E E N N V V I I R R O O N N M M E E N N T T A A L L D D E E C C L L A A R R A A T T I I O O N N 2 2 0 0 1 1 2 2 B B A A D D I I S S C C H H E E S S T T A A H H L L W W E E R R K K E E G G M M B B H H Graudenzer Str. 45 77694 Kehl Germany Telephone +49 (0)7851-83-0 Fax +49 (0)7851-83-586 Internet: http://www.bsw-kehl.de
2. Environmental and Energy Policy ........................................................... 4
3. The Enterprise and history ..................................................................... 6
4. From scrap to steel ................................................................................ 8
5. Environmental and Energy aspects and key indicators .......................... 16
6. Environmental and Energy Management System .................................. 31
7. Objectives, individual targets and program .......................................... 33
8. Validation and certificate ..................................................................... 38
2 | 3
BSW ENVIRONMENTAL DECLARATION 2012
1. Preface
Active protection of the environment is a fundamental challenge and one of the
most important tasks for safeguarding our future standard of living. This means
that from the start in the developmental stage of a product, the manufacturer
must consider how it can be recycled or disposed of without harming the
environment.
Yearly, world crude steel production amount to more than 1 billion tons (approx.
50 million in Germany), 40 % of this is based on scrap. No other material has a
similarly proven and efficient recycling system as steel. Due to its complete
recyclability, steel renders closed material circuits possible.
BSW's objective in publishing this document is to provide information about its
environmental activities at its Kehl location and to enter into an open dialogue.
This review furnishes data for an assessment of the environmental issues and
describes the company's environmental and energy policy, its targets, and the
environmental and energy management system already in place.
Kehl, 04.04.2012
Environmental Declaration 2012
2. Environmental and Energy policy of Badische Stahlwerke
2.1 Environmental policy
Steel is one of the most important materials in the world and with its various
fields of application and application possibilities the development of mankind
cannot be imagined without it. Under ecological aspects, steel is an excellent
material as it may be used mainly infinitely and without any loss of quality. In the
course of the last few decades steel production in the electric arc furnace has
developed into an efficient process. Badische Stahlwerke GmbH (BSW) has
managed to develop their environmental activities in a sustainable way and will
continue on this way in the future as far as possible with regard to technical and
environmental aspects. The environmental policy is reflected in the environmental
guidelines.
The Environmental guidelines are: Management system, program and objectives Our environmental management system, the environmental program and the
objectives defined in this context aim at the safeguarding and sustainable
improvement of the environmental protection. Compliance with legal regulations
is our minimum standard and is compulsory for us.
Environmentally friendly production We make sure that our products are manufactured with minimum input of
resources and environmental impact. It is our aim to keep the environmental
influences related to steel production as low as possible and to improve the
associated processes continuously.
Appearance of the plant We attach great importance to cleanliness and order in our plants, which
contributes to the positive appearance of our facility.
Motivation and qualification of staff The training and qualification of our staff as well as our information policy aim at
enhancing an environmentally conscious behaviour. The ideas management
existing at BSW further serves for an active improvement and motivation in the
field of environmental protection. The employees are obligated to keep to the
legal requirements and the environmental regulations established by BSW.
4 | 5
Public authorities and the public We participate in various regional task forces and thus enter into an open
dialogue with the public. We attach great importance to a good cooperation
with residents, associations and public authorities and approach environmental
topics conjointly.
2.2 Energy policy
The introduction of the Renewable Energy Law (EEG) in 2009 provided for energy
intensive companies like BSW the opportunity to make use of compensation
schemes in order to minimize costs for the promotion of regenerative energies. In
order to fulfil these requirements and to counteract the increasing energy prices,
an energy management system acc. to DIN EN 16001 was integrated in the
existing environmental management system (DIN EN ISO 14001 and EMAS III).
The energy management comprises all measures to guarantee minimum energy
consumption. All relevant energy fluxes are systematically recorded in order to
assess and effect respective investments for improving energy efficiency. The
energy management is meant to exert influence on the design of the information
and organisation structure, the energy policy of the company, planning,
operation of the equipment, control and adjustments and the internal audits.
The following objectives shall be achieved in the long term:
Cost reduction
Elimination of weak points and use of potentials for savings
Reduction of greenhouse gases
Efficiency of resources in the field of energy carriers
Positive external presentation of the energy and climate policy
Compliance with legal demands
Utilization of legal facilitations
Environmental Declaration 2012
3. The Enterprise and history
Location Badische Stahlwerke (BSW) currently produce approximately 2.1 m tons of rolled
products with a staff of approximately 800 employees and thus belong to the
productivity leaders worldwide. BSW is the only steel plant in Baden-
Württemberg. The location in the Rhine harbour of Kehl, on a small headland
with a surface of ca. 300.000 m2 between one of the three harbour basins and
the river Kinzig is still one of the decisive factors for the success of the company.
The city of Kehl and the French metropolis Strasbourg are in close vicinity of
BSW. The community of Auenheim is their direct neighbour in Eastern direction.
Kehl Straßbourg
Auenheim
BSW
Kinzig
Rhine
6 | 7
History of company:
1955 Foundation of “Süddeutsche Drahtverarbeitungs GmbH” (wire processing plant)
1966 Startup of rolling mill I for reinforcing bar
1968 Company renamed Badische Stahlwerke and extended.
Startup of: - two UHP electric arc furnaces - two continuous casters - rolling mill II for plain and deformed wire rod
1976 Startup of dry dust collecting plant
1980 Erection of noise insulation dam in Auenheim (neighboring village)
1983 Planting of vegetation to reduce noise levels in Auenheim
1985 Conversion from fuel oil to natural gas
1986 First dioxin measurement in clean gas shaft of dust removing plant
1990 Conversion from continuous water flow to closed circuit operation
Startup of new direct suction system
Noise reduction program for next five years
Noise reduction measures for scrap yard and billet yard
1992 Noise insulation for steel mill exterior
1993 Noise insulation for rolling mill exterior
1995 Replacement of all transformers containing PCB
1996 Startup of waste sorting bay
Startup of automatic alloy feeding system
1997 Publication of first “Environmental Declaration 1997"
1998 Modification of the direct evacuation system for electric arc furnace #2; first steel plant in the world to achieve new limiting value for dioxins and furans of 0.1 ng TE/Nm3 (approved in August 1998)
Publication of concise Environmental Declaration 1998
1999 Start-up of an additional dust extraction plant to improve working conditions for personnel in the melting bay
Publication of concise Environmental Declaration 1999
2000 Revalidation of Eco Audit according to EU regulation no. 1836/93 (EMAS I)
First certification according to DIN EN ISO 14001 (worldwide validity)
Start-up of a solar energy unit
2010 Improvement of the high temperature quenching system (HTQ) in the direct evacuation system
2010 Start-up of additional sand filtering units
2011 Start-up of DIN EN 16001 - Energy Management System -
Environmental Declaration 2012
4. From scrap to steel the electric steel production as a recycling process
Today more than 1 billion tons of steel are produced worldwide, and more than
400 million tons are based on scrap. In this way, the natural resource as well as
the related auxiliaries and energies are saved which would have been required for
production in a blast furnace or a converter. At the same time impacts to the
environment are reduced.
1 ton of steel
made from scrap
reduces water consumption by approx. 40 %
reduces air pollution by approx. 85 %
reduces energy consumption by approx. 75%
Electric steel mills play an important role in industrial society's materials cycle:
They produce steel from scrap metal. Charging materials for electric steel mills
include scrap from vehicles (shredded scrap), demolition scrap, and new scrap
like sheets and turnings.
From scrap to steel
TurningsShredder
Sheets
Alloys
Basket 1Basket 2
Ferry 1
Ferry 2
Ferry 3
Additives
Heavy bundles
EAF 2
y
ScrapBillets
Basket 2
LF 2LadleClean gas CCM 2
AdditiBasket 1
Crude gasBag house
DustBillets
Additives
CCM 1
Slag
Ladle LF 1
EAF 1
8 | 9
Start of steel production at the scrap yard Over 70 percent of the scrap used in steel production is delivered directly by
Rhine barges, the remainder coming by rail. The quality of the scrap is
continuously monitored. Overhead cranes unload the approximately 2.5 million
tons of scrap delivered each year. The storage capacity of approx. 50,000 tons is
sufficient for around a week’s production. The so-called scrap buckets which are
loaded on scrap cars are filled with scrap by means of the gantry cranes and are
then transferred to the steel plant through the two furnace bay gateways.
Electric arc furnaces The steel plant is comprised of two AC-arc furnaces (EAFs) that melt the scrap
with an arc, boosted by gas-oxygen burners. Up to 110 tons of scrap are melted
per heat and the tapping weight (molten steel) is up to 100 tons. The furnaces
are tapped after an average meltdown time of 40 minutes. Tapping temperature
averages 1,600 °C.
Dust Collecting Plant The continuous development of energy-conserving technologies is essential for
economic survival for a steel producer based in Germany, because energy costs
make up approximately 30 % of controllable revenue. Environmental benefits –
the reduction of atmospheric, water, and noise emissions – are usually “mere”
side-effects. We are nonetheless proud of the environmental protection
technology which we market worldwide with our affiliated company BSE
(Badische Stahl Engineering GmbH).
Environmental Declaration 2012
Central alloying plant When steel is produced from scrap, fluxes and alloys have to be added to obtain
the required grades.
At BSW the fluxes and alloys are delivered to the alloy storing silos unit by truck
where they are unloaded through a funnel and transported to a hopper plant on
a conveyor system. The materials needed for production are collected from the
hopper with the help of weighing equipment and transported to the furnaces via
conveyor belts and chutes.
An automated alloy feeding system was installed in 1996 to reduce dust
emissions as well as on-site transportation of fluxes and alloys. Dust generated in
the vicinity of the additive and alloy truck unloading station is directly extracted
through a de-dusting system (jet filter plant).
Explanations ng: nanogram: 1 ng = 10-9 g corresponds to one billionth of a gram TE: Toxicity equivalents: all dioxins and furans are valued with factors ranging from 0.001 to 1, depending on their toxicity, and are represented as a sum Nm3: Standard cubic meter: to be able to compare gas volumes they are represented in a standard state (0 °C and 1.013 bar)
The direct extraction system including dust collecting plant is a typical example:
The generated off-gases are sucked off directly in the furnace bay as well as by a
meltshop ventilation system with a capacity of approx. 1.8 million Nm3/h and
cleaned in the de-dusting systems with a filter area of 38,000 m2. The average
total dust value in the clean gas is approx. 1 mg/Nm3. Dioxines and Furanes are
reduced before the filter in a post combustion chamber with subsequent
quenching system to a value below 0.1 ng TE/Nm3.
10 | 11
Ladle furnaces While the electric arc furnaces melt the scrap as quickly as possible, the alloys are
added in the ladle furnace based on the chemical analysis of the steel and the
temperature is adjusted to the correct level. The steel stays in the ladle furnace
for approximately 20 to 30 minutes, after which the ladle is traversed by crane to
the continuous casters.
Continuous casting plant At the continuous casting plant, the molten steel is poured from the ladle into a
tundish (a tub-like vessel) with five (casting plant 1) or 6 (casting plant 2) nozzles,
through which it runs into a 1,000 mm long copper mold. A lifting table
oscillates the molds while the molten steel is water-cooled until billets are
formed. Casting speed depends on the capacity of the cooling system. The billets
are then transported to the rolling mills by means of the crane units. Installations at the rolling mill Pusher type furnaces The billets are reheated in pusher-type furnaces fuelled with natural/liquid gas
which are located upstream of the two rolling mills. This process is computer
controlled. Before the billets produced by the two continuous casters can be
heated to rolling temperature in the pusher furnace, a chemical analysis is
performed on them. The results determine how the billets are to be used. The
evaluation process is time-consuming, due to the large volume of data analyzed
and other factors that have to be taken into account. A program has been
developed to help staff decide how to process each heat. This saves time and
energy because it enables billets to be charged into the pusher furnace while
they are still hot.
Bar mill (rolling mill I) In the bar mill the billets are rolled into deformed rebar with a diameter of 10 -
40 mm and a length of 6 - 20 m. The bars are strapped into bundles weighing
around 2.5 tons ready for shipping. The 10 - 20 mm dimensions are produced by
slit rolling, in which a billet is divided into two, three, or four final cross-sections
simultaneously. An Average of 100 tons of finished steel products are rolled per
hour.
Wire rod mill (rolling mill II) The two-strand wire rod mill produces plain wire rod (5.5 mm up to 13.5 mm
diameter) as well as ribbed reinforcing bars. (6 up to 14 mm diameter).
The wire rod mill consists of a roughing, intermediate and finishing train. After
the finishing train the wire is cooled down in the primary water cooling line and
Environmental Declaration 2012
Reference year 2000 (see 5.3 Key indicators) * In 2010, short-time work for a period of 6 weeks due to the economic situation
The difference between steel plant and rolling mill production results from
production related losses in the rolling mill of 3 to 4 % (internal scrap from the
shears and scale).
Production
2000 20052009
2010
2011
0
500000
1000000
1500000
2000000
2500000
t
Billets Finished bar products finished wire rod products
forwarded to the laying head. In the laying head the wire is laid in windings and
disposed on a roller table which at the same fulfils the function of a secondary air
cooling line. The end of the roller table already belongs to the wire adjustment.
The wire drops through an opening and will be gathered as a coil with a total
weight of 1.8 t. The wire is then forwarded with a hook conveyer to the coil
tying machine.
At the moment the converting speed is up to 95 m/s and shall be increased to
more than 100 m/s. An average of 180 t finished steel products is produced per
hour.
Production data steel plant and rolling mills (All figures in tons/year)
Produktion 2000 2005 2009 2010 2011 Finished bar products 669,535 643,748 662,142 578,233 590,081 Finished wire rod products 1,321,720 1,310,609 1,450,572 1,243,725 1,421,416 Total rolling mills 1,991,255 1,954,357 2,112,714 1,821,958 2,011,497
12 | 13
Recycling at steel and rolling mills
Besides the finished product "steel" by-products and wastes are generated
during the steel production process which in terms of the closed loop recycling
management can be returned again to the production process or utilized as
environmentally friendly resources, respectively.
BSW
Rolling mill
Steelplant
Proc
ess s
crap
Dust
Scale
Externalprocessing
Externalprocessing
Refractorymaterial
Road andhydraulic
engineering
Use inrefractoryoperation
Raw and auxiliary materials
Finished products
Refractorybreakout
Nr.: CEDBJ827
By-products
Zinc recoveryExternal processing
Use in blastfurnace operation
Slag
Billets
Recycling of by-products from steel and rolling mills
Refractory breakout
material
Internal scrap
Electric arc furnace slag
(EAF slag)
Ladle furnace and
tundish slag
EAF dust
Mill and continuous
casting scale
Refractory breakout material
Internal scrap
Refractory breakout material The steel vessels of electric arc furnaces, ladles and tundishes are lined with
refractory materials to protect them from the molten steel.
The refractory material has to be renewed at regular intervals. The breakout
material is processed in a screening plant and some of it is reused by BSW. The
remaining material is sold to the producers of refractories who process it into
refractories for use in steel mills, completing the recycling process.
Environmental Declaration 2012
Internal scrap Internal scrap consists of reinforcing steel only. It is generated in the continuous
casters as shrink heads, ladle and tundish skulls, and in the rolling mills as
shearing waste, cobbles and scrap bundles. Before being charged into the
furnace some of the internal scrap has to be cut into furnace sizes in the torch
cutting area.
Electric arc furnace slag (EAF slag) 120 - 150 kg of furnace slag, a fused rock material very similar to natural rock, is
generated with each ton of steel produced by BSW. The main components of this
slag are natural compounds like iron (as oxide), unhydrated lime, sand and oxides
of magnesium, manganese and aluminum.
Mechanical processing into high-standard road construction and hydraulic
engineering materials takes place in an external slag treatment plant. The final
products, similar to processed gravel, with different granulations which are
monitored by an independent scientific institute. Only approved and quality-
tested material is delivered to construction sites.
Depending on its grain size the processed slag can be used for various purposes:
Road construction
Hydraulic engineering
Construction of parking lots
Rail construction
Electric arc furnace slag serves as an alternative building material to gravel, thus
conserving natural resources.
Casting bay slag The casting bay slag is also processed in an external plant. It is mainly used for
dirt road construction e.g. for forest tracks and for piling up of noise protection
walls.
14 | 15
Meltshop dust In all steelmaking processes, wastes in the form of dust are generated in the de-
dusting plants.
The dust is extracted by direct suction and bay suction systems and conducted to
the filter baghouse where the dust-loaded crude gas is cleaned via filter bags.
The dust load in the crude gas exceeds 4 g/Nm3. The clean gas side of the
baghouse shows a residue of approx. 1 mg/Nm3 on average per year, which is
equivalent to a separation degree of over 99.9 %.
The dust contains elements that evaporate at high temperatures during melting
and condense again when the gases cool. These include zinc and lead as well as
minute quantities of dioxins and furans. The dust is supplied to authorized plants
which recover elements such as zinc.
Principal components of dust:
Iron oxide (Fe2O3) approx. 30 %
Zinc (Zn) approx. 25 %
Calcium oxide (CaO) approx. 5 %
Anorganic chloride compounds (Cl) approx. 2 %
Lead (Pb) approx. 2 %
Mill and continuous casting scale Scale consists mainly of iron oxide and forms on the hot steel surface. It is
severed from the steel by mechanical stress and contact with cooling water. Scale
particles fall into the cooling water and are deposited in worm classifiers, laminar
separators, hydro cyclones, sedimentation tanks and sand filters. The scale
generated in the continuous casters and the rolling mills is processed to
briquettes in external plants and used in blast furnaces for pig iron production.
Here also, the material flow loop is closed. For protection of resources the scale is
used as substitute material for iron ore in the cement industry.
Environmental Declaration 2012
5. Environmental and Energy aspects and key indicators
5.1 Environmental aspects
According to EMAS all activities, products and services must be audited from the
point of view of their effects on the environment. Based on the results of the
audit, it must be decided which effects have the greatest impact on the
environment and how they can be controlled or improved.
Direct environmental aspects are related to activities controlled by the
company. The aspects considered to be "essential" are as follows:
1. Generation of waste (industrial waste and hazardous waste, see Chapter
5.3.4) 2. Waste water (sewage disposal and generation, see Chapter 5.3.3) 3. Climate relevant gases (CO2 generation, see Chapter 5.3.5) 4. Energy (see energy aspects, Chapter 5.3.1) 5. Noise (Generation by equipment, vehicles, monitoring via noise
measurement, see Chapter 5.3.5) 6. Air emissions (dust, NOX, CO, see Chapter 5.3.5) 7. Water (well water and public water consumption, see Chapter 5.3.3)
Indirect environmental aspects can comprise activities, products and services
which the company may possibly not be able to control completely. Indirect
environmental aspects are:
Hazardous materials transportation (hazardous waste disposal and supplies) Hazardous materials transportations are transports of waste material like e.g.
waste oil, paint and acids, but it can also mean supplies of technical gases and
other operating materials. Collection and deliveries are controlled by the risk
prevention officer. We only employ special waste management companies or
companies with the respective qualification for hazardous material
transportation. Suppliers and contractors Suppliers and service providers are informed about the energy and environmental
management system of BSW. The purchasing guidelines include environmentally
and energy relevant topics. Environmental protection is a key criterion for the
evaluation of suppliers. Contractors working on the company site apply the same
environmental standards as BSW.
16 | 17
Recyclability of products (steel products) and by products (slag, refractories) In terms of the closed loop recycling management the steel products
manufactured by BSW can be reused by 100 % as starting material for steel
production after their use. All by-products generated (see page 13) are
recirculated or used as environment-friendly material in the production process
according to the closed loop recycling management. Traffic volume (external) Scrap delivery and finished products shipment are mainly realized by barge or
railway. As far as possible, the same barges and wagons are also used for
shipping the finished products
5.2 Energy aspects
Energy aspects are all activities, products and services having an influence on the
energy utilization and energy consumption. The main energy aspects were
determined on the basis of current and former data. An energy aspect is
regarded to be essential if it has a high portion of the total energy consumption
and has a potential regarding
Efficient energy utilization
Increased use of local renewable energies
The main energy aspects (main consumers of the respective energy carrier) are as follows: Current Area Process / activity Organisational unit Electric arc furnaces Melt-down of scrap Steel plant Rolling mills Rolling of billets in the rolling
mills Rolling mill
Ventilation De-dusting
Air pollution prevention Steel plant
Ladle furnaces Treatment of the molten steel Steel plant Natural gas Area / Unit Process / activity Organisational unit Pusher furnaces Heating of billets Rolling mill EAF burners Melting of scrap Steel plant
Environmental Declaration 2012
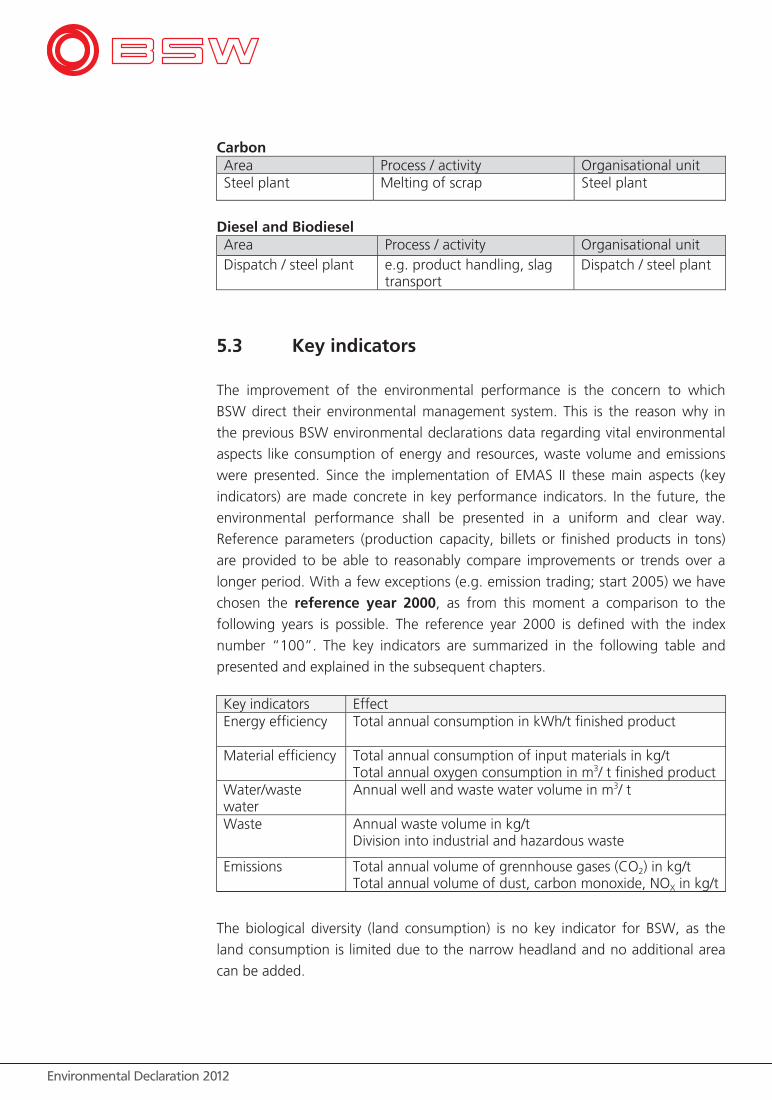
The biological diversity (land consumption) is no key indicator for BSW, as the
land consumption is limited due to the narrow headland and no additional area
can be added.
Key indicators EffectEnergy efficiency Total annual consumption in kWh/t finished product
Material efficiency Total annual consumption of input materials in kg/t
Total annual oxygen consumption in m3/ t finished product Water/waste water
Annual well and waste water volume in m3/ t
Waste Annual waste volume in kg/t Division into industrial and hazardous waste
Emissions Total annual volume of grennhouse gases (CO2) in kg/t Total annual volume of dust, carbon monoxide, NOX in kg/t
Carbon Area Process / activity Organisational unit Steel plant Melting of scrap Steel plant
Diesel and Biodiesel Area Process / activity Organisational unit Dispatch / steel plant e.g. product handling, slag
transport Dispatch / steel plant
5.3 Key indicators
The improvement of the environmental performance is the concern to which
BSW direct their environmental management system. This is the reason why in
the previous BSW environmental declarations data regarding vital environmental
aspects like consumption of energy and resources, waste volume and emissions
were presented. Since the implementation of EMAS II these main aspects (key
indicators) are made concrete in key performance indicators. In the future, the
environmental performance shall be presented in a uniform and clear way.
Reference parameters (production capacity, billets or finished products in tons)
are provided to be able to reasonably compare improvements or trends over a
longer period. With a few exceptions (e.g. emission trading; start 2005) we have
chosen the reference year 2000, as from this moment a comparison to the
following years is possible. The reference year 2000 is defined with the index
number “100”. The key indicators are summarized in the following table and
presented and explained in the subsequent chapters.
18 | 19
5.3.1 Energy efficiency
Badische Stahlwerke GmbH has achieved a world class high standard in the
steelmaking process from the melt shop to the rolling mill. In the past, several
procedural improvements have been implemented which lead to considerable
energy savings for example in the field of electric steel making. While the energy
saving potentials in the field of steelmaking are rather limited today due to
physical basic conditions, there are still further potentials for savings in other steel
treatment areas like for example infrastructure, maintenance, supply and disposal
as well as administration. At the beginning of 2011 we have therefore
implemented an energy management system according to DIN EN 16001 for the
entire company in order to reveal possible potentials for savings in the different
areas.
The main energy carriers at BSW are
electrical energy, natural gas, coal
and diesel-fuel. Carbon is mainly
used for the generation of foaming
slag but will be considered.
The reference year chosen is 2009.
600
800
1000
1200
Wh
/ t fi
nish
ed p
rodu
cts
Energy consumption
100
101 102
+1 +1
0
200
400
2009 2010 2011
kW
Energy consumption kWh/ t finished products
Energy consumption Current consumption, Natural gas, fuel + carbon
Energy distribution 2011
Natural gas
Coal12%
Diesel fuel1%
Current58%
29%
Environmental Declaration 2012
Oxygen accelerates the meltdown process and CO post-combustion in electric arc
furnaces. It is also needed for metallurgical purposes. Thanks to technological
enhancements and metallurgical improvements, BSW keeps energy consumption
at optimum process engineering levels.
1000
1100
1200
1300
2000 2005 2009 2010 2011
kg /
t bill
ets
Material efficiency
Material kg/t billet
100
- 2
100
101- 1
100 98
+10
5.3.2 Material efficiency When buying raw materials and supplies BSW always makes sure that they
conform to its environmental policies. Purchasing guidelines were therefore
extended to include certain environmental aspects. Environmental protection is
also an important criterion for the evaluation of suppliers and their products.
Environmental considerations and safety criteria form part of the evaluation and
selection process because materials that can be detrimental to the environment,
if improperly used, often require special precautionary measures. The main raw
materials required for steel production are scrap, carbon, lime and various alloys.
25
30
35
40
45
50
55
60
m³ /
t fin
ishe
d pr
oduc
ts
Oxygen consumption
- 12
100 94
106
+6+ 2
96
0
96
0
5
10
15
20
2000 2005 2009 2010 2011
O2 m³/ t finished products
20 | 21
3,0
4,0
5,0
6,0
was
te w
ater
/ t b
illet
s
Waste water
100 91
- 10
90
+1
76
- 15
83
+7
0,0
1,0
2,0
2000 2008 2009 2010 2011
m³ w
Production and rain water are collected in one collection system at BSW. The
waste water quantity depends on the rain water quantity and is thus subject to
annual deviations. In 2011 the rain water quantities have additionally increased
due to new roof areas. We will certainly keep to the approved waste water
quantities.
Substantial investment in installations to improve the quality of the production
water/waste water (e.g. sand filter system, laminar separator, worm classifier)
have enabled BSW to meet or fall below the minimum legal requirements for
direct discharge. As a result of this investment, the flocculants used to improve
sedimentation in the sedimentation tank are eliminated with the solid material
and do not get into the waste water. The waste water is of such high quality that
BSW has been exempt from paying waste water tax since 1994. When handling
hazardous materials we make every effort to comply with the requirements of
the Water Resources Act and the directives on handling water-contaminating
substances.
5.3.3 Waste water and well water Waste water Various (partial) circuits in our water treatment operations enabled us to reduce
significantly the amount of additional water needed for production.
Consequently, the waste water quantity discharged into the Rhine decreased as
well.
Environmental Declaration 2012
To meet these regulations we have taken the following action:
Obtained a license to operate as a specialized plant as per Article 19 l,
Water Resources Act
Provided training in handling water-contaminating substances
Established a working committee for water protection
Defined tasks for specially designated water protection officers
Distributed leaflets to employees
Listed all potentially water-contaminating equipment
Purchased additional collection tanks for storage and transportation of
water-contaminating substances
Ensured that contractors working on site observe regulations
Well water BSW obtains water for production from deep wells located in the works area.
Water fulfills the following functions in the steel and rolling mills:
Steel mill: Cooling of melting furnaces
Cooling of molds
Cooling of billets (through spray risers)
Rolling mills: Cooling of rolls
Cooling of rolling stock
Means of transportation for mill scale
Cooling agent for machinery and electrical installations
The Fifth Amendment to the German Water Resources Act of September 23,
1986 defined plants' obligation to install water-saving technologies and circuits.
BSW consequently adapted its water management step by step to a system of
water circuits and has reduced the consumption of well water and discharge of
waste water.
22 | 23
Due to the increase of production cooling water quantities technical measures
were required in 2009 to reduce the fresh water quantity. Investment measures
of 4.5 m Euro have been implemented in 2010. It shows a considerable
reduction in 2010.
5.3.4 Waste
BSW commit to returning the waste materials generated during production to
the production process in terms of the German Closed Substance Cycle Waste
Management Act or to recycle them, respectively. BSW strictly adheres to the
principle of "avoidance before recycling before disposal". Waste like packaging
material is collected and separated on site before being passed on for recycling.
Non-recyclable components are passed on to the district authorities in
accordance with the waste handling by-laws. Waste requiring special monitoring
is handed over for recycling or disposal after obtaining the necessary approval.
A waste report and a waste balance for hazardous waste is prepared once per
year. The waste report gives information about the status of the waste
management at BSW. The waste balance serves as internal control instrument
and shall document the type, the quantity and the fate of the disposed of or
recycled wastes.
To improve the waste management situation at our site we have introduced the
following measures:
4,0
5,0
6,0
7,0
8,0
9,0
10,0
wel
l wat
er /
t bill
ets
Well water consumption
100
116 + 8
+ 8
96108
-20
94
-2
0,0
1,0
2,0
3,0
2000 2005 2009 2010 2011
m³ w
m³ well water/ t billets
Environmental Declaration 2012
Industrial waste Basically mixed waste, foil, wood, paper, plastics and packaging waste accrue at
BSW. BSW assigns the required waste disposal only to specialized waste
management facilities or EMAS certified companies; this is also valid for
hazardous waste
All industrial wastes at BSW are recycled. Hazardous Waste The above mentioned dusts accruing in the de-dusting system represent the
largest part of the hazardous wastes. The other hazardous wastes arising at BSW
are mostly non-chlorinated, PCB free hydraulic and machine oils, washing water
and old cleaning rags. They are used for material recycling or energy recovery by
the waste management enterprises. Small quantities of hazardous waste like for
example acids or bases are disposed of. With the commencement of the
Measures Date
Setting aside a sorting area for industrial waste 1992
Introduction of waste separation system 1993
Change from refractories in sacks to refractories stored in
hoppers
1993
Employee training in waste separation Since 1993
Compression of paper, foil, and waste in special containers
prior to disposal
Since 1994
Completion of waste sorting bay 1996
Regular staff training in waste separation and implementation
of improvements
Since 1996
Establishment of internal officers’ working committee on
environmental protection
1996
Setting up of collecting stations for waste requiring monitoring Since 1996
Washing protective gloves instead of throwing them away Since 1996
Introduction of new waste and glass collection containers 1996
Improved labeling of waste collection containers 1996
Provision of battery collection cans in the mills 1996
Appointment of internal officers for waste collection 1996
Separation of treated and untreated wood 2000
Contracting waste disposal to specialist companies 2000
Auditing specialist waste disposal companies 2001
Reduction of washing water (Target 05 , completed) 2008
Implementation of electronic verification procedure April 2010
24 | 25
Industrial waste
Industrial waste (t) 457
Industrial waste foil (m3)* 60
Metals for recycling (t) 173
Hazardous waste
Hazardous waste for recycling (t) 37,952
Hazardous waste for recycling (m3)** 314.3
Hazardous waste for disposal (m3)** 0.8
Hazardous waste for disposal (t) 1.1
ordinance on the simplification of monitoring waste disposal on 01.02.2007 the
previous paper-based procedure was replaced by the electronic verification
management. Since 01.04.2010 the electronic verification management is
compulsory for manufacturers, carriers and waste management companies. Metals for recycling Metals accruing for reutilization at BSW are for example copper cables, old motors and brass. Wastes as by products BSW has developed certain procedures and quality requirements and has thus
created the possibility to market some waste products as by-products. Those by-
products are slags, scale and refractory materials. The specific quantity of EAF
slag depends on the available scrap quality.
100
150
200
kg /
t bill
et
Specific amount of by-products and waste
100
116
- 5
121+21130
+ 14
112
- 18
0
50
2000 2005 2009 2010 2011
Specific amount of by-productsSpecific amount of waste
Dioxin and furan emissions A BREF document published in March 2000 cites BSW as a reference for state-of-
the art technology (BREF = Best Available Techniques Reference Document on
the Production of Iron and Steel).
The development and installation of technology that significantly reduces the generation of dioxins and furans during scrap melting is one of BSW's prime achievements.
During the melt down process in the electric arc furnace, gases and dust
containing dioxins are generated. Dioxins and furans disintegrate at temperatures
of more than 700°C. As the melt has a temperature of more than 1,600°C all
dioxins and furans have disintegrated. In order to avoid regeneration during
normal cooling down (de novo synthesis) the off-gases are shock-cooled by
quenching.
A major problem with dust removing plants is burn holes in filter bags. BSW has
taken threefold precautions to ensure that its dust collecting facility operates
safely and effectively:
1. The gas is moist after being quenched with a mixture of air and
water, so sparks rarely fly right up to the filter bags.
2. The filter bags are made of special material, so a spark can only burn
a small hole.
3. The dust removing plant is continuously monitored so any problems,
even minute holes in a filter bag, are immediately detected and the
filter section affected is closed off. This does not adversely impact the
plant’s dust extraction performance because the system has around
15 % surplus capacity (a filter section corresponds to about 3 % of
the area).
BSW thus determines state-of-the art technology in electric steel making. The
BREF document states on page 308 (chapter 9):
„Operational data and economics: The post-combustion unit at ProfilARBED, L-
Differdange and at BSW, D-Kehl are operated without significant problems.“
26 | 27
Explanations ng: nanogram: 1 ng = 10-9 g corresponds to one billionth of a gram TE: Toxicity equivalents: all dioxins and furans are valued with factors ranging from 0.001 to 1, depending on their toxicity, and are represented as a sum Nm3: Standard cubic meter: to be able to compare gas volumes they are represented in a standard state (0 °C and 1.013 bar)
Carbon monoxide and dust in the steel plant: The specific amount of dust could be reduced in the course of the last few years
by means of different measures with regard to maintenance at the filter units.
In other words we have our processes under control and produce steel with a
minimum of emissions, especially dioxins.
The following graphic illustrates the success of our efforts:
Reduction of limiting values in the framework of modification approvals: Limiting value as of 1991 : 0.5 ng TE/Nm3
Limiting value as of 1994 : 0.3 ng TE/Nm3
Limiting value as of 1997 : 0.2 ng TE/Nm3
Limiting value as of 1998 : 0.1 ng TE/Nm3
Kohlenmonoxid und Staub im Stahlwerk
00,010,020,030,040,050,060,070,080,09
0,10,110,12
1999 2001 2005 2007 2010
Measurement of Dioxin and Furan Emissions[ng TE/Nm3]
Limiting value since 1998
0,0015
0,0020
0,0025
0,0030
0,0035
0,0040
kg/ t
bill
ets
Specific dust amount
100
54
- 23 77
- 23
- 25
0,0000
0,0005
0,0010
, 5
2000 2005 2009 2010 2011
Specific dust amount
29
+1
30
Environmental Declaration 2012
Emissions as per the greenhouse gas emission trading act The steel plant is liable to emission trading. The CO2 emissions are calculated on
the basis of a balancing of the in- and output of carbonic materials, i.e. only
directly generated emissions (electric current is not considered in this context).
1,0
1,5
2,0
2,5
kg/ t
bill
ets
Specific CO amount
100
71
- 19
79
+ 8
79
0
73
- 6
0,0
0,5
,
2000 2005 2009 2010 2011
Specific CO amount
50
75
100
kg C
O2
/ t b
illet
s
CO2-Emissions
100
85
- 15
- 2
83 81
- 2
0
25
Jahr 2005 Jahr 2009 Jahr 2010 Jahr 2011
kg CO2/ t billets
In the first trading period of the emission trading system (CO2 trading) from 2005
to 2007 Badische Stahlwerke in Kehl were defined as a benchmark for electric
steel plants, i.e. we have the lowest CO2 emission for comparable plants. This
was approved by an independent expert. The reference year chosen is 2005, the
start of the first trading period.
28 | 29
Pusher type furnaces at the rolling mill Two pusher-type furnaces - one in each rolling mill - reheat the billets produced
in the meltshop and continuous casting plant to the required rolling temperature
of approximately 1,150 °C. Both natural and liquid gas can be used as fuel in any
ratio of mixtures. Until 1985 the furnaces were fueled with heavy oil and the
change of fuel has clearly improved emission levels and eliminated the risk of
water and soil contamination due to heavy oil storage.
The waste gases generated during pusher-type furnace operation are evacuated
through recuperators to preheat the combustion air and thus save energy. BSW
makes a special effort to charge billets into the pusher furnaces at as high a
temperature as possible to minimize fuel consumption. Waste gases are released
into the atmosphere from chimney stacks. The continuous measurement of
nitrogen oxides at the pusher furnace is realized since 2004; therefore, this year
is taken as reference year.
Noise prevention measures In 1976 the first noise measurements were carried out in the vicinity of BSW. As
a consequence, a 600 meter long and 10 meter high noise insulation dam
parallel to the steel mill was built and vegetation was planted between the dam
and the village of Auenheim. This project was carried out with the support of the
Technical University of Karlsruhe and was completed by 1983. In 1987 changes
in production and stricter environmental legislation prompted BSW to develop a
noise reduction concept in conjunction with a leading company in this field.
60,0
80,0
100,0
120,0
140,0
kg N
OX
/ t p
rodu
ct
Specific NOX amount
100 100
0
116
- 1
+ 16 115
0,0
20,0
40,0
60,0
2008 2009 2010 2011Specific NOX amount
NOx Emissions from pusher type furnaces and steel plant NOX emissions are generated during steel production and pusher-type furnace
heating in the rolling mill.
BSW without noise protection park
Environmental Declaration 2012
The following year BSW submitted the associated expert reports to the
authorities and made them publicly available. Planning of the measures to be
performed and a second revision of the prognosis takes nearly two years. A noise
reduction program was defined with the target to achieve the prognosed values
by 1995.
BSW has performed noise reduction measures for a continuous reduction of
noise emissions and noise immissions for 25 years. The achievements are the
result of the following measures like:
Erection of a noise insulation dam in Auenheim (1980)
Planting of vegetation in Auenheim (1983)
Construction of noise insulation wall in scrap yard (1990)
Construction of noise insulation wall in billet yard (1990)
Construction of noise insulation wall alongside steel mill (1992)
Construction of noise insulation wall in rolling mill (1993)
Improvement of noise production of furnace and casting bay
during the extension (2002)
as well as to a multitude of smaller measures which are not mentioned in detail.
In the environmental declaration 2003 we set ourselves the target to further
decrease the noise level of the billet yard by building a roof and at the rolling mill
by a complete reconstruction of the roof. A specialized company for acoustics
calculated on the basis of the drawings a possible noise reduction before
commissioning of the roof construction works.
The calculations revealed that emissions cannot be reduced to the full satisfaction
of BSW by installation or re-construction of the roofs.
In cooperation with specialized companies an essentially more efficient noise
protection wall was calculated for the boundary of Auenheim. Only the
installation of a noise protection wall will reduce immissions in the neighborhood
considerably and permanently. After having received the building licence
construction work started in the year 2006, and in 2011 the noise protection wall
was finished with respect to its height. The greening and designing of the noise
protection wall is about 75% finished. The eastside of the noise protection wall
will be finished in 2013/2014. In addition; we have initiated a 16-point plan for a
further reduction of noise levels in the plant and in the municipality of Auenheim
(level see Environmental program 2011-2014 target No.1). Due to the redesign
of the rolling mill a continuation of the 16-point program will only be possible
after completion of the modifications.
BSW with noise protection park
6. Environmental and Energy Management System
Objectives of environmental and energy management system
The environmental management system introduced in 1997 shall help to lead the
employees' efforts for the environmental protection to a success and enhance
the continuous improvement of the internal environmental protection. The
responsibilities and the ways of written reporting are fixed. The environmental
management system is geared to the existing systems EMAS III and DIN EN ISO
14001.The energy management system as per DIN EN 16001 implemented at the
beginning of 2011 was integrated in the existing environmental management
system with the objective to produce steel in an energy-efficient way, to
minimize greenhouse-gas emissions and to reduce energy costs.
Organization of internal environmental protection The managing director and the Operation Managers (OM) are responsible for
environmental protection and energy management at BSW. The company
management provides the resources required for establishing, implementation,
maintenance and improvement of the environmental and energy management.
The resources include the assignment of qualified employees and the provision of
financial means. The company management determines the environmental and
energy policies and checks them for their realization. An environmental management officer and an energy management officer have been
appointed for the realization and maintenance of the environmental and energy
management system.
They have the following tasks:
Documentation and filing of relevant data
Keeping of legal and authorization records
Site inspections and checks
Coordination of environmental and energy program and the respective
objectives
Information of employees
Compilation of environmental declaration
Training of staff and management regarding relevant topics
Cooperation with the authorized representative, the internal officer and
the operation managers
Preparation of annual reports (energy report, waste report etc.)
Contact to authorities and execution of approval procedures.
Report to the management about the performance of the systems
including proposals for improvements and recommendations
30 | 31
Environmental Declaration 2012
The Operation Managers (OM) are responsible for:
Compliance with legal, official and internal regulations
Realization of the environmental objectives assigned to their department
according to the environmental program
Realization and control of the defined environmental and energy
measures
Improvement of motivation of employees for an active participation in
the internal environmental protection and energy saving
Contact person for the staff for questions related to the realization of
objectives
Organization of further education of the staff
Continuous improvement of energy efficiency
Procurement of energy efficient products
Procurement of environmentally friendly products
Handling and storage of hazardous materials
Disposal of waste in cooperation with the waste manager
The Operation Managers (OM) are supported by the Authorized Representatives (AR) and Internal Officers (IO). Authorized Representatives (AR) BSW has assigned and officially registered the following Authorized
Representative:
Waste manager
Risk prevention officer
Waters protection representative
Immission control officer
Radiation protection officer
Laser protection officer
Fire safety engineer
Health and safety officer The tasks of the Authorized Representative are in compliance with the legal
requirements.
The internal officers have been nominated in each department for the different
environmental areas, the respective department superintendent being their line
manager. The internal officers coordinate environmental activities on site and
form standing working committees to deal with issues relevant to the
environment.
32 | 33
BSW Environmental Protection Organization Chart The tasks of the Operation Managers, Authorized Representative and Internal
Officers are documented in BSW's Environmental Protection Chart.
The objectives related to environment and energy are in compliance with the
environmental and energy policy, take into account legal and other requirements
and are also measurable as far as practicable. Objectives must not lead to any
environmental pollution or deterioration of the energy situation. The realization
of the environmental and energy objectives also incorporates the technical
possibilities, the financial, operational and business requirements as well as the
points of view of other interest groups.
7. Objectives, individual targets and program
ManagementDirector
BSW – ENVIRONMENTAL PROTECTION ORGANIZATION CHART
Waste
Hazardous substances
Water protection
Oil separator
Noise
Immission protection
Radiation protection
Hazardous Incident
Hazard. goods transport
Env. archives
Suppliers
Work safety
Laser protection
Evironm. and Energy
management Representative
OM: Operation Manager
AR: Authorized Representative
IO: Internal Officer
Emergencies
IO:
IO:
IO:
IO:
IO:
AR:
IO:
IO:
IO:
IO:
IO:
IO:
IO:
IO:
IO:
IO:
AR:
IO:
IO:
IO:
Electrical Dep.OM:
IO:
IO:
IO:
IO:
IO:
AR:
IO:
IO:
Env. Dep.OM:
AR:
IO:
AR:
AR:
AR:
IO:
AR:
IO:
IO:
IO:
IO:
IO:
IO:
IO:
Works CouncilOM:
IO:
IO:
IO:
IO:
IO:
AR:
Work SafetyOM:
Status: April 2011
Fire protection AR:IO:
IO:
AR:
AR:
IO:
IO:
IO:
Energy
Steel plantOM:
IO:
IO:
MaintenanceOM:
Quality Dep.OM:
ShippingOM:
Human Res.OM:
PurchaseOM:
Comm. TradeOM:
IO: IO: IO:
Rolling millOM:
IO:
IO:
IO:
Environmental Declaration 2012
The objectives are mainly based on
Legal requirements
Results of eco-audits
Annual auditing of the management system
Result of management review
Site inspections
Environmental and energy audits
Evaluation of environmentally and energy relevant data
Need for action due to environmental and energy aspects
Proposals for improvement by employees
The total of all objectives make up the environmental and energy program.
The management of the company is responsible for the check-up and the
adjustment of the environmental and energy objectives. The current objectives
and the respective program are printed in the Environmental Declaration. The
financial means and the time frame are fixed by the company management.
The improvement measures are completed with responsibilities and dates and
integrated in the environmental and energy program. The figures stated in the
Environmental Declaration show that we already have a very high environmental
standard. The objectives determined in the last Environmental Declaration have
all been achieved.
Now we have set new objectives which will have to be put into effect.
Environmental and Energy program for the years 2006 to 2011
Target 1: Improvement of Noise protection Measures: Installation of a noise protection wall on the boundary of
Auenheim. Responsible: Person in charge – Reconstruction Department
Deadline: 2006 to 2011
Status: Finished
Target 2: Energy labeling
Measures: Inclusion of energy labeling in the purchase decision
Responsible: Head of Purchasing Department
Deadline: Continuously as of 3rd quarter 2009 Status: Finished
Target 3: Energy savings
Measures: Replacement of all CRT monitors by flat screens
Responsible: Head of Controlling/IT Deadline: 2nd quarter 2010 Status: Finished
Target 4: Introduction of a benchmark for the electrical energy consumption in the administration departments
Measures: Installation of additional electricity meters in the
administration buildings
Responsible: Head of Environmental Services Deadline: 1st quarter 2010 Status: Finished
Target 5: Introduction of an energy management system at BSW Measures: Introduction of the new standard DIN EN 16001
Responsible: Head of Environmental Services Deadline: 1st quarter 2011 Status: Finished
Target 6: Optimization of waste control Measures: Assignment of waste management facilities for disposal of
waste requiring special control Responsible: Waste control representative
Deadline: Current
Status: Finished
Target 7: Increase of the environmental awareness for a reduction of noise emissions at the scrap yard
Measures: Training of personnel at the scrap yard
Responsible: Head of scrap yard
Deadline: Continuously
Status: Finished
Target 8: Reduction of mineral oil consumption for vehicles Measures: Various measures (filtering, monitoring, oil analysis) Responsible: Head of Maintenance Department Deadline: Permanently after installation of an oil laboratory in the 4th
quarter 2009 Status: Finished
34 | 35
Environmental Declaration 2012
Target 9: Reduction of lubricant consumption at BSW equipment Measures: Various measures (fine filtering and oil analysis)
Responsible: Head of Steel Plant / Mechanical Department
Deadline: Until 4th quarter 2010
Status: Finished, 7 % completed
Environmental and Energy program for the years 2011 to 2014
Target 1: Reduction of noise level in „Neudorfstraße“ to < 47 dB(A)
Measures: Implementation of the individual measures listed in the
16-point-catalogue
Responsible: Head of Maintenance Department
Deadline: Extended until new rolling mill is finished.
Status: 8 of 16 points achieved. Due to the redesign of the rolling
mill a continuation of the 16-point program will only be
possible after completion of the modifications
Target 2: Configuration of the noise protection wall Measures: Greening and configuration of the noise protection wall
Responsible: Head of Maintenance Department
Deadline: Extended until 2013/ 2014 (Eastside)
Status: 75 % reached. North-, South-, Westside are finished
Target 3: Reduction of specific energy consumption in 2011
compared to 2010 by 3 kWh per ton at the electric arc furnaces
Measures: Optimization and improvement of furnace mode of
operation
Responsible: Head of Steel mill
Deadline: Until 2012
Status: Reduction of 5.7 kWh/ per ton reached
Target 4: Reduction of transportation routes in the coil storage
area by 10 %, and thus reduction of fuel consumption Measures: Installation of a new coil storage area and logistical
optimization of the internal coil transport
Responsible: Head of Maintenance Department
Deadline: Until 2013
Status: Finished 1st Quarter 2012
36 | 37
Target 5: Replacement of lighting in the roll workshop Savings of 125.000 kWh/ year after implementation Measures: Change to alternative lighting technology
Responsible: Head of Maintenance Department
Deadline: Until 2013
Status:
Target 6: Replacement of lighting in the BAT hall Measures: Change to alternative lighting technology
Responsible: Head of Electrical Department
Deadline: Until 2013
Status:
Target 7: Saving of diesel fuel reducing the amount of trips to the harbour scrap yard Measures: Installation of a camera system for wagons to monitor the
incoming scrap
Responsible: Head of scrap yard
Deadline: Until mid 2012
Status:
Target 8: Savings of 20.000 kWh/ year at the hydraulic rooms Measures: Installation of emergency lighting instead of permanent light
Responsible: Head of rolling mill and steel plant
Deadline: End of 2012
Status:
Target 9: Accurate compilation of electrical consumption Measures: Installation of 25 electric meters
Responsible: Head of Electrical Department
Deadline: End of 2012
Status: Started
The funds required for realization of the measures are included in the budget.
Environmental Declaration 2012
Der Unterzeichnende, Dr. Werner Wohlfarth, EMAS-Umweltgutachter
Mit der Registrierungsnummer DE-V-0049, akkreditiert oder zugelassen für den Bereich NACE 24.1, NACE 24.3 Herstellung von Stahl aus Schrott und die Weiterverarbeitung in Walzwerken zu Draht und Stabstahl bestätigt, begutachtet zu haben, ob der Standort Kehl der Badischen Stahlwerke GmbH – BSW, wie in der Umwelterklärung der
Badischen Stahlwerke GmbH,
Graudenzer Straße 45, 77694 Kehl
mit der Registrierungsnummer DE 126 00007 angegeben, alle Anforderungen der Verordnung (EG) Nr. 1221/2009 des Europäischen Parlaments und des Rates vom 25. November 2009 über die freiwillige Teilnahme von Organisationen an einem Gemeinschaftssystem für Umweltmanagement und Umweltbetriebsprüfung (EMAS) erfüllt.
Mit der Unterzeichnung dieser Erklärung wird bestätigt, dass
- die Begutachtung und Validierung in voller Übereinstimmung mit den Anforderungen der Verordnung (EG) Nr. 1221/2009 durchgeführt wurden,
- das Ergebnis der Begutachtung und Validierung bestätigt, dass keine Belege für die Nichteinhaltung der geltenden Umweltvorschriften vorliegen,
- die Daten und Angaben der Umwelterklärung des Standortes ein verlässliches, glaubhaftes und wahrheitsgetreues Bild sämtlicher Tätigkeiten des Standortes innerhalb des in der Umwelterklärung angegebenen Bereiches geben.
Diese Erklärung kann nicht mit einer EMAS-Registrierung gleichgesetzt werden. Die EMAS-Registrierung kann nur durch eine zuständige Stelle gemäß der Verordnung (EG) Nr. 1221/2009 erfolgen. Diese Erklärung darf nicht als eigenständige Grundlage für die Unterrichtung der Öffentlichkeit verwendet werden.
8. Validation and Certificate
38 | 39
Our people stand for success.
printed on PEFC-paper (Programme for Endorsement of Forest Certifi cation Schemes)
Impressum Published by: Badische Stahlwerke GmbH Contacts, text and graphics: Dipl.-Ing. Torsten Doninger Dipl.-Ing. Oliver Petrovic Printed by: Bernd Sikora, Offenburg