18
Eni Slurry Technology: An opportunity for refinery/petrochemical industry integration G. Rispoli Platts 2nd Annual European Petrochemicals Conference Dusseldorf, Germany (March 11-12, 2015)

Eni Slurry Technology:
An opportunity for refinery/petrochemical industry integration
G. Rispoli
Platts 2nd Annual European Petrochemicals Conference Dusseldorf, Germany (March 11-12, 2015)
EST: the answer to market needs 1
EST results and operation experience 3
First EST Commercial Unit at eni’s Sannazzaro Refinery 2
Conclusions 4
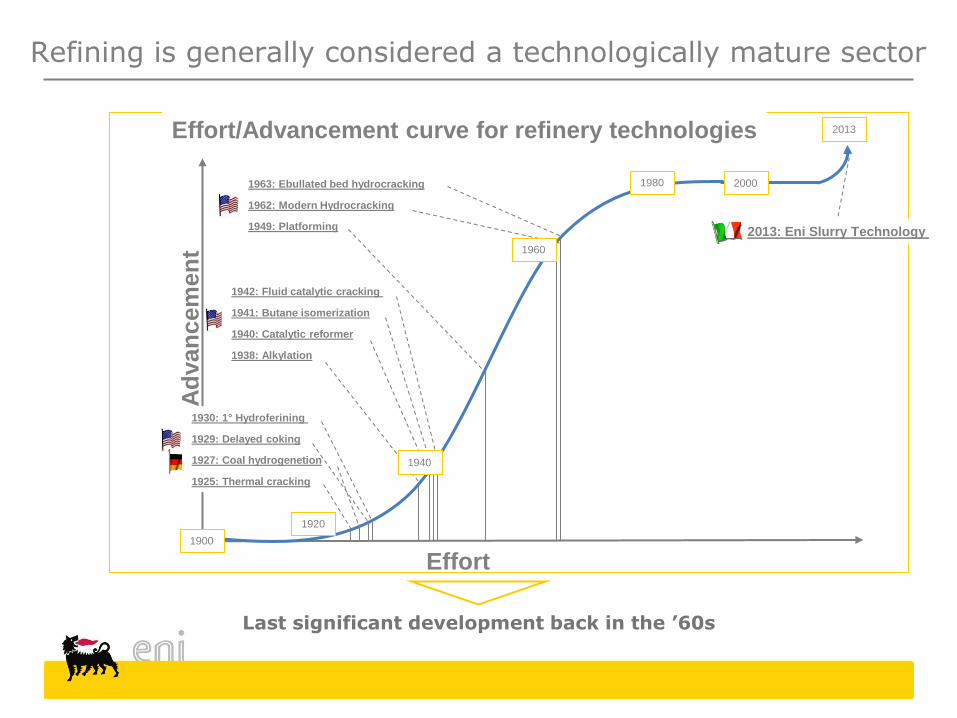
Refining is generally considered a technologically mature sector
Effort
Ad
van
cem
en
t
1900
1920
1980 2000
1925: Thermal cracking
1927: Coal hydrogenetion
1929: Delayed coking
1930: 1° Hydroferining
1938: Alkylation
1940: Catalytic reformer
1941: Butane isomerization
1942: Fluid catalytic cracking
1940
1949: Platforming
1962: Modern Hydrocracking
1963: Ebullated bed hydrocracking
1960
Effort/Advancement curve for refinery technologies
Last significant development back in the ’60s
2013
2013: Eni Slurry Technology
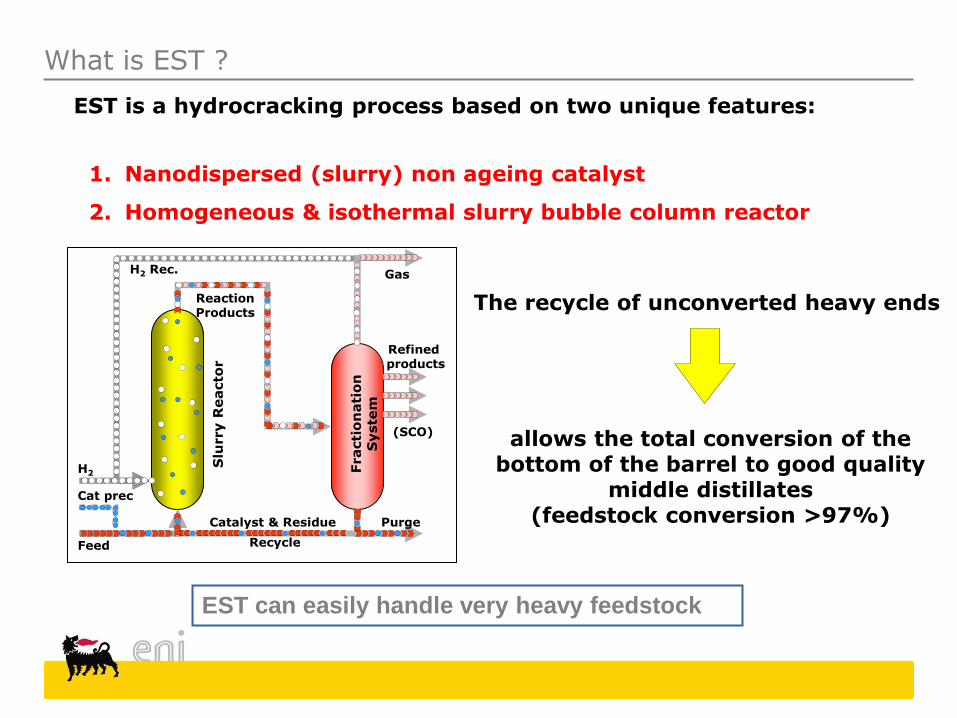
EST is a hydrocracking process based on two unique features:
1. Nanodispersed (slurry) non ageing catalyst
2. Homogeneous & isothermal slurry bubble column reactor
The recycle of unconverted heavy ends
allows the total conversion of the bottom of the barrel to good quality
middle distillates (feedstock conversion >97%)
H2
Refined products
(SCO)
Gas
Slu
rry R
eacto
r
Feed
Purge
Fracti
on
ati
on
S
yste
m
Cat prec
Catalyst & Residue
Recycle
H2 Rec.
Reaction Products
EST can easily handle very heavy feedstock
What is EST ?
Eni Slurry Technology (EST) is a new technology for the full conversion of the bottom of the barrel to distillates The availability at industrial level of EST enables the oil industry to solve crucial needs:
Meet the declining demand of Fuel Oil converting surplus of Refinery Residues into Distillates (Zero Fuel Oil - zero coke Refinery)
Meet the increasing demand of cleaner distillates without increase of the CDU capacity
Increase the refinery flexibility to supply of heavier crudes Increase the production of intermediates as potential
petrochemical feedstocks
EST Meets Fundamental Needs of Refining Industry

6
EST Sannazzaro: the industrial project
Diesel
LPG
Gasoline
Kero
O
I
L
M
o
v
e
m
e
n
t
HDS1/2
HDS3
Reformer2/3
TIP
ALK MTBE
O.C.
Bitumen
Pitch
T
o
p
p
i
n
g
HDC1/2 VACUUM 1/2
FCC
VSB
IGAS
Syngas
ROSE
EST
Sannazzaro EST Project – Scope of Work
EST Design Capacity 23,000 bbl/d (Design feedstock: Vacuum Residue)
Steam Reforming (100,000 Nm3/h)
Sulfur Recovery Unit (160 t/d, in 2 lines)
Sour Water Stripper and Ammine Recovery Unit
Utilities (CW, IA, N2, Steam Distribution, FW, Hot Oil, etc.)
n. 4 Electrical Substations
Bunkerized Control Room
Offsite (Flare, Water Reuse System, Tanks for storage of Water, Catalyst, Pitch, Diathermic Oil)
Interconnecting with the existing adjacent refinery (3 km lenght)
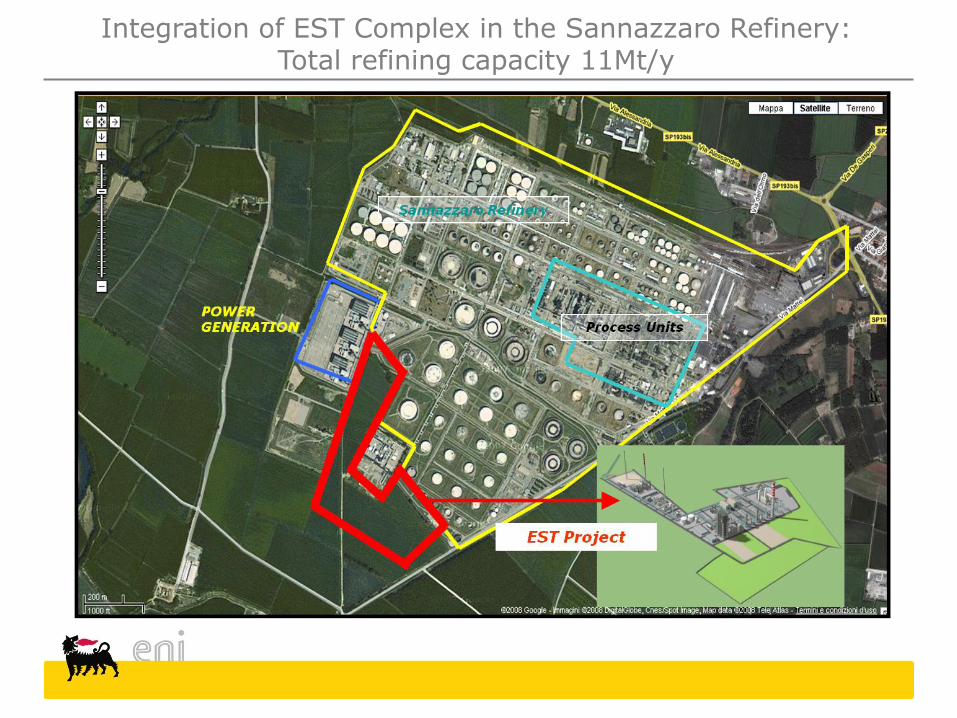
Integration of EST Complex in the Sannazzaro Refinery: Total refining capacity 11Mt/y
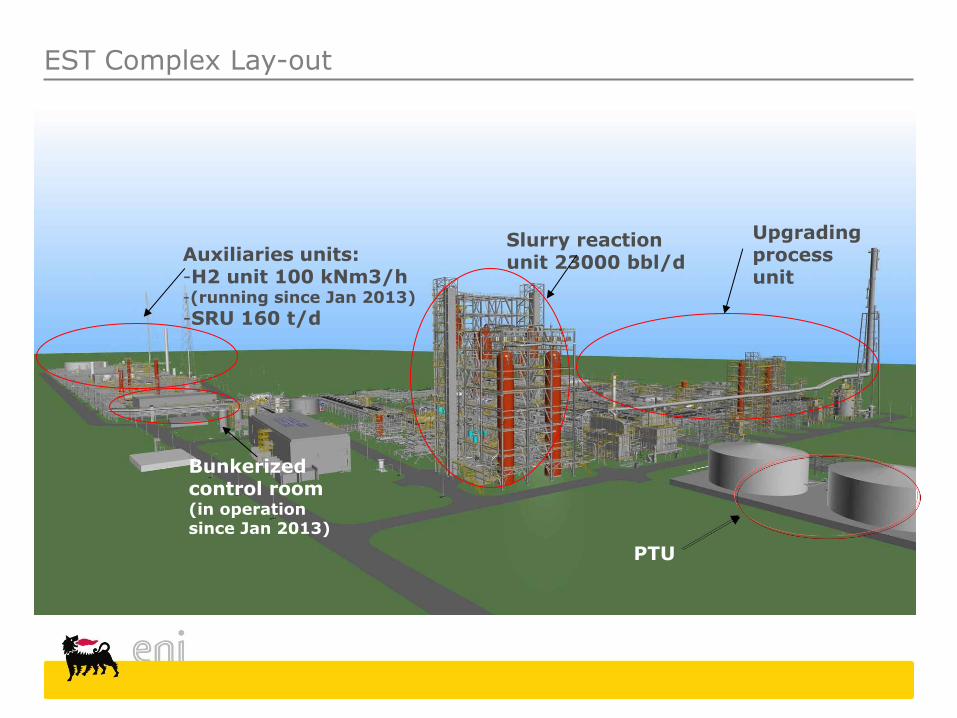
Auxiliaries units: -H2 unit 100 kNm3/h -(running since Jan 2013)
-SRU 160 t/d
Bunkerized control room (in operation since Jan 2013)
Slurry reaction unit 23000 bbl/d
Upgrading process unit
PTU
EST Complex Lay-out
EST Sannazzaro today
Sannazzaro EST Project – Main Milestones
• Engineering (Front End) started Jan 2009. Detailed engineering 9 months later • Site Activities (earth movement and civil works) started in Nov 2010
• Steam Reforming unit and relevant utilities started-up in Jan 2013
• Pre-commissioning of EST started in Apr 2013
• Commissioning of EST started in Jul 2013
• Start-up Sept 2013
• Oil-in Oct 2013
• Presently in operation
EST start-up and first year of operation
The EST hydrocracker unit has successfully and safety begun operations and is producing high quality distillates (oil-in: 2013, October 14th)
Syncronized start up / operation of all the auxiliary facilities associated with the Unit
First results confirm the proper design of the plant:
major equipments provided the expected performance (as per design)
some minor adjustments in order to improve the global EST plant performance
EST first results
Slurry reactors: perfectly isothermal and homogeneous (axial DT <2°C and radial DT <0.1°C)
Gas/liquid separation: High efficiency of gas-liquid separation (no foaming occurrence)
Conversion: EST plant has run at nearly 70-80% of design capacity (there are market constraints related to the reduction of purge volume accepted by cement factories compared to the their planned absorption capacity). Feed conversion up to 95-96% without coke formation
Product slate and quality: Results are in good agreement with the expected product distribution as calculated by process simulation (based on EST Demonstration plant data). Euro V diesel yields is higher than 40 wt.%
0
5
10
15
20
25
30
35
40
45
Expected EST Unit Data
wt. %
C1-C2 LPG Naphtha Diesel VGO Purge
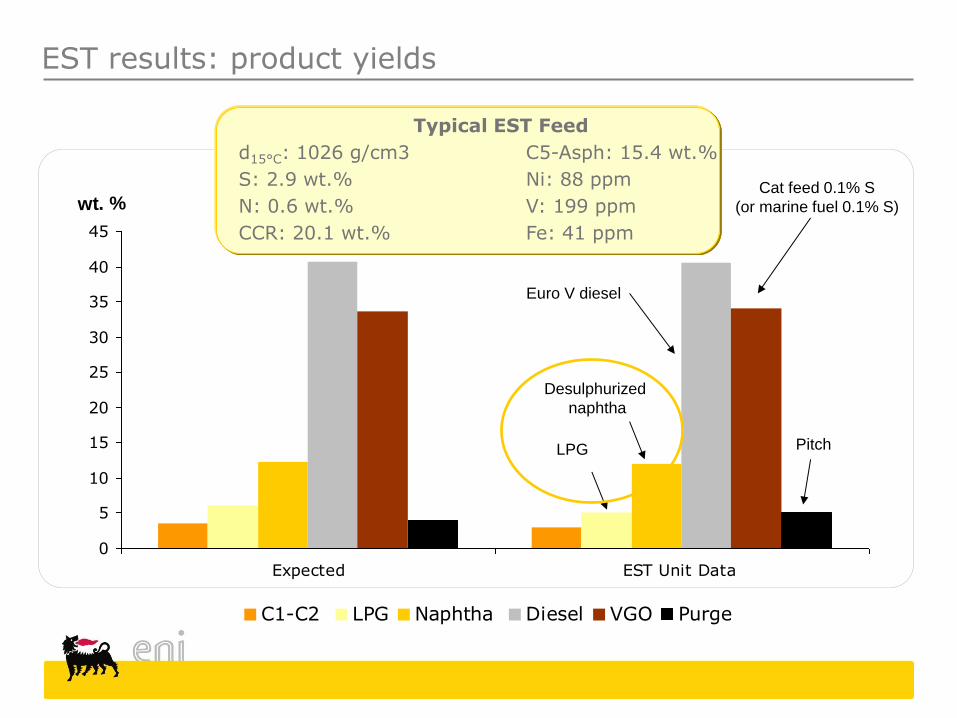
EST results: product yields
Typical EST Feed
d15°C: 1026 g/cm3 C5-Asph: 15.4 wt.%
S: 2.9 wt.% Ni: 88 ppm
N: 0.6 wt.% V: 199 ppm
CCR: 20.1 wt.% Fe: 41 ppm
Euro V diesel
Desulphurized
naphtha
Cat feed 0.1% S
(or marine fuel 0.1% S)
Pitch LPG
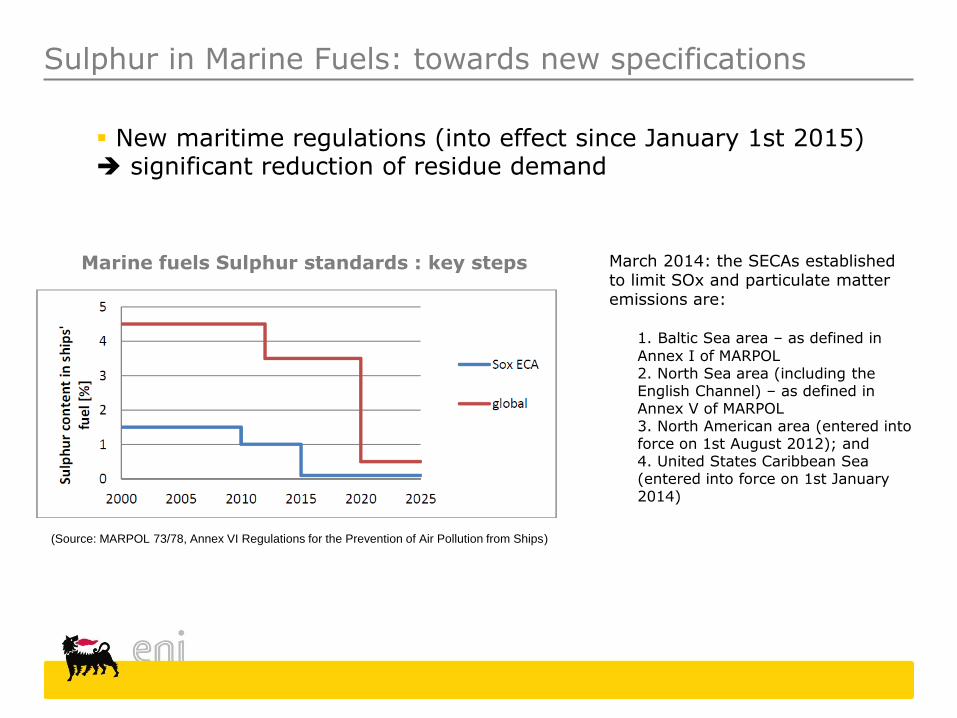
March 2014: the SECAs established to limit SOx and particulate matter emissions are:
1. Baltic Sea area – as defined in
Annex I of MARPOL 2. North Sea area (including the English Channel) – as defined in Annex V of MARPOL 3. North American area (entered into force on 1st August 2012); and 4. United States Caribbean Sea (entered into force on 1st January 2014)
Marine fuels Sulphur standards : key steps
Sulphur in Marine Fuels: towards new specifications
New maritime regulations (into effect since January 1st 2015) significant reduction of residue demand
(Source: MARPOL 73/78, Annex VI Regulations for the Prevention of Air Pollution from Ships)
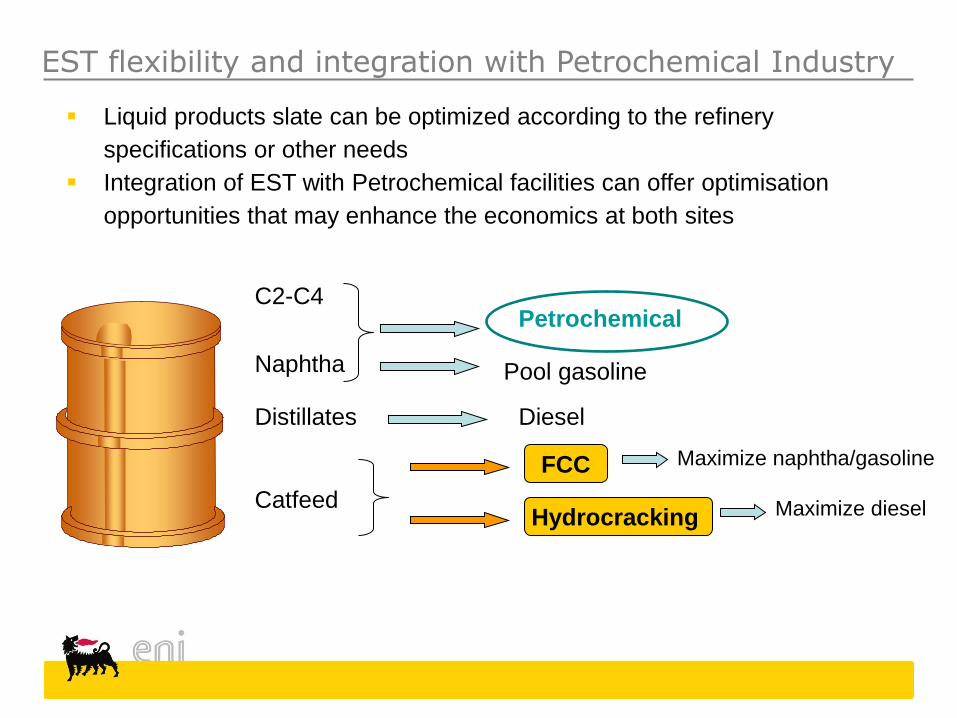
Liquid products slate can be optimized according to the refinery
specifications or other needs
Integration of EST with Petrochemical facilities can offer optimisation
opportunities that may enhance the economics at both sites
EST flexibility and integration with Petrochemical Industry
Naphtha
Distillates
Catfeed
Petrochemical
Diesel
FCC
Hydrocracking
Maximize naphtha/gasoline
Maximize diesel
C2-C4
Pool gasoline
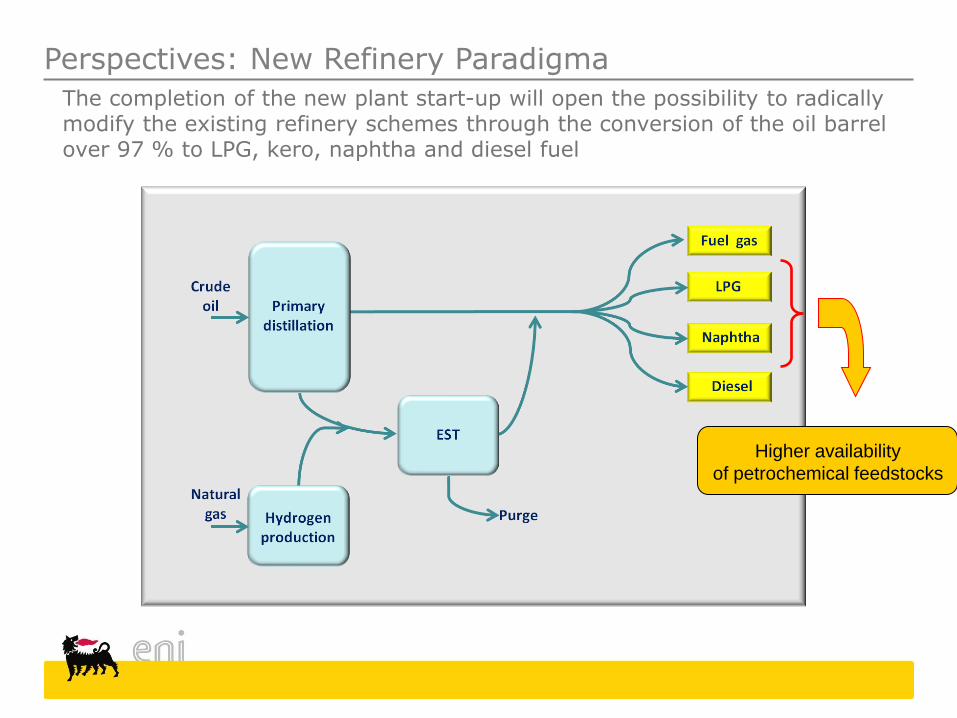
The completion of the new plant start-up will open the possibility to radically modify the existing refinery schemes through the conversion of the oil barrel over 97 % to LPG, kero, naphtha and diesel fuel
Perspectives: New Refinery Paradigma
Higher availability
of petrochemical feedstocks
The first EST hydrocracker Commercial unit is in operation at eni’s
Sannazzaro refinery
Key success factors:
Demonstrated reliability
High conversion to valuable products
No coke formation/production
Option to convert the Bottom of the Barrel overcoming conversion limitations
Environment-friendly technology
High energy efficiency
Excellent option for natural gas valorisation
Opportunity of integration with petrochemical
Further improvements of the technology are in the pipeline as a
result of first year of operation
Now, since the successful start up of the Unit, eni has started to
license EST technology
Conclusion

















