Embracing Eco-Friendly Metal Finishing Technology Acceptance Of The Environment-Friendly Chemicals Will Ensure Sustainability Of The Metal Surface Treatment Industry.
ECO-FRIENDLY METAL FINISHING CHEMICALS ARE THE KEY TO SURVIVAL ENSURING SUSTAINABILITY www.industry20.com NOV 2010 PRICE 100 A 9 9 MEDIA PUBLICATION VOLUME 10 ISSUE 03 Greater focus reduces outsourcing risks MANAGEMENT Model-based approach allows early elimination of errors TECHNOLOGY New liquid crystal displays can improve performance RESEARCH INDUSTRY 2.0 - TECHNOLOGY MANAGEMENT FOR DECISION MAKERS DECEMBER 2010 VOL 10 ISSUE 03 ` 100
Transcript
Eco-friEndly mEtal finishing chEmicals arE thE kEy to survival
ENSURINGSUSTAINABILITY
www.industry20.com NOV 2010 PRICE 100A 99 MEDIA PUBLICATION VOLUME 10 ISSUE 03
Greater focus reduces outsourcing risks
MANAGEMENTModel-based approach allows early elimination of errors
TECHNOLOGYNew liquid crystal displays can improve performance
RESEARCH
INDUSTRY 2.0 - TEC
HNO
LOG
Y MA
NA
GEM
ENT FO
R DECISIO
N M
AKERS
DEC
EMBER 2010 V
OL 10 ISSUE 03
`100
www.industry20.com 1 industry 2.0 - technology management for decision-makers | november 2010
Printed at silverpoint Press Pvt. ltd, D 107, TTC Industrial Area,nerul, navi mumbai 400706.
editorial
At a recent industry event, the union minister of state for Com-merce and Industry, Jyotiradtiya scindia, was emphatic that the
nation needs a revolution in manufactur-ing. The minister’s concern is well found-ed. Though the country’s economy has grown, the overall share of manufacturing in the economy has stagnated at about 17 per cent. While the relaxation of onerous licensing norms has enabled many new industries to come up, both existing and greenfield units are hobbled by numerous factors that constrain efficiency, scale and flexibility. These range from distorted tax structures and red tape, to poor infrastruc-ture and archaic labour laws.
on the bright side, we have Deloitte’s recent manufacturing Competitiveness survey that rates India second in the world. We have the ability to design and manufacture complex, low cost products like the Tata nano car. We have manufac-turing companies that can consistently function at world-class quality standards. unfortunately, these accomplishments are few, and we have not been able to replicate them across the spectrum.
so, what should our policy makers do to fuel a revolution in manufacturing? The minister has said that a new policy will be announced soon, and that it will focus on rational exit mechanisms, setting up of technology zones, training and skilling programmes, and infrastructure develop-
ment. but, it is likely that this policy will be evolutionary, rather than revolutionary. What we need is an integrated vision that will synchronize and rationalize the efforts of various arms of the government to boost manufacturing. We need a national commitment and intensive effort to make manufacturing successful.
To start with, we should take a look at how to effectively transfer the research from the numerous research labs and defence establishments to the manufac-turing sector. A considerable amount of public money has been invested in r&D, and very little has been licensed or trans-lated into commercial applications. There are many good technologies that can be rapidly brought to market.
next, we should think about how to use our software prowess to make manufac-turing more efficient. Can we create low-cost software solutions that can quickly automate manufacturing enterprises, help them run their businesses more efficiently and innovate faster? Can manufactur-ing organizations and software houses collaborate better to develop embedded software for advanced products?
Finally, we need a way to promote and sustain a robust culture of innovation. organizations must be encouraged to invest in research, and actively promote creativity. Write in and let me know if you have more ideas for changing the manu-facturing game.
ChanGinG The
GAme
www.industry20.com2 november 2010 | industry 2.0 - technology management for decision-makers
cover story22 Embracing Eco-friendly Metal Finishing TechnologyAcceptance of environment-friendly chemicals will ensure sustainability of the metal surface treatment industry.
22
in c
onve
rsa
tion
Michael SentonaS Vice President and ctO— asia Pacific Mcafee
manufacturing technology30 VerificationOfControlSystemsEarly verification with model-based technique yields error-free design.
34 MeritsOfRollerScrewTechnologyRoller screws in actuators provide several advantages over others.
materials & processes36 Improving Bearing LifeNew coatings increase the life of roller bearings.
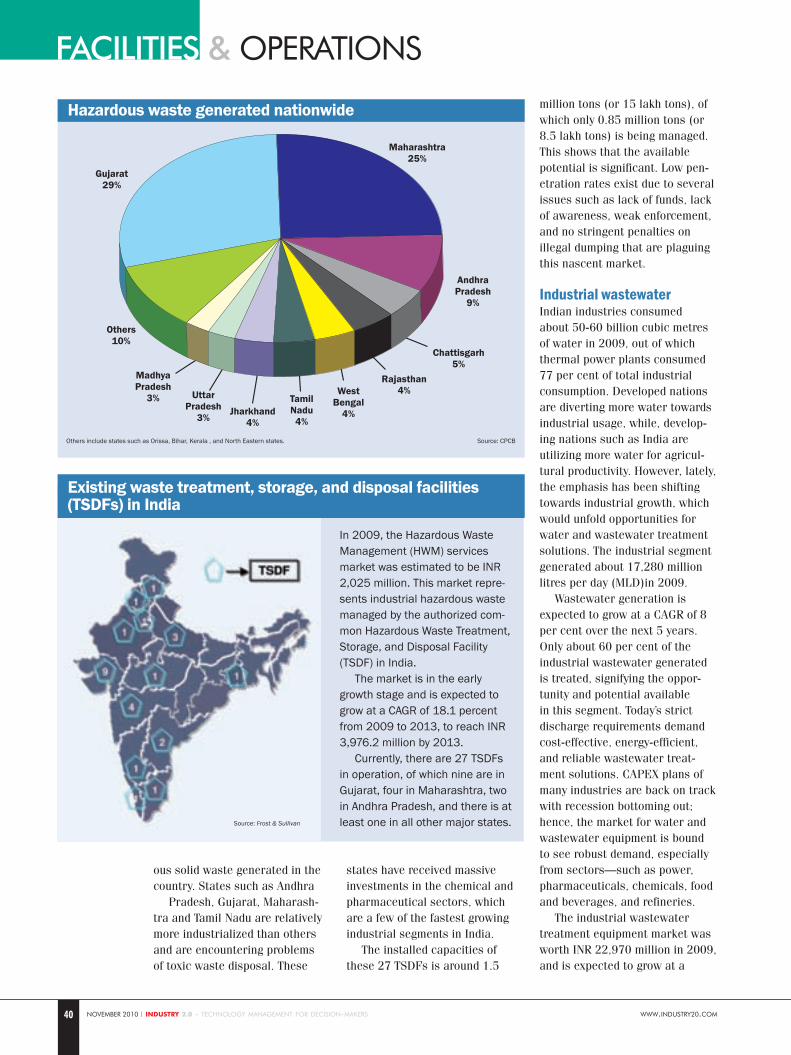
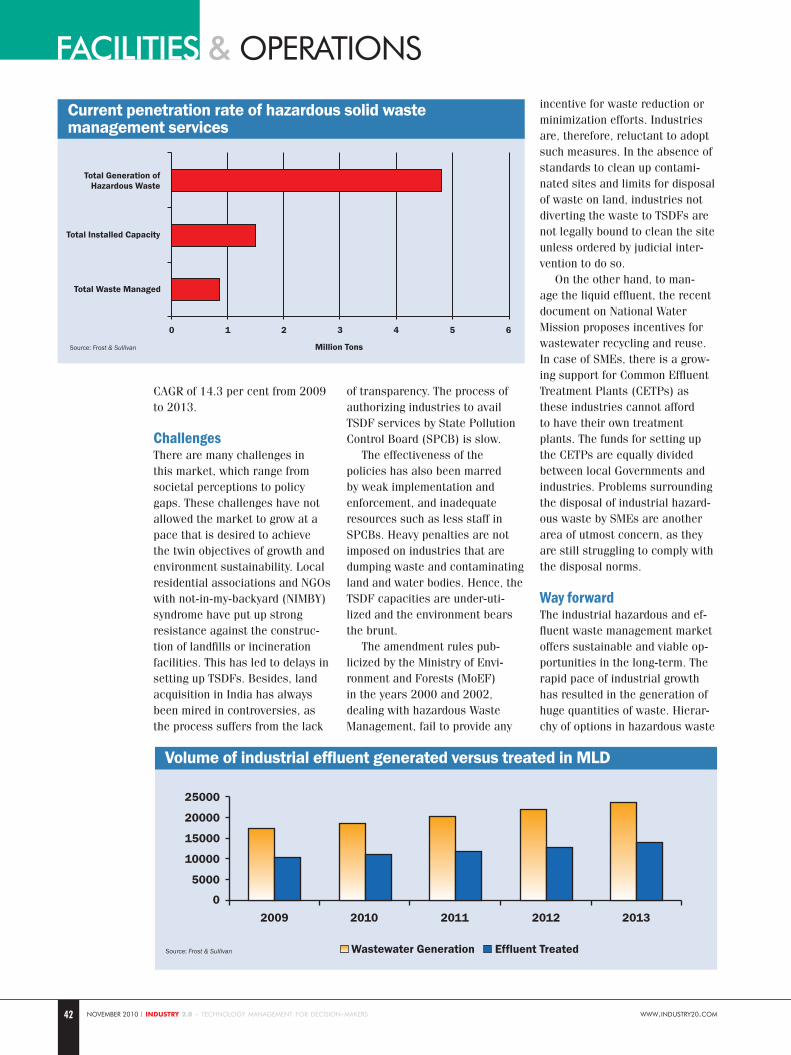
facilities & operations38 MembraneBioReactorManufacturersAwaitingBoomIncentives for wastewater recycling and reuse are on card.
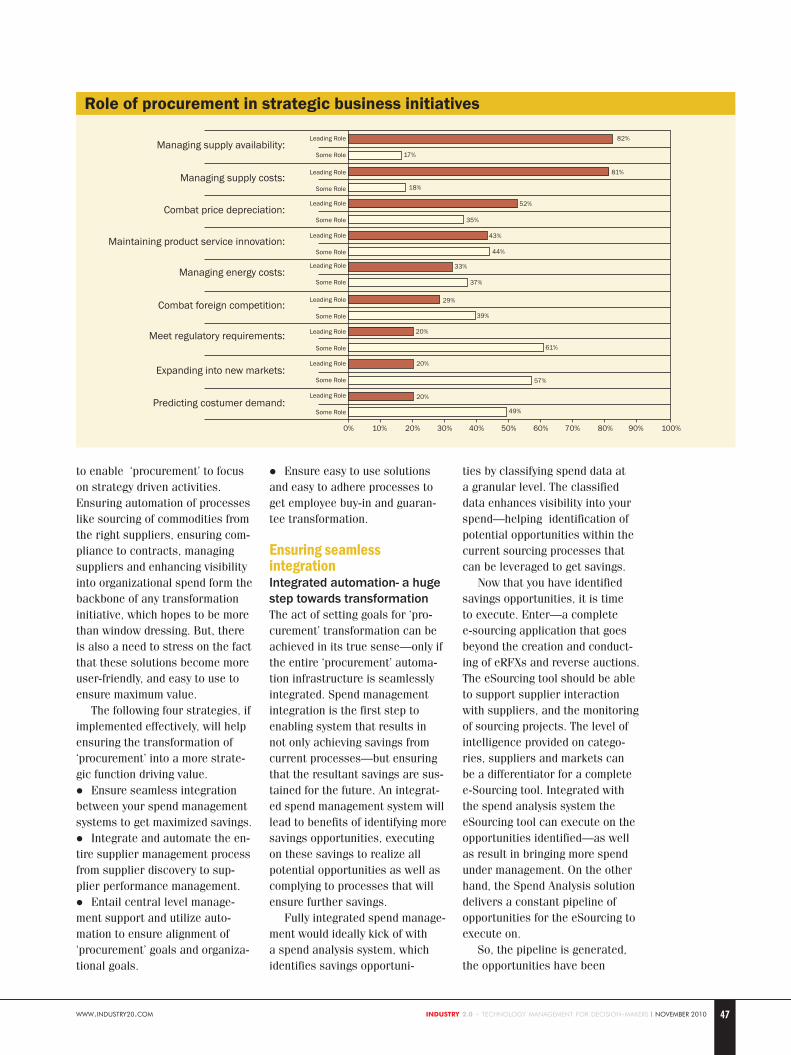
supply chain & logistics46 EnablingSeamlessTransformationHoly Grail for any ‘procurement’ transformation project is an integrated system.
51 Winning By Leveraging The EcosystemSCM solutions have evolved with the business needs.
information technology53 Building Next-Gen EnterprisesComputing technology has hit an inflexion point.
56 ITSecurityAsABusinessEnablerThe security landscape is continually changing.
innovation & success59 Working In The True LogisticsSpaceSustainable success comes through customer-focused approach.
60 CoolingEngineWithWaste WaterJust by installing a filter package on line, a plant saves huge amount of potable water.
management & strategy61 ChoosingTheRightCapitalStructureCapital structure choice is an important element in the financial management of the firm.
64 RisksOfOutsourcingOrganizations often incur risks that may put the entire business operation at stake.
36
industry update
www.industry20.com4 november 2010 | industry 2.0 - technology management for decision-makers
Despite the decline in inbound merger and acquisition (M&A) deals, the outbound
deals increased substantially from USD 527.81 to 20769.88 million, cornering a share of 39.43 per cent of the total deals during April-Sep-tember 2010. The major inbound M&A deals occurred in telecom, metal and mining, and energy sec-tors during the period.
A recent study undertaken by the Assocham reveals that in the first half of FY 10-11, there has been an increase of 38 fold in the outbound M&A activities by registering 59 deals worth USD 20769.88 million as against the corresponding period of last year.
The study titled ‘Trend of M&A in India (April-September 2010)’ shows that the total number of M&A deals increased from 86 in first half of 2009 to 141 during the first half of 2010. In value terms, the overall M&A deals rose by 345.16 per cent from USD 11832.35 (April-Sep-tember 2009) to 52673.32 million (April-September 2010).
During the first half of the cur-rent fiscal, the inbound, outbound and domestic M&A deals occupied a share of 15.41 per cent, 39.43 per cent and 45.16 per cent with 14, 59 and 68 number of deals respective-ly, describes the Assocham Study.
Sector-wise analysis shows that the major M&A occurred in telecom, metal & mining and energy sector. During the first six months of FY 10-11, telecom sector topped the list with 31.51 per cent share of the total valuation of M&A deals—that took place in India, followed by metal and mining sector accounted
for 24.08 per cent, energy sector accounted for 23.59 per cent—while pharmaceutical and BFSI sector accounted for 7.11 per cent and 5.28 per cent respectively.
The number of M&A activities in the past six months shows that the Indian telecom sector is all set to take on the global markets. There
were eight inbound, outbound and domestic M&A deals that took place in telecom sector during April-September 2010, valuing to USD 16.60 billion, representing 31.51 per cent share in total valuation of the M&A deals that occurred during the period.
Date: 7 april to
9 april 2011
Imtex 2011The event will display the latest machine tools and products.Venue: Bangalore International
glass production and processing products.Venue: Bombay Exhibition Centre, Goregaon, MumbaiTel: +91-11-26971056E-mail: [email protected]: www.glasspex.com Date:
12 January to 14 January 2011
eventupdateCPhI India 2010The event will showcase pharmaceutical equipment and related services.
Venue: Bombay Exhibition Centre, MumbaiTel: +91-22-66122600E-mail: [email protected]: www.ubmindia.in
Date: 1 December to
3 December 2010
Date: 17 December to
19 December 2010
Wind Power India 2011The event will showcase new
technologies, research and development and major innovations for the wind and its ancillary industry.Venue: Chennai Trade Centre Complex, ChennaiTel: +91-20-26613832E-mail: [email protected]: www.windpowerindia.in
International Industrial expo & Conference 2010 The event will display industrial machinery, machine tools, auto
components, plastics, printing and packaging products and services.Venue: Jammu, Jammu & Kashmir Tel: +91-172-2274801E-mail: [email protected]: www.industrialexpos.com
Outbound M&a Deals Show Upward trend
Trend of M&A deals in India No. of deals Amount (USD million)
evidence that the Indian industry is consolidating, and at the same time aggressively working on global expansion.”
D. S. rAwAT secretary general, assocham
FRID
AY
SA
TURDAY
SUNDAY MONDAY TUESD
AY WED
NESD
AY
BEFORE 9AM
BEFORE 12PM
BEFORE END OF DAY
BEFORE 9AMBEFORE 12PM
BEFORE END OF DAY
SATATAU
BEFORE 9AM
BEFORE 12PM
BEFORE END OF DAY
BEFORE 9AMBEFORE 12PM
EVERY HEM, BEAD AND STITCH
IN THE RIGHT PLACE AT THE RIGHT TIME.
• • • • • • •
Fashion is all about being up-to-the-minute. That’s why Fashion Week choose DHL as their logistics partner, and a supporter of designers everywhere. With a market-leading international network, DHL Express delivers to and from hundreds of destinations all over the world, offering our
customers speed, precision and local expertise whenever and wherever it is needed. After all, an event like Fashion Week
www.industry20.com6 november 2010 | industry 2.0 - technology management for decision-makers
Mumbai-based logistics service provider Allcargo Global Lo-gistics, involved in Multimodal
Transport Operations (MTO), own-ing and operating Containers Freight Station (CFS) and handling project cargo, has acquired business rights and controlling stake in two Hong Kong-based companies engaged in Non Vessel Owning Common Carrier (NVOCC) busi-ness, through one of its wholly owned subsidiaries.
The acquisition, valued at approx USD 22 million, is a step towards the company’s expansion plan in the NVOCC business. With a view to expanding its cargo movement business, Allcargo has also acquired two vessels with a dead weight of approximately 6,500 tons through its wholly owned subsidiary company.
Shashi Kiran Shetty, Chairman and Managing Director, Allcargo, informed,
“This acquisition will further expand Allcargo’s growth organically, strength-ening the company’s operating profit by adding approximately USD 3.53 million on an annual basis. The company will save substantial cost on ship chartering and hiring—thus supporting planning and execution of project cargo move-ments in an efficient and effective man-ner. This further helps in capitalizing on opportunities in the Indian sub-conti-nent including coastal movement.”
He further added, “These companies are agents of ECU line within the global network. China is a leading interna-tional EXIM economy and large cargo volume generator. Through this acquisi-tion we will further consolidate our position in the global LCL market. The two companies employ 350 people. The group has its regional head quarters in Hongkong and has ambitious plans for the region.”
Shreyas Shipping & Logistics, a multi-modal logistics and ship-ping company is planning to
expand its operations. At present, the company owns and operates four vessels, it is now planning to acquire two container vessels for its extended services.
Shreyas Relay Systems, which moves six lakhs tonnes of cargo per annum through its multimodal logis-tics system, is planning for a backward integration of the processes. The company, in the initial phase, is propos-ing to set up warehousing facilities of approximately one lakh square feet at strategic loca-tions across the country. All these facili-ties would be taken up on the long-term lease model.
Now, the company operates eight trailers, and it is proposing to introduce
technically advanced 100 newer fleet over a period time.
Shreyas will also spread its wings to other facets of logistics—like bulk logistics, cold storage, liquid logistics etc., and provide an end to end logistics solution to its clientele. Shreyas is a part of Transworld Group, which has hands on experience in various areas of logistics.
S Ramakrishnan, Chairman & MD, Shreyas Shipping & Logistics, said, “Our performance marks the turning point, wherein the company is poised for a massive expansion plan.
The company now aspires to position itself as a Lead Logistics Player in the industry giving complete solutions to cli-ents. In the logistic industry the growth of the organized player will outpace the growth of the industry itself.”
DelSolar, IBM to Develop Solar Cells
DelSolar Co., has signed an agree-ment with IBM to jointly develop compound thin film solar cells,
aiming to surpass next generation thin film solar cell technology and result in commer-cial production.
TC Chen, VP of Science and Tech. at IBM Research, informed, “We already have a collaboration with Tokyo Ohka Kogyo Company (TOK) for developing, manufacturing, tooling and the chemistries required for this technology. Recently, IBM demonstrated record solar cell efficien-cies using a copper zinc tin sulfur selenide (CZTS) material. This collaboration be-tween DelSolar, TOK and IBM now puts us firmly on the path to commercially viable technologies and processes for solar cells that could bring us closer to grid parity.”
Yoichi Nakamura, CEO of TOK said, “I believe CZTS-based solar cells are a prom-ising technology to help ensure stable cost, and a shorter path to grid parity.”
Kobelco Sets Up Second Overseas Plant
Kobelco Cranes Co., a wholly owned subsidiary of Kobe Steel, is planning to manufacture crawler cranes in
China. The company is forming a joint ven-ture with Chinese partner Sichuan Chengdu Cheng-gong Construction Machinery Co.
The new com-pany, to be called Chengdu Kobelco Cranes Co., will make and sell the cranes. A total of two billion yen will be invested in the new plant, and its production will start in August 2012. By 2015,
Kobelco aims to produce 80 crawler cranes a year to meet around seven per cent of the total demand in China.
allcargo eyes On NVOCC Business
Shreyas Charts Expansion Plans
S RamakrishnanChairman & MD Shreyas Shipping & Logistics
Kobelco Cranes are being used for construc-tion of a wind turbine in Weihai.
industry update
www.industry20.com8 november 2010 | industry 2.0 - technology management for decision-makers
Lanxess has recently demonstrat-ed a high-performance synthetic rubber, which is resistant to
natural gas, and remains much more
flexible than other rubbers—even at a temperature of—40 degree celsius.
Therban seals do not become brittle at the icy temperatures that occur dur-ing refueling, and they retain their seal-
ing function, informs the company. Also, a low-viscosity Therban HNBR rubber opens up new options.
This special-purpose rubber flows 1,000 to 10,000 times more easily than previous Therban grades. The innovative mate-rial is therefore ideal for processes -- such as liquid injection moulding. Lanxess is currently examining the technical potential of this material in close coopera-tion with a machine manu-facturer.
Therban special-purpose rubbers are developed and tested in Leverkusen, where Lanxess operates an ultramodern Technical
Service Center for rubber. In addition to raw polymers, the centre also analyzes blends and vulcanizates to improve existing products and develop new ones with optimized properties.
M-I Swaco, a Schlumberger company, has recently rolled out a single-stage well-
displacement chemical—an additive designed primarily for downhole use in oil and gas wells, for cleanup during the displacement of oil or synthetic-base drilling fluids prior to the start of the completion operations.
According to the company, in Nige-ria, one operator used the Deepclean additive to reduce rig inventory and circulation time to clean fluid for a deepwater well. Once the viscosified spacer appeared on the surface, fol-lowed by a few cubes of water, the well was confirmed clean with consistently acceptable NTU values below 100. This was accomplished with a single, full circulation using the additive.
Adewale Talab, Project Engineer, M-I Swaco says, “ The Deepclean addi-tive, with its solvent-surfactant double emulsion approach, has proved to be
highly effective in cleaning synthetic-base mud from an over 17,500 ft deepwater well in just one circulation, compared to five circulations with the previous displacement chemistry. This saves both rig time and operations run-ning cost.”
The additive forms a double emul-sion in brine under shear, where both water-in-oil and oil-in-water emul-sions exist simultaneously. Its unique structure enhances the mass transfer between oil-base mud film and spac-er—so that oil film is removed rapidly, solids are dispersed and metal surfaces are water-wetted effectively.
The newly launched chemical cre-ates a perfect interfacial film between the solvent and aqueous phases. The additive meets all requirements for multi-stage displacement wash train with a single product, also it can be mixed with freshwater, seawater and high-density brines.
Tranter has been equipping 18 large container freighters with plate heat exchangers. The project will be over
by 2012. These vessels are the world’s largest container ships, carrying 14,000 containers (TEU) per shipment. The first in the series of these ships has already been delivered to German shipping com-pany Claus-Peter Offen in Hamburg.
The South Korean shipbuilding group Daewoo, which is the third largest in the world, is currently in the process of put-ting the finishing touches to a number of top-class container ships.
MSC Savona measures no less than 365.5 metres in length and 51.2 metres in width. Savona’s cargo capacity is 7,580 containers that can be accommodated on deck, with space for a further 6,456 (TEU) below deck. This enormous vessel can still manage a speed of 24.1 knots.
Wireless Car Battery Charging: a Reality
Delphi Automotive has signed an agreement with WiTricity Corp., a wireless energy transfer tech-
nology provider, to develop automatic wireless charging products for hybrid and electric vehicles. The collaboration between the two companies will help establish a global infrastructure of safe and convenient charging options for con-sumer and commercial electric vehicles.
“This is groundbreaking technology that could enable automotive manufac-turers to integrate wireless charging directly into the design of their hybrid and electric vehicles,” said Randy Sumner, Director, Global Hybrid Vehicle Development, Delphi Packard Electrical/Electronic Architecture. “Delphi’s exper-tise in global engineering, validation and manufacturing coupled with WiTric-ity’s patented wireless energy transfer technology uniquely positions us to make wireless charging of electric vehicles a reality,” he added.
New additive to Save Cleaning time In Rigs
Therban production in the ultra-modern plant at Lanxess’ Leverkusen site.
™
Managing the complex operating environment of industrial plants is no small task. With mounting energy costs and increased environmental regulations, maintaining throughput, minimizing downtime, and hitting your efficiency targets is more challenging than ever. Schneider Electric™ has the solution: EcoStruxure™ energy management architecture, for maximized operating performance and productivity, with new levels of energy efficiency. Today the industrial plant floor, tomorrow the entire enterprise.
Energy savings for the plant floor and beyond Today, only EcoStruxure architecture can deliver up to 30% energy savings to your industrial plant, and beyond...to the data centres and buildings of your entire enterprise. Saving up to 30% of an industrial plant’s energy is a great beginning, and thanks to EcoStruxure energy management architecture, the savings don’t have to end there.
30%
30%* off your industrial plant’s energy bill is just the beginningImagine what we could do for the rest of your enterprise.
Buildings Intelligent integration of security, power, lighting, electrical distribution, fire safety, HVAC, IT, and telecommunications across the enterprise allows for reduced training, operating, maintenance, and energy costs.
Data centresFrom the rack to the row to the room to the building, energy use and availability of these interconnected environments are closely monitored and adjusted in real time.
Industrial plant Open standard protocols allow for system-wide management of automated processes with minimized downtime, increased throughput, and maximized energy efficiency.
Active Energy Management™architecture from Power Plant to Plug™
www.industry20.com10 november 2010 | industry 2.0 - technology management for decision-makers
Ingersoll Rand is planning to estab-lish a third manufacturing facility in India. The company presently has
two local manufacturing operations in Naroda, Ahmedabad, and Sahibabad near Delhi. The new manufacturing plant will be located in Southern India.
According to the company, India is a key market for Ingersoll Rand. Earlier this year, the company announced an investment of $100 million in India over the next three years.
Michael Lamach, Chairman, Presi-dent and CEO of Ingersoll Rand said, “India is a strategic market for Inger-soll Rand and is fast emerging as a hub for innovation and product localization for emerging economies. With the new manufacturing facility, Ingersoll Rand India will be better positioned
to achieve our growth goals for emerg-ing markets and better able to serve our customers with localized products and services.”
Rolls-Royce Signs agreement With StX engine Company Of Korea
Qimpro Quality award Goes to MBPV
Moser Baer Photo Voltaic (MBPV), a wholly-owned subsidiary of Moser Baer India,
has received the Qimpro quality award—QualTech Prize in the manufacturing category during the recently concluded 22nd Qimpro convention.
The company is a leading player in the solar photovoltaic, and has been making continual improvements in its manufacturing facility located at Greater Noida. The Six-Sigma project that won MBPV this national accolade has signifi-cantly improved the yield of photovoltaic cells. This breakthrough in manufactur-ing process is having a positive impact of over Rs 11.7 crores annually. MBPV is the first organization to operate a fully automated mass production facility for solar-cells in India.
Warehouse Receipts to Be Negotiable
The Warehousing (Development and Regulation) Act, 2007 has come into force, with effect from 25th
October, 2010. The Government has also decided to constitute Warehousing Development and Regulatory Authority (WDRA) under the Act with effect from 26th October.
The Act was enacted by Parliament in September, 2007. Besides mandating the negotiability of warehouse receipt, it prescribes the form and manner of registration of warehouses and issue of Negotiable Warehouse Receipts—includ-ing electronic format, and prescribes establishment of Warehousing Develop-ment and Regulatory Authority (WDRA), a regulatory body under the Act. The Authority shall consist of a Chairperson and not more than two members. The Regulatory Authority will register and accredit warehouses intending to issue negotiable warehouse receipts, and put in place a system of quality certification.
Rolls-Royce, the global power systems company, has signed an agreement with STX Engine
Co. STX Engine, based in Korea, will become a packager of Rolls-Royce industrial gas turbine generating sets in the Asia Pacific region.
The agreement provides an en-hanced route to market for the latest Rolls-Royce industrial gas turbine, the RB211-H63, and the most powerful en-
gine in its range, Trent 60 gas turbine. Commenting on the new agreement,
Charles Athanasia, Rolls-Royce Execu-tive Vice-President of Power Genera-tion - Energy said, “This agreement will enable Rolls-Royce to better serve the growing demand for electrical power generation technology, and will further strengthen our position in important Asian markets. With this agreement, STX will have the capability to market, package and install two of the world’s most efficient industrial gas turbines in a power range from 27 to 64 MW in countries such as Bangladesh, Philip-pines, Taiwan, Vietnam and Korea.”
Dong-Hak Chung, President and CEO of STX Engine said, “We have had a customer -supplier relationship with Rolls-Royce for over ten years, and in that time the resulting sales of marine equipment have been in excess of £1 billion. Our experience, in selling diesel and gas engine-powered electrical pow-er plants to the Asian power generation market, will provide a significant sales channel for Rolls-Royce gas turbines.”
Ingersoll Rand to Set Up a New Plant
Charles Athanasia, Rolls-Royce Executive Vice-President of Power Generation – Energy and Dong-Hak Chung, President and Chief Executive Officer of STX Engine at the signing ceremony in Mount Vernon, USA.
Michael Lamach, Chairman, President and CEO, Ingersoll Rand (L) with Venkatesh Valluri, President, Ingersoll Rand India (R), is announcing the plan of the new greenfield manufacturing facility in India.
��
� �
Make a wise move
sAnswers for industry.
Ministry of power has mandated the minimum energy efficiency rating on limited products. The day is not
far when everybody looks up to Super Energy Efficient Motors to meet their energy savings requirements.
www.industry20.com12 november 2010 | industry 2.0 - technology management for decision-makers
Chemists at Vanderbilt University have created a new class of liquid crystals with unique
electrical properties, which could improve the performance of digital displays used on every-thing from digital watches to flat panel televisions.
“We have created liquid crystals with an unprecedented electric dipole, more than twice that of existing liquid crystals,” says Professor Piotr Kaszynski.
Electric dipoles are created in molecules by the separation of positive and negative charges. The stronger the charges and the greater the distance between
them, the larger the electric dipole they produce.
In liquid crystals, the electric dipole is associated with the threshold voltage: the minimum voltage at which the liquid crystal operates. Higher dipoles allow lower threshold voltages.
In addition, the dipole is a key factor in how fast liquid crystals can switch between bright and dark states. At a given voltage, liquid crystals with higher dipoles switch faster than those with lower dipoles.
“Our liquid crystals have basic properties that make them suitable for practical applica-tions, but they must be tested for
durability, lifetime and similar characteristics before they can be used in commercial products,” says Kaszynski.
The achievement is the result of more than five years of effort. Vanderbilt has applied for a pat-ent on the new class of materials.
Some of the companies that manufacture liquid crystals for commercial applications have ex-pressed interest and are currently evaluating it.
If it passes commercial testing, the new class of liquid crystals will be added to the complex molecular mixtures that are used in liquid crystal displays.
These blends combine different types of liquid crystals and other additives that are used to fine-tune their characteristics, includ-ing viscosity, temperature range, optical properties, electrical properties and chemical stability.
There are dozens of different designs for liquid crystal displays and each requires a slightly differ-ent blend.
What distinguishes the new class of liquid crystals is its ‘zwit-terionic’ structure. Zwitterions are chemical compounds that have a total net electrical charge of zero—but contain positively and negatively charged groups.
The newly developed liquid crystals contain a zwitterion made up of a negatively charged inorganic portion and a positively charged organic portion.
Kaszynski first got the idea of making zwitterionic liquid crys-tals nearly 17 years ago. How-ever, a critical piece of chemistry required to do so was missing. It was not until 2002, when German chemists discovered the chemical procedure that made it possible for the Vanderbilt researchers to succeed in this effort.
The development is obviously a big step forward towards manu-facturing new generation low volt-age crystal-based products.
Like other nematic liquid
crystals, films of the new family of Zwitterionic liquid crystals form beautiful
patterns.
Crystals Under TestFor Commercial ViabilityA new type of liquid crystal bears potential to improve performance of digital displays. The newly developed liquid crystals contain a zwitterion made up of a negatively charged inorganic portion and a positively charged organic portion. The crystals are now undergoing tests for durability, lifetime and other characteristics.
market dynamics
www.industry20.com14 november 2010 | industry 2.0 - technology management for decision-makers
While many consum-ers’ current interac-tion with robots is limited to those
that clean their floors, pools or gutters, ABI Research, in its new market study ‘Personal Robot-ics,’ forecasts that the personal robotics market will grow to more than $19 billion in 2017, driven in large part by sales of telepres-ence and security robots featuring high-quality cameras, micro-phones and processors that allow the robots to serve as interactive substitutes for human beings.
The modern robotics market has existed for nearly 30 years,
but within the last decade, sub-stantial improvements in overall functionality, levels of control, and cost structures have been achieved. While many of the ad-vancements in robotics have been
achieved in military and industrial markets—where higher amounts of spending have allowed the development and commercializa-tion of highly technical, yet costly, robots, many of the lessons learned are quickly trickling down to other market segments, includ-ing health care, business and commercial markets and personal robotic devices.
Larry Fisher, Research Direc-tor of NextGen, ABI Research’s emerging technologies research incubator, notes that, “Robotics vendors are beginning to intro-duce telepresence robots, which allow the user to have a virtual presence in another location, saving business users travel time and expenses. For consumers, telepresence robots can help shut-ins join family events, or allow families to monitor and interact with the elderly or infirm
in a way that a quick telephone call cannot match.”
To date, Fisher notes, the most successful market segments in personal robotics have been the vacuum cleaner market and the
entertainment market. He says, “While a truly ‘killer app’ has yet to emerge in personal robots, se-curity or telepresence and health care-related applications are likely to gain significant traction by the end of the forecast period.”
By the end of the decade, the technology and commercial development of the robotics market will start to resemble the PC market of the late 1980s and early 1990s, with people increas-ingly investing in robots to per-form specific tasks, to enhance their security, to enable them to interact with remote locations virtually, and for entertainment and educational purposes.
Personal Robotics Market To Grow
Many consumers’
current interac-tion with robots
is limited to those that clean their
floors, pools or gutters.
The confluence of technology, capital and economic factors is likely to spur continued rapid development in the robots market, particularly in the personal robotics space.
Pict
ure
Cour
tesy
: ww
w.ph
otos
.comMany of the lessons learned are
quickly trickling down to other market segments, including health care, business and commercial markets and personal robotic devices.
www.industry20.com 15 industry 2.0 - technology management for decision-makers | november 2010
The continued hyper-infla-tion has forced the Indian manufacturing sector to resort to stringent cost
cutting measures, communicates a recent Assocham Eco Pulse (AEP) study, titled “Indian Manu-facturing in the Era of Hyper-In-flation”. According to it, the much higher increase in the prices of manufacturing inputs like pri-mary products, wages and fuel as compared to that of manufactured products have been eroding the price cost margins of firms.
Stimulus measures that were found helping the sector initially to cope up with this problem has lost much of their relevance—ow-ing to their withdrawal to a large extent. Now, with the fears of double dipped recession gradu-ally gaining in the world economy, there are questions on the sus-tainability of remarkable perfor-mance that the manufacturing sector has been performing in the recent past. The ASSOCHAM cau-tions both the policy markers and the industry about the impending serious growth hurdles.
The present scenarioThe year-on-year inflation rates given in the table show that the prices of primary articles that had started picking up in the wake of expected economic recovery in 2009 continued with that trend in the current fiscal as well. Prices of the main inputs of manufactur-ing sector, the primary articles, increased by 19.0 per cent in the first six months of the current fis-cal on year-over-year basis.
Higher prices of primary articles, especially rise in food prices, indirectly also effects the
production by first pushing up the cost of living which, makes labour to ask for wage hikes, and higher wage costs will in turn result in soaring cost of production. As for the fuel inflation, it has also registered 13.1 per cent in the first half of the current fiscal as against a negative growth in the corresponding period of the previ-ous year. Thus, if you consider manufacturing as the process of transforming primary articles into finished products by working on them with the help of labour and machines that work on fuel, all the three major operating costs of manufacturing sector viz., raw material cost, labour
and fuel costs are all increased owing to persistence of higher inflation rates.
On the other hand, ASSO-CHAM points to the fact that the prices of manufactured products increased by 5.5 per cent in the current fiscal on year over year basis as compared to 1.8 per cent in the previous year. Not only that there is a much lower aggregate price rise for manufactured products—but also the prices of manufactured food products have actually registered lower growth in the current fiscal on year-over-year basis. This forms a challenging scenario for the country’s manufacturing sector.
The much higher increase in the prices of manu-facturing inputs like primary products, wages and fuel as com-pared to that of manufactured products have been eroding the price versus cost margins of firms.
Pict
ure
Cour
tesy
: ww
w.ph
otos
.com
The prolonged hyper-inflation regime has so far been exerting maximum pressure on the country’s manufacturing sector. However, this cannot be taken for granted for long time, cautions The Associated Chambers of Commerce and Industry of India (ASSOCHAM).
Manufacturing Sector In The Era Of Hyper-inflation
opinion
opinion
www.industry20.com16 november 2010 | industry 2.0 - technology management for decision-makers
The challenge is in the form of performing in the era of lower price-cost margins.
If we understand the per-formance of the manufacturing sector in the country, most of the manufacturing firms have actually successfully managed to over-come this situation. They resorted to severe cost control exercises for achieving increased operation-al efficiency which, actually help offset higher raw material prices and poor demand conditions in the international markets.
However, in the long run if the cost of production continues to be high and there is no match-ing output price realization, the manufacturing sector will see subdued investment activity—and hence diminished scope for growth in manufacturing output. This augurs bad to the economy as the country will face scarcity of many of its critical requirements.
The way outThe major draw back of the coun-try’s inflation control strategy is that it always considers inflation
as a seasonal and temporary problem. Monsoon failure has always been dubbed as the main
cause of inflation. Besides the domestic climatic conditions, external market conditions have also been seen as another major cause of inflation. The Government has very insig-nificant or no control on these factors. However, actually, a host of medium to long-term factors also play major role in inflation control, which can be controlled by the Government.
One such measure is improving the farm productivity and closing the agriculture infrastructure gap. There is a huge gap between the technology available and used. The gap needs to be reduced. Proper irrigation and storage facilities need to be created by making adequate investment in these infrastructure capacities.
According to ASSOCHAM, presently there exists a huge gap between the price received by the producer and the price paid by the consumer. This gap needs to be filled by creating transport and storage infrastructure to the required extent. The Government needs to regulate the functioning of the agriculture markets.
In this backdrop, the Govern-ment needs to formulate suitable measures that offset the draw-backs faced by the manufactur-ing sector. Also, the inflation control exercise must be prepared keeping the developmental credit needs of this sector. Withdrawal of stimulus measures and the anti-inflationary measures pushing up the cost of credit to prohibitive levels actually contrib-ute to the fall of manufacturing activity in India.
Industry 2.0, India’s only magazine for the decision makers and influencers across the manufacturing and supply chain industries, invites your valuable inputs and opinions.
event report
www.industry20.com18 november 2010 | industry 2.0 - technology management for decision-makers
The Delhi episode of ‘Captains of Logistics’, organized jointly by DIESL and Industry 2.0 focused on evaluating the contempo-
rary trends and issues in Supply Chain Management (SCM). The event deliv-ered an informative roadshow on how an efficient 3PL partner can fetch in significant benefits like—lower logistics costs, enhanced control and visibility,
reduction in fixed logistics assets, better order fill rates, increased customer ser-vice, improved logistics system respon-siveness, shortened average order-cycle lengths and cash-to-cash cycles.
Along with the main speaker Ajay Chopra, CEO, DIESL, other eminent field experts—like Nitesh Prasad, Head of Operations, DIESL (North Zone), Sandeep Sharma, Vice President – SCM
& Commissary, Barista Coffee Company, N. V. Chandramouli, Head of Demand & Supply, DSM Anti-Infectives AMEA, Rohit Sehgal, Vice President, Tata Consultancy Services were present in the dias to share their valuable insights with the SC & Logistics field captains.
Audience consisted of a mix of people from Cement, Polymer, HVAC, Telecom, F&B, Automotive and other industries.
Partnering With an integrated
Service Provider
Voic
es fr
om s
ome
atte
ndee
sevent
“It was an excellent meet with good quality of participants and excellent networking opportunity.”
HarisH sHarma DGM (Corp. ADMn.) nDpL
“The seminar was quite effective. I found a good mix of audience and an excellent arrangement.”
ajay agarwal GM, ALCAteL – LuCent InDIA
“Active participa-tion by all fronts of the industry proves the concept was an emerging one.”
Dalbir s. bisHt HeAD pLAnnInG & LoGIstICs, esCorts
“The seminar presented views on all varied points related to the third party logistics or 3PL.”
PraDeeP K. sen reGIonAL HeAD purCHAse (nortH)CApAro InDIA
“The theme was apt and well thought off. The agenda was as per industry norms.”
raKesH sHarma DGM – suppLy CHAIn, BILt
As companies increase in size and geographic reach, managing supply chain operations and logistics activities pose a big challenge, where judicious use of 3PLs can yield important benefits.
“I now realize that the relationship with a 3PL vendor is actually a strategic partnership.”
r. narayan Ceo, DenAve InDIA pvt. LtD.
�Reduced Abrasive Costs
�Reduced Energy Consumption
�Improved Cutting Edge Quality
�Proven Technology from the Market Leader
�Global Sales and Support Network
KMT GmbH
Karolin Machine Tool Private Limited
l KMT Waterjet Systems
Indian Offices:l lMumbai Phone: +91-22-285-724-94 Fax +91-22-285-724-97
lNew Delhi Phone and Fax: +91-11-255-091-11lwww.kmt-waterjet.com [email protected]
Waterjet CuttingSpeed up Your Productivity
event report
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers20
The Council of Supply Chain Management Professionals (CSCMP) recently held its Annual
Global Conference 2010 in the San Diego Convention Center. More than 3,100 logistics and SC professionals from 41 countries participated in the event.
The conference organized numerous seminars on subjects ranging from transportation, warehousing, outsourcing, tacti-cal and strategic approaches, software and other technology, public-policy issues and more.
At the event, CSCMP gave away its prestigious ‘Distin-guished Service Award’. It is pre-sented to an individual who has
made significant contributions to the art and science of supply chain and logistics manage-ment. This year the award went to Charles L. Taylor, founder and principal of Awake! Consulting.
The Doctoral Dissertation Award was given to Matthias Ehrgott, Assistant Professor of International Business & Sup-ply Management at WHU – Otto Beisheim School of Management, Germany, for his ‘Social and Environmental Sustainability in Supplier Management—A Stake-holder Theory Perspective on Antecedents and Outcomes’.
The general session speaker, Carlos M. Gutierrez, Former Sec-retary of the US Department of Commerce, spoke on ‘Mastering the New Economic Realities’.
An interesting presentation was delivered by Jack Bacon, NASA Scientist, Distinguished Futurist, on the topic: ‘Nonlinear Thinking for the Nonlinear World’. The presentation threw light on the forces that cause revolu-tions in society, including shifts in economics, transportation,
demographics and other social measures. His dynamic presenta-tion examined the state of the global supply chain, and revealed where the next trend may take us.
Other topics discussed were— ‘The Impact of Panama Canal on Global Shipping’ presented by the Professor of MIT and the CEO of the Panama Canal Authority. The topic gained importance because of the expansion of the Canal—scheduled to open in 2014.
Altogether there were 24 edu-cational sessions, 40 tracks and more than 130 topics of discus-sions throughout the conference.
Topics such as—‘The Year 2020: Supply Chain Planning and Execution Systems’, ‘15th Annual Third Party Logistics Study’, ‘2010 Career Patterns Report’, ‘Social Responsibility and Environmental Impact of a Reverse Supply Chain’, ‘Measur-ing the Green Effectiveness of 3PLs’, ‘Identifying and Optimizing for True Cost-to-Serve’ and ‘The ROI of Going Green: What Are the Economic Realities?’ were some of the most interesting ones.
The Indian contingent at
the CSCMP conference
CSCMP’s 2010 Annual ConferenceCSCMP held its Annual Global Conference 2010 in San Diego. The trade show organized alongside saw participation from more than 100 companies and was themed, “Supply Chain of the Future.” This was an interactive display of supply-chains in action, where one could see the technologies, processes and solutions provided by companies in the supply-chain business.
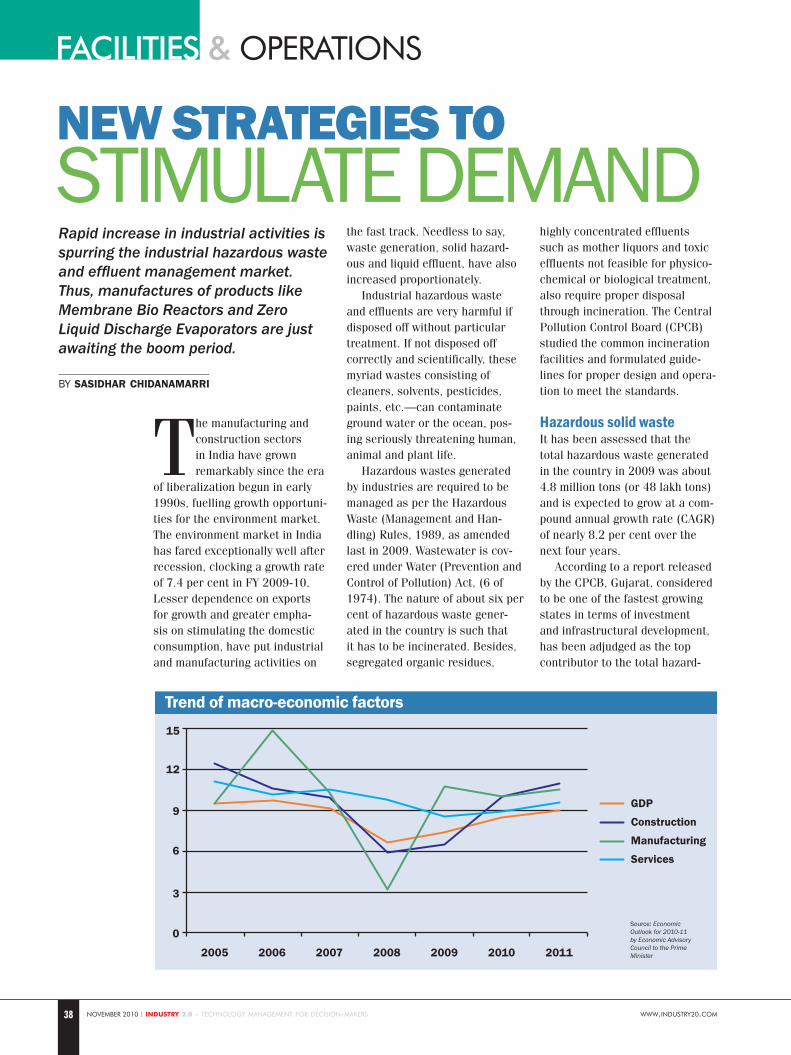
The metal surface finish segment, although an integral part of the metal industry, is now undergoing severe pressure from the environmentalists and common public in the developed countries—to discard use of the harmful chemicals. Although, at present the blow is not so strong for the Indian plant owners, it is high time that they get preapared to be environment-friendly, which will ensure their sustainability in the long run.
by p. k. chatterjee
cover story
TransiTioning TowardssusTainabiliTy
Scientists in the University of Leicester are working on developing eco-friendly ionic liquids’ solvents.
industry 2.0 - technology management for decision-makers | november 2010
With rapid advancement in the field of engineering and technology, the demand for surface finish chemicals and technologies for met-als too is increasing fast. In fact, in the modern engi-
neering and engineered products, perfect metal fin-ishing is sought not only to alter the surface of metal products to enhance corrosion resistance, hardness and reflectivity but also to create visual appeals—which to a great extent influence the product’s mar-keting potential.
As highlighted by the National Association for Surface Finishing (NASF), USA, two major causes boosting the demand for surface finish technolo-gies and materials are—“Natural resources are con-served both because surface coatings preserve prod-ucts, as an irreplaceable weapon in the war against corrosion and because rare and costly materials can be used only on surfaces to impart desired physical properties while a more abundant and less costly material can be used as the base.”
Depending on the actual purpose of the metal product and the surrounding environment where it will be used, different finishes are applied on the metal, which broadly include electropolishing, pas-sivation, metal pickling, chemical cleaning, protec-tive coatings and mechanical polishing.
Growth in demand According to a study by a Cleveland-based industry research firm, The Freedonia Group, demand for met-al finishing chemicals in the US is forecast to grow 2.4 per cent per year to $2.2 billion in 2013. Real growth will accelerate, supported by above-average gains in the large transportation equipment market. In addition, increasingly stringent environmental and worker safety regulations will help increase demand for higher-value and safer alternatives.
The study also predicts, plating chemicals will continue to account for the majority of metal finish-ing chemical demand—56 per cent of the total in 2013. In the same time frame, the transportation equipment market is expected to record the most rapid gains, and the electronics & electri-cal equipment market will remain the second largest major market.
Although the Freedonia study primarily fo-cuses on the US market, as far as the Indian transportation equipment, electronics & electri-cal equipment and industrial machinery markets are concerned—the growth rates are quite im-pressive in all those segments, thus in this era of globalization the study is quite a good poten-
tial (trend) indicator for the Indian metal finishing chemicals market too.
Major challenges aheadMany traditional surface treatment chemicals are not eco-friendly (or being considered to be so), and because of the rising awareness among the public (created mostly by media, widespread education and environment protection activists), and continued pro-test by the environmentalists against their (non eco-friendly chemicals) use and emission level, the metal finishing industry is now undergoing a big transition. Several harmful chemicals and/or technologies are being phased out.
Recently, three EU Member States—Austria, Ger-many and the Netherlands—have put forward pro-posals to identify eleven chemical substances as Substances of Very High Concern (SVHC). The Mem-ber State Committee is awaiting further data through comments from various sources on the identification of the substances as SVHC—before ECHA (The Eu-ropean Chemicals Agency) includes them in the Can-didate List, from which substances are selected for authorisation. There are already 38 substances on the Candidate List.
As environmental regulations are now forcing all manufacturers to relook at... and reengineer their processes to make them environment friendly –metal surface finishing plant owners are also experienc-ing the blow. Michael Rose, Managing Director of Macdermid India, explained, “The shift in Govern-ment regulation particularly in Europe and the USA to eliminate chemicals that are considered toxic, and for health and safety reasons, the plant owners need to make investment in more complex water treat-ment plant to comply with local water board regula-tions, and they need to choose chemistry, i.e., green technology, which is not harmful to the environment or their employees.” Thus, two things are happening simultaneously—environmental and regulatory con-siderations are spurring technological developments and innovations in the field, as a result, several new (emerging) technologies are replacing the old harm-ful ones.
www.industry20.com 23
US Metal Finishing Chemical Demand (million dollars)% Annual growth
www.industry20.com24 november 2010 | industry 2.0 - technology management for decision-makers
cover story
Associations in actionIn the developed nations, trade associations have been playing a major role in protecting and promot-ing knowledge and technology for the next genera-tion of surface finishers. For example, in the USA, National Association for Surface Finishing (NASF) is discharging an exemplary responsibility in this field. The organization is attempting hard to demonstrate that in many cases the toxic emission data source need to be reviewed.
After a recent meeting with the White House Office of Management and Budget on the EPA’s proposed standards for Chromium Finishing rule,
ChAllenGinG AffordAbility
Q: What kind of change is being ob-served among the surface finish plant owners nowadays?A: The biggest driver of change con-tinues to be Government regulation for both environmental, and workers’ health and safety reasons. We are con-stantly forced to reduce or eliminate chemical materials considered toxic. This causes costs to increase, both because of investments required to prevent pollution and protect workers as well as more expensive chemical processes—which replace older but toxic processes.
Q: What are the steps being taken by NASF to ensure environmen-tally friendly operations?A: We keep our members well informed about all actions of our Govern-ment regarding environmental regulations. When a new regulation becomes law—we provide education and support to members for complying with the law. Q: What are the prominent new technologies replacing the harmful old technologies? A: The answer is different for each material. The chemical suppliers in our industry are constantly challenged to find new materials to replace old, banned materials. For example, the recent controversy over PFOS (perfluorooctane sulfonate) fume suppressants, which are very good for preventing the escape of chrome into the air, causes us to look for a substitute but no one currently has one. Q: Are the latest safer technologies affordable?A: Very often they work better, meaning they provide better corrosion protection or better wear resistance, but they always cost more.
Michael siegMund President—nAsF And executive vice President MAcderMid, inc., usA
ioniC liquidsCommercial electro-plating processes based on aqueous technologies are well established but pres-sure is being put on the metal plating industry to reduce, or eliminate, the use of toxic reagents such as cyanide or Cr (VI), in compliance with environmental legis-lation and together
with increasing process efficiency to cut back on energy usage.
These have been the driving forces behind the development of so called ‘green technologies’. The desire to deposit refractory metals such as Ti and W and air/moisture sensitive Al has driven research into non-aqueous electrolytes. These metals are abun-dant and excellent for corrosion resistant coatings; however, the stability of their oxides makes these metals difficult to extract from minerals and apply as surface coatings from aqueous baths. Alloy deposits that are difficult or impossible to produce from aque-ous electrolytes are possible from ionic liquids (ILs).
Ionic liquids have emerged over the last 15 years as alternative electrolytes for electrofinishing pro-cesses. The term ionic liquid has come to mean an ‘ionic material that is liquid below 100°C.’ Ionic liq-uids have significant properties that make them well suited for metal processing electrochemistry: wider potential windows than aqueous systems, high solu-bility of metal salts, high conductivity when compared to other non-aqueous solvents and, perhaps most importantly, unique metal ion coordination chemistry.
Developing IL technology offers the opportunity not only to electrodeposit metals that have until now been impossible to reduce in aqueous solutions (because of limited potential window or reactivity with water), but also to design the redox chemistry of the complex metal ion and thereby control metal nucle-ation and growth characteristics. Consequently, the electrolytic deposition of metals from ILs has been the subject of an intensive, sustained research effort and the subject has recently been reviewed.
It is difficult to comment on cost aspects—because this depends on the particular process and the scale on which it is operated. However, recent economic analysis for the electropolishing liquids suggest they are cost neutral in comparison with the current aque-ous technologies.
dr. Karl rydersenior Lecturer university oF Leicester
www.industry20.com26 november 2010 | industry 2.0 - technology management for decision-makers
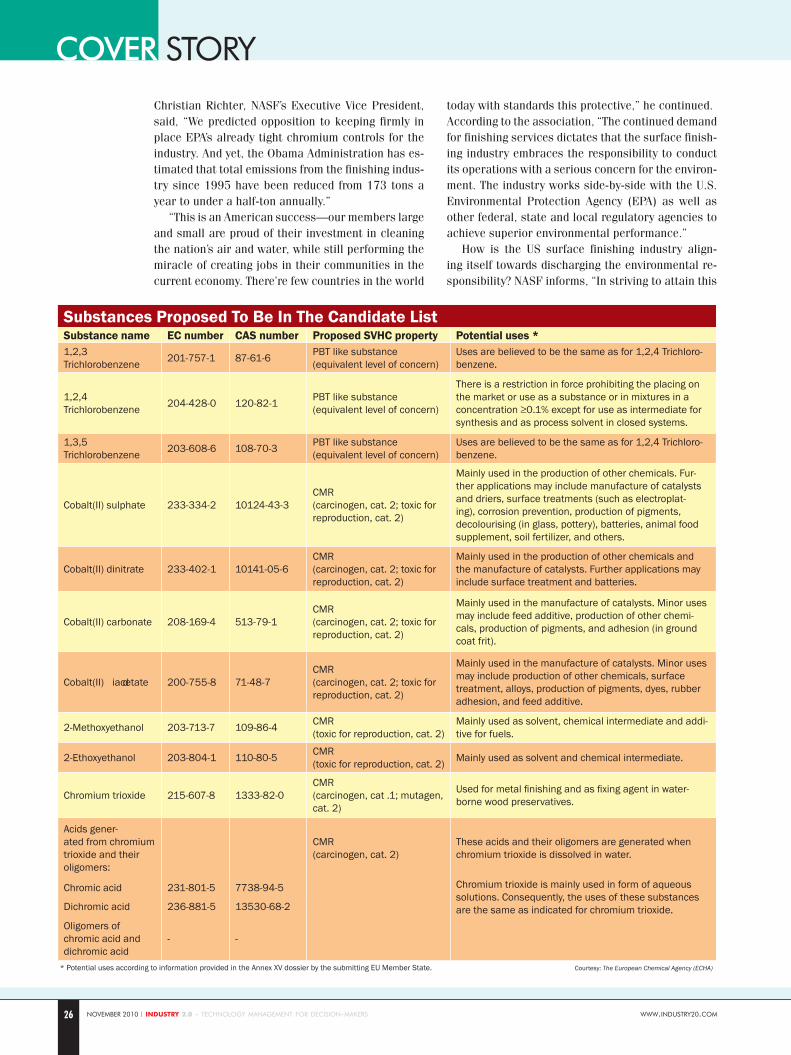
Substances Proposed To Be In The Candidate List Substance name EC number CAS number Proposed SVHC property Potential uses *1,2,3 Trichlorobenzene 201-757-1 87-61-6 PBT like substance
(equivalent level of concern) Uses are believed to be the same as for 1,2,4 Trichloro-benzene.
1,2,4 Trichlorobenzene 204-428-0 120-82-1 PBT like substance
(equivalent level of concern)
There is a restriction in force prohibiting the placing on the market or use as a substance or in mixtures in a concentration ≥0.1% except for use as intermediate for synthesis and as process solvent in closed systems.
1,3,5 Trichlorobenzene 203-608-6 108-70-3 PBT like substance
(equivalent level of concern) Uses are believed to be the same as for 1,2,4 Trichloro-benzene.
Mainly used in the production of other chemicals. Fur-ther applications may include manufacture of catalysts and driers, surface treatments (such as electroplat-ing), corrosion prevention, production of pigments, decolourising (in glass, pottery), batteries, animal food supplement, soil fertilizer, and others.
Mainly used in the manufacture of catalysts. Minor uses may include feed additive, production of other chemi-cals, production of pigments, and adhesion (in ground coat frit).
Mainly used in the manufacture of catalysts. Minor uses may include production of other chemicals, surface treatment, alloys, production of pigments, dyes, rubber adhesion, and feed additive.
2-Methoxyethanol 203-713-7 109-86-4 CMR (toxic for reproduction, cat. 2)
Mainly used as solvent, chemical intermediate and addi-tive for fuels.
2-Ethoxyethanol 203-804-1 110-80-5 CMR (toxic for reproduction, cat. 2) Mainly used as solvent and chemical intermediate.
Used for metal finishing and as fixing agent in water-borne wood preservatives.
Acids gener-ated from chromium trioxide and their oligomers:
CMR (carcinogen, cat. 2)
These acids and their oligomers are generated when chromium trioxide is dissolved in water.
Chromic acid 231-801-5 7738-94-5 Chromium trioxide is mainly used in form of aqueous solutions. Consequently, the uses of these substances are the same as indicated for chromium trioxide. Dichromic acid 236-881-5 13530-68-2
Oligomers of chromic acid and dichromic acid
- -
* Potential uses according to information provided in the Annex XV dossier by the submitting EU Member State. Courtesy: The European Chemical Agency (ECHA)
Christian Richter, NASF’s Executive Vice President, said, “We predicted opposition to keeping firmly in place EPA’s already tight chromium controls for the industry. And yet, the Obama Administration has es-timated that total emissions from the finishing indus-try since 1995 have been reduced from 173 tons a year to under a half-ton annually.”
“This is an American success—our members large and small are proud of their investment in cleaning the nation’s air and water, while still performing the miracle of creating jobs in their communities in the current economy. There’re few countries in the world
today with standards this protective,” he continued. According to the association, “The continued demand for finishing services dictates that the surface finish-ing industry embraces the responsibility to conduct its operations with a serious concern for the environ-ment. The industry works side-by-side with the U.S. Environmental Protection Agency (EPA) as well as other federal, state and local regulatory agencies to achieve superior environmental performance.”
How is the US surface finishing industry align-ing itself towards discharging the environmental re-sponsibility? NASF informs, “In striving to attain this
cover story
www.industry20.com28 november 2010 | industry 2.0 - technology management for decision-makers
cover story
goal, the surface finishing industry, through a voluntary partnership with EPA known as the National Metal Fin-ishing Strategic Goals Program, continues to implement waste minimization and pollution prevention techniques, to use tools such as Environmental Management Systems (EMS) to enhance environmental compliance and to work cooperatively with federal, state and local regulators.”
What is the benefit? According to NASF sources, “As a result of these efforts the surface finishing industry has demonstrated significant success in environmental pro-tection, and has established itself as one of the nation’s industrial leaders in environmental protection.”
In India, so far the laws are not so strongly established, thus in several workshops still the harmful substances and old-technologies are being used. However, the days are nearing when even the VSEs (Very Small Enterprises) will have to abide by the environmental compliance. Advent of new technologyWhen on one side the metal surface finishing industry is struggling to adopt eco-friendly practices and fighting the allegations labelled on them, several attempts are being made to develop completely different, sustainable and eco-friendly technologies. Let us see a development here.
At a laboratory in the University of Leicester, several research works are in progress focusing on development of new ways to replace harmful, carcinogenic, toxic acids and electrolytes—which are currently used in many com-mercial metal finishing and energy storage processes.
The researchers have developed ionic liquids’ sol-vents—which provide a safe, non-toxic, environment-friendly alternative to harmful solutions. These new liquids can act as ‘drop-in’ replacement technology, and perform as well as, or even better than, the existing processes.
Dr. Karl Ryder, who is overseeing the project, said, “One of our aims is to improve the working environment for people within the manufacturing industry by replacing unpleasant acids or caustic processes with ionic liquids. The user experience is very similar for both and no ad-ditional equipment or training is required, but the user benefits from a more pleasant and safer working environ-ment. This represents a very challenging combination of fundamental and applied science.”
ConclusionThe metal finishing and surface treatment industry is passing through a transition phase. Within next few years, the environmental compliance laws are expected to be much stricter. Advent of several improved and/or new technologies will replace the traditional ones. It is high time that metal surface finish plant owners start innovat-ing to retain their commercial viability—as most of the new technologies cost more during their initial days of implementation. Also, consolidation of small units will be very essential in order to keep the operations economic.
Adopt eCo-friendly proCesses
Q: Do you find sufficient aware-ness of eco-friendly metal surface treatment among the Indian plant owners?A: Eco-friendly surface treatment and metal finishing is preferred and appreciated by all the manu-facturers. The awareness is good in general, but users are not aware of specific eco-friendly solutions for their requirements. Q: What kind of shift in paradigm is being noticed in India in select-ing metal finishing chemicals? A: The shift in paradigm is yet to
happen. Even though everybody is interested in eco-friendly solu-tions, the implementation part hardly shows any countable growth percentage. But, I must say that the interest for implementation is slowly setting in. Q: Is this because of awareness or enforced compliance rules?A: Both, but more due to enforced compliance rules.
Q: What is its effect on the cost of manufacturing?A: The right eco-friendly process and solution will decrease the cost of manufacturing. Any industry adopting clean technologies can earn more money in general, and substantial gains through carbon credits.
Q: Are we technology-wise at par with the developed countries?A: We are at par in most of the areas, and better too in some areas due to the availability of knowledge and abundant natural additives. Q: What kind of R&D activities are you taking up to make the metal surface treatment process more eco- friendly?A: We at Pyro Technologies are constantly working towards eliminat-ing hazardous acids, alkalis and solvents by replacing them with eco-friendly solutions. We are focused on environmental remedia-tion process and solution, generating wealth from waste treatment.We are establishing energy efficient, self sustaining and clean tech-nologies for all objects, literally from pin to plane. We help in gener-ating carbon credit, improve quality and safety standards. Also, we empower our clients to retain their competitive edge globally.
Q: What is your suggestion to the Indian metal surface finish business owners for sustainability?A: Adopt eco-friendly processes and solutions to save your busi-ness, your health, environment and the world.
rajeeva deeKshiTcMdPyro ecogreen technoLogies
Three weeks of design… all done in a day?
It’s simple with SOLID EDGE.
Slashing design time is just one of the benefits users of Solid Edge with synchronous technology are already realizing. This ground-breaking solution accelerates design time AND speeds engineering change orders. All while helping your designers better reuse more imported 2D and 3D models. The result? Dramatic leaps in productivity and reductions in time-to-market. Take a closer look at the future of 3D design and see what’s new in Solid Edge ST3 by visiting www.siemens.com/plm/st3 today.
november 2010 | industry 2.0 - technology management for decision-makers
Embedded control system designers are being pushed to provide better performance and more
features, all while meeting tight deadlines and keeping costs down. As these demands grow, tradition-
al design and verification method-ologies are falling short.
In a traditional design flow, de-signers are not able to determine if their controller works until late in the design effort, when hard-ware is available. This approach
was often sufficient for systems developed in years past. Sys-tem behaviour was predictable, and the simplicity of the control scheme minimized opportuni-ties for error. When problems did occur, they could often be solved by tuning the controller during verification.
With today’s multidomain sys-tems, however, this process is no longer sufficient. As system com-plexity grows, the potential for er-rors and suboptimal designs rise. When design problems show up in the verification stage, they require difficult and costly changes.
Leading system designers have recognized these challenges, and are adopting Early Verification with Model-Based Design. This approach allows them to simulate the physical plant with control al-gorithms and logic. Early verifica-tion allows designers to:• Quickly evaluate a variety of control strategies and optimize system behaviour• Catch errors early, before hardware is available• Use simulation to test the full operating envelope• Reuse models for real-time testing
Model-based designFigure 1 illustrates the traditional workflow, in which requirements are provided via paper specifica-
Verifying Control
SyStemSThe growing complexity of control systems makes it difficult to test all the corner cases in a design. For these systems, early verification with model-based design allows engineers to simulate the physical plant alongside the control algorithms and logic.
by brian mckay
Before Committing To Hardware
Figure 1
In the traditional design workflow,
verification occurs at the end of the design process,
when changes are difficult and
expensive.
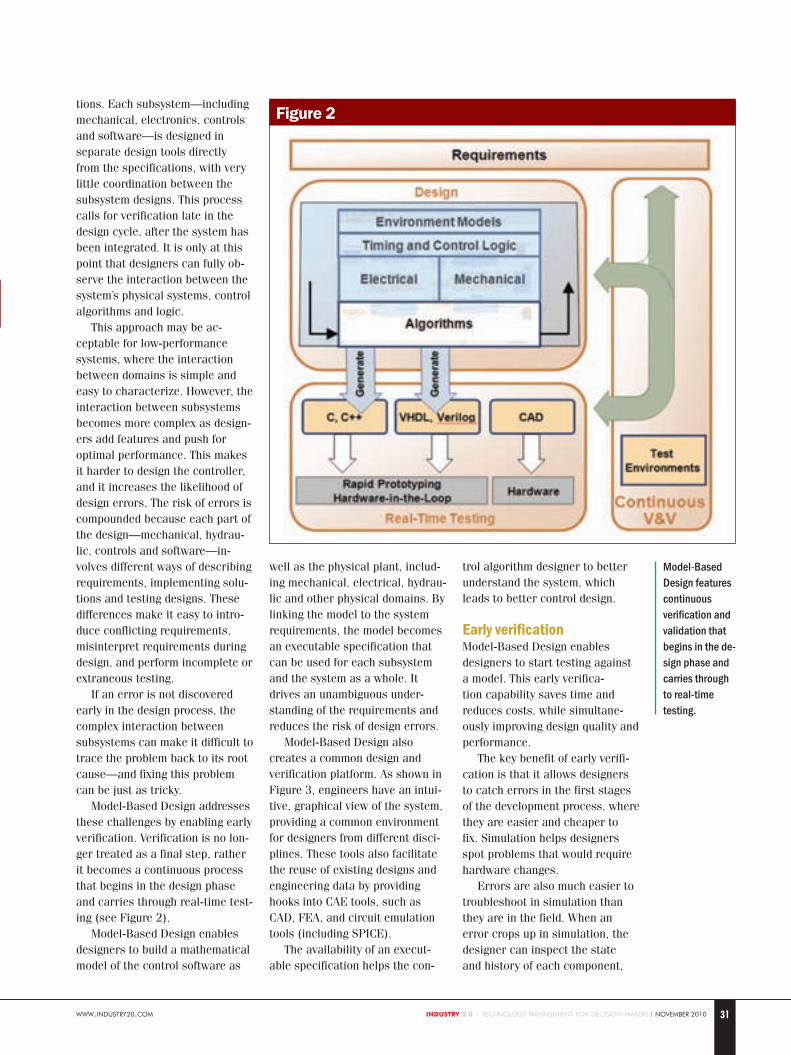
www.industry20.com 31 industry 2.0 - technology management for decision-makers | november 2010
tions. Each subsystem—including mechanical, electronics, controls and software—is designed in separate design tools directly from the specifications, with very little coordination between the subsystem designs. This process calls for verification late in the design cycle, after the system has been integrated. It is only at this point that designers can fully ob-serve the interaction between the system’s physical systems, control algorithms and logic.
This approach may be ac-ceptable for low-performance systems, where the interaction between domains is simple and easy to characterize. However, the interaction between subsystems becomes more complex as design-ers add features and push for optimal performance. This makes it harder to design the controller, and it increases the likelihood of design errors. The risk of errors is compounded because each part of the design—mechanical, hydrau-lic, controls and software—in-volves different ways of describing requirements, implementing solu-tions and testing designs. These differences make it easy to intro-duce conflicting requirements, misinterpret requirements during design, and perform incomplete or extraneous testing.
If an error is not discovered early in the design process, the complex interaction between subsystems can make it difficult to trace the problem back to its root cause—and fixing this problem can be just as tricky.
Model-Based Design addresses these challenges by enabling early verification. Verification is no lon-ger treated as a final step, rather it becomes a continuous process that begins in the design phase and carries through real-time test-ing (see Figure 2).
Model-Based Design enables designers to build a mathematical model of the control software as
well as the physical plant, includ-ing mechanical, electrical, hydrau-lic and other physical domains. By linking the model to the system requirements, the model becomes an executable specification that can be used for each subsystem and the system as a whole. It drives an unambiguous under-standing of the requirements and reduces the risk of design errors.
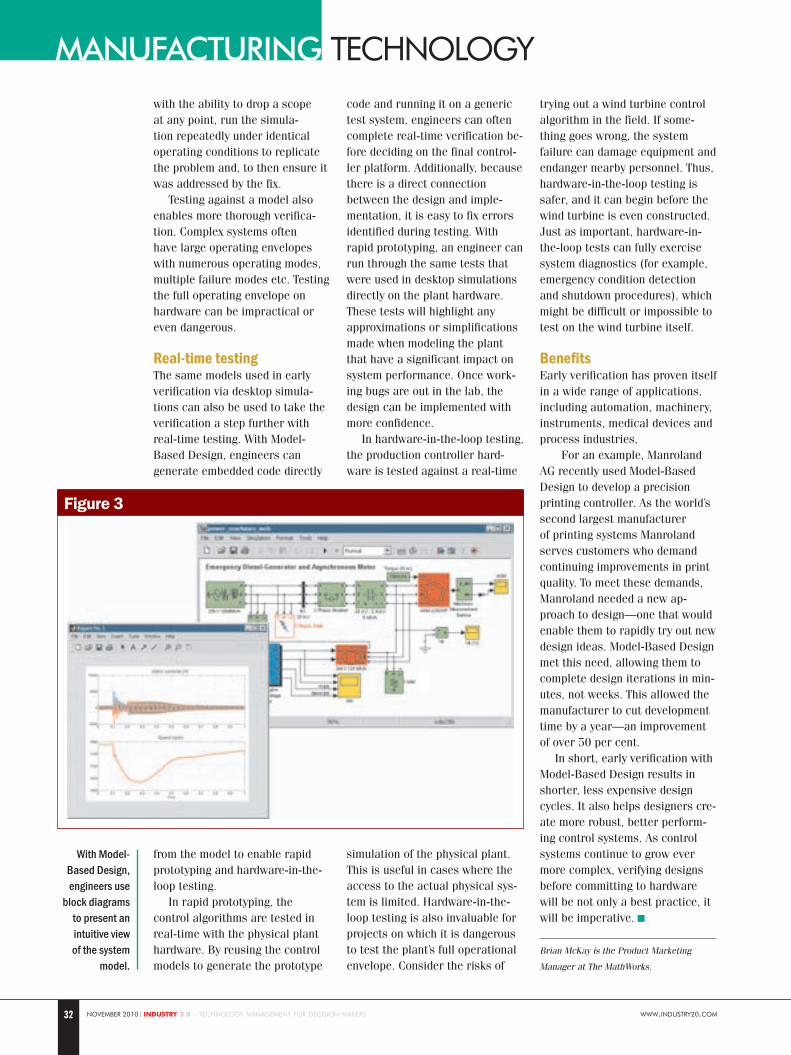
Model-Based Design also creates a common design and verification platform. As shown in Figure 3, engineers have an intui-tive, graphical view of the system, providing a common environment for designers from different disci-plines. These tools also facilitate the reuse of existing designs and engineering data by providing hooks into CAE tools, such as CAD, FEA, and circuit emulation tools (including SPICE).
The availability of an execut-able specification helps the con-
trol algorithm designer to better understand the system, which leads to better control design.
Early verificationModel-Based Design enables designers to start testing against a model. This early verifica-tion capability saves time and reduces costs, while simultane-ously improving design quality and performance.
The key benefit of early verifi-cation is that it allows designers to catch errors in the first stages of the development process, where they are easier and cheaper to fix. Simulation helps designers spot problems that would require hardware changes.
Errors are also much easier to troubleshoot in simulation than they are in the field. When an error crops up in simulation, the designer can inspect the state and history of each component,
Model-Based Design features continuous verification and validation that begins in the de-sign phase and carries through to real-time testing.
Figure 2
www.industry20.com32
manufacturing technology
november 2010 | industry 2.0 - technology management for decision-makers
with the ability to drop a scope at any point, run the simula-tion repeatedly under identical operating conditions to replicate the problem and, to then ensure it was addressed by the fix.
Testing against a model also enables more thorough verifica-tion. Complex systems often have large operating envelopes with numerous operating modes, multiple failure modes etc. Testing the full operating envelope on hardware can be impractical or even dangerous.
Real-time testingThe same models used in early verification via desktop simula-tions can also be used to take the verification a step further with real-time testing. With Model-Based Design, engineers can generate embedded code directly
from the model to enable rapid prototyping and hardware-in-the-loop testing.
In rapid prototyping, the control algorithms are tested in real-time with the physical plant hardware. By reusing the control models to generate the prototype
code and running it on a generic test system, engineers can often complete real-time verification be-fore deciding on the final control-ler platform. Additionally, because there is a direct connection between the design and imple-mentation, it is easy to fix errors identified during testing. With rapid prototyping, an engineer can run through the same tests that were used in desktop simulations directly on the plant hardware. These tests will highlight any approximations or simplifications made when modeling the plant that have a significant impact on system performance. Once work-ing bugs are out in the lab, the design can be implemented with more confidence.
In hardware-in-the-loop testing, the production controller hard-ware is tested against a real-time
simulation of the physical plant. This is useful in cases where the access to the actual physical sys-tem is limited. Hardware-in-the-loop testing is also invaluable for projects on which it is dangerous to test the plant’s full operational envelope. Consider the risks of
trying out a wind turbine control algorithm in the field. If some-thing goes wrong, the system failure can damage equipment and endanger nearby personnel. Thus, hardware-in-the-loop testing is safer, and it can begin before the wind turbine is even constructed. Just as important, hardware-in-the-loop tests can fully exercise system diagnostics (for example, emergency condition detection and shutdown procedures), which might be difficult or impossible to test on the wind turbine itself.
BenefitsEarly verification has proven itself in a wide range of applications, including automation, machinery, instruments, medical devices and process industries.
For an example, Manroland AG recently used Model-Based Design to develop a precision printing controller. As the world’s second largest manufacturer of printing systems Manroland serves customers who demand continuing improvements in print quality. To meet these demands, Manroland needed a new ap-proach to design—one that would enable them to rapidly try out new design ideas. Model-Based Design met this need, allowing them to complete design iterations in min-utes, not weeks. This allowed the manufacturer to cut development time by a year—an improvement of over 50 per cent.
In short, early verification with Model-Based Design results in shorter, less expensive design cycles. It also helps designers cre-ate more robust, better perform-ing control systems. As control systems continue to grow ever more complex, verifying designs before committing to hardware will be not only a best practice, it will be imperative.
Brian McKay is the Product Marketing
Manager at The MathWorks.
Figure 3
With Model-Based Design, engineers use
block diagrams to present an intuitive view of the system
model.
www.industry20.com34
manufacturing technology
november 2010 | industry 2.0 - technology management for decision-makers
A roller screw is a mecha-nism for converting rotary torque into linear motion, in a similar
manner to acme screws or ball screws. But, unlike those devices, roller screws can carry heavy loads for thousands of hours in the most arduous conditions. This makes roller screws the ideal choice for demanding, continu-ous-duty applications.
The difference is in the roller screw’s design for transmitting forces. Multiple threaded heli-cal rollers are assembled in a planetary arrangement around a threaded shaft, which converts a motor’s rotary motion into linear movement of the shaft or nut.
Designers have five basic choices when it comes to achiev-
ing controlled linear motion. Here is a quick overview of what general advantages are associ-ated with each technology.
Roller screw versus hydraulic and pneumatic comparisonsIn applications where high loads are anticipated or faster cycling is desired, roller screw actuators provide an attractive alternative to the hydraulic or pneumatic op-tions. With their vastly simplified controls, electro-mechanical units using roller screws have major advantages. They do not require a complex support system of valves, pumps, filters and sensors. Thus, roller screw actuators take up much less space and deliver extremely long working lives with virtually no maintenance.
Hydraulic fluid leaks are non-existent. Noise levels are reduced significantly. Additionally, the flex-ibility of computer programmed positioning can be very desirable in many applications.
Roller versus ball screw performance comparisons Loads and stiffness: Due to design factors, the number of contact points in a ball screw is limited by the ball size. However, good plan-etary roller screw designs provide many more contact points than possible on comparably sized ball screws. Because this number of contact points is greater, roller screws have higher load carry-ing capacities, plus improved stiffness. In practical terms, this means that typically a good roller screw actuator takes up much less space to meet the designer’s specified load rating.
Usually measured in ‘inches of travel’, the relative travel lives for roller and ball screws are displayed here.
Travel life: As you would expect, with their higher load capacities, roller screws deliver major advan-tages in working life. In a 2,000 average load application applied to a 1.2 inch (approximate) screw diameter with a 0.2 inch (ap-proximate) lead, you can predict that the roller screw will have an expected service life that is 15 times greater.
Speeds: Typical ball screw speeds are limited to 2000 rpm and less, due to the interaction of the balls colliding with each as the race rotates. In contrast, the rollers in a roller screw are fixed in planetary fashion by journals at the ends of the nut, and therefore they do not have this limitation. Hence, roller screws can work at 5000 rpm and higher—producing comparably higher linear travel rates. n
Courtesy: Exlar Corporation
Acme thread
Pict
ure
Cour
tesy
: ww
w.w
oodw
orki
ngon
line.
com
Evaluating The Merits Of Roller Screw TechnologyIn applications involving heavy loads and fast cycles, use of roller screws has several advantages. Often they replace hydraulic and pneumatic systems. They also occupy a small system footprint, provide a long functional life, and need low maintenance.
www.industry20.com36 november 2010 | industry 2.0 - technology management for decision-makers
materials & processes
More than a decade of research and development has resulted in new coating technologies that expand the performance of rolling element bearings far beyond previous limits.
by garry l doll
Coating helps extensively by
improving or repairing the surfaces that
the rollers run against.
A number of years ago, various bearing compa-nies started using coat-ings on rollers for niche
bearing applications. The most widely used coating for bearing rollers was a tungsten carbide containing amorphous hydro-carbon coating commonly called tungsten diamond-like carbon.
In late 2008, the companies started performing extensive ap-plication testing of bearings with this coating, which was commer-cially available from a number of different sources. What we found was that this coating was not durable enough to provide per-formance improvements for many bearing applications. We wanted to understand why this was the case, so we performed an in-depth analysis of the coating and identified a defect that we thought
might be responsible for the lim-ited durability of the coating.
A second study focused specifi-cally on eliminating that defect during the coating deposition process and a new coating with-out this defect was created. When we tested bearings with this new coating and process on the rollers, the bearings performed far better than any bearings that had ever tested. As an example, we are seeing a 3.5 to four times improvement in the fatigue life of premium roller bearings.
The functionality of the coating in wear-resistant bearings may establish a new paradigm for our understanding of tribological coat-ings. That is, coatings are typi-cally thought of as a ‘defensive’ measure. However, we have also observed that this new coating works off extensively by improv-ing or repairing the surfaces that it runs against. This results in a large boost in low lambda fatigue life, lower rolling torque or friction and debris tolerance attributes.
While this research was underway, we became aware of widespread bearing problems in wind turbines, specifically with main shaft spherical roller bear-ings and spherical and cylindrical roller bearings in the gearboxes. Although, these bearings were
supposed to last 30 years, wind farm operators were telling us that if you get five years out of them, you are doing well.
Unanticipated wear modes appear to be responsible for the limited lives of many main shaft and gearbox bearings. These wear modes are low cycle micro pitting, smearing and inclusion-generated brittle flaking. When we looked at the root causes of wind turbine bearing failures, all of them were related in some way to high-shear forces created by the roller/race-way sliding.
What we were able to deter-mine is that by reducing these shear forces, these wear modes could be inhibited or eliminated. In response, a new product line called wear resistant bear-ings—featuring this new coating that specifically addresses the life-limiting issues faced by wind turbines was launched.
Potential applicationsThe durability of the coating and its ability to provide protection during periods of interrupted lubrication has enabled the devel-opment of a new, high-efficiency turbine engine for commercial jets. This coating technology also holds potential for use on indus-trial systems.
ImprovIngBearing Life
www.industry20.com 37 industry 2.0 - technology management for decision-makers | november 2010
For example, if this coating were applied to gears, it should be possible to eliminate extreme pressure (EP) additives from the lubricants. Doing that could enable the use of low torque polymer-type cages in gearbox bearings, increase the life of elastomer seals, and provide cost savings by using less expensive and greener lubricants.
Tackling the issue of bearing wearSince roller bearings seldom operate in fully lubricated environments, they do not often experience the number of cycles for which they were designed. In low lambda situations (the ratio between the lubricant film thick-ness and the composite surface roughness), asperities on the rollers and raceways come into contact and bearing life is there-fore reduced.
The coating on the rollers of wear-resistant bearings polishes the ring raceways and reduces or eliminates the asperity inter-action. This polishing usually continues until the contacts are fully separated by the lubricant film and the bearing is no longer operating in a low lambda situa-tion. Interruption of the supply of lubricant to bearings can result in adhesive wear between the rollers and contacting surfaces on rings.
Depending upon the loads and speeds, the adhesive wear rates increase until scuffing, scoring or galling occurs. The roller coating will not participate in adhesive wear with steel, but if the loads and speeds in the contacting areas are large enough and the lubricant interruption is long enough, the coating on the roll-ers can wear. Once the coating is worn away adhesive wear can ensue. However, while the coating is wearing, it allows the bearing to remain operational.
Debris particles that pass
through worn seals not removed after manufacture, or generated by wear of other components like gears, can damage bearing surfac-es if the particles are larger than the thickness of the lubricant film. Depending on the hardness and brittleness of the particle, they can generate dents on the race-way and/or roller surface. During the denting process, displaced material creates shoulders around debris craters. When these shoul-ders come into the contact zone of a bearing, very high subsurface stresses are generated and fatigue cracks can initiate at relatively low stress cycles.
Because the roller coating is twice as hard as the steel race-ways, it removes these shoulders through the same kind of polish-ing action described above. As a result, the stress risers that can cause early fatigue crack initia-tion are removed, allowing the bearing to operate much longer than it would otherwise. When the lubricant film is insufficient to keep loaded steel surfaces in relative motion from coming into contact, adhesive and abrasive wear occurs. If high loads are applied to skidding rollers, the frictional heating from the inter-action of contacting asperities can increase the temperature in the contact zone to the point the steel melts. This melting and sub-sequent re-solidification process weakens the steel and creates a smeared appearance when it oc-curs on bearing raceways.
Shear stresses from moderate loads applied to skidding rollers can create bearing damage known as low-cycle micro pitting. On the other hand, very high transient loads applied to skidding roll-ers can also generate high shear stresses on non-metallic inclu-sions, creating cracks that propa-gate and remove thin pieces of the raceway. This type of damage is known as brittle flaking.
The coating on the wear-resistant bearing rollers provides a barrier against the ability of raceway asperities to bond to the roller, and reduces the shear stresses from skidding rollers that contribute to these bearing damage modes. Wear resistant bearings have very smooth race-ways because the coatings on the rollers dynamically polish them. This polishing goes beyond tra-ditional finishing processes and allows these bearings to operate at higher lambda ratios with the same amount of lubrication.
Wear resistant bearings can achieve small lambda denomi-nators. In some applications, more lubrication can be used to increase the numerator butit can create other losses associated with the viscosity of the fluid. The bearings can operate with low viscosity fluids and achieve rolling friction reductions that we conservatively estimate at 5 to 15 per cent, which is quite large for some applications.
Gary L Doll is Chief Technologist, The
Timken Company.
Bearing problems in wind turbines are specifically associated with main shaft spherical roller bearings and cylindrical roller bearings in the gearboxes.
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers38
facilities & operations
The manufacturing and construction sectors in India have grown remarkably since the era
of liberalization begun in early 1990s, fuelling growth opportuni-ties for the environment market. The environment market in India has fared exceptionally well after recession, clocking a growth rate of 7.4 per cent in FY 2009-10. Lesser dependence on exports for growth and greater empha-sis on stimulating the domestic consumption, have put industrial and manufacturing activities on
the fast track. Needless to say, waste generation, solid hazard-ous and liquid effluent, have also increased proportionately.
Industrial hazardous waste and effluents are very harmful if disposed off without particular treatment. If not disposed off correctly and scientifically, these myriad wastes consisting of cleaners, solvents, pesticides, paints, etc.—can contaminate ground water or the ocean, pos-ing seriously threatening human, animal and plant life.
Hazardous wastes generated by industries are required to be managed as per the Hazardous Waste (Management and Han-dling) Rules, 1989, as amended last in 2009. Wastewater is cov-ered under Water (Prevention and Control of Pollution) Act, (6 of 1974). The nature of about six per cent of hazardous waste gener-ated in the country is such that it has to be incinerated. Besides, segregated organic residues,
highly concentrated effluents such as mother liquors and toxic effluents not feasible for physico-chemical or biological treatment, also require proper disposal through incineration. The Central Pollution Control Board (CPCB) studied the common incineration facilities and formulated guide-lines for proper design and opera-tion to meet the standards.
Hazardous solid waste It has been assessed that the total hazardous waste generated in the country in 2009 was about 4.8 million tons (or 48 lakh tons) and is expected to grow at a com-pound annual growth rate (CAGR) of nearly 8.2 per cent over the next four years.
According to a report released by the CPCB, Gujarat, considered to be one of the fastest growing states in terms of investment and infrastructural development, has been adjudged as the top contributor to the total hazard-
Rapid increase in industrial activities is spurring the industrial hazardous waste and effluent management market. Thus, manufactures of products like Membrane Bio Reactors and Zero Liquid Discharge Evaporators are just awaiting the boom period.
by sasidhar chidanamarri
New StrategieS to Stimulate DemanD
Source: Economic Outlook for 2010-11 by Economic Advisory Council to the Prime Minister
Trend of macro-economic factors
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers40
facilities & operations
ous solid waste generated in the country. States such as Andhra
Pradesh, Gujarat, Maharash-tra and Tamil Nadu are relatively more industrialized than others and are encountering problems of toxic waste disposal. These
states have received massive investments in the chemical and pharmaceutical sectors, which are a few of the fastest growing industrial segments in India.
The installed capacities of these 27 TSDFs is around 1.5
million tons (or 15 lakh tons), of which only 0.85 million tons (or 8.5 lakh tons) is being managed. This shows that the available potential is significant. Low pen-etration rates exist due to several issues such as lack of funds, lack of awareness, weak enforcement, and no stringent penalties on illegal dumping that are plaguing this nascent market.
Industrial wastewater Indian industries consumed about 50-60 billion cubic metres of water in 2009, out of which thermal power plants consumed 77 per cent of total industrial consumption. Developed nations are diverting more water towards industrial usage, while, develop-ing nations such as India are utilizing more water for agricul-tural productivity. However, lately, the emphasis has been shifting towards industrial growth, which would unfold opportunities for water and wastewater treatment solutions. The industrial segment generated about 17,280 million litres per day (MLD)in 2009.
Wastewater generation is expected to grow at a CAGR of 8 per cent over the next 5 years. Only about 60 per cent of the industrial wastewater generated is treated, signifying the oppor-tunity and potential available in this segment. Today’s strict discharge requirements demand cost-effective, energy-efficient, and reliable wastewater treat-ment solutions. CAPEX plans of many industries are back on track with recession bottoming out; hence, the market for water and wastewater equipment is bound to see robust demand, especially from sectors—such as power, pharmaceuticals, chemicals, food and beverages, and refineries.
The industrial wastewater treatment equipment market was worth INR 22,970 million in 2009, and is expected to grow at a
in 2009, the Hazardous Waste management (HWm) services market was estimated to be inR 2,025 million. this market repre-sents industrial hazardous waste managed by the authorized com-mon Hazardous Waste treatment, Storage, and Disposal Facility (tSDF) in india.
the market is in the early growth stage and is expected to grow at a CaGR of 18.1 percent from 2009 to 2013, to reach inR 3,976.2 million by 2013.
Currently, there are 27 tSDFs in operation, of which nine are in Gujarat, four in maharashtra, two in andhra Pradesh, and there is at least one in all other major states.
Existing waste treatment, storage, and disposal facilities (TSDFs) in India
Source: Frost & Sullivan
Hazardous waste generated nationwide
Others include states such as Orissa, Bihar, Kerala , and north eastern states. Source: CPCB
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers42
facilities & operations
CAGR of 14.3 per cent from 2009 to 2013.
Challenges There are many challenges in this market, which range from societal perceptions to policy gaps. These challenges have not allowed the market to grow at a pace that is desired to achieve the twin objectives of growth and environment sustainability. Local residential associations and NGOs with not-in-my-backyard (NIMBY) syndrome have put up strong resistance against the construc-tion of landfills or incineration facilities. This has led to delays in setting up TSDFs. Besides, land acquisition in India has always been mired in controversies, as the process suffers from the lack
of transparency. The process of authorizing industries to avail TSDF services by State Pollution Control Board (SPCB) is slow.
The effectiveness of the policies has also been marred by weak implementation and enforcement, and inadequate resources such as less staff in SPCBs. Heavy penalties are not imposed on industries that are dumping waste and contaminating land and water bodies. Hence, the TSDF capacities are under-uti-lized and the environment bears the brunt.
The amendment rules pub-licized by the Ministry of Envi-ronment and Forests (MoEF) in the years 2000 and 2002, dealing with hazardous Waste Management, fail to provide any
incentive for waste reduction or minimization efforts. Industries are, therefore, reluctant to adopt such measures. In the absence of standards to clean up contami-nated sites and limits for disposal of waste on land, industries not diverting the waste to TSDFs are not legally bound to clean the site unless ordered by judicial inter-vention to do so.
On the other hand, to man-age the liquid effluent, the recent document on National Water Mission proposes incentives for wastewater recycling and reuse. In case of SMEs, there is a grow-ing support for Common Effluent Treatment Plants (CETPs) as these industries cannot afford to have their own treatment plants. The funds for setting up the CETPs are equally divided between local Governments and industries. Problems surrounding the disposal of industrial hazard-ous waste by SMEs are another area of utmost concern, as they are still struggling to comply with the disposal norms.
Way forward The industrial hazardous and ef-fluent waste management market offers sustainable and viable op-portunities in the long-term. The rapid pace of industrial growth has resulted in the generation of huge quantities of waste. Hierar-chy of options in hazardous waste
Volume of industrial effluent generated versus treated in MLD
Current penetration rate of hazardous solid waste management services
Source: Frost & Sullivan
Source: Frost & Sullivan
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers44
facilities & operationsmanagement, in sequence, are to switchover to cleaner technolo-gies and cleaner production op-tions. However, this principle can-not totally avoid the generation of waste and long-term solutions must be developed. Exploring the potential for re-using, recycling and recovering should prevail; this broadens the scope for the introduction of newer TSDFs and effluent treatment plants with advanced technologies.
The Government should lead the way and take steps to ensure that waste-generating industries follow the basic parameters of clean production. A Clean Produc-tion Centre should be set up to assist and guide Indian industries on an environmentally-sustainable path in the near and foresee-able future. It must also address the core concern: institutional capacity constraints. Trained staff able to carry out audits and environmental surveillance must
be constituted. It is also prudent for the Government to constitute a super-fund to help SMEs in the sanitization of contaminated sites, as their contribution to our GDP increases steadily. Cen-tralized treatment plants offer industry, especially the SMEs, the advantage of economies of scale by collecting wastes throughout a region. These should be in full development, and should be sup-ported by both the Government and the private sector.
New industries will be subjected to stringent public disclosure rules regarding emis-sions, processes, raw materials, hazard potential, and mitigation scenarios. Such industries must prove that the processes used are the most energy-efficient and environmentally-safe technologies when submitting their proposals for seeking consent to establish. It will be mandatory for new industries to devise a toxic input
use reduction and overall waste reduction plan.
The market for wastewater recycling and reuse equipment such as Membrane Bio Reactors (MBRs) and Zero Liquid Dis-charge Evaporators is bound to see an uptrend. This is unlike the situation in the past where the wastewater was treated to the level of pollution control board norms, making the water suitable only for disposal. The increasing burden of liability on the waste generators due to stringent regu-lations and growing importance of green manufacturing is anticipat-ed to push the industry to rethink its waste disposal strategy. In the upcoming years, a transforma-tional shift can be seen in Indian industries in the management of solid and liquid waste.
To get daily updates on the developments in Indian Manufacturing Industry, please subscribe to the free newsletter from Industry 2.0, just by putting your e-mail ID in the box provided on the website, or e-mail to [email protected]
Industry 2.0, builds platforms between service users and service providers across the manufacturing and supply chain space. We invite brand and business related queries.
OVERVIEWThe Backup Power Industry in India has come out of its shackles andis finally being acknowledged as a growth Industry. The cripplingpower shortages, has led the Backup Power Industry to be at timesreferred to as “more than just a backup”. Increased awareness andfocus on Green, Non-Polluting, Energy Efficient and economies ofscale are among the recent trends that will shape the Backup PowerIndustry in the years to come.
EVENT DETAILSKeeping in perspective the burgeoning demand for Power and thechanging face of the Backup Power Industry, Frost & Sullivan’s Energy& Power Systems Practice is organizing an Executive MindXchange,“The Indian Backup Power Sector – Growing Significance” on 24thNovember 2010 The Leela Kempinski, Gurgaon, India. The finale ofthe evening will be Frost & Sullivan's Indian Backup Power IndustryExcellence Awards Banquet being held for the very first time.
WHO WILL ATTENDThis Executive MindXchange shall bring together Genset, PowerInverter, UPS Suppliers, Battery Manufacturers, several leadingcomponents suppliers, System Integrators / EPC / ElectricalContractors, Technical Consultants, PE Firms and End-Users in India,for a specific and definite purpose of brainstorming on the
opportunities, market trends, technology developments, andstrategies for exploring and penetrating new industry sectors giventhe growing demand for Backup Power in India.
KEY BENEFITS■ This knowledge sharing platform by Frost & Sullivan provides the
opportunities to discuss the latest developments and trends inthe Backup Power space in India.
■ A platform that provides insights and specific tools for actionablestrategies for the challenges faced by the Backup Power Suppliers,System Integrators / EPC / Electrical Contractors, TechnicalConsultants as well as end users across industries.
■ Interactive exchanges with Frost & Sullivan’s consultantcommunity & industry experts driving change within theirrespective organizations.
■ Ideate and evaluate the requirements from different end userssegment and evolve roadmap for the technological andcommercial developments in Backup Power deployment.
■ By mutual evaluation and collective efforts, arrive at the bestsuitable future strategies for growth of the Indian Backup Powerindustry.
SPEAKERS AT THE EVENTMr. Sairam Prasad, Chief Technology Officer, Bharti Infratel LimitedIncreasing : Role of Backup Power: An end-user Perspective
ASSOCIATE PARTNER:
MEDIA PARTNERS:
To attend this Executive MindXchange, download Registration Form and Brochure from http://www.frost.com/indianbackuppower
Arun Stanley, Business Development Manager, Energy & Power Systems Practice, Frost & Sullivan, 101, Prestige Loka, 7/1 Brunton Road, Bangalore – 560025.
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers46
Firms that experience
supply chain disruptions face
on an average of 6.92 per cent
drop in sales growth, as well as increase of
about 10.67 per cent in cost,
and 13.88 per cent growth in
inventories.
The strategic role of ‘pro-curement’ as a leader or a support function extends to diverse areas like—de-
veloping business in new countries to meeting regulatory require-ments. After witnessing scenes of rising costs and profits spiraling downwards in the past 18 months, ‘procurement’ now needs to go be-yond being a catalyst for cost sav-ings in supply chain performance. Instead, it now needs to undergo a complete transformation, and become a driver in every strategic business initiative.
Connect the isolated dots to achieve the complete picture‘Procurement’ professionals real-ize this, and many organizations have already put processes in place to actualize this transition. Automation has always stood at
the forefront of any ‘procurement’ transformation project, but wheth-er the technological capabilities available have been harnessed to their optimum potential to achieve tangible benefits is a question best left unanswered.
Discrete automated solutions implemented in isolation more often than not don’t achieve anything but a marginal increase in operational efficiency. The Holy Grail for any ‘procurement’ trans-formation project is an integrated system—whereby automated solu-tions in the entire procurement cycle from market analysis of sup-pliers to the final purchase order creation are brought together in a seamless work flow to achieve organizational strategic goals.
Let us now see the key areas that need to be addressed for a successful transformation project,
and how the gaps in current pro-cesses can be plugged by the right technology solutions—coupled with the right processes. The aim here is to elaborate how the right automation systems serve to not only enable, but accelerate ‘pro-curement’ transformation.
Right procurement automation means right procurement transformationTransforming ‘procurement’ into a more strategic role has been an aim of the organizations since the last decade. Industry experts as well as ‘procurement’ profes-sionals unequivocally accept that the necessary transformation of ‘procurement’ processes can be achieved only—if there is a shift to automated systems. Operation-al activities have to be completely transferred to automated systems
Pict
ure
Cour
tesy
: ww
w.ph
otos
.com
Enabling SeamleSS TranSformaTion
Of late the ‘procurement’ function has been recognized as one of the major potential areas of cost saving in any organization. However, to yield tangible results—the process has to evolve beyond its functional attribute, and align itself with the strategic business goals of the organization.
by james thomas
www.industry20.com industry 2.0 - technology management for decision-makers | november 2010 47
to enable ‘procurement’ to focus on strategy driven activities. Ensuring automation of processes like sourcing of commodities from the right suppliers, ensuring com-pliance to contracts, managing suppliers and enhancing visibility into organizational spend form the backbone of any transformation initiative, which hopes to be more than window dressing. But, there is also a need to stress on the fact that these solutions become more user-friendly, and easy to use to ensure maximum value.
The following four strategies, if implemented effectively, will help ensuring the transformation of ‘procurement’ into a more strate-gic function driving value. l Ensure seamless integration between your spend management systems to get maximized savings.l Integrate and automate the en-tire supplier management process from supplier discovery to sup-plier performance management.l Entail central level manage-ment support and utilize auto-mation to ensure alignment of ‘procurement’ goals and organiza-tional goals.
l Ensure easy to use solutions and easy to adhere processes to get employee buy-in and guaran-tee transformation.
Ensuring seamless integrationIntegrated automation- a huge step towards transformation The act of setting goals for ‘pro-curement’ transformation can be achieved in its true sense—only if the entire ‘procurement’ automa-tion infrastructure is seamlessly integrated. Spend management integration is the first step to enabling system that results in not only achieving savings from current processes—but ensuring that the resultant savings are sus-tained for the future. An integrat-ed spend management system will lead to benefits of identifying more savings opportunities, executing on these savings to realize all potential opportunities as well as complying to processes that will ensure further savings.
Fully integrated spend manage-ment would ideally kick of with a spend analysis system, which identifies savings opportuni-
ties by classifying spend data at a granular level. The classified data enhances visibility into your spend—helping identification of potential opportunities within the current sourcing processes that can be leveraged to get savings.
Now that you have identified savings opportunities, it is time to execute. Enter—a complete e-sourcing application that goes beyond the creation and conduct-ing of eRFXs and reverse auctions. The eSourcing tool should be able to support supplier interaction with suppliers, and the monitoring of sourcing projects. The level of intelligence provided on catego-ries, suppliers and markets can be a differentiator for a complete e-Sourcing tool. Integrated with the spend analysis system the eSourcing tool can execute on the opportunities identified—as well as result in bringing more spend under management. On the other hand, the Spend Analysis solution delivers a constant pipeline of opportunities for the eSourcing to execute on.
So, the pipeline is generated, the opportunities have been
Role of procurement in strategic business initiatives
managing supply availability:leading role
Some role
82%
17%
18%
52%
35%
43%
44%
33%
37%
29%
39%
20%
61%
20%
57%
20%
49%
81%leading role
Some role
leading role
Some role
leading role
Some role
leading role
Some role
leading role
Some role
leading role
Some role
leading role
Some role
leading role
Some role
managing supply costs:
Combat price depreciation:
maintaining product service innovation:
managing energy costs:
Combat foreign competition:
meet regulatory requirements:
expanding into new markets:
Predicting costumer demand:
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
supply chain & logistics
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers48
identified and the best processes to act on these opportunities have been incorporated. How do you ensure that there is compli-ance to these processes? Enter a robust contract management system, which is integrated with your Spend Analysis tool, that can help you easily backtrack contract to spend and help identifying the cases of maverick spend and non-compliance. This also helps track down opportunities where slight re-negotiation in contract terms can help generate a high percentage of savings. Thus, an integrated spend management system can create a continuous cycle of savings. The automa-
tion of these processes will help identify, realize and negotiate on savings. Couple of these with automation of supplier manage-ment and supplier discovery—and your entire process undergo a long term transformation creating more efficiency and fast savings.
Integrate and automate the entire supplier management process Supplier management automation is an essential cog to ‘procure-ment’ transformation. Disruptions in the supply chain have increased to unprecedented levels in the past year.
Nearly 99 per cent, of the companies surveyed in a recent Aberdeen survey of nearly 140 companies had suffered a supply chain disruption in the past year, with 58 per cent suffering finan-cial losses as a result.
Firms that experience sup-ply chain disruptions face on an average of 6.92 per cent drop in sales growth, as well as increase of about 10.67 per cent in cost, and 13.88 per cent growth in inventories.
Several organizations have re-alized this, and have put in place supplier management and moni-toring initiatives ranging from ra-tionalization of the supplier base to risk management software. The aim has always been to create a disruption free supply chain. Al-though, this is a step in the right direction what can make this a truly transformational initiative is a completely automated supplier base development system.
The entire supplier cycle can only be made effective through proper automation. Begin with identification of the right sup-plier through supplier portals or supplier networks, measure and analyze supplier risk through a risk management solution, and finally define and manage supplier performance through a supplier performance management system. The right systems integrated seamlessly can ensure the trans-formation of supplier management into a comprehensive supplier development system.
The management of suppli-ers, if it wishes to be an effective process set to achieve strategic ‘procurement’ goals should start at the first stage of a supplier relationship—i.e., during the discovery of relevant suppliers for your needs. Very often, almost like a reflex action – sourcing and ‘procurement’ professionals resort to using the standard means of discovering suppliers like online/print directories. Of course the meaning of finding low cost sourc-es of supply is now unanimously understood as sourcing from low cost countries.
Identify the right suppliers, the right way: An automated supplier
discovery process through the use of supplier networks and portals can help the ‘procurement’ organization widen its horizon of available suppliers. At times, these portals not only give you more options, many of these avail-able suppliers are within your own region enabling a lower TCO to source compared to sourcing from a low cost country. Also, these online networks contain customer testimonials and references pro-viding relevant information.
Go beyond numbers to analyze risk: Now that you have identi-fied a pool of suppliers that you want to source from, you need to do a complete due diligence to analyze supplier risk. Current risk management and analysis restricts itself to analyzing sup-plier financial health and tak-ing a retrospective look at past performance while assigning risk profiles. A more proactive ap-proach can be explored. This may include broadening the horizon of risk profiles by incorporating fac-tors, like industry position of the supplier with respect to competi-tion, customer testimonials and references, analysis of the sup-plier in its business environment – performance in terms of employee satisfaction, management stability and reshuffles, growth of scope and portfolio etc.
Supplier performance (move be-yond management to improvement): A supplier performance manage-ment tool is almost looked at as the holy grail of supplier manage-ment. The need now is to establish systems and processes that go beyond supplier rationalization and scorecards. Establishing ven-dor portals that allow suppliers to register and provide essential information, a uniform metric for supplier performance manage-ment across all business units as well as a transparent system for reviewing and providing feedback on supplier performance—are the
a supplier performance management tool is almost looked
at as the holy grail of supplier management.
Media Partners:
Frost & Sullivan welcomes you to be an integral part of this interesting business paradigm dedicated to the Manufacturing fraternity!!
To know more about the conference, please contact:
• Total Employee Involvement (Competence to Change)
• Operational Flexibility
• Visual Management
• Innovation
• Excellence through software integration
Who should attend?
• CMDs/MDs
• CXOs
• Presidents/Vice Presidents
• Executive Directors/Senior Directors
• Facility Heads
• Senior Level Managers
• Head of Operations & Quality
• Head of Supply chain
• Head of Human Resources
• Change Agents (Head of ImprovementInitiatives)
• Plant Managers
• IT Managers
• Manufacturing Engineers
• Industrial Engineers
Across Industry Segments• Automotive• Auto Ancillaries• Engineering• Metals• Chemicals & Process Industries Etc.• Foods• Cement• Paper• Electronics• IT Hardware
Event Highlights
• 12-14 Identified Best Practice presentations from the manufacturing industry spread over two days
• 4-6 presentations by industry stalwarts on new trends and future challenges for the manufacturing industry
• Panel discussions on topics of utmost interest to the manufacturing fraternity. The topics discussed will cover a wide range of areas thatcontinue to pose a challenge and constrain in achieving higher degrees of manufacturing excellence
• Opportunity to interact directly with experts and speakers at the end of each presentation
• Forum to discuss the constraints and ways to overcome while deploying these best practices in their organization
• Participants will have an excellent opportunity to learn about proven practices and hear industry experts speak on what factors contributetowards the successful deployment of these practices
• Ideal platform for networking with the best minds in the manufacturing industry
• Attendees of Manufacturing Summit will be extended an invite to The Economic Times India Manufacturing Excellence Awards 2010 inpartnership with Frost & Sullivan scheduled on 3rd December, 2010 in Mumbai
Frost & Sullivan’s “Manufacturing Summit 2010” will be held on 2nd and 3rd December 2010 at The Orchid, Mumbai. The fifth edition of the annual event will provide an ideal platform for industry networking, knowledge exchange and will continue to foster promotion of best practices in the industry.
In addition to presentations made on aspects most relevant to the manufacturing fraternity, this year’s summit will also host panel discussionson topics of importance and concern to manufacturing companies in India.
Knowledge Areas Covered
MACHINIST.IN
supply chain & logistics
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers50
basic essentials of an effective supplier performance manage-ment system.
Supplier feedback should be given due importance—when deciding the metrics and clear cut communication should be estab-lished about targets—as well as past performance. Vendor portals can be clear channels for buyer-supplier collaboration to not only improve supply chain efficiency—but establish a platform that im-proves supplier performance and buyer-supplier relationships.
Entail central level management support‘Procurement’ transformation begins at the center: Any ‘procurement’ transformation endeavour that has
to be effectively implemented with tangible results needs to be led by the central management. Top level executive support ensures that the guidelines laid own for the ‘procurement’ transformation initiative actually translate into repeatable processes—which de-liver on the envisioned objectives.
‘Procurement’ strategies should be synchronized with central busi-ness objectives. As an example of how ‘procurement’ automation can aid ‘procurement’ processes—we can see how automated workflows incorporated in contract manage-ment solutions facilitate executive level involvement in the creation of contracts—as well monitoring of compliance to negotiated con-tractual terms. This can ensure increased savings through current and future contracts.
An integrated spend manage-ment solution can give deeper visibility into the performance of the ‘procurement’ function. Top level management can look into the potential for savings, compare with the current performance of the ‘procurement’ function, and hence narrow down to areas of improvement. By keeping a close track of ‘procurement’ function parameters—like contract perfor-mance and achieved savings—the top level management (C-level and V-level) executives can align ‘procurement’ goals and strategic organizational goals.
The central management’s involvement can be facilitated by simply doing the following things.
They have to create a single platform—where all the metrics of ‘procurement’ performance- po-tential savings, actually achieved savings, contract performance etc., can be visible easily and then tracked to organizational goals of generating efficiencies and reduc-ing costs.
Ensuring easy to use solutions Empower people to transform processes: Often in the zest to achieve rapid transformation and achieve instant results, top level management forgets that organi-zations are made of people and not only processes. The shortcut to achieve transformation in your ‘procurement’ processes is to achieve transformation in the people who drive these processes. Automated systems and integrated automated systems will be ren-dered futile in their effort to trans-form ‘procurement’ processes—if the people do not feel empowered and motivated to utilize them.
Often in the quest to achieve rapid return on investment from automated solutions, executives believe that the most complex and feature heavy applications are the way to proceed. However, the
way to successfully implement organization-wide transformation processes is simple:
Focus on ease of use as deter-mining criteria for all automated solutions—that are implemented across the organization. End-user adoption is imperative in ensuring that maximum value is derived from any new solution or any new process that is implemented across the organization. Only when implemented solutions are easier to use compared to the in-cumbent solutions—the transition process will be easier. And only when the transition process is seamless and almost complete—maximum value will be derived from the initiative.
An easy way to ensure adop-tion after the implementation of the tool is to encourage usage by rewarding the adopters. Iden-tify the employees—who accept changes and use them as example to convert the resistors.
Create proper systems to track adoption, and publish weekly reports to document the same. Incorporate users’ feedback to gain real time insights and ensure adoption.
Ensure a training, which acts as an enabler to switch to the newer processes and motivates the users to look forward to the benefits of the change by educat-ing them.
ConclusionWith pressing needs to create better and more efficient pro-cesses that can ensure savings to the bottom line, ‘procurement’ now has to ensure that it goes beyond an operational function and transform itself to align with strategic organizational goals. The four steps mentioned above are the vehicle to achieve streamlined ‘procurement’ processes. n
James Thomas is the Manager, Product Mar-
keting and Global Content Design, at Zycus.
an integrated spend management solution can give
deeper visibility into the performance of the ‘procurement’ function.
www.industry20.com industry 2.0 - technology management for decision-makers | november 2010 51
NNot long ago, supply chains were seen merely as physical channels for movement of raw materi-
als or components and distribution of products. Today, businesses not only look to achieve short-term economic benefits from their sup-ply chain management (SCM) ini-tiatives, but also to gain long-term competitive advantages. The focus of SCM has shifted from improv-ing internal functional processes to co-ordinating various activities across a dynamic network of trad-ing partners.
Strong competitive pressures and globalization of markets have led to businesses adopting emerg-ing technologies in bringing about business process innovation. Over the years, SCM solutions have evolved with the business needs to encompass business strategy, customer and supplier relation-ships, technology implementation, information or decision making, and orchestration of logistics pro-cesses or activities.
Era of streamlining internal organizational processesEnterprise Resource Planning (ERP) systems allow businesses to manage information within the enterprise, and to effectively co-ordinate internal organiza-tional processes. They are chiefly concerned with transaction pro-cessing—covering the sales and
distribution, business planning, procurement, production planning, shop floor control, inventory man-agement, finance and accounting and logistics functions.
Traditionally these systems had to be deployed on-site and involved considerable investments in terms of hardware and software. How-ever, powered by web technolo-gies and cloud computing, these solutions are now available on a ‘software-as-a-service’ model too.
Armed with visibility and control over internal operations gained from implemented ERP systems, businesses look to increasing ef-ficiencies through automation.
While ERPs provide the organi-zations, the much needed capabil-ity to allocate and use available internal resources effectively—businesses soon found out that, as their business grows, these systems need augmentation to gain capabilities to consider external drivers and their impact on the supply-chain.
Collaboration eraOutsourcing, once a mere option, becomes a competitive imperative for growing businesses. Contract-ing out a company’s non-core,
non-revenue-producing activities to specialists, is now almost a norm.
Outsourcing in SCM has a wide spectrum. While there are companies that look to outsource by parts, there are also successful businesses that believe in having no production facility, no ware-house, no loading dock, no board-room—just office space, a handful of employees, and a great idea for a product or service and marketing strength.
Managers soon recognize the challenge of having to work coop-eratively with other organisations in the supply chain—to reduce the risks of uncertainties in processes, and achieve higher efficiency.
The later part of the special-ization era saw the inception of shared services—transportation brokerages, warehouse manage-ment, and non-asset-based carri-ers. With time this matured beyond transportation and logistics into aspects of supply planning, col-laboration, execution and perfor-mance management.
Responding to the ever-growing supply chain complexities, SCM solutions are also becoming more and more matured.
by s sridharan
Winning By LeveragingThe ecosysTemsupply chain & logistics
supply chain & logistics
www.industry20.comnovember 2010 | industry 2.0 - technology management for decision-makers52
Early collaboration technolo-gies sought to enable one-to-one partnerships—Enterprise Appli-cation Integration (EAI), Enter-prise Data Exchange (EDI), Data Exchange Standards, and Portals for instance.
Globalization eraThe need for enabling many-to-many business relationships in a dynamic ecosystem of trading part-ners assumes significance in the backdrop of globalization. It is now important to leverage proven solu-tions designed to rapidly deliver results, along with the ability to manage future change for continu-ous flexibility, value and success. Supply chains are transforming into competency networks composed of supply chain domain expertise—
and the focus of SCM solutions is on developing a shared understand-ing of the business needs, manag-ing the operational and organiza-tional elements and delivering the desired results.
Supply chain technology differs from that of other enterprise ap-plications—in that a supply chain usually has multiple ‘tenants’, each with distinct set of needs and means. While traditional solutions were built around the concept of visibility and security applying to the staff and managers of one business, the solutions for the globalization era allow information sharing to happen securely be-tween many trading partners in the network. Hosted web-applications secure data exchange standards and service-exchanges, provide the
flexibility to model the solution for implementation in different types of business scenarios.
Dynamic biz ecosystem eraThe strongest applications are de-signed to bring together businesses and people who share a common vision and interests. Orchestrat-ing business across multiple such members in an increasingly complex business ecosystem is a challenging endeavour. SCM solu-tions of the new era will soon leave behind the confusion of manual networking and sharing informa-tion over spreadsheets, and seek to make available consistent, reli-able and timely information to the members of the supply network. In-creased ERP adoption by members in the ecosystem will drive greater need for:• Processautomationwithintheenterprise• Collaborativeexecutionofbiztransactions across partners• Trackingandtracingmaterials• Integratingthematerials,infor-mation and cash flows
Some of the technologies that solutions will seek to embrace on—include:• Ecosystemsbuiltaroundmulti-tenant SaaS solution delivery platforms• Mobileend-pointdelivery(smart-phones)• Auto-IDtechnologiesforpartidentification and traceability• OCR/IDRtechnologies• Cloudcomputing• Web2.0userinterfacetech.• Interfacesforbiznetworking.
The supply chain solutions of this era will make it easy for companies and their employees to work in tandem and easily commu-nicate, share and update informa-tion effectively.
Easy managementSCM comprises complex non linear process. The new age SCM solu-tions will enable complex processes
like forecasting, planning, purchas-ing, inventory management, order management, order fulfilment, in-voice reconciliation, payments and remittances etc., that involve totally interdependent and infinitely paral-lel processes within each trading partner in the business ecosystem.
Visibility- transparency- efficiencyThe new age SCM solutions will transition from the traditional paradigm of visibility by ‘tiers’, to provide a network-wide visibility in the context of the desired business result. They will not only provide ease of access, but also provide the security layer for sharing infor-mation. Critical activities will be tracked at all times and potential hurdles can be identified and checked immediately, before they become unmanageable.
Cost efficiencyAutomation and end-point deliv-ery technologies will reduce the costs associated with information collection and delivery. Further, the solutions of the new era will be delivered in a variety of options such as no-touch (business process outsourcing), mid-touch (managed services) and software as a service (SaaS). SCM in the cloud would offer flexible, cost-effective pricing structures for delivering affordable solutions.
FlexibilitySCM—with variables like prod-ucts, partners, processes and geographies becomes a dynamic process. SCM in the cloud would help in meeting the needs of busi-ness networks, enabling users to share services to effectively tackle the ever changing supply network (product mix, processes, trading partners) and the volume of activity (seasonal, economic, etc.).
S Sridharan is the Managing Director of TAKE
Solutions.
new age SCM solutions provide
the users with a single platform for the entire
comprehensive BPM.
www.industry20.com 53 industry 2.0 - technology management for decision-makers | november 2010
Computing technol-ogy has hit an inflexion point. With web and mo-bile technologies having
reached critical mass, enterprises are now poised to ride the next wave of web services, e-com-merce and mobile computing.
Web services for business-to-business e-commerce have been gaining ground, particularly after its efficacy was highlighted during the recent economic downturn. With IT budgets being slashed, many enterprises had turned to web-based, adaptive applications and collabora-tion. This approach has been delivering increased returns on investments, helping in business
application development and streamlining business processes.
The web’s popularity as a platform for sharing information and applications and for doing business is highlighted by this statement by Tim Berners-Lee, inventor of the web: “Unexpected reuse is the value of the web.” This is exactly what web services do.
Companies with branches or plants in far-flung locations can minimize spend on IT infra-structure, systems and applica-tions. Data can be captured and processed with minimal sup-port. Systems in new offices are deployed and start operations faster. And best of all, the latest
software patches and updates happen regularly without the need for intervention.
Web services first saw an up-tick in user acceptance a decade ago when it was seen as an effec-tive platform for non-compatible applications to communicate with each other due to its application-neutral characteristic. Its current state allows it to be used for secure e-commerce, software-as-a-service (SaaS) and cloud computing, which uses the web services to integrate with an or-ganization’s internal applications. Significantly, research agency Gartner reports that by 2013, 40 per cent of e-commerce deploy-ments will use a complete SaaS
Web services are being used predominantly for e-commerce, portal integra-tion and col-laboration with partners.
Pict
ure
Cour
tesy
: ww
w.ph
otos
.com
Technology trends are moving in three directions, namely web services, e-commerce and mobile
computing. What does this portend for enterprises? The boundaries between the roles of technology,
information and executive leaders are fading rapidly.
by rahul kanodia
EntErPrisEsBuilding next-gen
information technology
www.industry20.com54 november 2010 | industry 2.0 - technology management for decision-makers
information technologye-commerce solution and 90 per cent of e-commerce sites will subscribe to at least one SaaS-based service.
The increased acceptance of web services has even led to the recent creation of Web-Oriented Architecture (WOA) and the Web Services-Notification. WOA is based on the service-oriented architecture and uses the global web to integrate systems and users. WS-Notification sets the standard for web services to distribute information seam-lessly. These developments have made it easier for enterprises that have already developed ap-plications internally to integrate with new applications.
The only concerns hindering higher levels of web services
and cloud computing adoption among enterprises are security and privacy.
Web services saves e-commerceApart from integrating with exist-ing applications, web services are being used predominantly for e-commerce, portal integration and collaboration with partners. B2B e-commerce will undoubt-edly have a huge impact on any industry that has a fragmented supply chain, suffers from inef-ficient inventory management and non-collaboration. In fact, web services have emerged as the savior for e-commerce.
Optimistic research reports a decade ago had predicted e-commerce to touch as much as $4-8 trillion by 2003-04. It did not happen, and many enter-prises burnt their fingers in the process, because existing B2B platforms did not allow integra-tion and collaboration. It has now reached a stage where Gartner predicts that web services will be used for monitoring business activities, analytics, resource optimization, transparency and business process management—all key components of a business-to-business supply chain—not just buy-or-sell transactions.
The collaborative nature of web services has transformed sales channels that existed in silos into efficiently-managed merchandis-ing platforms for businesses. These B2B e-commerce portals now see faster and easier product searches, reviews, comparisons and buying decisions. For the selling side, e-commerce solutions now allow product recommenda-tions, complex contract execution and order placement methods and customized catalogs.
An IBM study on customer relationship management has reported 47 per cent of business leaders increasing focus on e-commerce. This essentially means that enterpris-es are moving from traditional methods like phones and email to the multi-channel approach (web and mobile) to deliver a rich, intuitive, real-time buyer-centric experiences.
Best practicesAs with all major enterprise-wide changes, moving to web services, SaaS or cloud computing solu-tions will mean organizational restructuring. Such innovations require fewer administrative managers, and if the web is being used for enhanced cus-tomer experience, it only means
a reduced human interface. The differences between the roles of technology, information and executive leaders will blur and even merge. This would hap-pen because the same teams would own, develop, deliver and manage applications. There is a fair amount of business process reengineering involved.
Functionally, this allows for far greater flexibility when integrating with the latest, next-generation technologies like mobile applications and informat-ics. This is critical for enterprises as by 2013 mobile phones are expected to be most common web access devices worldwide, over taking PCs (1.69 billion versus 1.62 billion). By 2015, according to Gartner, they would even be the primary web access device. We are talking of smart phones here, those that are browser-equipped.
Mobile phones will be used for location-based services where the mobile application tracks the movement of a fleet supplying raw materials, a product through the delivery channel or a sales force across various parts of a city. Such devices allow data col-lection on plants, machinery and maintenance logs text, voice or video, and can be sent instantly to the central office. Mobile-based proximity marketing has entered the industry’s lexicon of buzzwords.
Again, any e-commerce solu-tion that is implemented at the enterprise—should be ratio-nalized and chosen with care, enabling integration with such powerful mobile computing tech-nologies. Enterprises that choose to set up e-commerce sites will do well to have a mobile strategy in place—that will make a complete next-generation enterprise.
Rahul Kanodia is the Vice Chairman and
CEO of Datamatics Global Services.
Mobile phones will be used for location-based
services.
Pict
ure
Cour
tesy
: ww
w.ph
otos
.com
F R O S T & S U L L I V A N
MANUFACTURING EXCELLENCEIN A FLAT WORLD
25th November 2010,Hyatt Regency, Mumbai
Frost & Sullivan’s Industrial Automation & Process Control Practice is organizing an exclusive Executive Congress titled Manufacturing
Excellence in a Flat World on 25th November 2010, at Hyatt Regency, Mumbai, India.
Frost & Sullivan endeavors to be the beacon of the industry’s thought leadership while it charts its strategic direction to take manufacturing
into its next higher level. India’s Manufacturing IT growth presents opportunities and challenges for the industry, which become the focal point
of our deliberations at the Summit.
KEY TOPICS FOR DISCUSSION
• Manufacturing Intelligence, Plant Information Management
Systems (PIMS) and Imperatives for Next Generation
Manufacturing
• Manufacturing Execution Systems (MES)
• Product Lifecycle Management (PLM) and Digital Manufacturing
• Plant Asset Management (PAM)
• Integration of Automation Systems with Enterprise Applications
• Impact of SaaS, Cloud Computing and Virtualization on
Manufacturing IT
• Energy Management and Optimization for Industries
• Energy Consumption Visibility Tools
• Leveraging Wireless for Mobility in Industrial Asset Management
KEY BENEFITS OF THE SUMMIT
• A platform that provides insights and tools for actionable strategies
for adopting Manufacturing IT.
• Learn about the latest technologies and paradigms for IT’s roles in
next generation manufacturing and productivity enhancement.
• Obtain end-user perspectives on the drivers, challenges and path
ahead for Manufacturing IT
• Interact with company representatives from both discrete and
process industries
• Ideate on and evaluate the requirements from various end-user
segments and a evolve roadmap for the adoption of Manufacturing
IT, based on best practices across industries.
• By mutual evaluation and collective efforts, arrive at the best
suitable future strategies for growth through Manufacturing IT.
END USERS
• CIOs and CTOs
• VPs and Directors of IT/Systems, Operations Management,
Automation and Instrumentation, Engineering and Design, and
Procurement
• Business Heads, Architects and Managers of Automation and
Enterprise Integration
• Plant Managers and Supervisors
SUPPLIERS
• Product Companies: PLM, PAM, Asset Management, MES among
For more information, logon: http://www.frost.com/manufacturing-ITsummit
Automation & Drives Efficient Manufacturing
information technology
www.industry20.com56 november 2010 | industry 2.0 - technology management for decision-makers
What technology trends will have the greatest impact on security?Consumerization of IT and expanding definition of what is an end-point will have a huge influence on security. Today, there are many kinds of devices that can be connected to the enterprise network—from PCs and laptops to mobile phones and tablet PCs,
as well as fixed function devices like point-of-sale (POS) terminals, ATM machines, printers, storage and other devices. All of these IP-enabled devices have the potential for vulnerability and exploit. A growing problem for IT adminis-trators is the increasing trend of users bringing in their own mobile hardware and devices to the work-
place, and then detaching them from the corporate LAN taking the devices home.
How do you secure such devices, and enforce security policies in a consistent fashion?Another technology trend that has been happening for nearly a decade is virtualization. Keeping virtual servers as well as virtual desktops protected, while ensur-ing performance optimization is another big challenge. Going for-ward, we will need to think about security for the cloud, in the cloud and from the cloud.
How will these influence the way we think about security?The traditional security phi-losophy was ‘defence in depth’. Consequently, IT departments em-ployed a wide range of tools and technologies from various vendors in an effort to ensure adequate
Michael Sentonas Vice President and CTO Asia Pacific at McAfee
“Make IT security a business enabler”Michael Sentonas, Vice President and CTO, Asia Pacific at McAfee Inc., has been with the company since 1999. He is a regular speaker on security issues at industry events and executive roundtables across the Asia Pacific region, and is a passionate advocate of the business value of IT security management. In an extended interaction with R. Giridhar at the recent McAfee Focus 10 event, he discusses the evolving security landscape and the new approaches to security. Excerpts...
www.industry20.com 57 industry 2.0 - technology management for decision-makers | november 2010
security. While this approach has some benefits, the disadvantages far outweigh them. For instance, multiple management consoles that don’t interoperate, multiple update servers, multiple agents on an endpoint, overlapping function-ality, etc. The security landscape is continually changing.
As a result, IT teams need to deal with a larger variety and volume of threats, and a dizzying array of computing platforms. The result is a proliferation of security solutions and options. Take for instance a typical corporate orga-nization. It would have deployed host intrusion protection systems (HIPS), firewalls, desktop and server anti-virus solutions, en-cryption solutions, etc., to ensure security. Many times, these will be ‘best of breed’ options. The big problem for the IT department is that these security solutions don’t interoperate or integrate with each other. So, it becomes very hard to manage them, keep them updated and patched. You have to think about the overhead associat-ed with multiple solutions versus providing the same functionality through a single one.
Organisations need to start looking at newer approaches to security. One example is next generation white listing (an approach that gives you control over application behaviour)—not blacklisting, to reduce the man-agement overhead. Basically, you need to re-think the way you do end-point security, network security, content security and security management.
What is your company’s vision for next generation security?The traditional model of putting in new security solutions for each new threat vector and scenario is simply not viable. Today, business-es require an integrated intelligent security solution that provides a global view of threats, vulnerabili-
ties, and the countermeasures to address them.
We think that McAfee is best positioned to provide a full suite of correlated and comprehensive intelligence that can significantly reduce risk, enhance security preparedness, help meet compli-ance regulations, and enhance operational efficiencies. We would like security to support business innovation, while allowing the use of new technology and services. We do not want security to be a business inhibitor.
What are the elements of your next generation security strategy?We are proposing a multi-compo-nent and multi-tiered approach to security, which can be rapidly deployed, and is easy to manage. Some components of our initiative include:• McAfee Security Connected is an open framework for integrat-ing potentially disparate security technologies. The framework en-ables technologies to work togeth-er through collective intelligence, while enhancing each solution’s individual security capabilities, efficiencies, and effectiveness.• Delivering integrated secu-rity solutions for PCs, smart phones, storage devices, embed-ded systems, network perimeter, data centres, web gateways, mail security, content, through a choice of on-premise, SaaS and hybrid delivery models.• Developing predictive security solutions that can proactively find and protect against vulnerabili-ties, target and predict threats based on policies and events.• Today’s networks face con-tinuous threats and unauthorized access to resources. By combining real-time threat awareness with firewall and intrusion prevention technologies, network access con-trol, and an optimized management platform, our goal is to deliver a comprehensive network defence.
• Guarding critical data both inside and outside the network, regardless of whether users are in the office or working remotely. Securing content is critical in all security strategies.• Performing ongoing research and analysis to predict threats, perform reputational scoring, and rapidly deliver the results to many kinds of connected devices through the cloud.• Enabling services through an open ecosystem of partners to ensure customers can take full ad-vantage of the latest technology.
What specific solutions have you developed to meet this strategy?While antivirus technologies are still an important part of our product portfolio, we also have network security, data protection, security-as-a-service (SaaS), and risk and compliance business
Hackers Now Threaten Industrial Systems
Around mid-July 2010, an anti-malware vendor based in Belarus identified a new threat called ‘Stuxnet’ that targets PLCs (Pro-
grammed Logic Controllers) on sites using Siemens SIMATIC WinCC or STEP 7 SCADA (Supervisory Control And Data Acquisition) systems.
What does Stuxnet do? The software can manip-ulate hard-coded passwords in industrial systems to access back-end databases, and gain privileged ac-cess to the system. In addition to stealing code and design projects, Stuxnet can potentially control or change how an industrial system operates. Experts think that Stuxnet has the ability to cause cata-strophic physical failure by overriding pre-set operat-ing limits for machines or drives, or cause critical lubrication and cooling systems to malfunction.
There are four ways the malware can distribute itself: through flash drives, network shares, an RPC vulnerability and the (now patched) MS10-061 Print Spooler vulnerability. The 500 kB software has been programmed to cleverly conceal itself in infected systems, and is relatively difficult to detect and eradicate.
information technology
www.industry20.com58 november 2010 | industry 2.0 - technology management for decision-makers
units. We work on a number of ar-eas of security, including hyper-visor-based protection, applica-tion white-listing, cloud-based security, as well as management and inter-operation of security solutions. We have been providing SaaS solutions for over ten years with offerings that span endpoint protection, vulnerability assess-ment services, e-mail and web security as well as cloud-based global threat intelligence technol-ogies. We will continue to advance and improve these services.
Our latest releases are End-point Security 9 and Security Management 5. The first provides protection for desktops, serv-ers, virtual machines, mobile devices and embedded systems. It enables IT managers to safely permit employee owned laptops and home PCs to access corpo-rate networks, and supports the consumerization of IT.
The Management Optimized for Virtualized Environments Platform (MOVE) technology improves virtual machine density and per-
formance by offloading security functions like AV scanning. It also facilitates seamless security and management control across virtual and physical environments. Our customers say that McAfee Endpoint Security optimizes secu-rity performance and reduces the total cost of ownership.
The other new solution is McAfee Security Management 5. This is a centralized management platform that delivers proactive risk management, integration with business operations, and coor-dinated security defences. It can give an IT manager a full risk pro-file across multiple security layers, vendors, products and solutions—enabling a good understanding of the threat landscape and business risk. When used in conjunction with the Enterprise Mobility Man-agement 9.0 (EMM) platform, it enables enterprises to extend the data centre to smart phones with the same control, visibility and security they get with laptops.
What is your advice for IT man-agers who manage enterprise security?Security professionals have a growing challenge to prevent unauthorised intrusions; they have an obligation to protect the com-pany from data loss and need to keep up with a deluge of threats on the Internet. Trying to do this, when many businesses are keep-ing IT spend under control, is a huge challenge. IT managers have to help the business appreciate the impact of security by calculat-ing things like annualized loss expectancy (or risk to business) in monetary terms.
I would suggest that IT manag-ers begin by adopting a platform or framework for security that conforms to their industry-specific needs. And, take a proactive ap-proach towards both security optimization and deployment. This means that you should:
• Create and implement a secu-rity policy for your organization. Make sure that the policy is fre-quently reviewed and that it takes into account the evolving threat landscape.• Make sure that the people re-sponsible for security are closely aligned with business require-ments—otherwise the security policy will not succeed. Security should not inhibit business or impose unwarranted costs and inflexibility.• Get good understanding of all your corporate assets and their vulnerabilities. Learn about the countermeasures. Anything that can connect or transact on your network should be understood, only then can you figure out how it can be compromised and protect-ed. Audit your network and con-nected devices regularly. Assign a business value to each device and service. Based on the value you place on a device or service you can determine the amount of protection technology to deploy.• Build protection strategies for the entire organization (firewalls, intrusion protection systems, anti-malware, etc). Based on your appetite for risk you can choose the solution, vendor and service. Take steps to streamline and unify disparate security strategies.• Implement a phased measure-ment and compliance process to ensure that your security policy is functioning, the protections are adequate, and your organization meets compliance needs. You should have consistent informa-tion that gives you a complete view of the risk landscape. Lever-age a unified platform to deploy, manage and report on security.• Keep yourself updated on the evolving security landscape and threats, and adapt your security policy and protection measures. Educate users about security. People are often the weakest link in the security environment.
Basically, you need to re-think the way you
do end-point security, network security, content security and security management.”
www.industry20.com 59 industry 2.0 - technology management for decision-makers | november 2010
Amidst several constraints in the logistics space in India, a few innovative people are striving hard
to offer the best solution to their customers. Beyond just becoming a transportation partner, these people are suggesting effective strategies to their customers in their produc-tion planning and scheduling, raw material sourcing, dispatching and many other areas—in order to make them optimize the whole system—and enhance profitability.
Recently during a tête-à-tête, Pradeep Kumar Tewari, Executive Director and Chief Executive Officer of Credence Logistics explained how a customer-centric approach can create a win-win situation for both the user and the 3PL ser-vice provider.
The management Gurus con-ceptualized the JIT (just-in-time) system in a way that—co-ordinating with the requirement of a (primary) manufacturer, his suppliers too will produce the raw materials and sup-ply those without accumulating any large inventory (except the mini-mum stock for emergency) at their ends. However, Pradeep argues—a bit observation reveals that in India often the scenario is different. In the name of JIT practice, several big companies are making their vendors open warehouses in the vicinity of their mainufacturing units where a lot of stocks are being maintained. Thus, ultimately the inventory car-rying cost is increasing, and that ia passed on to the end user. Pradeep is working on a strategy to capital-
ize this gap to establish the just-in-time systems in their true spirit for his customers.
When it came to the question of bulk cargo handling, Pradeep stressed on incremental savings, he highlighted—even a saving of Re. 1 per metric ton yields a huge amount when the weight is several million metric tons.
But how to translate these nice-to-listen thoughts into reality? Pradeep elaborated understanding of the customer’s business cycle is of foremost importance, then it is necessary to integrate production, marketing and logistics departments in an innovative way. Without proper integration of these departments, no solutions can work. Based on the dispatch targets or committments of the marketing department and capacity of the logistics depart-ment, it is necessary to recast the production planning—all focusing on reducing the carrying cost.
Why can’t the manufacturers do this on their own? There are two things, as Pradeep pointed out, lots of innovations and R&D are done to improve the manufacturing pro-cesses, however, the manufacturers hardly look at these finer elements of logistics. In most of the big com-panies, a small division or often one logistics in-charge needs to tackle the entire logistics load, where the daily workload hardly allows the person to think for innovations. Mostly for him, daily crisis man-agement becomes synonymous to logistics management.
Credence’s present focus has gradually changed from bulk load management to customer focused management. They have a long ex-perience in steel transportation and of late they have created infrastruc-ture for e-waste logistics. In e-waste logistics management, the major difference is—volume is high but weight is low.
One of Credence’s e-waste customers had a demand that after every delivery, the vehicle had to be weighed by a reliable service pro-vider, where the standard milk-run system offered by most of the Indian 3PL companies failed. However, through its innovative approach, the company has been able to satisfy the customer.
In another company, when Cre-dence team analysed their complete method of handling soya seeds, which was highly labour intensive, Credence proposed some changes in the process. With deployment of little technology—like installation of a conveyor, making a huge bag to prevent seed contamination from the carrier wall etc.,—in their mate-rial handling process, Credence is going to save them around 20 per cent, at the same time enhance its own profit by around 10 per cent. Not only that, a number of other companies in the same field are go-ing to be Credence’s partners soon. Isn’t it a win-win situation!!!
Working In The True Logistics SpaceSustainable success comes through customer-focused approach, which is far above mere maintenance of SLAs.
by p. k. chatterjee
innovation & success
PradeeP Kumar Tewari ExEcutivE DirEctor anD cEocrEDEncE Logistics
www.industry20.com60 november 2010 | industry 2.0 - technology management for decision-makers
innovation & success
Located along the banks of one of the largest tributaries to the Mis-sissippi River, this 100
MGD (million gallons per day) Wastewater Treatment Plant (WWTP) has a large demand for service water with low suspended solids. Nearly 3 MGD of water is needed for various on-site services but perhaps none as important as cooling large V-12 internal combustion engine/gen-erator sets.
These engines run on the methane gas produced on-site from the anaerobic sludge digestion process. The cooling process passes water one time through the engine blocks and then discharges the water back to the head of the WWTP. Therefore, this cooling water must be free of organic and inorganic particles that could interfere with heat transfer at the engine wall/water
interface. The power produced by these engines can supply nearly all the electricity needed to run the entire wastewater treatment plant. However, if the engines overheat, safety controls shut down the engines and stop elec-tricity production until the cooling problem can be solved.
This immediately switches all power necessary to run the myriad of motors on pumps, aeration blowers, sludge presses and automated treatment equip-ment to purchased electricity. If this cooling process was to use
potable water, the cost of that would nearly offset the savings of on-site power generation.
An automatic self-cleaning screen filtration system provided by Orival, Inc. was installed us-ing effluent from the wastewater treatment process for this non-potable cooling requirement. It is now saving enough potable water each day to supply an additional 500 homes in the area.
The controls initiate a cleaning cycle when a 7 psi loss across the filtration system is reached due to captured debris. A manually set timer in the control panel can also initiate the cleaning cycle. During the cleaning cycle a ‘dimesize’ area of screen is force-fully cleaned by pulling water backward through the screen at a velocity of over 50 feet per second and then moving that ‘dime-size’ area of cleaning action across ev-ery square inch of screen surface. Each filter takes less than 15 sec-onds to clean without interrupting the filtration process.
Simplicity (no electric motors), dependability, performance and the manufacturer’s commitment to customer service drove the se-lection process by the engineering firm commissioned to design the reuse system. There have been no cooling process problems since the automatic filtration water reuse system began operating. V-12 engine/generator sets.
Cooling EnginE-gEnErator
With Reuse WateRJust by installing a filter package on line, a wastewater treatment plant is now saving enough potable water.
Filtration system: Two
Orival OR-12-PSfilters with
manifold
www.industry20.com 61 industry 2.0 - technology management for decision-makers | november 2010
Taking a conceptual view of a firm, its assets and liabilities can broadly be split into two parts
as shown in figure 1. On assets side, ‘Investments already made’ represents current revenues of a firm. ‘Investments to be made’ represents expected future earn-ing potential. The asset quality under ‘Investments to be made’ is of prime importance both to shareholders and external inves-tors of a firm.
Liabilities or Source of finance shows the financing mix. Broadly two types of instruments exist; ‘Debt’ that carries a fixed obliga-tion and ‘Equity’ that ensures a share in profits of the firm.
Mix of debt and equity has long-term implications on cost of doing business, profitability and growth.
How does choice of capital structure impact business?At the time of valuing an invest-ment opportunity, the expected cash flows are discounted using the Weighted Average Cost of Capital (WACC). Figure 2 explains the method of calculating WACC.
Given the tax shields enjoyed by firms on interest payments made on debt and due to its low cost compared to equity, debt is consid-ered to be an important ingredient in the financing mix that helps reduce the average cost of capital.
It is premised that there ex-ists an optimal debt ratio (Debt/Equity) for every firm given its at-tributes like profitability, financial strength, market share, access to capital markets etc.
Optimal debt ratio as shown in figure 3 is the debt ratio where average cost of capital is minimal. Given an inverse relation between WACC and present value of Free Cash Flows to the Firm (FCFF), a higher WACC reduces present value of future cash flows.
Given such a scenario the firm may end-up deciding against the investment decision. A competing firm at the same instance faced with the same investment op-portunity but with a lower WACC
Choosing The RighT
A typical CFO and his team in their daily routine deal with taxation, audit, compliance, billing to customers, collections, variances from budgets, profitability tracking etc. While all of these are important from business continuity perspective, ensuring money to fund future growth is one of the most important tasks that impact future growth and profitability of a firm. Hence, choice of capital structure is of strategic importance.
by jaspal singh kahlon
Capital StruCture
management & strategy
www.industry20.com62
management & strategy
november 2010 | industry 2.0 - technology management for decision-makers
may capitalize on the opportunity. Hence, selecting an appropriate mix of debt versus equity and ensuring adequate financial flex-ibility are critical to any firm.
But, do firms have a free hand in selecting the financing mix they desire? There are host of factors that may impact the financial flex-ibility, and hence reversing such decisions have long-term implica-tions and costs.
Peeping into the theory for determinants of capital structureTwo most widely accepted theories that explain factors that impact choice of capital structure are: trade-off theory and pecking order theory.
The key premise of trade-off theory is that firms face a trade-off between risk of default and amount of debt to be borrowed.
Every additional rupee bor-rowed increases the cost of debt as lenders perceive a higher risk of default. But firms do prefer debt due to their low cost and tax shields on interest payments. Additionally, existence of debt on firms’ balance sheet helps disci-pline management while making choice of investments.
Pecking order theory unlike trade-off theory premises that firms have multiple avenues to raise funds from, and they follow a pecking order by preferring cash in hand first, then debt and equity as last resorts.
Empirical research over the years has given mixed results—finding support both for trade-off and pecking order theories.
Eugene F. Fama and Kenneth R. French in their work conclude: “Thus, it is probably time to stop running empirical horse races between them as stand-alone stories for capital structure. Perhaps it is best to regard the two models as stable mates with each having elements of truth—that help explain some aspects of financing decisions.”
Recent research evidence points to interpreting capital structure choice—as a unified theory comprising elements of both trade-off and pecking order theories with elements of con-straints has been factored.
Constraints here can be firm specific, industry-specific and or country specific. Growth poten-tial of a firm, its market share, industry characteristics, industry growth prospects, macro-econom-ic factors like interest rates, GDP growth etc., restricts a firm from adjusting its capital structure freely and with minimal costs.
When should a firm adjust its capital structure?Capital structure of a firm for sure is not static. It varies with time either due to new invest-ments being made or due to re-
Figure 1: Conceptual view of a firm
Assets
existing investmentsgenerate cash flows today
Expected Value that will becreated by future
investments
Borrowed Money
Financial mix impacts the cost of capital
Investments to be made
Owner’s Funds
LiAbiLities
debt
equity
Figure 2: How are cash flows discounted?Year 1 Year 2 Year 3 Year 4 Year 5
Free Cash Flows to the Firm (FCFF)
FCFF1 FCFF2 FCFF3 FCFF4 FCFF5
WaCC % r1% r2% r3% r4% r5%Present Value of FCFF FCFF1/(1+r1%)1 FCFF1/(1+r2%)2 FCFF1/(1+r2%)3 FCFF1/(1+r3%)4 FCFF1/(1+r4%)5
www.industry20.com 63 industry 2.0 - technology management for decision-makers | november 2010
payment of debt, assuming other things remaining constant.
Two key questions emerge: 1) Do firms have a free hand in adjusting their capital structures? 2) Are there costs involved in adjusting the capital structure? The answer to 1) is no, and to 2) is yes. Timing of adjustment is critical while evaluating an adjust-ment of capital structure.
While in theory, investments opportunities are assumed to be more structured and occur-ring in a pre-defined fashion, in reality, they are dynamic with no fixed pattern of emergence. For instance, a firm may have raised INR 200 million as debt to modernize its production facilities (resulting in increase of debt ratio beyond the optimal levels) – and may require additional INR 20 mil-lion to acquire a competing firm. Capital budgeting and rationing comes into action as a concept. But these concepts are good only in theory. In practice, such invest-ment opportunities are critical and have long-term implications on sustainability and growth. While deciding in favour of such investments it will result in a highly skewed debt ratio, firms are likely to wait for right time to make course correction.
When are those times when firms may consider adjusting its capital structure? A logical re-sponse will be when cost of adjust-ment is lowest. Soku Byoun in one of his research papers published in the Journal of Finance throws light on, when and how do firms adjust their capital structures.
Financial surplus is a scenario when free cash flow generated is positive, and firms prefer reducing debt using free cash. This move is presumed to be prompted by the fact that free cash is higher in pecking order vis-a-vis debt. Further, retiring debt ensures preserving borrowing capacity for future needs. In times of financial
deficit and with below-target debt levels, firms may prefer raising debt more than equity.
Capital structure choice is an important element in the financial management of the firm with im-plications on the kind of projects being selected, and also cost of doing business.
Financing side of balance sheet bears a direct correlation to factors outside firms’ control like prevalent interest rates, busi-ness cycles and market risks, and hence need to be managed well.
Jaspal Singh Kahlon is the Head of Strategic
Accounts at Denave India.
Figure 3: Where does an optimal debt ratio exist?
inte
rest
rate
%
Debt/Equity Ratio
WACC
Debt
equity
View cost of capital
Figure 4: How is free cash flow calculated?Cash Revenue
FCFF
FCFe
Working Capital investments
Cash operating expensesexcluding interest and including Tax
Interest payment to Debt holders
Net borrowing from Debt holders
Fixed Asset investments
Figure 5: Capital structure adjustment scenariosFinancial Deficit Financial Surplus
Below Target Debt levels More preference for debt to finance the deficit
Prefer reducing both debt and equity
Above Target Debt levels Lesser preference for debt to finance the deficit Prefer reducing debt only
www.industry20.com64
management & strategy
november 2010 | industry 2.0 - technology management for decision-makers
Outsourcing non-core business activities to third parties is a
worldwide trend these days. However, while doing so, organizations often incur risks that may put the entire
business operation at stake, either immediately or a time later. Thus, very special care is needed while
stepping into any kind of outsourcing arrangement with a service provider.
by nikhil parulkar
The Indian Outsourcing industry’s phenomenal success story for past decade has been well
documented and received. The outsourcing phenomenon demon-strated a fundamental change in the way global business strategies are shaped.
A large number of companies are providing outsourcing services for domestic and international requirements. Most business activities such as BFSI, travel,
bill payment services, IT infra-structure are being outsourced at a rapid pace. This rapid growth of domestic and international outsourcing (also referred ‘off-shoring’) increases the number of potential risks. Traditionally, it is believed that the single threat to any kind of offshoring activity is its Information Security risk; how-ever given the current economic climate newer forms of risks are emerging—e.g., incursion, frauds, accidents etc.
Outsourcing Risk Role Of People, Process and Technology
www.industry20.com 65 industry 2.0 - technology management for decision-makers | november 2010
In this context, it is necessary to highlight the role of people, process and technology—that are critical components in offshore businesses. The fundamental difference when people factor is taken in consideration is loss of control and trust, this is because—the critical factors of motivation, attitude and trust between an internal employee and outsourcers’ employees are very different – and this differences will be unique for every organization and situation that it may face.
It is difficult to find third parties with a proven team of experts by virtue of knowledge and experience in a particular industry or specific area of expertise. Organizations should be on guard to protect themselves from fly-by-night oper-ators. Outsourcers should provide their staff lists along with CVs as a part of Service Level Agreements (SLAs) and organizations must en-sure the requirements of right kind of people with respective expertise in project and/or service.
There is a huge risk that an organization providing service and its outsourcer could be subjected to by organized crime. Criminal activities include (but not limited to) procuring critical information to be used in financial crimes. They are also on rise. These are peculiar situations—where orga-nizations and their professionals are restricted by forces beyond control. It has been observed that the service provider or its rogue employees can and do get engaged in malpractices like:
• Financial fraud• Theft• Shrinkage• Counter intelligence (i.e. gathering as much information as possible and selling it later to a competitor or the highest bidder)• Corrupting systems with mal-ware, trojans and viruses
One of the main reasons to outsource is expectation of the organization of providing better service from the outsourcer than from internal employees. Thus, organizations should review and monitor the security practices and control processes of the service provider on regular basis, and should also make it mandatory to the outsourcer to disclose security related breaches.
Though organisations have SLAs in place, which are enforced by the organisations on the out-sourcers—in reality, it is often observed that they are harder to enforce, especially in Indian sce-nario. Also, it has been observed that many SLAs tend to be generic in nature and void of basic set of metrics—against which the perfor-mance can be measured.
Process level security should include measures like tangibles, confidentiality, integrity, avail-ability. Most of the times, there is no reference of these metrics in SLAs—which actually play a key role in selection and evaluation of processes. Though not all organi-zations follow this, it would be a prudent practice to test whether the outsourcer’s stated policy,
processes and procedures are enforced and implemented.
Though support is an important aspect of service, the performance of the services by IT applications is something else. Here again, the SLAs should be designed such that accountability for level of perfor-mance is maintained appropriately. Again, metrics can be extremely useful for measuring performance.
A major concern among the highly regulated industries is—gaining access logical and physi-cal to customer and/or product information is highly sought. Most of the time compromises of this information may not look to be immediately destructive to orga-nizations, however, the damage is actually on a later date.
When operations are conducted in-house, the likelihood of such compromises—where IT systems are used as a tool for committing such malpractices, is less likely—unless it is an act of espionage. However, if the same systems are moved to an outsourcer, then there is a serious risk on the horizon.
The possible approaches that can be used are vulnerability assessments, enterprise security assessments and various certifica-tions based on businesses that they operate. Finally, it is impor-tant to understand that—outsourc-ing, though reduces cost, the risk still lies with the organization outsourcing its processes.
Nikhil Parulkar is the Associate Consultant –
Forensics & Fraud Risk at Mahindra Special
Services Group.
In reality, it is often observed that many SLAs are harder to enforce, especially in Indian scenario
product update
www.industry20.com66 november 2010 | industry 2.0 - technology management for decision-makers
To prevent damaging leakages from HVAC systems and roofs,
Pres-On offers its P8600 foam tape with a high-tack adhesive. The tape features a vinyl and nitrile foam blend for sealing, gasketing, shock absorption and vibration dampening.
Its uniform closed cell struc-ture resists absorption of water and other fluids, provides good load bearing qualities, and helps maintain a permanent posi-tive seal for HVAC systems, roof curbs, weatherproofing, and for pipes when used as a thermal insulation wrap. It will also resist fire and chemicals. The product is available in rolls of widths ranging
from 1/8-inch to 48-inches, with thicknesses of 1/8-inch to 1-inch and lengths up to 50 feet.
With the Streamline PRO-I Ultra-High Pressure Pump Series, KMT Waterjet Systems offers a solution for waterjet cutting at 6,200
bar (90,000 psi). Recently, the 6,200 bar technology has become more popular, and has been setting new standards in the industry. Compared to conventional cutting at a pressure of maximum 4,000 bar (60,000 psi), KMT’s 6,200 bar technology provides increased productivity in combination with possible resource savings.
A series of tests carried out at KMT has shown, the amount of abra-sive—a major cost driver in the waterjet cutting busi-
ness—can be significantly reduced with this. Here, the KMT experts identified potential cost savings of up to 30 per cent per cut piece, depending on material type, thickness and the shape to be cut.
This gundrilling machine from TechniDrill Systems offers second-ary twist drill functions, which eliminate the need for additional,
time-consuming secondary machining. The TechniDrill model 100D is a 2 spindle machine capable
of producing 120 pieces (gross) per hour when drilling aluminium castings. The gundrill application is 3/16” in diameter with a drilling depth of 12 inches. The machine is equipped with user-friendly programmable controls and a coolant system with filtration. The simultaneous secondary twist drill application allow fast and
very accurate drilling of 1/4” holes at a depth of 2 inches. This secondary operation is accom-plished using hydraulic locators and clamps.
Micro-Epsilon’s idiamCONTROL measurement system helps
in measuring the inner diameter of drilled holes in the housings of double worm extruders. This instrument eases checking bore diameters by using non-contact capacitive displacement sensors.
To measure the diameters, the sensor unit is inserted into the housing bore of the extruder and pushed as far towards the upstream end as possible. The measuring technology gauges the clearance to the housing bore wall using non-contact distance sensors positioned opposite to one another.
Data transfer to a PC for archiving and graphical evalua-tion purposes is done by using an RS232/USB interface. Values re-corded are displayed as diameters over the full length of the bore.
Line of OEM quality replacement CO2 LASER optics that includes lenses and mirrors, targeting industrial marking LASERs.
Laser Research CO2 Laser Optics are OEM field-replace-ment lenses and mirrors that are optimized for the use @10.06 mm with 25 to 200 Watt marking lasers. Featuring <0.2% total absorption values, 40-20 scratch-dig surface quality and <1/40th wave sphericity, they are available in 12.7 to 38.1mm dia. sizes and 25.4 to 635mm focal lengths in
12.7mm increments.Offered with coat-
ings to match specific phase and polariza-tion requirements, Laser Research CO2 Laser Optics meet OEM and ISO-10110 specifications for optical elements. They are suitable for Camtech, Epilop,
Emission Technologies, Ferba, Gcc Laser Pro Engravers, Gravograph, Jamieson Laser, Kern, LST Lasers, Pinnacle, Synrad, Trotec, Universal and Vytek Lasers.
offered in variety of stock bore/keyway combina-tions. These couplings require no lubrication and provide highly reliable service for light, medium and heavy duty electrical motor and in-ternal combustion power transmission applications.
Most of the lightweight aluminium version of the industry standard shaft couplings are inter-changeable with L and SS line of hubs. They are corrosion resistant
(finished bores passivated for additional protection). They accommodate for angular and parallel shaft misalignment. Those are fail-safe— as will still perform if elastomer “spider” fails. There is no metal to metal contact, and they have resistance to oil, dirt, sand, moisture
www.industry20.com68 november 2010 | industry 2.0 - technology management for decision-makers
Oil Recycler
This is applied to recover and purify various high-precision lubricat-ing oil—such as motor oil, engine oil, truck oil, hydraulic oil, cool-
ant oil, gear oil, machinery oil, heat treatment oil etc.TYA series can fast degas, dewater, and remove the impurity and
the volatile matter (for example ethyl alcohol, gasoline, ammonia etc.). Compared with single-stage machine, this machine has two vacuum pumps and tank. According to the manufacturer, it can remove water and impurities more quickly. It enhances the oil quality, restores the lubricating oil viscosity, augments the flash point and improves the operational performance. After the treatment, the oil ‘s
water content is less than 80 ppm, the impurity is less than 3 micron.
SIPOS Aktorik has rolled out an actuator design feature that
tolerates voltage fluctuations from -30 to +20 per cent without need-ing to oversize the actuators. Via an integrated frequency con-verter, combined with intelligent electronics, the company has addressed undervoltage condi-
tions ensuring that fluctuations are tolerated without leading to system failure.
The actuation initiative responds to the needs of plant operators that require full torque and speed functionality through instances of undervoltage, with-out experiencing excessive torque on the valve during nominal or overvoltage levels.
Everest has introduced 100 per cent oil free dry vane pumps to
cater to the industrial demand of a compact, quiet, sturdy and reliable pump suitable for delivering small volumes of 100 per cent oil free air at moderate pressures essentially required for the food, medicine, printing, electroplating, agitation, small STP and ETP plants and other similar applications.
These pumps are precision machines with simple construction and highly efficient in operation. They fall in the category of positive displacement machines and are capable of delivering relatively constant discharge at varying discharge pressures to meet the process requirements. No internal
valves or settings are required making them simple in operation and maintenance.
They require no internal lubrica-tion. The vanes are made of prime quality impregnated graphite with wear compensation mechanism to ensure high efficiency.
the iMC-P1 multi-axis stepper controller. The enclosure of the unit is rugged for indus-trial use. It includes start, stop and reset buttons. The unit can be used for pick-and-place, dispensing, assembly, testing, drilling, routing, welding and other general automation applications.
This single-to-four axis control-ler is finished with drives, power supply, I/O, enclosure and soft-ware. This controller consists of (8) 24VDC inputs and (8) 24VDC
outputs. Without worry of damage, a durable desktop enclosure makes a robust system which can operate on any plant floor.
Techno Linear Motion SystemsTel: +1-516-328-3970Website: www.technoautomation.com
Compressed Air System
SXC screw compres-sor range from
Kaeser Kompressoren are targeted towards super-quiet compressed air production, treatment and storage. According to the manufacturer, those have exceptional ef-ficiency and provide cost-effective performance. They claim – the SXC can help achieve annual savings of approximately € 800 compared to a conventional reciprocating compressor.
The four available SXC models are based on tower concept, which integrates a screw compressor,
a refrigeration dryer and a compressed air receiver within a single compact unit that has a small footprint of only 0.62 square metre. Furthermore, all condensate accumulat-ing in the refrigeration dryer and air receiver is removed reliably and without pressure loss
via an electronical level-controlled condensate drain.
Golden Spot’s welding machine GSA-200 can give as high produc-
tion rate as around 50 tons per work-ing day (of 8 hrs). The company also offers their fastest welding machine GSA-125C and special custom made machine- SS-SH400 /SS-SW400.
Presently their major product includes wire mesh welding machine, air pressure seam welding ma-chine, flash butt welding machine, spot welder, MIG welding stand, forming machine, other special purpose-welding machine and whole-plant welding equipment. Their products are applied to construction industry, manufacturing and furniture industry.
Golden Spot Industry Inc.Tel: 886-4-2406-5040 E-mail: [email protected] Website: www.goldspot.com.tw
Multi-axis Stepper Controller
Dry Vane Pumps
product update
www.industry20.com70 november 2010 | industry 2.0 - technology management for decision-makers
Wireless temperature sensors sup-plied by Spinwave Systems helps
in reducing energy consumption at data centres. The latest version of Spinwave’s SWS wireless sensors support two tem-perature probes, effectively doubling the point count supported per wireless mesh network and reducing the cost of larger installations by almost 50 per cent.
Sensor data is available via SNMP, Mod-bus, BACnet and LON for easy integration with building automation systems and network management applications. External tempera-ture probes are designed to be easily mounted at the top, middle and bottom of server racks with magnetic or adhesive sensor clips.
to start mass scale production of the industrial monitors with 3D technology.
The new 3D monitors will be available in 40 and 46 inches, and (as per the manufacturer) for the first time they will be available as 3D assembly monitors for integration into walls or shop fittings.
The 3D systems differ from normal displays only with the
addition of a barrier filter attached by an optical measure-
ment system with extremely
high accuracy, through which sin-gle well-defined
image pixels are masked. The eyes therefore
perceive different pictures, which in turn generate the 3D effect in the brain
KVA Stainless has introduced its new, patented, custom-
made stainless steel bicycle tubing called MS² for high-perfor-mance bicycle frame applications. The patented KVA Stainless mar-tensitic stainless structural tubing can now be integrated into high performance bicycle frames to reduce weight, increase strength and stiffness.
MS² is an air-hardenable, mar-tensitic stainless steel with high tensile strength > 200 ksi (1400 Mpa)—which means it is twice as
strong as titanium with a frame weight comparable to high-end aluminium.
KVA StainlessTel: (760) 489-5821E-mail: [email protected]: www.kvastainless.com
Cooper Crouse has launched a new
range of Ex pendant light fittings for HID lamps, which are compact and light-weight, making them suitable for use in hazardous gas (Zone 2) and hazardous dust (Zone 21 and 22) environments.
The new series is explosion protected light fittings in IEC metallic design.The fittings are suitable for use in harsh or hazardous industrial environ-ments.
The series is available in two sizes: a small enclo-
sure version with power outputs ranging from
70W up to 250W. A large enclosure version is also available with power outputs from 250W
up to 400W. All ver-sions can be used for HPS
lamps and MH lamps.
Cooper Crouse-Hinds Molded ProductsTel: +1-252-566-3014E-mail: [email protected]: www.crouse-hinds.com
Exlar’s linear actuator line has been expanded
to include the EL100 explo-sion-proof linear actua-tors, rated for Class I, Div 1, Groups B, C, D and T3 hazardous environments. The EL100 linear actuators also meet ATEX require-ments for use in potentially explosive atmospheres and are in conformity with the EU ATEX Directive 94/9/EC.
The linear actua-tors integrate a highly efficient planetary roller screw mechanism with a high torque servomotor in a single self-contained package. The roller screw consists of multiple threaded rollers assembled in a planetary arrangement around a threaded shaft. This highly robust design is engineered to provide
reliable and precise operation over thousands of hours, handling heavy loads even under extremely demanding conditions.
Montech AG has rolled out a new vacuum conveyor that can handle 4,000 wafers per hour. The new vacuum conveyor, which
can also be used as an overhead conveyor, carries several wafers simultaneously.
The system can carry parts from many to one track and from one to many, thus creating a fully ‘chaotic’ operation consis-tently with Montech’s Chaos Technology. It is an effective alternative to traditional Flex-Pickers. Use of this conveyor minimizes wafer damages and cracks.
www.industry20.com72 november 2010 | industry 2.0 - technology management for decision-makers
Grease Remover
Techspray, a manufacturer of precision cleaners for electronics, and industrial and electrical applications, has launched ecolog-
ically-friendly Techspray Renew Pine-Shower Degreaser and Surface Cleaner.
Leveraging the cleaning power of pine, Pine-Shower quickly removes grease and other soils, and leaves a non-oily finish. Pine-Shower does not contain butyl cellosolve, which is common in many degreasers and surface cleaners, and has potential negative health effects. The cleaner can be diluted for light surface and equipment cleaning.
Legrand, a provider of electrical wiring devices and home systems, has launched a line of Tamper-Resistant Floor Boxes. These
receptacles provide convenient access, rugged construction and support for both line-voltage and low-voltage connections.
The Floor Boxes install in wood and concrete with a smooth, near-ly flush appearance. Swing-bracket mounting, suitable for tile floors, installs without drilling for mounting screws. The extra-deep design leaves plenty of wiring room, and four knock-out wire entries and
two auto-clamp entries allow for wiring flexibility. The heavy-gauge, die-cast cover plate is compatible with a wide range of floor surfaces, including ceramic tile.
Each unit is scrub water compliant without caulking, supplied with a foam gasket and O-ring-equipped plugs. The foam gasket also seals out dust and dirt. The boxes include receptacles, multimedia dividers, Cat 5e jacks and F-connectors.
transmitters. The com-pany’s JH5000 Series DIN-rail transmitters allow a fast response option while main-taining their full accuracy specifica-tions. Option HS (high speed) provides 1 millisecond response (95 per cent complete).
Input styles include DC, thermocouple, RTD, strain gauge/load cell and potentiometer/re-sistance. Mathematical functions
such as add/subtract, multiply/divide and square root are also
available. The unit provides
filtering to smooth measurement signals and minimize un-wanted noise pickup.
Option HS minimizes this filtering for monitoring impacts and transients and for controlling fast-responding processes.
JH Technology, Inc. Tel: +1-800-808-0300Website: www.jhtechnology.com
Tripp Lite has introduced S-Video/Stereo Audio over Cat5
Extender Kit (Model B137-101) that enables an S-Video/Stereo Audio signal to be extended up to 700 ft. When used with 24Awg Solid Wire UTP cable, the B137-101 can transmit audio and video signals to a remote TV or projector up to 500 feet from the source.
Maximum range can be extended to 700 feet by using Zero-Skew UTP cable. For over shorter distances, standard Cat5 cables may be used. Key Features of the product are – it comes with both local and remote units, it has built-in connectors plug directly
into source and display - no need for additional cables, no external power required for the unit.
of the DATRON D5 Dental Mill. This unit was de-signed for dental milling including crowns, bridges, abutments, inlays, onlays, telescopes, implants, bar work and even models. A rigid cast iron construc-tion houses a fully-inte-grated 5-axis automation system built to hold up to 8 material blanks or ‘pucks’ frequently used by dental labs.
This integrated 8-piece han-dling system loads and unloads
blanks for un-attended operation. Finished blanks can be unloaded from the machine while the machine is running. The unit is optimized for the efficient machin-ing of common dental materials such as NEM, titanium, chrome-cobalt, zirconium, PMMA, wax, ceramics and dental gypsum.
held digital oscilloscope/DMM, which is designed for operation in harsh industrial environ-ments. It is a suitable tool for engineers and technicians in the performance of complex measurements and trouble shooting during on-site inspection in sciences, medicine, engineering, telecommunications and similar industries.
This model A0120016 provides multi-signal measurement and in-
spection. The oscilloscope has a sampling rate of 250MSa/s or 60MHz under dual channel
mode. It is shipped with USB-based communica-tion software. It features
a high resolution colour LCD screen for easy view of test
results. Moreover, the oscil-loscope works continuously for