16

nity has been in
hin the context of energy conservation, mes have been
rted. Funding for
unity partners. This emphasis on collaboration
where 35 MECU was allocated for
paying up to 50% of the total research cost, although academic institutions receive funds on a marginal cost basis. Lead contractors are industry and research laboratories in 75% of the projects, the remainder being Universities and other educational establishments. Edited by P. A. Pilavachi, D. A. Reay & R Dumon Front cover and adiacent

THE PROCESS INDUSTRIES Projects carried out from 1985 until 1990
Background to the Programme Over 34% of the total primary energy in the Community is used by industry, totalling in excess of 350 million tonnes of oil equivalent (mtoe) per year. Typically half of this total, Le. 170 mtoejyear, is used in the form of process heat.
Energy saving opportunities of considerable magnitude exist for operations in industry which tend to be dedicated to particular processes. Examples of this include improvements which might be made to many major unit operations, such as distillation columns, heat exchangers and reactors. The scale of such improve- ments varies greatly. Better 5ontrol strategies, the fitting of heat recovery equipment or improved integration, or the development of new packing are typical options. In some cases the greatest energy savings can be achieved by developing new process routes to specific products or by combining processes.
It is probable that in the longer term (in the next ten years or more) the major impact on industrial energy consump- tion wil l come from the development of new processes, probably based on new unit operations. An example of this would be the use of 'process intensification' (compact designs).
It is therefore appropriate that a major component of the strategy adopted by the European Commission for supporting energy R&D in industry is based on the belief that by influencing the direction of basic process tech- nology, improved energy efficiency will result. This is also likely to reduce the enviromental impact of industrial plant.
The completed industrial projects being funded with a budget of 4.5 MECU within the Third Programme (1985- 1988) are briefly described in this Brochure.
Elsewhere in the Energy Conservation Sub-programme other generic technologies such as heat pumps, combus- tion and fuel cells are receiving attention. These are described in other brochures.
0 bject ives The objectives of the support given to projects within this category are t o improve unit operations (such as reactors, dryers, evaporators and crystallizers) and to develop new process routes or combination of processes in order to save energy and reduce pollution.
Activities within the Programme The industrial process field is heterogeneous, and this is reflected in the wide variety of projects which are being supported in the Programme. These may be broadly categorised under chemical reactors, furnaces and kilns, other unit operations, process modelling and heat exchangers. I n addition, a survey has been carried out by Harwell Laboratory and the Commission. This has iden- tified the priorities for strategic R&D in the Fourth Programme (JOULE) on the topic of improved energy efficiency in the process industries. Some of the projects being funded within the Third Programme are briefly described in this Brochure.
The JOULE Programme (I 989-1 992) Based on the outcome of the above survey, and as a result of recommendations arising out of a seminar attended by European Community experts to discuss future R&D requirements in support of the above aim, a Fourth Energy R&D Programme (JOULE) started in 1989. Almost 20 large multi-national projects are under way, covering topics such as: unit operations, including heat exchan- gers and low energy separation processes (adsorption, melt crystallisation and supercritical extraction), energy and process system models such as the design and oper- ation of energy-efficient batch processes, the replace- ment of R12 in refrigeration systems and the develop- ment of advanced sensors.
Information on these projects, which have a budget of 7.5 MECU, wil l be included in a future brochure.

Unit Operations Chemical Reactors The reactor is the "heart" of most chemical processes. It is the subject of much activity in terms of improving the product yield and selectivity. Both of these have substantial energy efficiency implications. Additionally, substantial improve- ments in energy efficiency can result from the development of novel reactors. In some cases there is a trend towards combining reaction with other operations. One of the projects in the current programme typifies this by integrating a reactor with a heat exchanger.
Fixed Bed Reactor with Integral Heat Exchanger A new catalytic fixed bed reactor with an integral heat exchanger is being developed in a collaborative project led by Sintermetallwerk Krebsoege GmbH. A direct metallic connection between the two components is established. This system forms an integrated highly efficient heat exchanger, which may be used for duties such as steam raising. In this project, the essential and novel aspect is the use of porous sintered metal. In the reactor, the sintered metal serves as a stable support for the catalyst. Moreover, because of its very good thermal conductivity, efficient heat transfer to the secondary fluid is achieved, even with small temperature differences. Average radial heat fluxes of about 10 kW/m2 have been reported. The following advantages are obtained: - Smaller volume and less material - Avoidance of concurrent and successive reactions,
due to the small temperature gradients within the catalyst bed
- Improved energy balance.
Contractor and Principal Collaborators: Federal Republic of Germany Sintermetallwerk Krebsoege
Stuttgart Universitat-IKE Dusseldorf Universitat
The Netherlands Harshaw Chemie Utrecht University VEG-Gasinstituut
Furnaces for Selective Production of Chemicals In an ethylene plant, the cracking furnace consumes over 80% of the energy required by the whole plant. Thus improvements to this component are critical in increasing the performance of steam cracking plant. The objective of this project is to develop new high efficiency furnaces for hydrocarbon cracking. It is believed that selectiv- ity can be improved by employing a new type of reactor fur- nace, essentially constructed of conductive ceramics, (silicon carbide). It is anticipated that this will be able to efficiently control and improve the temperature profile. By combining three new concepts - the selection of specific hydrocarbon feeds, a ceramic body reactor and the ability to input and remove heat very rapidly- it is likely that yields will be improved and energy usage reduced. Studies at IFP confirmed the feasibility of the concept, and a proper pilot reactor was commissioned and manufactured for industrial conditions. This produced improved ethylene yield. Investigations subsequently concentrated on demonstrating that acceptable component life could be achieved.
Contractor and Principal Collaborators: France GERTH
Belgium Rijks Universiteit, Ghent lnstitut FranCais du Petrole
Heat generation and removal rates in the catalyst bed.
Schematic of the porous metal matrix used in the reactor of Sintermetallwerk Krebsoege.
The ceramic reactor/ exchanger prototype.

Electrochemical Processes
Electrochemical processes have a critical role to play in the chlor-alkali industry, a massive user of electricity, and in the extraction of metals such as copper, zinc and aluminium. Many believe that electrochemistry is also likely to play a much greater role in chemical engineering in the future, and the field is highly competitive.
The important components in such systems are, of course, the electrodes, and a major direction of much research is to improve anode and cathode performance, in terms of kinetics and corrosion behaviour. The choice of materials and the nature of the structure both have a bearing on the success of such work.
New Electrodes for Oxygen Evolution in Acidic Solutions The objective of this study, which is a continuation of a zinc electrowinning project in a previous R&D programme, is to develop improved oxygen-evolving Teflon anodes which operate at lower oxygen over potentials compared with exist- ing lead/lead oxide planar electrodes.
New anode materials which are being investigated are based on :
(i) PTFE-bonded Pb02 catalysts, supported on Pb-Ag alloys. (ii) PTFE-bonded mixed Fe02-Ta205 catalysts, supported on
Titanium substrates. (iii) Modifications to the pore structure of electrodes to
maximise the use of the available surface without resort- ing to Teflon bonding. This is based on a novel technique, reactive deposition, developed by City University.
This work will lead to commercial electrodes which would permit the cell voltage (hence energy input) to be lowered for a range of electrolytic processes. These include the electrowinning of metals from solutions.
N
E
E i
n
2
2 c .- VI C W
4-
3 u
0 5 10 15 20 25 30
Loading, mgicm’
Performance of some electrodes as a function of catalyst loading.
Contractor and Principal Collaborators: United Kingdom City University, London
Imperial College, London Mineral Industries Research Organisation
Furnaces and Kilns
Background Furnaces and kilns are common to many industrial sectors and processes, and while they may vary in concept and fuel type, they are all energy-intensive and, with a few exceptions, based on design procedures and technologies developed many years ago. The benefits that can result from the applica- tion of modern modelling techniques, innovative design, improved gas flow and the use of state-of-the-art burners and heat recovery plant are thus considerable.
View of glass melting kiln.
New Concept of Glass Furnace Forehearth In conventional forehearths the flowing glass cools at the periphery while the core remains hot. This results in the core flowing faster, as it is less viscous. Conventionally, this is alleviated by heating up the cooler zones with burners while simultaneously cooling the core. This heating up and cooling down, which occurs over the whole length of the forehearth, involves an obvious over-consumption of energy. In practice, the tasks of transport, regulation and homogenization are achieved simultaneously - not necessarily an optimum solution.
The objective of this project was to develop a new forehearth with the following features:
- A first section where adjustment and regulation take place, separated from a second, homogenization, section.
- The avoidance of simultaneous heating and cooling of the forehearth by rational control of heat transfer.
- Redesign of the homogenizing section so that glass leaving is surrounded by glass entering the section, hence minimising heat loss and temperature gradients.
It is anticipated that energy savings of the order of 15% will result, with a higher quality product and increased ease of operation. This was demonstrated with the aid of mathe- matical modelling and experimental verification. In the mathematical model, forced convection in the direction of flow, free convection in the transverse planes and radiation were handled separately. Experimental studies were aided by the use of non-invasive laser techniques to measure fluid velocities.
-
Contractor and Principal Collaborators: Belgium Universite Libre de Bruxelles
United Kingdom British Hartford Forehearth Four lndustriel Belge
Improved Design of Glass Melting Kiln
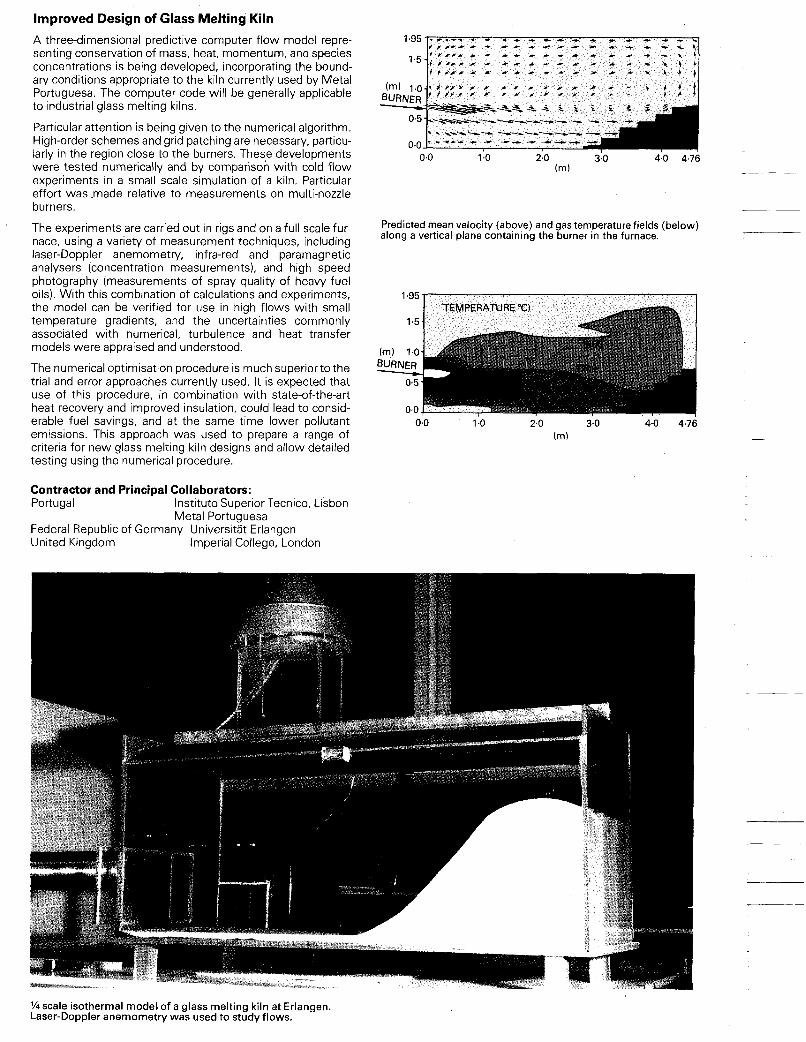
A three-dimensional predictive computer flow model repre- senting conservation of mass, heat, momentum, and species concentrations is being developed, incorporating the bound- ary conditions appropriate to the kiln currently used by Metal Portuguesa. The computer code will be generally applicable to industrial glass melting kilns.
Particular attention is being given to the numerical algorithm. High-order schemes and grid patching are necessary, particu- larly in the region close to the burners. These developments were tested numerically and by comparison with cold flow experiments in a small scale simulation of a kiln. Particular effort was made relative to measurements on multi-nozzle burners.
The experiments are carried out in rigs and on a full scale fur- nace, using a variety of measurement techniques, including laser-Doppler anemometry, infra-red and paramagnetic analysers (concentration measurements), and high speed photography (measurements of spray quality of heavy fuel oils). With this combination of calculations and experiments, the model can be verified for use in high flows with small temperature gradients, and the uncertainties commonly associated with numerical, turbulence and heat transfer models were appraised and understood.
The numerical optimisation procedure is much superior to the trial and error approaches currently used. It is expected that use of this procedure, in combination with state-of-the-art heat recovery and improved insulation, could lead to consid- erable fuel savings, and at the same time lower pollutant emissions. This approach was used to prepare a range of criteria for new glass melting kiln designs and allow detailed testing using the numerical procedure.
Contractor and Principal Collaborators: Portugal lnstituto Superior Tecnico, Lisbon
Federal Republic of Germany Universitat Erlangen United Kingdom Imperial College, London
Metal Portuguesa
0.0 1 .o 2.0 3.0 4.0 4.76 (m)
Predicted mean velocity (above) and gas temperature fields (below) along a vertical plane containing the burner in the furnace.
0.0 1 .o 2.0 3.0 4:O 4.76 (m)
*W“
1/4 scale isothermal modelof a glass melting kiln at Erlangen. Laser-Doppler anemometry was used to study flows.
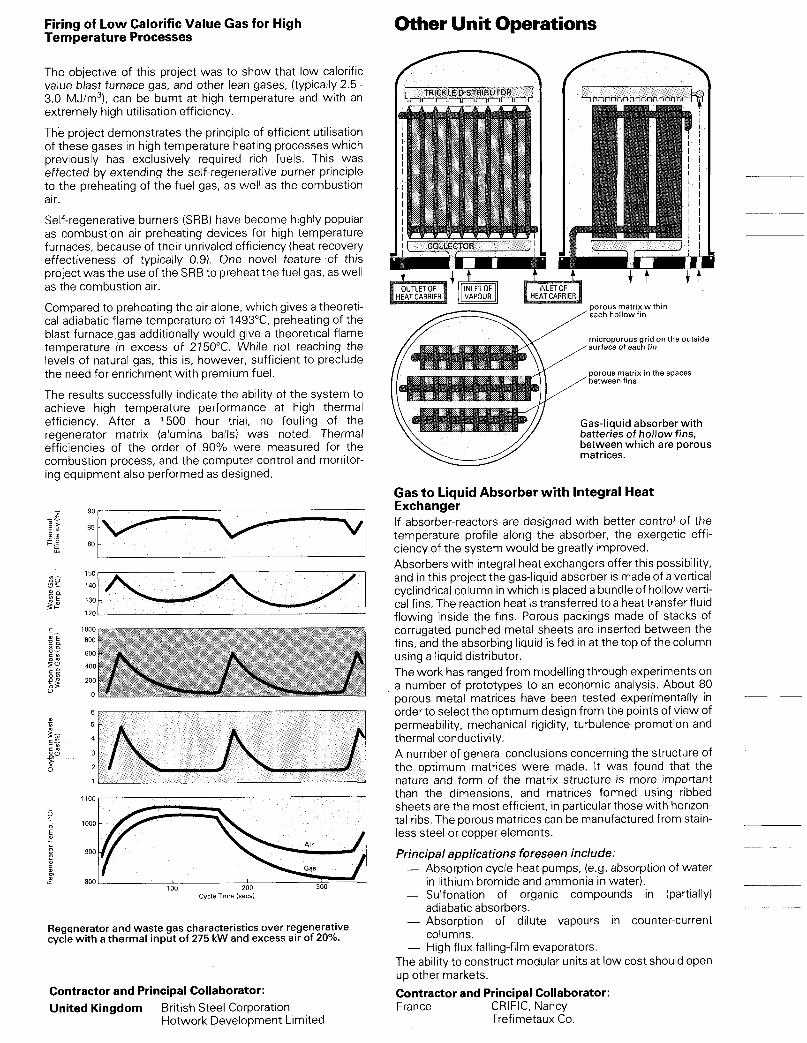
Firing of Low Calorific Value Gas for High Temperature Processes
The objective of this project was to show that low calorific value blast furnace gas, and other lean gases, (typically 2.5 - 3.0 MJ/m3). can be burnt at high temperature and with an extremely high utilisation efficiency.
The project demonstrates the principle of efficient utilisation of these gases in high temperature heating processes which previously has exclusively required rich fuels. This was effected by extending the self-regenerative burner principle to the preheating of the fuel gas, as well as the combustion air.
Self-regenerative burners (SRB) have become highly popular as combustion air preheating devices for high temperature furnaces, because of their unrivaled efficiency (heat recovery effectiveness of typically 0.9). One novel feature of this project was the use of the SRB to preheat the fuel gas, as well as the combustion air.
Compared to preheating the air alone, which gives a theoreti- cal adiabatic flame temperature of 1493"C, preheating of the blast furnace gas additionally would give a theoretical flame temperature in excess of 2150°C. While not reaching the levels of natural gas, this is, however, sufficient to preclude the need for enrichment with premium fuel.
The results successfully indicate the ability of the system to achieve high temperature performance at high thermal efficiency. After a 1500 hour trial, no fouling of the regenerator matrix (alumina balls) was noted. Thermal efficiencies of the order of 90% were measured for the combustion process, and the computer control and monitor- ing equipment also performed as designed.
80
150
140
130
120
1100
1000
900
300 800
100 200 Cycle Time (sets)
Regenerator and waste gas characteristics over regenerative cycle with a thermal input of 275 kW and excess air of 20%.
Contractor and Principal Collaborator: United Kingdom British Steel Corporation
Hotwork Development Limited
Other Unit Operations
i
microporous grid on the outside surface of each fin
porous matrix in the spaces between fins
Gas-liquid absorber with batteries of hollow fins,
\\ between which are porous matrices.
Gas to Liquid Absorber with Integral Heat Exchanger If absorber-reactors are designed with better control of the temperature profile along the absorber, the exergetic effi- ciency of the system would be greatly improved. Absorbers with integral heat exchangers offer this possibility, and in this project the gas-liquid absorber is made of a vertical cyclindrical column in which is placed a bundle of hollow verti- cal fins. The reaction heat is transferred to a heat transfer fluid flowing inside the fins. Porous packings made of stacks of corrugated punched metal sheets are inserted between the fins, and the absorbing liquid is fed in at the top of the column using a liquid distributor. The work has ranged from modelling through experiments on a number of prototypes to an economic analysis. About 80 porous metal matrices have been tested experimentally in order to select the optimum design from the points of view of permeability, mechanical rigidity, turbulence promotion and thermal conductivity. A number of general conclusions concerning the structure of the optimum matrices were made. It was found that the nature and form of the matrix structure is more important than the dimensions, and matrices formed using ribbed sheets are the most efficient, in particular those with horizon- tal ribs. The porous matrices can be manufactured from stain- less steel or copper elements.
Principal applications foreseen include: - Absorption cycle heat pumps, (e.g. absorption of water
- Sulfonation of organic compounds in (partially)
- Absorption of dilute vapours in counter-current
- High flux falling-film evaporators.
in lithium bromide and ammonia in water).
adiabatic absorbers.
columns.
The ability to construct modular units at low cost should open up other markets. Contractor and Principal Collaborator: France CRIFIC, Nancy
Trefimetaux Co.
Absorption-Driven Multiple Effect Evaporator
The efficiency of evaporators can be improved in several ways. Use of multiple effect evaporators or mechanical vapour recompression (MVR) are two common techniques routinely used to obtain satisfactory efficiency. An improve- ment to multiple effect evaporation involves the addition of absorption.
The work programme comprises the construction, operation and testing of a steam-driven multiple effect evaporator, the first effects of which are absorbers. In these effects a solu- tion of a hygroscopic salt (e.g. NaOH) is employed as the heating medium which absorbs the water vapour produced in the final effect. The absorbers are combined with a conven- tional unit for the regeneration, by steam, of the hygroscopic solution.
The combined absorption evaporators and regenerator leads to a 30-40% reduction in steam consumption compared to current multiple effect evaporators. The experimental work which led to the measurement of this performance improve- ment, in line with predictions, was performed on two pro- totypes, a small scale unit and a larger falling film evaporator with four effects coupled with a two effect steam heated regenerator.
A theoretical analysis of the conventional and absorption dri- ven systems, based on four effect units for skimmed milk concentration (from 8% solids to 45% solids) gave energy consumption figures of 666 kJ/kg water evaporated and 409 kJ/kg water evaporated, respectively.
Contractor and Principal Collaborator:
Greece Hellas Energy Agricultural University of Athens The evaporator test facility at the Agricultural University of
Athens.
--- Absorption solution Regenerator - Condensate
Falling film evaporator
Schematic of the a bsorption-driven multiple effect evaporator.
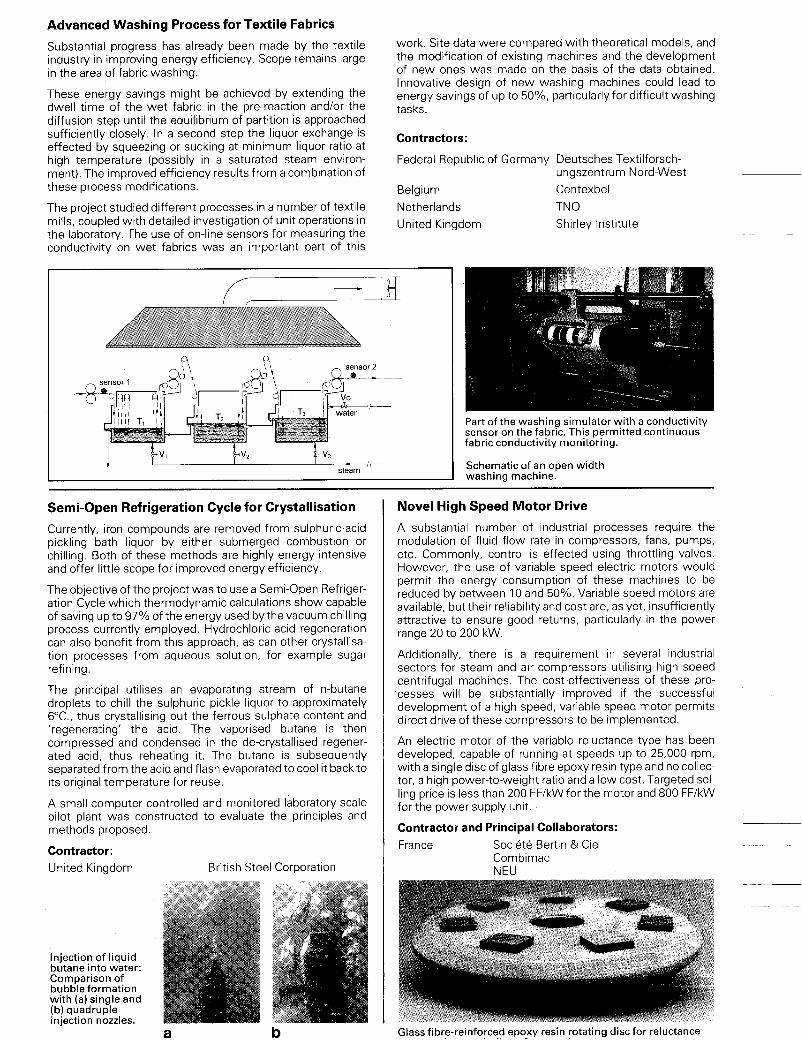
Advanced Washing Process for Textile Fabrics
Substantial progress has already been made by the textile industry in improving energy efficiency. Scope remains large in the area of fabric washing.
These energy savings might be achieved by extending the dwell time of the wet fabric in the pre-reaction and/or the diffusion step until the equilibrium of partition is approached sufficiently closely. In a second step the liquor exchange is effected by squeezing or sucking at minimum liquor ratio at high temperature (possibly in a saturated steam environ- ment). The improved efficiency results from a combination of these process modifications.
The project studied different processes in a number of textile mills, coupled with detailed investigation of unit operations in the laboratory. The use of on-line sensors for measuring the conductivity on wet fabrics was an important part of this
work. Site data were compared with theoretical models, and the modification of existing machines and the development of new ones was made on the basis of the data obtained. Innovative design of new washing machines could lead to energy savings of up to 50%. particularly for difficult washing tasks.
Contractors:
Federal Republic of Germany Deutsches Textilforsch-
Belgium Centexbel Netherlands TNO United Kingdom Shirley Institute
ungszentrum Nord-West
Part of the washing simulator with a conductivity sensor on the fabric. This permitted continuous fabric conductivity monitoring.
Schematic of an open width washing machine.
Semi-Open Refrigeration Cycle for Crystallisation
Currently, iron compounds are removed from sulphuric-acid pickling bath liquor by either submerged combustion or chilling. Both of these methods are highly energy intensive and offer little scope for improved energy efficiency.
The objective of the project was to use a Semi-open Refriger- ation Cycle which thermodynamic calculations show capable of saving upto 97% of the energy used by the vacuum chilling process currently employed. Hydrochloric acid regeneration can also benefit from this approach, as can other crystallisa- tion processes from aqueous solution, for example sugar refining .
The principal utilises an evaporating stream of n-butane droplets to chill the sulphuric pickle liquor to approximately 6"C., thus crystallising out the ferrous sulphate content and 'regenerating' the acid. The vaporised butane is then compressed and condensed in the de-crystallised regener- ated acid, thus reheating it. The butane is subsequently separated from the acid and flash evaporated to cool it back to its original temperature for reuse.
A small computer controlled and monitored laboratory scale pilot plant was constructed to evaluate the principles and methods proposed.
Contractor: United Kingdom British Steel Corporation
Injection of liquid butane into water: Comparison of bubble formation with (a) single and (b) quadruple iniection nozzles.
Novel High Speed Motor Drive
A substantial number of industrial processes require the modulation of fluid flow rate in compressors, fans, pumps, etc. Commonly, control is effected using throttling valves. However, the use of variable speed electric motors would permit the energy consumption of these machines to be reduced by between 10 and 50%. Variable speed motors are available, but their reliability and cost are, as yet, insufficiently attractive to ensure good returns, particularly in the power range 20 to 200 kW.
Additionally, there is a requirement in several industrial sectors for steam and air compressors utilising high speed centrifugal machines. The cost-effectiveness of these pro- 'cesses will be substantially improved if the successful ___ ___
development of a high speed, variable speed motor permits direct drive of these compressors to be implemented.
An electric motor of the variable reluctance type has been developed, capable of running at speeds up to 25,000 rpm, with a single disc of glass fibre epoxy resin type and no collec- tor, a high power-to-weight ratio and a low cost. Targeted sel- ling price is less than 200 FF/kW for the motor and 800 FFikW for the power supply unit.
Contractor and Principal Collaborators: France Societe Bertin & Cie
Com bimac NEU
a b Glass fibre-reinforced epoxy resin rotating disc for reluctance
Process Modelling Process modelling covers an increasing range of topics, spurred on by the mathematical tools, software and hardware which are parallel developments. Dynamic simulation, the subject of the first project presented below, is but one area.
simulation in a number of ways. By defining optimal plant parameters and optimal control schemes, the effects of changes in feedstock as well as plant start-up and shut-down can be handled efficiently.
Computer programs for steady state simulation have
lation has been largely restricted to single items of plant.
Energy efficiency can be improved by the use of dynamic
advanced considerably in the past decade, but dynamic simu- Other aspects of this topic include energy synthesis, a technique which is widely used in industry but which is still limited in its applicability to certain types of process. It is an integral part of energy targeting in processes.
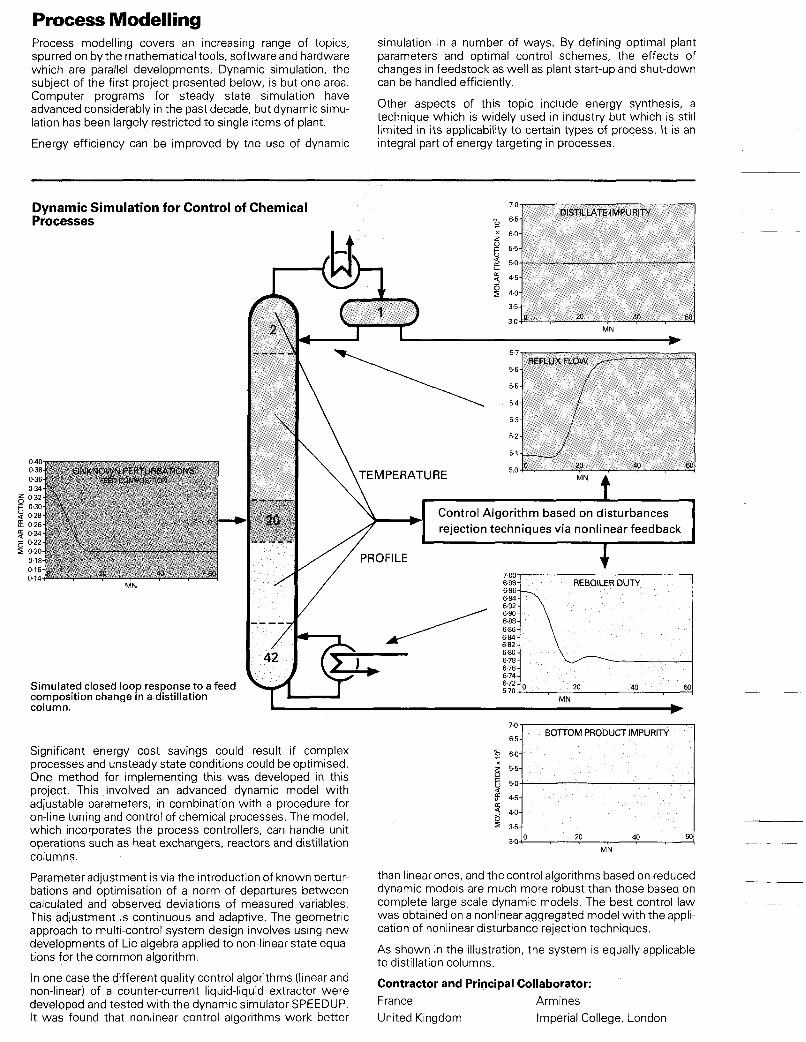
Dynamic Simulation for Control of Chemical Processes
040 0 38 0 36 034 6 032
F 030 2 028
026 a 024
H 020 0 18 0 16 0 14
TEMPERATURE
2 022
Simulated closed loop response to a feed comDosition chanqe in a distillation column.
- I
Significant energy cost savings could result if complex processes and unsteady state conditions could be optimised One method for implementing this was developed in this project This involved an advanced dynamic model with adjustable parameters, in combination with a procedure for on-line tuning and control of chemical processes The model, which incorporates the process controllers, can handle unit operations such as heat exchangers, reactors and distillation columns
Parameter adjustment is via the introduction of known pertur- bations and optimisation of a norm of departures between calculated and observed deviations of measured variables This adjustment is continuous and adaptive The geometric approach to multi-control system design involves using new developments of Lie algebra applied to non-linear state equa- tions for the common algorithm
In one case the different quality control algorithms (linear and non-linear) of a counter-current liquid-liquid extractor were developed and tested with the dynamic simulator SPEEDUP It was found that nonlinear control algorithms work better
than linear ones, and the control algorithms based on reduced dynamic models are much more robust than those based on complete large scale dynamic models The best control law was obtained on a nonlinear aggregated model with the appli- cation of nonlinear disturbance rejection techniques
As shown in the illustration, the system is equally applicable to distillation columns
Contractor and Principal Collaborator: France Armines United Kingdom Imperial College, London
Energy Synthesis of Industrial Processes
While the concept of energy targeting is becoming relatively well known as a result of research in industry and universities, considerable scope for improvement remains, particularly with regard to large systems. In this project, it was intended to develop such software for energysynthesis. This will be of particular assistance to industry in optimising the manage- ment of process utilities.
The software will be linked to a thermodynamic data bank and will be able to determine, in a first step, the 'energy floor' of the process under scrutiny, namely the technologically minimum energy use attainable. In a second step the optimal synthesis, as seen from an economic view of the process energy supplies, will be'carried out.
The research was directed a t the development of two methodologies: one deals with energy integration and opti- mal heat exchanger network synthesis (SYNEPl),while the other handles the optimal management of utility networks, (SY N EP2).
Contractor: Belgium Universite de Liege -- LASSC
SYNEPI : Energy integration and optimal heat exchanger network synthesis. SYNEPP: Optimal management of the utility network.
Line Chilling Processes
Benefits to the food processing industry will result if the chilling of meat can be made more energy-efficient. Currently, batch chilling is applied to meat carcasses post- mortem, and it is proposed that continuous line chilling be used instead. In such a case, the carcasses would progress through zones of precisely controlled air temperature and speed, giving chilling rates appropriate to the nature and size of the carcasses.
In this project it was intended to model the line chilling pro- cess as 'regimes' of successive zones. Experimental data were obtained - these included energy consumption, weight loss and cooling rate -and mathemati- cal models of the zones were tested in practice.Weight loss is an important economy factor and was minimized, together with the total energy consumption.
Chilling of beef in a simulated continuous system at the National Food Centre, Ireland.
Contractor and Principal Collaborator: Ireland An Foras Taluntais
University College, Dublin
Heat Exchangers Heat exchangers have received consistent attention through- out the duration of the Commission's Non-Nuclear Energy R&D Programmes because of their major role in improving the efficiency of most types of fossil fuel - burning plant. Additionally, heat exchangers determine to a great extent the effectiveness of heat pumps and other compression and absorption cycle equipment, and, as can be seen from previ- ous sections, may be integral with many unit operations.
There are six projects within the 3rd Programme dealing specifically with heat exchangers. Three are dedicated to high temperature ceramic units. The remainder may be categorised under the heading 'Special Systems', which cov- ers advanced thermosyphon units, a novel cyclone heat exchanger and the use of computer-based 'expert systems' for equipment selection.
~~
High Temperature Heat Exchangers While certain metallic super alloys and heat resistant cast alloys can be used for heat exchangers a t temperatures approaching 1000°C.. above this temperature units based on ceramic materials offer the best durability.
However, while the benefits of recovering the invariable large amounts of heat wasted at such temperatures are great, severe difficulties, both technical and economic, remain. Corrosion, fouling, fabrication costs and techniques, and of course thermal effectiveness are areas addressed by the three projects described below.
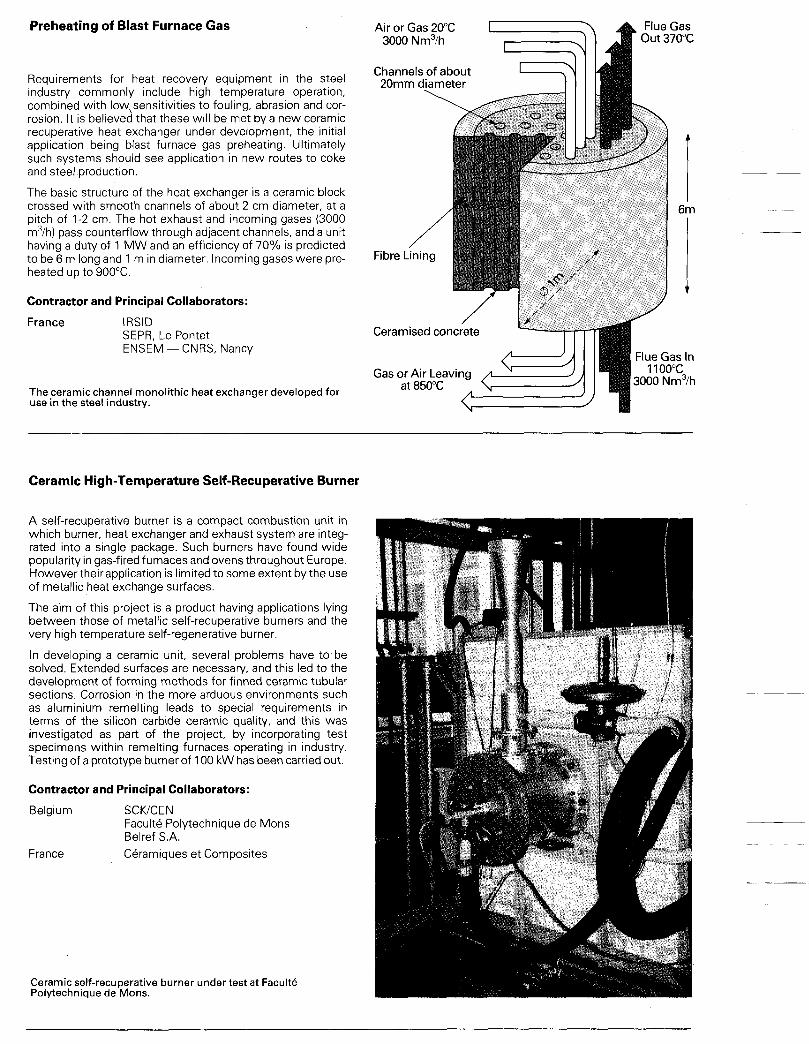
Enhanced Gas - Gas Ceramic Heat Exchanger A modular gas-gas ceramic heat exchanger with a potentially wide range of industrial applications was developed by Societe Bertin. This continuation of two previous CEC pro- jects involved the development of pilot scale heat exchangers manufactured using silicon carbide.
The design of this heat exchanger was optimised for both convective and radiative heat transfer. The jet impingement technique permits high convective heat transfer coefficients to be achieved.
As with other projects in this section, novel methods of form- ing and assembling ceramic components played a major part in the success of the work, which included the construction of a 30kW module and the carrying out of tests at gas temper- atures of up to 1200°C.
Contractor: France Societe Bertin & Cie
Pilot gas-gas ceramic heat exchanger developed by Societe Bertin.
Preheating of Blast Furnace Gas
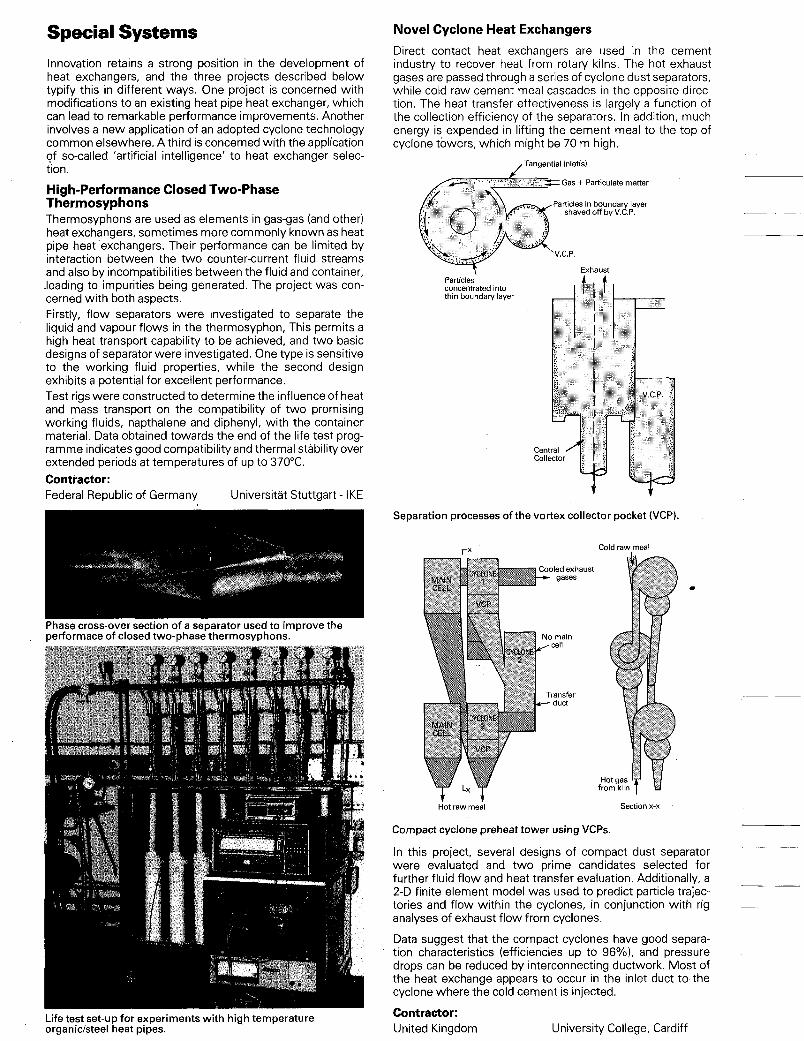
Requirements for heat recovery equipment in the steel industry commonly include high temperature operation, combined with low,sensitivities to fouling, abrasion and cor- rosion. It is believed that these will be met by a new ceramic recuperative heat exchanger under development, the initial application being blast furnace gas preheating. Ultimately such systems should see application in new routes to coke and steel production.
The basic structure of the heat exchanger is a ceramic block crossed with smooth channels of about 2 cm diameter, at a pitch of 1-2 cm. The hot exhaust and incoming gases (3000 m3/h) pass counterflow through adjacent channels, and a unit having a duty of 1 MW and an efficiency of 70% is predicted to be 6 m long and 1 m in diameter. Incoming gases were pre- heated up to 900°C.
Contractor and Principal Collaborators:
France IRSlD SEPR, Le Pontet ENSEM - CNRS, Nancy
The ceramic channel monolithic heat exchanger developed for use in the steel industry.
Ceramic High-Temperature Self-Recuperative Burner
A self-recuperative burner is a compact combustion unit in which burner, heat exchanger and exhaust system are integ- rated into a single package. Such burners have found wide popularity in gas-fired furnaces and ovens throughout Europe. Howevertheir application is limited to some extent by the use of metallic heat exchange surfaces.
The aim of this project is a product having applications lying between those of metallic self-recuperative burners and the very high temperature self-regenerative burner.
In developing a ceramic unit, several problems have to'be solved. Extended surfaces are necessary, and this led to the development of forming methods for finned ceramic tubular sections. Corrosion in the more arduous environments such as aluminium remelting leads to special requirements in terms of the silicon carbide ceramic quality, and this was investigated as part of the project, by incorporating test specimens within remelting furnaces operating in industry. Testing of a prototype burner of 100 kW has been carried out.
Contractor and Principal Collaborators:
Belgium SCWCEN Faculte Polytechnique de Mons Belref S.A.
France Ceramiques et Composites
Ceramic self-recuperative burner under test at Faculte Polytechnique de Mons.
Special Systems Novel Cyclone Heat Exchangers Direct contact heat exchangers are used in the cement industry to recover heat from rotary kilns. The hot exhaust gases are passed through a series of cyclone dust separators, while cold raw cement meal cascades in the opposite direc- tion. The heat transfer effectiveness is largely a function of the collection efficiency of the separators. In addition, much energy is, expended in lifting the cement meal to the top of cyclone towers, which might be 70 m high.
Innovation retains a strong position in the development of heat exchangers, and the three projects described below typify this in different ways. One project is concerned with modifications to an existing heat pipe heat exchanger, which can lead to remarkable performance improvements. Another involves a new application of an adopted cyclone technology common elsewhere. A third is concerned with the application of so-called 'artificial intelligence' to heat exchanger selec- tion.
High-Performance Closed Two-Phase Thermosyphons Thermosyphons are used as elements in gas-gas (and other) heat exchangers, sometimes more commonly known as heat pipe heat exchangers. Their performance can be limited by interaction between the two counter-current fluid streams and also by incompatibilities between the fluid and container, leading to impurities being generated. The project was con- cerned with both aspects. Firstly, flow separators were investigated to separate the liquid and vapour flows in the thermosyphon, This permits a high heat transport capability to be achieved, and two basic designs of separator were investigated. One type is sensitive to the working fluid properties, while the second design exhibits a potential for excellent performance. Test rigs were constructed to determine the influence of heat and mass transport on the compatibility of two promising working fluids, napthalene and diphenyl, with the container material. Data obtained towards the end of the life test prog- ramme indicates good compatibility and thermal stability over extended periods at temperatures of up to 370°C. Contractor: Federal Republic of Germany Universitat Stuttgart - IKE
Phase cross-over section of a separator used to improve the performace of closed two-phase thermosyphons.
Life test set-up for experiments with high temperature organickteel heat pipes.
,Tangential inletk)
Gas + Particulate matter
Particles in boundary layer shaved off by V C P
Exhaust Particles concentrated into thin boundary layer
Separation processes of the
Y X
vortex collector pocket (VCP).
Cold raw,meal
iaust
Hot raw meal Section x-x
Compact cyclone preheat tower using VCPs.
In this project, several designs of compact dust separator were evaluated and two prime candidates selected for further fluid flow and heat transfer evaluation. Additionally, a 2-D finite element model was used to predict particle trajec- tories and flow within the cyclones, in conjunction with rig analyses of exhaust flow from cyclones.
Data suggest that the compact cyclones have good separa- tion characteristics (efficiencies up to 96%), and pressure drops can be reduced by interconnecting ductwork. Most of the heat exchange appears to occur in the inlet duct to the cyclone where the cold cement is injected.
Contractor: United Kingdom University College, Cardiff
~ ~~
.___
~
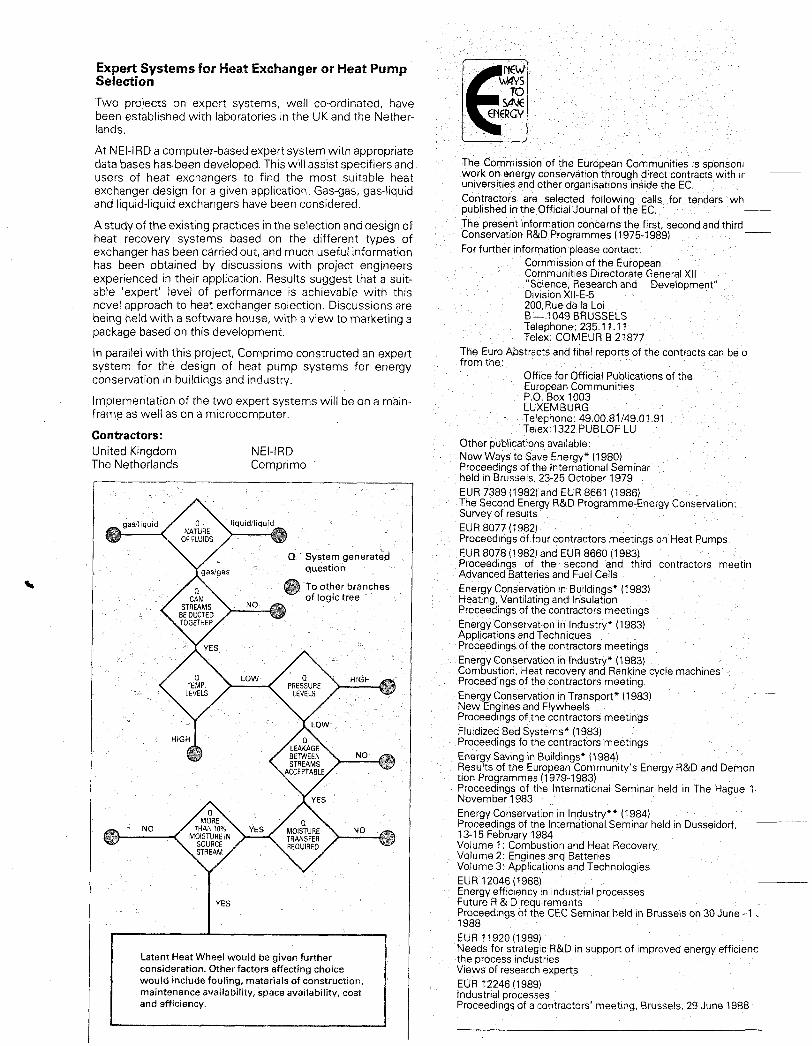
Expert Systems for Heat Exchanger or Heat Pump Selection
Two projects on expert systems, well co-ordinated, have been established with laboratories in the UK and the Nether- lands.
At NEI-IRD-a computer-based expert system with appropriate data bases hasbeen developed. This will assist specifiers and users of heat exchangers to find the most suitable heat exchanger design for a given application. Gas-gas, gas-liquid and liquid-liquid exchangers have been considered.
A study of the existing practices in the selection and design of heat recovery systems based on the different types of exchanger has been carried out, and much useful information has been obtained by discussions with project engineers experienced in their application. Results suggest that a suit- able 'expert' level of performance is achievable with this novel approach to heat exchanger selection. Discussions are being held with a software house, with a view to marketing a package based on this development.
In parallel with this project, Comprimo constructed an expert system for the design of heat pump systems for energy conservation in buildings and industry.
Implementation of the two expert systems will be on a main- frame as well as on a microcomputer.
Contractors:
The Netherlands Comprimo '
United Kingdom NEI-IRD
Latent Heat Wheel would be given further consideration. Other factors affecting choice would include fouling, materials of construction, maintenance availability, space availability, cost
rii ir
Contractors are selected following c published in the Official Journal of the E The present information concerns the fi Conservation R&D Programmes (1975-1989) For further information please contact.
Commission of the European Communities Directorate General
Division XII-E-5 200,Rue de la Loi
Telephone, 235.1 1.1 1 Telex COMEUR B 21877
Science, Research and Development"
B - 1049 BRUSSELS
d fihal reports of the contracts can
r Official Publications of the European Communities P 0 Box 1003 LUXEMBURG Telephone. 49.00 81/49 01.91 Telex 1322 PUBLOF LU
Other publications available: New Ways to Save Energy* (1 980) Proceedings of the International Seminar held in Brussels, 23-25 October 1979 EUR 7389 (1982) and EUR 8661 (1986)
R&D Programme-Energy Consewation
EUR 8077 (1982) Proceedings of four contractors meetings on Heat Pump EUR 8078 (1982) and EUR 8660 (1983) Proceedings of the second and third contractors Advanced Batteries and Fuel Cells Energy Conservation in Buildings" (1983) Heating. Ventilating and Insulation Prcceedings of the contractors meetings Energy Conservation in Industry" (1983) Applications and Techniques Proceedings of the contractors meetings Energy Conservation in Industry" (1983) Combustion, Heat recovery and Rankine cycle machines Proceedings of the contractors meeting Energy Conservation in Transport* (1 983) New Engines and Flywheels Proceedings of the contractors meetings Fluidized Bed Systems* (1983) Proceedings fo the contractors meetings Energy Saving in Buildings* (1984) Results of the European Community's Energy R&D and Demon tion Programmes (1 979-1 983) Proceedings of the International Seminar held in The Hague 1 November 1983 Energy Conservation in Industry*+ (1984) Proceedings of the International Seminar held in Dusseldorf, 13-15 February 1984 Volume 1 . Combustion and Heat Recovery Volume 2. Engines and Batteries Volume 3. Applications and Technologies EU R I 2046 (1 988) Energy efficiency in industrial processes Future R & D requirements Proceedings of the CEC Seminar held in Brussels on 30 June - 1 . 1988 EUR 11920 (1989) Needs for strategic R&D in support of improved energy efficienc the process industries Views of research experts EUR 12246 (1989) Industrial processes Proceedings of a Contractors' meeting. Brussels. 29 June 1988
~~