UNSW Faculty of Engineering School of Mining Engineering ENGINEERING DESIGN AND INNOVATION ENGG1000 GROUP 4 FINAL REPORT: THE DESIGN, DEVELOPMENT AND EVALUATION OF THE DUST EXTRACTION FILTER FAN SYSTEM 10 March—26 May 2011 Students: Zachary Buggy—z3378215 Yanpeng Chen—z3329171 Oliver Davies—z3376104 Ross Ireland—z3373111 Mario Krishnandanu – z3358799 Leonard Littlewood – z3374718 Marius Ma—z3372980 Anya Ramani– z3372738 Mentor: Lalit Kumar Submitted to Dr Chris Daly 26 May 2011
Transcript
UNSW
Faculty of Engineering School of Mining Engineering
ENGINEERING DESIGN AND INNOVATION
ENGG1000
GROUP 4 FINAL REPORT: THE DESIGN, DEVELOPMENT AND
EVALUATION OF THE DUST EXTRACTION FILTER FAN SYSTEM
10 March—26 May 2011
Students:
Zachary Buggy—z3378215
Yanpeng Chen—z3329171
Oliver Davies—z3376104
Ross Ireland—z3373111
Mario Krishnandanu – z3358799
Leonard Littlewood – z3374718
Marius Ma—z3372980
Anya Ramani– z3372738
Mentor:
Lalit Kumar
Submitted to Dr Chris Daly
26 May 2011
STATEMENT OF ORIGINALITY I hereby declare that this submission is the teams own work and to the best of our
knowledge it contains no materials previously published or written by another person
without proper reference. Any contribution made to this report by others, is explicitly
acknowledged in the report. The team also declare that the intellectual content of this
report is the product of our own work, except to the extent that assistance from others
in the project’s design and conception or in style, presentation and linguistic
expression is acknowledged.
SUMMARY
The following report outlines a possible solution to the current dust problem facing
Longwall coal shearer operators by Duster Buster Ventilation. Coal dust is
contaminated with toxic and radioactive elements such as arsenic, cadmium, mercury,
uranium, thorium and radium. Continued exposure may lead to long term illness and
disease such as fibroid phthisis, coal workers' pneumoconiosis, bronchitis and cancer.
The Dust Extraction Filter Fan System (D.E.F.F.S) is a Longwall coal shearer
attachment that aims to reduce the amount of coal dust in an underground Longwall
coal mine. D.E.F.F.S incorporates the use of an advanced spray and filter system
which extracts dust around the coal cutting face.
ACKNOWLEDGEMENTS The team wish to thank Lalit Kumar for not only mentoring us but providing the
group with valuable input and advice throughout the duration of this project.
D.E.F.F.S was to be placed vertically above the conveyor belt, which retrieves coal
hence the solidified dust particles shall be removed from the mine and be treated as
output. Water entering the motor may cause electrical failure and pose a serious
hazard to the operations as the fan motor was supplied by the main power unit also
supplying voltage to the shearer. Thus, to prevent such a dire situation a separate
motor encasing has been designed away from the fan and the nozzles.
A doubt arose regarding the impact of the knit mesh filter upon the suction ability of
the fan. However it can be seen from tables 4 and 5 that the fan is sufficient.
A significant issue arose whilst composing design sketches. As proposed, if the
bottom panel were to be left open for solidified dust to be discarded onto the conveyor
belt, the fans ability would be hindered. Suction occurs only within an airtight
chamber thus whilst collecting particles within the fogging chamber, the bottom panel
shall be sealed. Hence, an air locking system was proposed to ensure the chamber was
airtight until the particles were gathered upon the platform. Once a certain amount of
particles have been gathered the panel shall retreat between the closely kept upper and
lower platforms so as to ‘scrape’ the particles off and allowing them to descent onto
the conveyor belt.
Leading drum dust
measurements
Length
(m)
Width
(m)
Height
(m)
Volume
(m3)
Original 4.5 3 3 40.5
Allowing for error 7.5 3 3 67.5
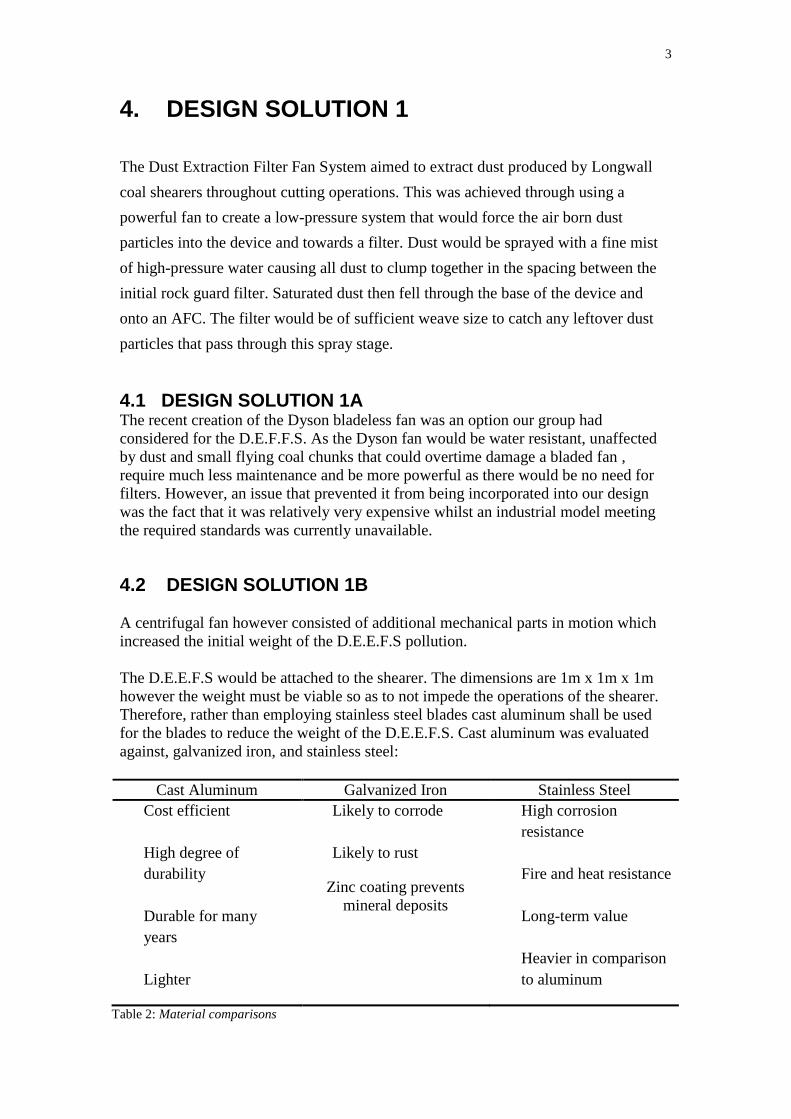
Table 5: Dust volume measurements from the Longwall shearer leading drum
Shearer Cutting Speed
(m/s)
Handling Volume (m3)
Volume intake per minute
(m3/min)
3.4 67.5 1650
Table 6: D.E.F.F.S Dust handling volume
8
8.0 FINAL DESIGN SOLUTION
The D.E.F.F.S will be bolted behind the ranging arm and whilst operating will extract
dust from the air. The final D.E.F.F.S concept was equipped with a mesh guard in
front of the intake duct designed to stop damaging debris from entering the D.E.E.F.S.
The D.E.E.F.S has an extraction fan capable of drawing dust created by the shearer
into the D.E.E.F.S intake duct. Dust is then drawn into a preconditioning fogging
chamber and onto a knit mesh filter.
8.1 FILTER The D.E.F.F.S filter systems were subject to an evaluation between the knit-mesh
filter, the AEEC Dust Collector, and Fabric Filter. Once complete a comparative
review of each of the three options was completed, as seen in table 6,Appendix 6, the
knit mesh filter was agreed upon as its advantages outweighed benefits of other
options.
Once the dust particles have proceeded through the knit mesh filter, clean air is then
discharged from the extraction fan and through the exhaust duct past the coal face.
A high-pressure spray will then remove all dust particles from the filter whilst
activating the preconditioning fogging chamber. Thus the D.E.F.F.S will remain
compact resulting in less interference with the movement and function of the ranging
arm and drum of the Longwall shearer. The final D.E.E.F.S was to consist of a mesh
rock guard capable of stopping any large debris and an intake duct leading to the
spray and filter system. Finally the extraction fan, motor housing and exhaust duct
were to be located behind the filter system. The mesh rock guard was seen to prevent
larger material from entering the D.E.F.F.S effectively eliminating the potential for
damaging debris to effect components within the system. The extraction fan produces
a suction velocity capable of producing up to 10 cubic metres per second of air. Once
dust particles leave the mesh and intake duct, they proceed into the preconditioning
fogging chamber where a spiral, full cone, high flow sprayer dampens the dust
causing it to fall onto the armoured flexible conveyer. The sprayer will be made of
brass and will spray the dust with water.
8.2 SPRAY SYSTEM A high-pressure spray operating at less than 1724kPa was to be employed. As
research conducted by J.A. Organiscak and D.E. Pollock Mining engineer and
mechanical engineer, respectively, (Organiscak, J.A and Pollock D.E,2007
‘Development of a lower-pressure water-powered spot scrubber for mining applications’ [online] available from http://www.cdc.gov) demonstrated that high
water pressure is advantageous for confined spray dust capture. Hence it is
detrimental to integrate the D.E.F.F.S with current dust capture technology, as seen
with unconfined water spray systems commonly used on mining machinery.
Laboratory and underground research have shown that as the number of spray nozzles
and the water pressure are increased for unconfined spray systems, the dust capture
effectiveness per gallon of water is reduced (Organiscak, J.A and Pollock D.E, 2007
9
‘Development of a lower-pressure water-powered spot scrubber for mining applications’ [online] available from http://www.cdc.gov).Thus only one nozzle
will be utilized vertically above the entering dust. The improved dust capture from
smaller high velocity droplets produced by higher spray pressures is offset by the
additional dilution from the spray-induced airflow within the unconfined space. This
results in reduced residence time or droplet dust interaction. It was seen that more
dust knockdown for unconfined sprays was achieved through the use of a higher
water volume rather than pressure. According to Jayararnan in 1984 operating
unconfined water sprays at high pressures can also cause undesirable localized air
turbulence, pushing contaminated dusty air to worker locations (continuous miner
rollback). The nozzle shall involve an orifice diameter of 1.6 mm (0.063 in.). Its
manufacturer's flow specifications are 0.5 to 3320 gpm (2.26 to 10700 L/min) of
water flow at 551 kPa gauge pressure with a calculated discharge coefficient of 0.74
(actual flow divided by theoretical orifice diameter flow). ((Organiscak, J.A and
Pollock D.E, 2007 ‘Development of a lower-pressure water-powered spot scrubber for mining applications’ [online] available from http://www.cdc.gov). Any
residual dust was to be drawn onto the filter where high pressure sprays will then
clean the filter resulting in all dust particles falling onto the armoured flexible
conveyer. The clean air was then to be discharged by the fan out of the exhaust duct
and along the long wall coal face.
9. ATTACHING THE D.E.F.F.S TO THE LONGWALL COAL SHEARER The D.E.E.F.S will be attached behind the ranging arm of the longwall coal shearer
by employing inspection cover bolts of diameter 16mm which will be replaced with
bolts long enough to secure the duct in place. The D.E.E.F.S was to be made from a
minimum of 10mm steel for the intake duct up to the face of the ranging arm with a
16mm steel sheet over the ranging arm to further strengthen and protect the duct. The
preconditioning fogging chamber, fan housing and exhaust duct only required 6mm
steel to protect these component as they are covered by the shearer covers. This
D.E.E.F.S system will aim to remove 92% of dust produced by the Longwall coal
shearer. Through rigorous testing and calculations the D.E.F.F.S was seen to
significantly reduce the risk to miners working in an underground Longwall mining
environment.
10. CONCLUSION The D.E.F.F.S prototype had been designed to assist in the upkeep of OHS
regulations aiming to achieve a more cost, technical and viable method in comparison
to the current systems available for dust reduction within a Longwall coal mine.
Several evaluations regarding cost, time, and technical feasibility has established that
the D.E.F.F.S has met the intended objectives. However, in the future improvements
in regards to the future modifications to the design solution could further enhance the
ability of this product. For e.g. if the time constraint was reduced an emulsion could
be employed in comparison to the spraying of H20 as the use of a chemically
compounded liquid would increase the rate of airborne capture. Overall, the
D.E.E.F.S ultimately attains the established goals of a device required to ensure health
and safety by efficiently extracting dust particles at a long wall coal face whilst
ensuring time, cost, and technical feasibility
10
APPENDIX 1: DESIGN SKETCHES
Figure 3: Front view of D.E.F.F.S
Figure 4: Rear view of the D.E.F.F.S
11
Figure 5: Side view of the D.E.F.F.S
Figure 6: D.E.F.F.S airtight chamber component
12
Figure 7: D.E.F.F.S airtight chamber component top platform open
Organiscak, J.A and Pollock D.E,2007 ‘Development of a lower-pressure water-powered spot scrubber for mining applications’ [online] available from < http://www.cdc.gov >. [Accessed 21 April 2011] OSHA,1996. ‘Occupational Safety and Health Guideline for Coal Dust (> 5% SiO2)’
[online] available from < http://www.osha.gov >. [Accessed 17 April 2011]
SWPM, 2005 ‘The Senghenydd Coal Mining Disaster’ [online] available from
< http://www.southwalespolicemuseum.org.uk >, [Accessed 13 April 2011]
Tomlinson, A. 2008. ‘New research to scrub longwall dust’. [online] Available from: