
Accuracy Casing ID: ±0.05 in††
Mud type or weight limitations Any borehole fluidCombinability All PS Platform services
Multiple-tool answer productsSpecial applications NACE compliant for H2S and CO2 resistance
Mechanical Specifications
Temperature rating 302 degF [150 degC]Pressure rating 15,000 psi [103 MPa]Casing size—min. 27⁄8 in (ID > 2.313 in)Casing size—max. 133⁄8 in for EM thicknessOutside diameter 2.125 in [5.4 cm]Pad sensor arms 18 coupled
Max. diameter 95⁄8-in casing100% image coverage 7-in casing
Length 19.7 ft [6.0 m]Weight 110 lbm [50 kg]Tension Fishing: 10,000 lbf [44,480 N]Compression Fishing: 3,000 lbf [13,340 N] † Corrosion report for single casing strings ‡ Measurement depends on casing geometry, properties, and chrome content. § The resolution depends on the accuracy of casing electrical conductivity (sigma). The usual method is to use API specifications in a ”good“ casing section and adjust conductivity to match the nominal value, which has a typical 12.5% range (Oil Country Tubular Goods, API Spec 5CT, Specification for Casing and Tubing) †† Casing ID (dci) < 6 in and tool eccentered = [30% × (dci – 2.2 in)]

















