16
ENGLISH
| Date post: | 14-Feb-2018 |
| Category: |
Documents |
| Upload: | truongminh |
| View: | 215 times |
| Download: | 0 times |

ENGLISH

Fire suppression with water mistin microbiological laboratoryOne of the world’s most advanced microbio-logical laboratories uses high-pressure watermist as a method of fire protection. Nessie®
water-hydraulic pumps deliver the necessarywater pressure for the nozzles.
THE DANFOSS JOURNAL. Published by Danfoss A/S, DK-6430 Nordborg, Denmark. Telephone: +45 7488 2222. Telefax: +45 7449 0949. E-mail: [email protected]. Telex: 50599 danfss dk. Visit us on the Internet: www.danfoss.com. Editor-in-Chief: Finn Märcher. Copyright: The publishers. Print: © Danfoss A/S 01.03.APH.FW.R.
AUTOMATIC CONTROLS DESIGN AND PRACTICE. 56ND YEAR NO. 1-2001 ISSN 0011-6076Also published in Danish, German, Spanish, Swedish, Dutch, French, Italian, Finnish, Russian, Polish, Czech, Chinese and Japanese.Reproduction of articles is usually permitted subject to acknowledgement. The editors accept no responsibility for possible errors in The Danfoss Journal.All trademarks in this material are property of the respective companies. Danfoss and the Danfoss logotype are trademarks of Danfoss A/S.All rights reserved.Some Danfoss products mentioned in this publication may not be available in all countries.
Nessie® water hydraulics plays an essentialrole when the tanks in the world’s northern-most dolphinarium have to be cleaned quickly and effectively
Monitoring and alarming andits relevance to the cold chain
Customer-oriented productdevelopmentDanfoss Industrial Controls in Korntal-Münchingen near Stuttgart in Germanymakes things easier for many customers.
Danfoss – ONAPrecision machining requiresreliable handling of dirty oilONA Electroerosion is the leading producerof spark machining in the EU and is amongworld leaders in this field. Danfoss productsplay an important role as control components.
Non-stop transportation at allspeedsThe flexibility and long-term stability of Danfoss VLT® frequency converters and Bauer gearmotors ensure non-stopproduction – year after year.
Measurement revolutionisedwithin oil and gas extractionA revolutionary method of measuring oil,water and gas mixtures under pressureearly in production phases using MASSFLO®
mass flowmeters, series MASS 6000 fromDanfoss.
World’s northernmost dolphinarium trusts inNessie® water hydraulicsNessie® water hydraulics plays an essential role when the tanks in the world’s northernmost dolphinarium have to be cleaned quickly and effectively.
Danfoss is a global company, created by theefforts of committed people respecting localvalues, mastering advanced technology andwith a high degree of environmental conscious-ness.
We are proud to present our products and ser-vices, which are for vital functions in our homes,at workplaces, in the industry and throughoutthe environment.

3
a
One of the world’s most advancedmicrobiological laboratories uses high-pressure water mist as a method of fireprotection. Nessie® water-hydraulicpumps deliver the necessary waterpressure for the nozzles.
One of the world’s most advanced micro-biological laboratories has just been builtat the Karolinska Institute in Sweden. Itwas built by the Smittskyddsinstitutet(Swedish Institute for Infectious DiseaseControl) and is divided into four safetyzones, in accordance with BSL 1 to BSL4 (Biological Safety Level).
Strict safety requirementsWhere organisms are concerned, the safe-ty requirement level demanded is based,among other things, on their ability tospread, and on whether effective vac-cines or other effective methods of treat-ment exist. The requirements imposedon a BSL 4 laboratory state that rooms mustbe air/gas-tight, floors and walls must besteel panels welded together, there mustbe a double HEPA filter to clean the air,and all run-off water must be boiled underhigh pressure (120°C/248°F) before itleaves the building. Everyone working insuch an area must wear a pressurisedsuit with its own air supply, and all workmust be performed in microbiologicallyprotected chambers.
Water mist at high pressureSafety requirements regarding the preven-tion of infection during fire suppression
are of course even more severe and stipu-late the use of small quantities of waterto extinguish fires, especially since, aspreviously mentioned, all run-off watermust be boiled. Water mist at high pres-sure lives up to these requirements, thetypical water consumption being arounda tenth of the quantity traditional sprink-lers use. Another advantage gained fromlow water consumption is that conse-quential water damage to the building iskept to a minimum.
Ultra Fog® AB, one of the leadingcompa-nies within high-pressure water mist plant,and Skandinavisk Sprinkler, were giventhe task of protecting the laboratory againstfire. The system they installed includesthree PAH 63 Nessie® water-hydraulicpumps, VRH relief valves, and VDH direc-tional valves. In the event of fire, an advan-ced PLC-based control system handlessignals from each of the monitoring unitsand activates the water mist nozzles ingroups as they are needed, while sprink-lers with glass bulbs are activated indivi-dually. To make sure the system is notactivated in error, fire must be detectedby two independent monitoring units.Nessie pumps are used because of theirrelatively low weight and their ability to
generate uniform pressure without pres-sure peaks. This means a constant sprayrange and a homogenous “spray picture”.The director of Ultra Fog®, Bo Kure, is con-vinced that high-pressure water mist willbe used to a much greater extent in thefuture since it gives many advantagesover traditional sprinkler systems.
Fact on high-pressure water mist forfire suppressionFor a fire to start there must be oxygen,heat and flammable materials present.Typically, conventional fire-fighting equip-ment removes only one of these factorswhereas high-pressure water mist re-moves oxygen and heat and thus extin-guishes the fire quicker.
In the event of fire, a pump is activatedand delivers water to the water mist nozzlesat a pressure of 80-120 bar (1160-1740psi). The water is thus transformed into amist consisting of very small drops, i.e.less than 100 µm. When the water miststrikes the fire, the water drops evaporatevery quickly, expanding to 1700 timestheir original size. The expansion expelsoxygen from the air and also cools downthe burning materials and surroundingatmosphere. The result is very fast andparticularly effective fire extinguishing.
One of the advantages of suppressing firewith high-pressure water mist is that thefire is put out very quickly with a mini-mum quantity of water, which minimisesdamage to the building, furniture and fit-tings. Damage from heat radiation and re-ignition is also minimised since the sceneof the fire is cooled down very much quick-er than it would be by a conventionalsprinkler system.
For further information, please contactJens Bjerregaard, Global Sales Manager,tel.: +45 7488 3181, fax: +45 7445 3831or e-mail: [email protected]
At the moment, Nessie water-hydraulicequipment is distributed in WesternEurope and the USA.
Nessie® is a registered trademark of Danfoss A/S
Fire suppression with water mist in microbiological laboratory
By Alan Mortensen, Strategic Marketing and Promotion
WATER HYDRAULICS
Pumping station with Nessie® PAH 63 pumps.

What do we mean by monitoring andalarming?Monitoring is the automatic recording anddisplay of measured temperatures andsystem values typically found in supermar-ket chain cold rooms, chilled and frozenfood display cases, and machine rooms.It also includes the automatic recordingof all system events and alarms, therebyproviding a facility for the correct hand-ling of alarms. Such alarms can be causedby a number of factors. To name but a few:high or low temperatures; defrost takingtoo long; equipment failure; doors beingopen when they should be closed. Moni-toring provides the possibility of identify-ing those alarms that may lead to foodloss or to an interruption of store trading.It also provides the means to easily diag-nose the type of alarms.
Why monitor?Apart from the purely technical benefitsthat monitoring provides it is also an ex-cellent management tool. Enormous costsavings can be made by supermarketsand other retail outlets through the closeobservation of display cases, cold roomand plant performance, thus reducingthe risk of wear and equipment deterio-ration. Food loss prevention too, and im-
proved product quality are crucial in satis-fying consumer demand and helping toguarantee customer loyalty.
European hygiene legislation and HACCPAlthough there is as yet no uniform agree-ment in place on European legislationregarding food hygiene, the awarenessof rules and regulations in the chilledand frozen food industry has grown dra-matically with the appearance of HACCP(Hazard Analysis and Critical ControlPoint). What does this mean? Supermar-kets have to implement stricter rules andself-control with regard to food qualityand hygiene.In practice this means that documenta-tion must be provided to certify that itemsof food are stored at the correct tempera-ture all the way from producer to consumer.
Temperature must be registered at regularintervals and it must be possible to tracesuch registrations back one year.
This awareness has been accelerated fur-ther by major food chains in France, Ger-many and the UK who have started to in-vest heavily in export markets especiallyin Central Europe. The standards and spe-cifications these chains demand and imple-ment will influence local authorities andcompetitors to follow suit. They will imple-ment stricter rules and regulations regard-ing the monitoring and recording of tem-peratures throughout the entire food chain. In practical terms, this has resulted in theneed for a complete range of monitoringand alarm systems to ensure the un-broken monitoring of food temperaturescovering the entire cold food chain.
Monitoring and alarming and its relevance to the cold chain
By David de Leyser, Commercial Support
Woodley Electronics Ltd.Member of the Danfoss Group
INDUSTRIAL CONTROLS
Danfoss m2 / AKM
Danfoss and Woodleymonitoring products.
4
Danfoss m2
Woodley’s W4

Who are Woodley Electronics?At the forefront of monitoring since 1976,Woodley Electronics is a company that wasacquired by Danfoss in January 2000.The company’s success goes back to thelate 1970s when an alarm system withseveral channels (measuring points) wasintroduced. The system was met with over-whelming enthusiasm by leading super-market chains throughout the United King-dom, who saw the possibility of reducingfood losses and improving food quality.Within a very short time the company be-came the brand leader for monitoring andalarm systems in the UK, and over the next15 years subsidiaries were established inFrance and Germany with agencies in Swe-den and Ireland.
After the acquisition, the Woodley organisa-tion was merged with the Danfoss Group,thus enabling the Group to offer a broad-er range of products to the supermarketindustry, from monitoring programs toadvanced systems for the regulation andoptimisation of refrigeration plant.
Product portfolioIn order to cover monitoring of the foodchain a range of products is needed. Thusthe combined product portfolio ranges fromadvanced systems based on S5 andADAP-KOOL®, through Danfoss m2, tosmaller “stand-alone” products like thetransport logger Vigil and the 4-point log-ger W4.
Today, the Danfoss m2 products fulfilthree main functions:– Monitoring and alarming
Monitoring of temperatures (measuringpoints) in a refrigeration plant wherelimit values that must not be exceededcan be entered, i.e. an alarm is signal-led in the event of a set limit being ex-ceeded. Alarms consist of a combinationof sound and flashing light on the panelitself. Additional details can be printedlocally, and sent to and stored on a
local PC. In addition, the alarm can beraised in many other ways, includingdigital dialler, SMS and fax.
– Recording and uploading dataMonitored values can be logged andstored in the Danfoss m2 for up to 12months. Such historical data can thenbe printed out locally in the form of tem-perature graphs or lists of alarms andevents. Data can also be transferred tolocal and external PCs.
– System interrogation and setupSystems can be interrogated or pro-grammed locally, using the keypad orvia direct connection to a PC or laptopusing dedicated software (CentralStation or Hyper-terminal).
FRANCE – basis for successThe experience of Danfoss Woodley with foodcompanies in France is a good example:
“Food companies have implemented qua-lity procedures and a pro-active monitor-ing strategy that includes the monitoringof temperatures in refrigerated countersand cold rooms. They are creating qualityassurance departments at their head of-fices to manage the problems caused byincorrect temperatures. This has to bedone through simple and easy-to-usesystems. Although it will replace humanaction on temperature control, the moni-toring system must be fully accepted bythe staff; they must be aware of the helpthey can easily get from it, even if theyare not technicians.”
The strategy of approaching end usershas led to success in convincing severalsupermarket chains to retrofit the m2system. Already now the number of m2installations shows that we are on theright track for the future and that moni-toring and alarming is very important.
With the new m2 versions communicat-ing in LON with Danfoss EKC controllers,we can offer temperature control via EKCcontrollers and thereby fulfil another require-ment in the cold chain.
With the Danfoss m2, temperature track-ing and food loss prevention will no longerbe a problem for our customers.
For further information, please contactDavid de Leyser, tel.: +44 1235 774 009,fax: +44 1235 774 030 or e-mail:[email protected]
Woodley’s W4
5
Stand-alone, small shops, supermarkets, hypermarkets, buildingmanagement systems and applications.

ONA ELECTROEROSION is a leading pro-ducer of spark machining equipment inthe European Union and the world lead-er in large-scale EDM plant. In addition,the company supplies filter equipmentfor the cutting fluids used in grinding andspark machining. Here, Danfoss products such as solenoidvalves, pressure switches and pneumaticvalves play an important part as controlcomponents.
The ONA production centre is located inthe Basque Country, a region where 80%of more than 100 Spanish machine-toolcompanies are based.
In the mid-fifties, only four years after ONAhad been founded, it became one of thepioneering companies in the develop-ment of a technology which had only justseen the light of day: spark machining.The company has thus been producingspark machining equipment longer thanany other company in the world.
Supplier to the automotive and aircraftindustriesIn the automotive and aircraft industries,control devices play a major role. Danfoss’many years of experience, together withthe 45 years that ONA has been in this
field, are justification enough for the trustthat leading large companies within thissector place in us. And through ONA weare able to participate in the manufactur-ing process at companies like Peugeot,Ford, General Motors, Air France, Iberia,Jaguar, Renault, Philips, Siemens, andRolls Royce.
Precision technology Spark machining is the technique used byindustry to machine any conductive mate-rial (steel, copper, aluminium, all types ofalloy, graphite, etc.) whatever its hardness,with great precision in order to producean excellent surface finish. The processis based on removing material from thepart by a machining method that employscontrolled electrical discharge.
ONA technology can be used in very di-verse sectors where high precision isnecessary in making parts, usually com-plex moulds and dies. These and similarapplications are typical in the automo-tive, aircraft and aerospace industries, aswell as machining in general.
In the last-named sector, for example, twomethods are used: wire and die-sinkingspark machining. The first method is suit-able for cutting parts with complexshapes. Here, a metal wire, generallybrass, is used to cut a programmed out-line in a given part. With ONA machinesit is possible to make extremely precise,straight and conical cuts in parts up to600 mm thick.
In contrast, the die-sinking method makesit possible to machine items with deeprecesses that make access difficult all
without creating internal stress in thematerial, i.e. the process does not invol-ve any mechanical contact between theelectrode and the part. The electrodes,which are of very complex geometry, aremachined beforehand from copper andgraphite. The latter material is easy tomachine and retains its highly stable geo-metry during the EDM process.
Danfoss as a development partner There is no question about it, R&D willfigure largely in the future budgets of com-panies. ONA knows this only too well andthat is why it devotes 10% of turnoverand 20% of human resources to R&D.But it is all this effort on R&D that has en-abled ONA to maintain its leading position.
All these factors have led to the excellentcooperation with Danfoss on the processof developing new ways of meeting ONA’srequirements.
One example from this cooperation is a valve specifically developed for theapplications mentioned here, the EV250 12B. This valve precisely meets allprocess requirements as regards thekV factor, differential pressure, back-pressure, elastomers, coil wattage, and ofcourse the cost requirements involved indeveloping competitive equipment.
The challenge here was very difficult butnot impossible to overcome, and thanksto very good cooperation between DanfossDenmark, Danfoss Spain and ONA, ourmain objective was reached.
Danfoss – ONA. Precision machining requires reliable handling of dirty oilBy Jose Luis De Esteban,Product ManagerDanfoss S.A., Spain
INDUSTRIAL CONTROLS
THE D
AN
FOSS JO
UR
NA
L 1.2001
ARION K-1000 is the biggest EDM wire spark machining unit in the world.
6
Bumper mould.

7
Clean technology with Danfoss The process of spark machining is alwaysperformed in a dielectric fluid: eitherdemineralised water, or oil. The minutesolid particles from the machined materialmust be extracted from the process to en-able it to continue, and to prevent electri-cal discharge arcing which would other-wise produce imperfections on the ma-chined surfaces.
It is therefore necessary to build in reliablevalves. The solenoid valves, for example,must open and close properly withoutblockage or faults, especially during allworking tank charge & discharge pro-cess. At least a dozen Danfoss valves areused, e.g. type HP 210 external valvesfrom 1⁄2” to 3”, HP 220X and direct ope-rated and servo-operated valves types EV210B and EV 220B.
One of ONA’s most notable technologicalachievements is the development of thefirst filter system in the world that does notgenerate any waste other than that fromthe machining process. The only wastegenerated in the process is comprised ofthe micron-sized metal particles the systemremoves and collects in a bag that canthen be disposed of.
Here too our pressure switch has a vitalfunction in the heart of the filtration sys-tem – the KPI 35, which detects filtercontainer saturation and sends a signalto start up the filtering process.
ONA’s revolutionary technology is a greatadvance in achieving cleaner productionprocesses, with higher quality finishes andproductivity. It has been developed bydivision ONA Filter Systems.
The final result of this work means muchgreater safety for operators, and greatergeneral safety in process and workingareas, while of course maintaining con-stant high quality, reliability, and respectfor the environment.
For further information, please contactJose Luis de Esteban, e-mail: [email protected]
The special EV 250 12B valve
Loudspeaker grid. Mould for an electrical component.
Car bumper.
ONA headquarters in Durango (Spain).

At a Danish Kemira plant, the movementof raw materials for fertilisers is handledby utilising the flexibility and long-termstability of Danfoss VLT® frequency con-verters and Bauer gearmotors.
When the continuous movement of wide-ly different materials is a vital part of yourbusiness, you must have flexible and reli-able equipment to produce the exactspeed required, and ensure non-stop pro-duction – year after year.
Those are the operating conditions facingKemira Danmark A/S, a manufacturer offertilisers and industrial acids, situated inFredericia, Denmark, and part of the glo-bal Kemira Group.
The movement of tons of different ma-terials is part of everyday life in an industrywith rapidly changing customer needs. Sø-ren Larsen, electronics engineer, explains:
“One day a recipe requires materials con-veyed at 10 kilograms [22 pounds] perhour, the day after the requirement is onemetric ton [2204 pounds] per hour – onthe same belt, with continuous flow”.
Such processes place tough demands onmotor controls, which must be able tochange motor speeds over a constantlyexpanding capacity range. At Kemira,these requirements are mainly met byequipping approximately 100 motors inthe plant with VLT® frequency convertersfrom Danfoss.
“Our experience with the VLT frequency con-verters goes way back to the early 1970s,and the first devices are still running. Ac-tually, I have only replaced one converterin my 15 years at Kemira”, Mr. Larsenstates.
Easy programmingBo Andersen, a mechanical engineer atone of the NPK plants, particularly appre-ciates the ability of the Danfoss convertersto maintain stable and exact motor speed,even in the critical low-speed range. Otherbrands have been tested, especially forsmaller drive units, but they have beenisolated examples.
“This is also due to the fact that our tech-nicians generally find VLT frequency con-verters easy to programme and start work-ing with. They also appreciate the manualsbeing in their mother tongue, and dailyoperation so simple that operators caneasily adjust a frequency by them-selves,” Mr. Andersen says.
Punctual and reliable delivery, and easyaccess to service and backup add to thesatisfaction with Danfoss converters atKemira. To illustrate the point, a recentincident took the electronics engineer bysurprise when he saw the amount oftorque produced by a VLT converter.
“We had a material – damp, cornflour-like and with a tendency to lump – thatwas extremely difficult to transport with ascrew conveyor. To help us out, Danfossinvited us to visit their laboratory. Theresults of a simulation there gave foodfor thought,” Mr. Larsen says. Togetherwith his staff he is presently convertingthe new knowledge gained into a viablesolution to the problem.
Motors without faultsBauer gearmotors have also acquired agood reputation at Kemira. Situated invarious critical applications like slat eleva-tors and sluices throughout the plant,many of the motors have been runningalmost non-stop for about 20 years. Andas Mr. Andersen notes after a quick glanceat his computer screen (where all faultmessages from the plant are statisticallycollected) 1999 and 2000 have shown nofaults or breakdowns on Bauer motors.
“As a matter of fact, there is nothing muchto say about them. We just never hear ofthem. They are durable and robust – andjust keep on running,” Mr. Andersenpoints out.
Non-stop transportation at all speeds
Asbjørn Jonassen, Sales EngineerTransmission Technology, Sales Denmark
ELECTRICAL DRIVES AND CONTROLS
THE D
AN
FOSS JO
UR
NA
L 1.2001
8
Bauer gearmotor on one of five identical slat elevators that screen the granulate in the NPK plant. The motors are 30 kW each and were installed in 1979. Daily production totals 2,500 tons.
Søren Larsen with VLT® frequencyconverters in a control room.

A fertiliser expertKemira Danmark A/S has a total yearly out-put of about 1,250,000 tons, producedby some 400 employees. The main pro-duct is NPK, a widely used agriculturalfertiliser containing nitrogen, phosphateand potash. It is produced in the follow-ing steps:– Solid, liquid and gaseous raw materials
are mixed in a range of reactor tanks. – The solution is sprayed into a revolving
granulation and drying kiln where it isdistributed as a thin liquid layer on thegranules.
– Water is evaporated from the surface ofthe granules by means of hot-air blowers.
– The dried granules are screened inorder to obtain a granule size of 2-4millimetres.
– The finished product is cooled andfinally treated with anti-caking agentbefore being stored.
Kemira has two NPK plants at its dispos-al, and the yearly output totals some750,000 tons. Many of the processesinvolved in the fertiliser production fea-ture Danfoss VLT frequency convertersand Bauer gearmotors.
The Kemira Group at a glanceKemira is a global chemical industry groupwith headquarters in Finland and produc-tion facilities in 39 countries. The groupemploys 10,700 people around the world,and in 1999 net sales totalled EURO2,526 million. Kemira’s core business is:– Water treatment chemicals.– Pulp and paper chemicals.– Decorative paints.– Industrial coatings.
Other important business areas are spe-cialised plant nutrients and industrial chemi-cals. The products are used in, for
example, drinking water production, waste-water treatment as well as in the manufac-ture of food products, paints and paper.
Besides high-quality chemical products,Kemira also offers its customers applica-tion expertise, support services and theopportunity to take part in joint develop-ment.
For further information, please contactAsbjørn Jonassen, tel.: +45 89489111/9161 or e-mail: [email protected]
VLT® is a registered trademark of Danfoss A/S.
Søren Larsen with his deserving workhorses: two VLT® frequency converters dating back to the early 1970s – and still running.
Bauer gearmotor in a harsh environment, driving a dosing sluice for solids in the NPK plant. The motor was installed in 1982.
9

Danfoss Industrial Controls in Korntal-Münchingen near Stuttgart in Germanymakes life easier for many customers.Even though the company’s products aresmall and often hidden within other equip-ment, the application possibilities arecountless and significant. These highlytechnical products are designed in co-operation with customers, specifically to meet their individual needs.
Danfoss Industrial Controls develops user-oriented, electromagnetic special valvesfor liquid, gaseous and viscous media aswell as systems for pressure and tempera-ture control. On the basis of valves, pres-sure switches, pressure transmitters andtemperature sensors – and the wide appli-cation knowledge and experience of engin-eers – the company is able to manufacturecomprehensive and effective fluid controlsystems.
Danfoss stresses that customers shouldinvolve Danfoss in the development pro-cess at as early a stage as possible. Atthe same time Danfoss of course likes tosee customers involved in Danfoss pro-cesses as early in the design phase aspossible. If customers wish, Danfoss cansupply them with CAD data to assist infurther development. It is in this way,through cooperation with the customer,
that Danfoss helps ensure optimumresults, a high technical level, andreduced overall costs.
Danfoss uses all suitable technologies,right from sand casting to rapid prototyp-ing in the manufacture of trial models,which means that newly-developed com-ponents and systems can be tested muchmore quickly. The same method is alsoused in special production that is certifiedin accordance with ISO 9001 and ISO14001, and arranged to ensure a quickand flexible reaction to the wishes of cus-tomers.
Within most branches of industry and com-merce there are components which arenever seen. However, such componentshave one thing in common: they are alldesigned to perform a particular function.A good example is the valve block for liq-uid nitrogen used in the production of com-puter chips. The block functions precise-ly as intended even with media tempera-tures right down to -196°C.
Another example is the special valve de-veloped for a manufacturer of road rollingmachinery. This valve distributes waterfor cooling bitumen or for binding dust.The water can be very dirty and in suchconditions an ordinary valve would bevery vulnerable. That is why, to solve theproblem, Danfoss engineers in Stuttgartreplaced the shut-off diaphragm, the heartof the valve, with a particle-absorbing bellows.
But also components which have becomemore or less standard designs must some-times be “revamped” when, for example,installation space is too confined for a tra-ditional solution. This is the case with
Danfoss Industrial Controls’ valve blockused in railway carriage air conditioningsystems. Here the valve block is installedin a small niche of only a few cubic centi-metres in the roof of the carriage. The listof challenging applications is endless.
A few important application examples arebriefly described below, for it is after allthrough specialisation in designs and sys-tems, which themselves are special, thatDanfoss Industrial Controls has achieveda leading market position within certainareas.
Fuel dispensing and shut-offDanfoss Industrial Controls is a leader invalves for fuel dispensing systems. Thesevalves not only ensure precise fuel dosage,they also prevent backflow through themeter. And they shut off very rapidly if airappears in the medium since this causeserrors in quantity indication.
In addition, Danfoss dispensing valves formpart of the tank safety equipment. Theyclose instantaneously in the event of lea-kage, and equalise the pressure rise thatcan occur from heat development. Petrolvapour is sucked back into the under-ground storage tank through a valve.Here too, Danfoss Industrial Controls hasdeveloped a special system to meet cus-tomer requirements: the “D-box”. Thevalve coils are encapsulated in the D-boxand therefore the valves do not require Ex-approval.
Petrol can be divided into five basic types,to suit customers’ needs and laws thatvary from country to country. Petrol con-tains additives, including alcohol com-pounds, which can cause problems inselecting valve materials – especially sinceoil companies are reluctant to give detailsof the types and quantities of additives theyuse in fuel.
Plastic mouldingDanfoss valves are extensively used in theplastics industry where they play an indis-pensable part in the whole chain, fromchemical refineries and granulate pro-duction to injection moulding machines.These valves are used in mould cooling,granule feeding, and mixing/dosing sys-tems. In other words, the valves help main-tain constant the properties of the finalproduct.
Water treatmentSpecial valves are required in water puri-fication installations, for the analysis, filtra-tion, separation and purification of rain-water. The valves not only control waterquantities, they also play an importantpart in dosing purifying and disinfectingadditives and gases.
Customer-oriented product development
By Andreas Kammerer,Technical Manager
INDUSTRIAL CONTROLS
THE D
AN
FOSS JO
UR
NA
L 1.2001
10
Valve block under extreme operating conditions, at –196°C.
11
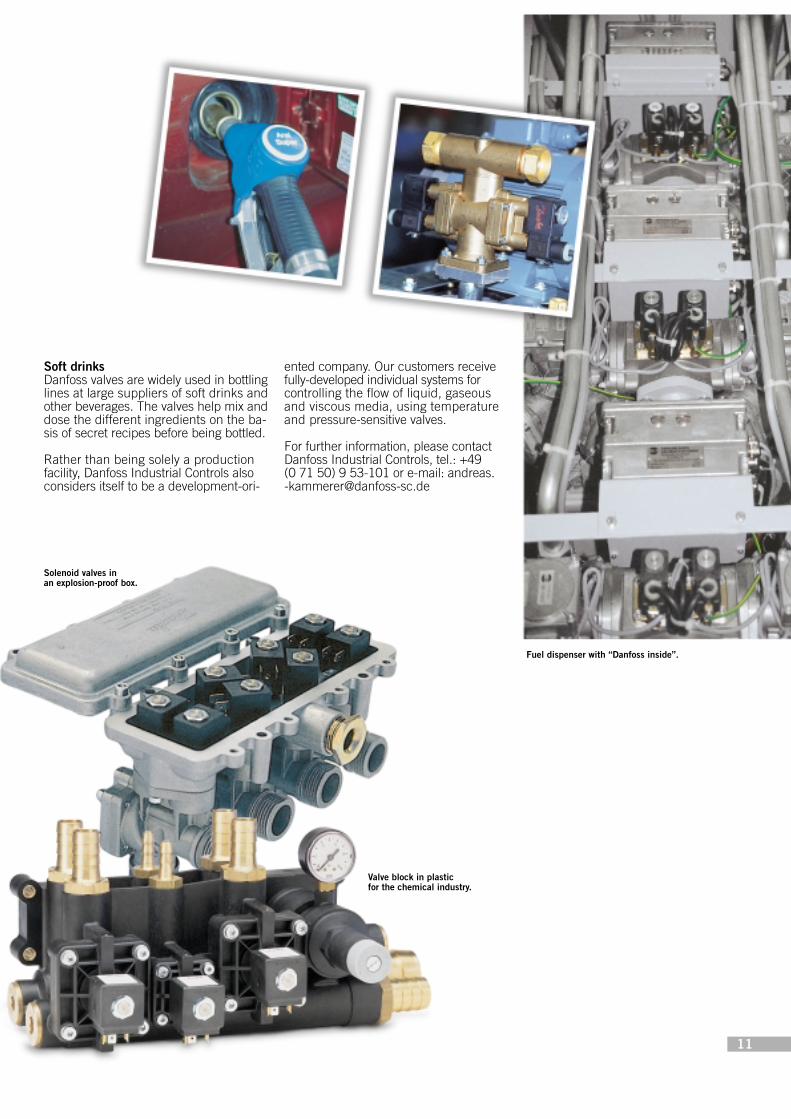
Soft drinksDanfoss valves are widely used in bottlinglines at large suppliers of soft drinks andother beverages. The valves help mix anddose the different ingredients on the ba-sis of secret recipes before being bottled.
Rather than being solely a productionfacility, Danfoss Industrial Controls alsoconsiders itself to be a development-ori-
ented company. Our customers receivefully-developed individual systems forcontrolling the flow of liquid, gaseousand viscous media, using temperatureand pressure-sensitive valves.
For further information, please contactDanfoss Industrial Controls, tel.: +49 (0 71 50) 9 53-101 or e-mail: [email protected]
Fuel dispenser with “Danfoss inside”.
Valve block in plastic for the chemical industry.
Solenoid valves in an explosion-proof box.

Utilising the recently introduced MASSFLO®
mass flowmeter, type MASS 6000 fromDanfoss, the Hungarian oil and gas com-pany MOL has developed a ground-break-ing method for measuring and separatingthe mixture of oil, water and gas underpressure in early production phases.
How do you perform the accurate mea-surement of a dynamically changing me-dium consisting of oil, water and gas whenit is under a pressure of 20 bar.
This question has been highly relevant tothe oil industry everywhere for decades,since it reflects a requirement for controlin the early stages of oil and gas produc-tion – when the crude oil from the wellshas just passed through the initial sepa-rator tanks and still carries water as wellas dissolved gas.
Naturally, attempts have been made to takemeasurements in this phase of produc-
tion. However, earlier methods – typicallybased on turbine systems taking out ran-dom samples for laboratory use – have notbeen able to produce usable results frommixtures under the 20 bar pressure. Figuresgiven were estimates rather than measure-ments.
The company had of course known for avery long time that overcoming this “mis-sing link” would take the industry two majorsteps forward. Firstly, on-line measure-ment would make it possible to check thequality of each oil well and stop drillingwhen it was unprofitable to continue.Secondly, extended, precise measurementsin the form of decentral, digital signal trans-fer to a centrally placed process controlsystem makes it possible to obtain signifi-cant savings and advantages.
But why not simply reduce the pressure?outsiders might ask. But the 20 bar pres-sure must be sustained for two reasons:it eliminates the need for pumps and en-sures that valuable dissolved gas in themixture does not escape.
Realising there was no easy way out, ex-perts at the Hungarian Oil & Gas CompanyMOL worked for years to crack this nut – and succeeded! They came up with a vi-able system that represents a minorrevolution in oil field flow measurement.
Three parameters measuredA vital function of the new measuring equip-ment is performed by the recently intro-duced MASSFLO® mass flowmeters, typeMASS 6000. Mounted in the dischargepipe of a separator tank this meter mea-sures three parameters of the dynamical-ly changing medium consisting of oil, waterand dissolved gas:– Total mass flow.– Density.– Temperature.Together with the pressure value (suppliedby a pressure transmitter) these valuesare continuously transferred to a centralcomputer. Thanks to unique and patent-ed software, developed and implementedby MOL in cooperation with the installa-tion company Atys-Co, data are pro-cessed and transformed into accurate,on-line information about the distributionof the three components.
This pioneering measuring system wasoriginally designed by Mr. Mihaly Szaboof the MOL partner company Heads Ltd.and made financially possible by the con-tribution of the investor Mr. Miklós Mihály.The system is now operating in Hungary’sbiggest oil field, Algyo, situated in the south-ern part of the country and made up ofsome 1,000 wells.The installation in Algyo comprises 30 se-parator tanks so far. Some of these are
common separators which take in run-ning input from a group of wells; othersare test separators checking single wellsone at a time (which averages out at atest every two weeks). In this way the out-put content value from every well is known.
Only two wiresThe MASS 6000 flowmeters are connect-ed to the central process control systemvia a HART® module for serial communica-tion. This system facilitates the transfer ofmore than one process parameter fromeach flow transmitter.
All required information is thus obtainedusing the same pair of wires – a fact thatsignificantly reduced the project wiring,I/O requirements, installation and com-missioning costs. On top of this, it hasmade the remote configuration and diag-nosing of each flowmeter possible.
MOL’s choice of instrumentation supplierwas based on several factors. Mr. ImreSzlávik, a production consultant of thecompany and head of the automationproject in Algyo, explains:
“It was obvious from the start that mass-flow technology was optimum for the pur-pose. So we checked the market, triedout a few brands and finally decided onthe MASS 6000 meters.”
Mr. Szlávik also mentions another con-tributory factor: Danfoss is locally repre-sented in Hungary and the brand is well-known and respected, especially in therefrigeration and heating industries. Lastbut not least, MASSFLO® meters were nota completely new acquaintance; the de-vices have been part of various test plantsbuilt by MOL application experts over theyears.
Universal demandIn spite of some initial difficulties in theAlgyo field, not least a rather long waitbefore the bus communication was ready,Mr. Szlávik is extremely satisfied with theresult. He has no hesitation in describingthe MASS 6000 meters as “world class”.In addition, he finds the associated ser-vice and backup quite out of the ordinary.
He continues, “Whenever there have beenquestions or doubt on our part, we havereceived quick answers. The people atDanfoss act like colleagues; there is nobureaucracy. It only takes a telephonecall to get help.”
If Danfoss succeeds with tenders for thefuture automation of MOL separator in-stallations, Mr. Szlávik will be happy toresume the teamwork. And he points outan even greater potential by saying:
“The demand for this type of measure-
Measurement revolutionised within oil and gas extraction
By Gábor Buchholcz, Product Manager
INSTRUMENTATION
THE D
AN
FOSS JO
UR
NA
L 1.2001
A MOL engineer with a recently insulated MASSFLO®
mass flowmeter, series MASS 6000 at the outlet of aseparator tank complete with an insulation jacket.
12

ment is universal. Combining the MASS6000 flowmeters with our algorithm wouldbe beneficial to any oil company.”
Flexible modularityMASSFLOmass flowmeters, series MASS6000 operate on the new Danfoss USM-IIelectronic platform, which supports add-on bus communication modules. Thisconcept has proved doubly beneficial inthe MOL project:
– MOL decided very early in the controlsystem development process to useDanfoss flowmeters. At that time Danfosswas still developing the HART protocoladd-on module for USM-II. However,because the same USM-II transmitter isused whether a module is fitted or not,development and process evaluationwork was able to continue with fully func-tioning MASS 6000 signal convertersusing traditional analogue outputs.And when the HART module was fin-ished the modules were simply pluggedinto the transmitter, adding full HARTcommunication capability. It was not ne-cessary to change or reconfigure theMASS 6000 signal converters.
– If MOL should decide in the future to mi-grate from HART to a faster, all-digitalbus system such as Foundation Field-Bus or ProfiBus, it can be done withoutreplacing the signal converters. This flexi-bility within the Danfoss design meansthat MOL’s investment in MASS 6000massflow meters is protected for longerthan with traditional designs.
MOL at a glanceThe MOL Group is the leading integratedoil and gas group in Central and EasternEurope, and the largest company in Hun-gary by net sales revenues. The operatio-nal focus is regional, utilising existing andunexplored areas in Hungary, in neigh-bouring countries, and in Russia.
On the Hungarian oil prod-ucts market, MOL is in thelead. In 1999 the com-pany had an 82 per-cent share of thewholesale market.The retail marketshare in the firstsix months of2000 was 42
percent for engine fuel (gasoline) and 48percent for gas and heating oils.
By the end of June 2000 MOL had 448filling stations of which 389 were locatedin Hungary and 59 in the region.
For further information, please contactGabor Buchholcz, e-mail:[email protected]
Imre Szlávik: “This measuring method is beneficial to any oil company.”
One of the MOL separator applications at the Algyo oil field. The installation consists of one common tank, taking in liquid from a group of wells, and four test separators for checking individual wells.
13

14
The Särkänniemi Centre in Tampere,Finland, is a famous leisure and enter-tainment centre for the whole family.One of the centre’s most popular attrac-tions is the dolphinarium, where sixplayful bottlenose dolphins splasharound. These intelligent mammals livein salt-water tanks, and great care istaken to ensure that the tanks are keptclean. Nessie water hydraulics plays animportant role in cleaning the dolphintanks quickly and effectively.
Tampere, Finland’s third-largest city, ishome to Särkänniemi, an entertainmentcentre for the whole family. The centre hasan aquarium, a planetarium, an amuse-ment park and a children’s zoo. However,the jewel in Särkänniemi's crown is theworld’s northernmost dolphinarium,whichopened in 1985. The dolphinarium is hometo six playful bottlenose dolphins (tursiopstruncatus), two of which were born in Sär-känniemi.
Conditions in the dolphinarium are asnatural as possibleThe dolphinarium’s three tanks hold a to-tal of 1.2 million litres of water, in as naturala condition as possible. It is salty and keptat a temperature of 20-22°C [68-72°F]– similar to the waters of the Gulf of Mexicooff the coast of Florida, from where the dol-phins arrived in the 1970s.
The dolphins live in three separate tanks.The performance tank and the home tankare both a good four metres deep; themaintenance tank and the channel con-necting the tanks are slightly shallower.
As the water in the tanks must resemblenatural ocean water, no chlorine is used;the water is purified using a biologicalmethod. Finland was the first country inthe world to adopt a biological purificationmethod for dolphin tank water. The methodensures that the water is kept free of anymaterials that might irritate these sensi-tive animals. The water is not exchanged,rather the entire water volume is circu-lated through a filter every two hours.The filters have been specially developedfor dolphinariums and they operate com-pletely silently.
Water hydraulics guarantees the dolphinsa clean living environmentThe dolphins’ well-being requires that notonly the water but also the tanks them-selves be absolutely clean. On the wallsof the tanks grows an alga which is diffi-cult to remove. Earlier this alga had tobe removed by hand using brushes. It iscoralline by nature, it adheres tightly to thetank walls, and is extremely hard. Insummer, when algae growth is prolificand the dolphins give several perform-ances a day, cleaning must be done at 2-3 week intervals. In winter, once amonth is sufficient.
Tank cleaning is hard workThe tanks are not cleaned in the twinklingof an eye. Before the introduction of awater-hydraulic brush machine, six toseven divers were needed to clean thetanks. As can be imagined, the job washard and progress was slow. It took manypeople several days to complete the work.
Water hydraulics turns the brush machineIn spring 2000, the Tampere companyAdwatec Oy devised a brush cleaningapplication that was sufficiently hygienicand effective for cleaning the dolphintanks. The developer of the device lookedat the Danfoss water hydraulics productrange and realised that here was some-thing absolutely ideal for the purpose.
The brush machine operated by waterhydraulics performs the cleaning taskeffectively without adulterating the sur-rounding water in any way. The ergono-mics of the machine have been tuned toperfection in cooperation with the diverresponsible for cleaning the tanks. Thepositioning of the machine handles aswell as the stiffness and length of the brushon the revolving element has been de-signed specially for cleaning work in tankconditions.
Safe, effective and silentThe nucleus of the brush machine is basedon Nessie water hydraulics. Hydraulicpower is generated by a PPH6.3 Power-pack and the brush is rotated at around750 rpm by an MAH10 axial piston motor.This combination produces just the rightrotation speed and power.
The safety of the user, i.e. the diver, is en-sured by equipping the brush machinewith a dead man’s handle, so that thebrushes stop if the diver releases his grip.In addition, the axial piston motor is smalland very quiet, which was one of the mainrequirements for the equipment. As thecustomer commented: “The dolphins havegiven the brush their seal of approval.”
World’s northernmost dolphinarium trusts in Nessie® water hydraulics
By Hannu SalovaaraSales EngineerOY Danfoss AbFinland
WATER HYDRAULICS
THE D
AN
FOSS JO
UR
NA
L 1.2001

15
For further information, please contactHannu Salovaara, tel.: +358 9802 81, fax: +358 9802 8561 or e-mail:[email protected]
At the moment, Nessie water hydraulicequipment is distributed in WesternEurope and the USA.
Nessie® is a registered trademark of Danfoss A/S.
Performance tank.

DJ.01.01.02
The Danfoss product range comprises refrigeration and air conditioning controls, components for burners and boilers, comfort controls, industrial controls, water hydraulics, compressors for refrigerators and freezers, thermostats for refrigerators and freezers, heating andventilating controls, electrical drives and controls, instrumentation, compressors for commercial refrigeration and water valves.
– Constant high quality of light– Energy savings of up to 58%
Danfoss Constant LightTM is the solution to problems arising fromthe varying intensity of light from fluorescent tubes when the tem-perature changes. Very suitable for incorporating into outdoorlighting and illuminated signs, typically in multistorey car parks,unheated processing halls, railway stations, etc.
Danfoss Constant Light consists of one or more high-frequencyelectronic ballasts, EBH 2000, and an EBC 1001 automatic bal-last controller.
Danfoss gives a full 3-year product guarantee on Danfoss Con-stant Light components.
Danfoss Lighting ControlsDK-6430 NordborgTel.: +45 7488 4745Fax: +45 7488 6998E-mail: [email protected]
Constant light – outdoors!

















