ENGINEERING 536 MASS TRANSFER OPERATIONS FALL 1997 TEAM MEMBERS: Dr. Jim Henry, P.E. Sean Cunningham Mark Koss, P.E. Sandy Koss Tara Ostrander, E.I. Nittaya Pittayataree Beth Ruta Nitipol Suksathaporn
Transcript
ENGINEERING 536
MASS TRANSFER OPERATIONSFALL 1997
TEAM MEMBERS:
Dr. Jim Henry, P.E.
Sean Cunningham
Mark Koss, P.E.
Sandy Koss
Tara Ostrander, E.I.
Nittaya Pittayataree
Beth Ruta
Nitipol Suksathaporn
IntroductionIntroduction
Study of mass transfer operations using the distillation column
Approach to the study of the distillation column included
Heat loss studyHeat loss study RTD calibrationRTD calibration Pump and cooling Pump and cooling
water calibrationwater calibration
Heat Loss StudyHeat Loss Study
Previous heat loss calculations seemed excessive
Parameters of the study are - selected reboiler amperage
- 100% reflux - no condensate produced Column losses are equal to the
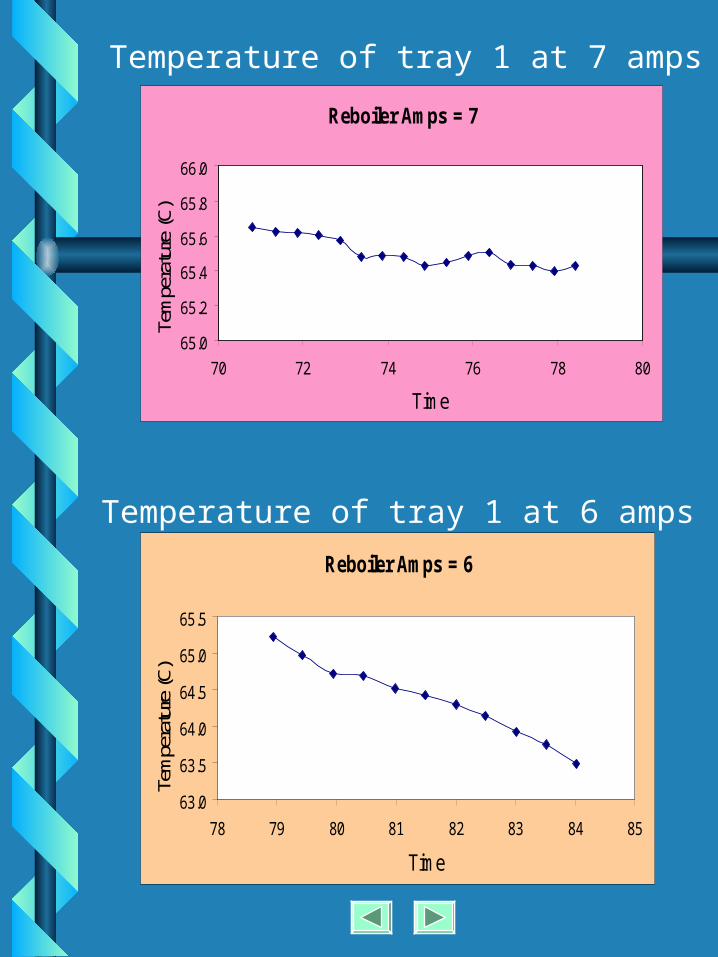
energy input into the column Minimum amperage to
maintain the temperature on tray 1 is between 6 and 7 amps
Estimated column heat loss is between 1230 Watts and 1435 Watts
Reboiler Amps = 7
65.0
65.2
65.4
65.6
65.8
66.0
70 72 74 76 78 80
Time
Tem
pera
ture
(C)
Reboiler Amps = 6
63.0
63.5
64.0
64.5
65.0
65.5
78 79 80 81 82 83 84 85
Time
Tem
pera
ture
(C)
Temperature of tray 1 at 7 amps
Temperature of tray 1 at 6 amps
RTD CalibrationRTD Calibration
Temperature is calculated by multiplying the voltage by the scale and then adding the offset
Steps to calibrate RTDs
- fill reboiler with pure
methanol- allow steady state- set offset to zero- set scale to one- collect voltage readings- repeat with water
Voltage is taken at 100oC (pure water) and 64.5oC (pure methanol)
Straight line was fit between the two points
Slope of the line is the scale
y intercept is the offset
Pump and Cooling Pump and Cooling Water CalibrationWater Calibration
Pump and cooling water calibrations seem to be reliable
Pump calibration - by measuring the outflow of the pump for a timed period Cooling water calibration - by measuring the flow at the cooling water system
water balance 31.48 gm/minMeOH balance -25.39 gm/min
ENERGY BALANCEENERGY IN AT REBOILERReboiler (Amps) 15.43Energy In(watts) 3394.60
CONDENSER RE BOILERCool Water Temp-in(°C) 19.74 Delta T 45.67Cool Water Temp-out (°C) 20.63Cool Water Flow (ml/min) 9000.00Water Cp (KJ/KgoK) 4.18 MeOH Cp 2.55Energy Out Cond(watts) 557.94 Qcond Reboiler Energy 794.47 QrLatent Heat(watts) 615.07 Qlatent
Capacity TestCapacity Test
Performed to determine the maximum capacity of the column to produce distillate
Parameters for the test are -- reboiler was filled with a mixture of methanol and water
- reboiler current set at 20 amps (maximum) - reflux set 95 % Methanol distillate
- steady-state conditions were established
- Set various feed pump settings- Set various feed pump settings
- Set various reflux ratios- Set various reflux ratios
-- Determine distillate and reboiler Determine distillate and reboiler
flowrateflowrate
- Column did not produce distillate at- Column did not produce distillate at
Take physical measurement of the distillate flow (not pump flowrates)
Computer ModelingComputer Modeling
Pro IIPro II Ponchon-SavaritPonchon-Savarit
PRO IIPRO II
Steady-state heat and material balance simulator
Simulates any number of components, streams, units, and recycle loops
Requirement- Feed stream
- composition
- temperature- flowrate
- pressure - Tray efficiency
Specify two of the following parameters
- Any specific tray temperature
- Heat duty of the condenser- Temperature of the distillate- Composition of the distillate- Flowrate of the distillate- Reflux ratio- Temperature of the bottoms- Composition of the bottoms- Flowrate of the bottoms- Heat duty of the reboiler
PROII will calculate remaining
parameters
PRO II - Optimizing Distillation ColumnPRO II - Optimizing Distillation ColumnStream Name 1 2 3Stream DescriptionPhase Liquid Liquid LiquidTemperature C 25 65.53888 99.82745Pressure ATM 0.994603 0.994603 0.994603Flowrate G-MOL/MIN 12.00385 6.488153 5.515693Composition MEOH 0.5 0.925 6.91E-05 H2O 0.5 0.075 0.999931Total StreamRate G-MOL/MIN 12.00385 6.488153 5.515693
Modify the PROII model to more closely approximate the UTC distillation column
Conduct training for students on the use of modeling tools
Determine the heat losses on the individual trays (Ponchon-Savarit)
ConclusionsConclusions(Final)(Final)
Technical - Study of mass transfer operations using the distillation column - Approach to the study of the distillation column included
- Literature search
- Operating the column
- Computer modeling
* Ponchon-Savarit
* PROII
- Each student had the opportunity to participate in
- operation
- calibration- repair
- Provided a better understanding
through - research
- classroom discussion- design of experiments
Accomplishments- Ponchon-Savarit spreadsheet
developed- PROII model developed - Energy and mass balance spreadsheet developed- Determination of the column capacity- Determination of heat lost to the environment- Performed feed input experiments
RecommendationsRecommendations(Final)(Final)
Allow for more continuous laboratory time - Modify class schedule
- Maintain the distillation column components - Establish course objectives,
perform calibrations, research literature, and familiarize















































![COURT OF APPEALS OF INDIANA[1] William Koss (“Husband”) appeals the Hamilton Superior Court’s decree dissolving his marriage to Karen Koss (“Wife”). Husband raises several](https://static.documents.pub/doc/80x56/5f6d883ee47fea25355f568a/court-of-appeals-of-1-william-koss-aoehusbanda-appeals-the-hamilton-superior.jpg)