18.1 www.us.piping.georgefischer.com 18 Equipment for Plastic Fusion Equipment and Training Programs for Plastic Fusion Joining Complete line of equipment for thermoplastic pipe cutting and joining
Transcript
18.1www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Equipment and Training Programs
for Plastic Fusion Joining
Complete line of equipment for thermoplastic
pipe cutting and joining
18_ALL 6/7/02, 3:18 PM1
18.2 GEORGE FISCHER ‡
Training Programs.................................................................................................................................................................................18.3
Equipment Repair and Rental ...........................................................................................................................................................18.4
Overview Chart of IR and BCF Fusion Machines and Plastic Pipe Cutting Tools ...........................................................18.5
IR Plus™ Infrared Butt Fusion Technology ......................................................................................................................................18.6
Equipment for Infrared (IR) Joining ............................................................................................................................................... 18.10
Bead and Crevice Free (BCF) Plus Joining Technology ........................................................................................................ 18.15
Bead and Crevice Free (BCF) Joining Technology ................................................................................................................. 18.19
Equipment for SYGEF® HP Bead and Crevice Free (BCF) Joining ..................................................................................... 18.21
Label Printer and Readout Software ........................................................................................................................................... 18.24
Equipment for Cutting Plastic Pipe ............................................................................................................................................... 18.25
Overview Chart of Socket and Standard Butt Fusion Machines ....................................................................................... 18.26
Equipment for Socket Fusion Joining ........................................................................................................................................... 18.27
Equipment for Butt Fusion Joining ................................................................................................................................................. 18.32
Table of Contents
18_ALL 6/7/02, 3:18 PM2
18.3www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
George Fischer Training Programs
Experience shows that improper installa-tion, rather than faulty products, is theprimary reason for system failures, delaysand cost overruns. George Fischer be-lieves that the installation of our products isas important as the quality of the productswe manufacture. In keeping with thisbelief, George Fischer offers severaltraining courses. Contact your GeorgeFischer representative for class registrationinformation.
IR Level I Welder CertificationThis course covers fundamental trainingabsolutely necessary for proper operationof the infrared fusion machines.
Topics:• Plastic Pipe Fundamentals• Infrared Butt Fusion• General Information• Design / Function / Operation of the IR-
Basics of PlasticsThis course is a basic introduction toplastics and is designed for the installerwho has been commissioned to add on toan existing system, or install a small system,and complete drawings are not available.Course includes:• Plastic groups• Physical properties of thermoplastics• Proper handling and storage of plastic
piping• Pipe preparation, cutting and cleaning• Clamping, anchoring and supports
Infrared (IR) FusionCertificationThis six-hour, three-part course covers allaspects of using the IR Butt Fusion Technol-ogy. All trainees receive the first section,Introduction to IR Fusion. The trainees thenreceive hands-on training in the second (IR-63) and/or third (IR-225) section asrequired. Level I maintenance (dailypreventative maintenance) is taught aspart of the second and third sections.Upon successful completion and testing,the trainee will receive a Certificate ofCompletion and an Installer's Badge whichmay be worn on the job site.
Section 1 Introduction to IR FusionSection 2 IR-63 Fusion Certification
Section 3 IR-225 Fusion Certification
Bead and Crevice Free (BCF)Fusion CertificationThis six-hour course covers all aspects ofusing the BCF Flow Fusion Technology.Trainee will prepare pipe samples, insertand remove bladders, generate welds andperform hot cleaning of the heater heads.Upon successful completion and testing,the trainee will receive a Certificate ofCompletion and an Installer's Badge whichmay be worn on the job site.
Socket Fusion CertificationThis six-hour course covers all aspects ofhand-held and machine Socket FusionTechnology. Trainees will demonstratetheir ability to perform socket fusionjoining. Upon successful completion andtesting, the trainee will receive a Certificateof Completion and an Installer's Badgewhich may be worn on the job site.
Standard Butt FusionTrainingThis six-hour course covers all aspects ofStandard Butt Fusion Technology. Traineeswill demonstrate their ability to preparepipe, face pipe, heat and join piping.
Maintenance TrainingMaintenance training is available for theIR-63 and IR-225 machines.
IR Level II MaintenanceTrainingCompletion of this 16-hour (2 day) classallows the trainee to maintain externalparts of the machine.
Prerequisite:• All attendees must have completed the
George Fischer IR Level I WelderCertification Program
Topics:• Technical concepts of the machine• Machine inspections• Functional check• Maintenance procedures Level II• Alignment and adjustments• Weld evaluation• Documentation
Duration/Value:• 2 days/$500.00 per person
18_ALL 6/7/02, 3:18 PM3
18.4 GEORGE FISCHER ‡
Equipment Repairand Rental
Fusion Equipment RepairGeorge Fischer maintains a repairdepartment for the repair of fusionequipment. If you have any questionsabout the proper operation or needassistance in the repair of your GeorgeFischer Fusion Equipment, simply call therepair department direct by dialing1(800) 579-4322. You may also callGeorge Fischer in Tustin, California, 1(800)854-4090 and ask for the Machine RepairDepartment. Our staff is available Mondaythrough Friday from 8:00 am to 5:00 pmPacific Time, closed holidays andweekends.
Rental Fusion EquipmentGeorge Fischer maintains a rental pool offusion equipment on an "as available"basis. This pool includes BCF, BCF-n, IR-63,IR-63 Plus, IR-225, IR-225 Plus, SG 160, SG250. GF 250 CNC, GF 315 CNC,Bielomatik Bench Machine, PPC 250(electric). Contact George Fischer in Tustinfor more information.
Used Fusion EquipmentUsed equipment from the rental pool maybe purchased on an "as available" basis.Contact George Fischer in Tustin for moreinformation.
IR Level III MaintenanceTraining (Distributors Only)Completion of this 32-hour (4 day) classallows the trainee to maintain externaland internal parts of the machine. Thiscourse is conducted at the George FischerTustin facility only.
Prerequisite:• All attendees must have completed the
George Fischer IR Level II MaintenanceTraining at least 6 months earlier
Topics:• Technical concepts of the machine• Machine inspections• Functional check• Maintenance procedures Level III• Alignment and adjustments• Weld Inspection Program• Documentation
Duration/Value:• 4 days/$1,500.00 per person
IR Level III Refresher Training(Distributors Only)This course is a refresher for Level IIIpersonnel and includes current updates forthe IR 63, IR 225 and IR Plus machines. Thiscourse must be taken 1 year after theinitial Level III course and then every twoyears after that. This course is conductedat the George Fischer Tustin facility only.
Prerequisite:• All attendees must have completed the
George Fischer IR Welder Certificationand IR Level II and Level IIIMaintenance Training.
Duration/Value:• 2 days/$500.00 per person
IR Weld Inspection Program(WIP)Upon completion of this eight-hour (1 day)class, the QA Inspector will have a goodbasis to perform on-site visual IR weldevaluation.
Prerequisite:• All attendees must have completed the
George Fischer Level I WelderCertification Program and have weldingexperience
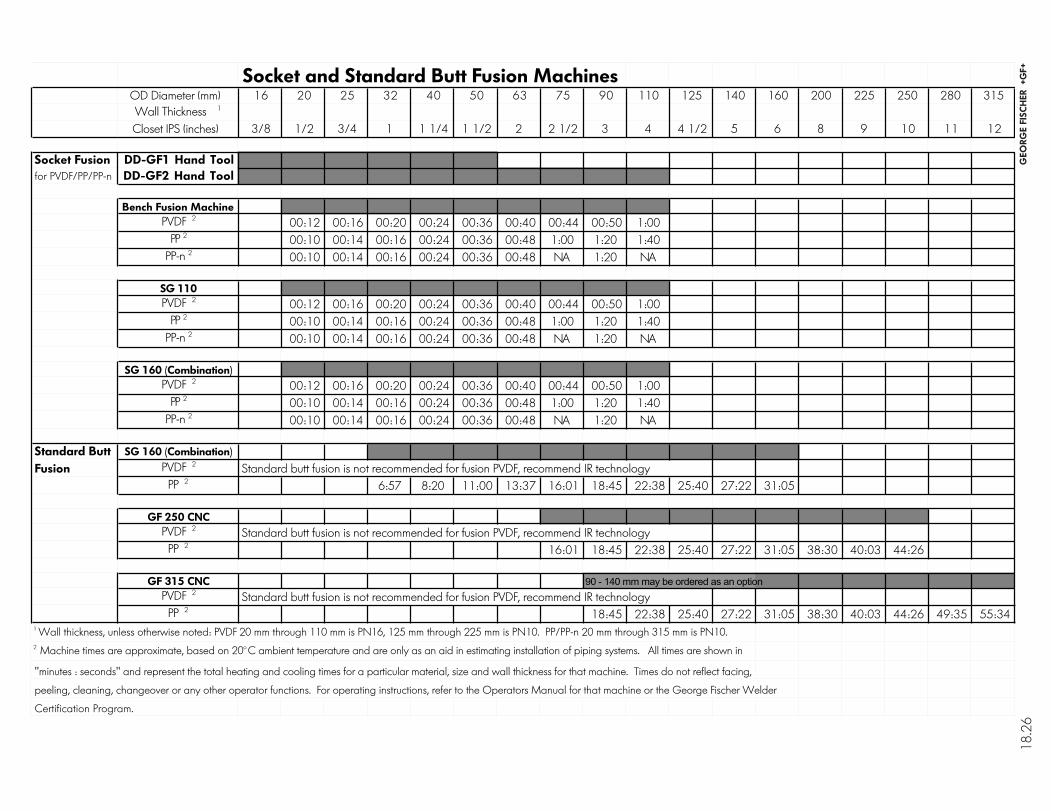
PVDF 2 (Manual)1 Wall thickness, unless otherwise noted: PVDF 20 mm through 110 mm is PN16, 125 mm through 225 mm is PN10. PP/PP-n 20 mm through 315 mm is PN10.2 Machine times are approximate, based on 20oC ambient temperature and are only as an aid in estimating installation of piping systems. All times are shown in "minutes : seconds" and
represent the total heating and cooling times for a particular material, size and wall thickness for that machine. Times do not reflect facing, peeling, cleaning, changeover or any other operator
functions. For operating instructions, refer to the Operators Manual for that machine or the George Fischer Welder Certification Program.
18_ALL
6/7/02, 3:20 PM
5
18.6 GEORGE FISCHER ‡
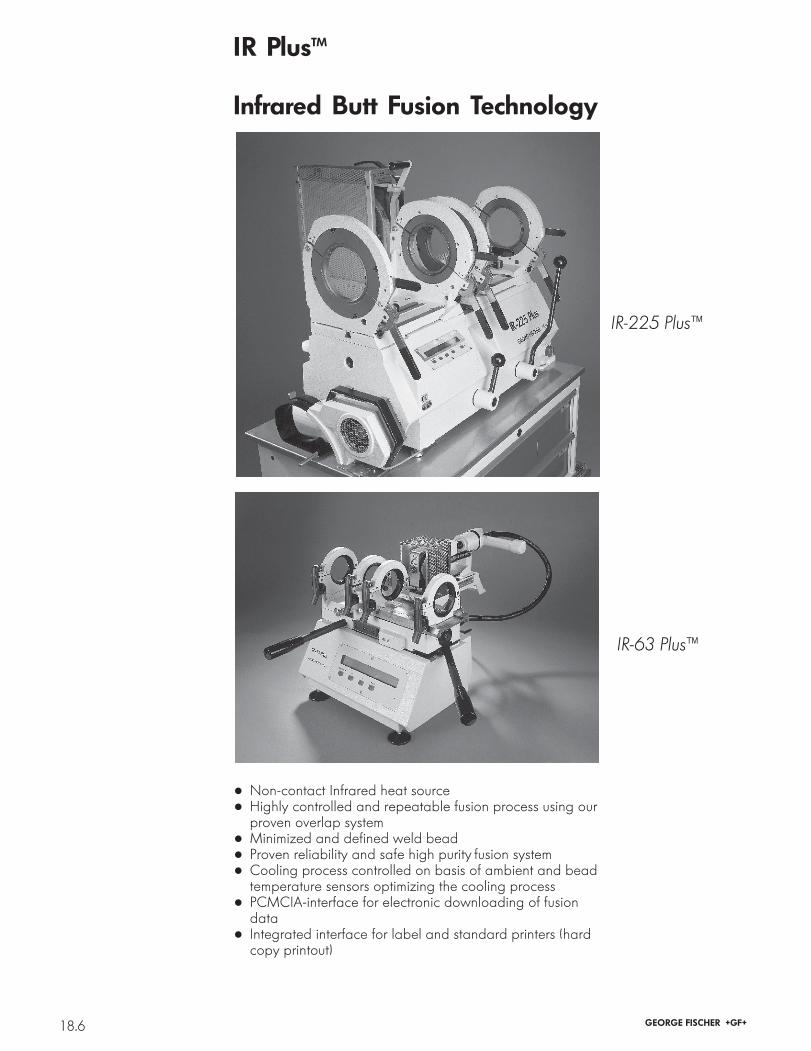
IR PlusTM
Infrared Butt Fusion Technology
º Non-contact Infrared heat sourceº Highly controlled and repeatable fusion process using our
proven overlap systemº Minimized and defined weld beadº Proven reliability and safe high purity fusion systemº Cooling process controlled on basis of ambient and bead
temperature sensors optimizing the cooling processº PCMCIA-interface for electronic downloading of fusion
dataº Integrated interface for label and standard printers (hard
copy printout)
IR-225 Plus™
IR-63 Plus™
18_ALL 6/7/02, 3:21 PM6
18.7www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
IR Plus™ technolgoy reduces fusiontime up to 50%George Fischer, a world leader in IR(infrared) fusion technology, hasresponded to customers' needs for fasterhigh purity piping system installation byreducing IR fusion times up to 50%. Thenew IR Plus technology utilizes materialtemperature to determine the end of theprocess time. When the material reachesa defined temperature, Material ReleaseTemperature or MRT, then the materialmay be removed from the clamps withoutany damage to the fusion. Using anambient air temperature sensor and non-contact infrared sensor, which monitorsthe external temperature of the fusion,calculations are made to determine thetemperature at the center of the fusion.When the temperature at the center ofthe fusion reaches the MRT, the machineends the process. Further reduction ofprocess time is obtained by using acooling fan on large diameter pipe/fittings.
Material Temperature Curves underdifferent ambient conditions
Principle of IR Plus™
Wall temperature
Bead temperature
TimeEnd
Release
Tem
pera
ture
(°C
)
IR-225 plusIR-225
Butt fusion
100%
80%
60%
40%
20%
0%
all sizes
all sizes
IR-63 plusIR-63
Butt fusion
100%
80%
60%
40%
20%
0%
all sizes
all sizes
180
160
140
120
100
80
60
40
20
00 50 100 150 200 250
5° C23°C40°CMRT
cooling time (sec.)
fusi
on z
one t
em
pera
ture
(°C
)
Ventilator
Pipe
Electronics
Ambient temperature sensor
Infrared sensor
Comparison Fusion Times IR-63 Plus™ Comparison Fusion Times IR-225 Plus™
IR PlusTM technology cuts fusion time in half
Principle of IR Plus™
18_ALL 6/7/02, 3:21 PM7
18.8 GEORGE FISCHER ‡
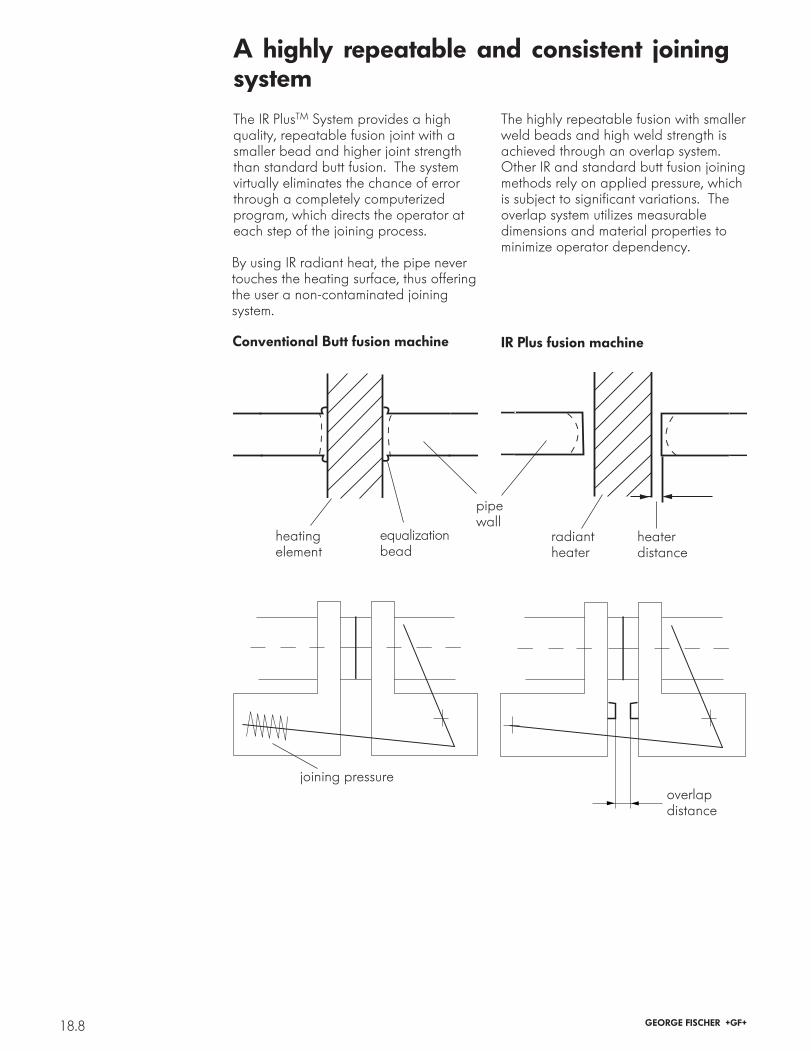
A highly repeatable and consistent joiningsystem
The IR PlusTM System provides a highquality, repeatable fusion joint with asmaller bead and higher joint strengththan standard butt fusion. The systemvirtually eliminates the chance of errorthrough a completely computerizedprogram, which directs the operator ateach step of the joining process.
By using IR radiant heat, the pipe nevertouches the heating surface, thus offeringthe user a non-contaminated joiningsystem.
The highly repeatable fusion with smallerweld beads and high weld strength isachieved through an overlap system.Other IR and standard butt fusion joiningmethods rely on applied pressure, whichis subject to significant variations. Theoverlap system utilizes measurabledimensions and material properties tominimize operator dependency.
joining pressureoverlapdistance
Conventional Butt fusion machine IR Plus fusion machine
equalizationbead
heatingelement
heaterdistance
radiantheater
pipewall
18_ALL 6/7/02, 3:21 PM8
18.9www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
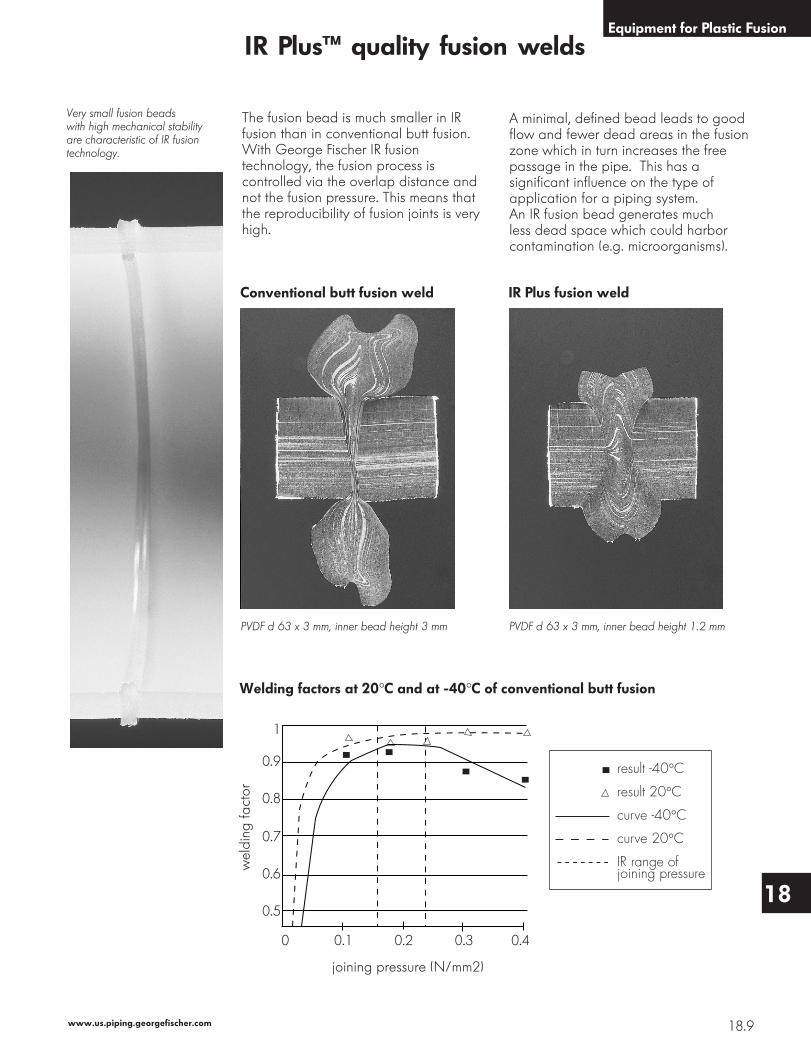
IR Plus™ quality fusion welds
The fusion bead is much smaller in IRfusion than in conventional butt fusion.With George Fischer IR fusiontechnology, the fusion process iscontrolled via the overlap distance andnot the fusion pressure. This means thatthe reproducibility of fusion joints is veryhigh.
PVDF d 63 x 3 mm, inner bead height 1.2 mm
Very small fusion beadswith high mechanical stabilityare characteristic of IR fusiontechnology.
A minimal, defined bead leads to goodflow and fewer dead areas in the fusionzone which in turn increases the freepassage in the pipe. This has asignificant influence on the type ofapplication for a piping system.An IR fusion bead generates muchless dead space which could harborcontamination (e.g. microorganisms).
Welding factors at 20°C and at -40°C of conventional butt fusion
IR Plus fusion weld
PVDF d 63 x 3 mm, inner bead height 3 mm
Conventional butt fusion weld
result -40°C
result 20°C
curve -40°C
curve 20°C
IR range of joining pressurew
eld
ing
fa
cto
r
joining pressure (N/mm2)
1
0.9
0.8
0.7
0.6
0.5
0 0.1 0.2 0.3 0.4
18_ALL 6/7/02, 3:21 PM9
18.10 GEORGE FISCHER ‡
Equipment for Infrared Joining
IR-63 Plus Machine (20 - 63 mm)
IR-63 Plus machine includes heating element, facing tool, left and right adjustableclamping stations, pipe clamp insert for 20 - 63 mm, 5 meter extension cables forremote use of clamping carriage, removable accessory tray, heater shield, powercord, hand tools and transportation container. Data Interfaces includes serial andparallel ports, and a PCMCIA interface. Machine operates on 220 Vac, 800 W,single phase. Step-up power converter, 115 Vac to 220 Vac, is available and is sold
separately, see accessories below.
Description Part Number
IR-63 Plus Machine complete 790 131 005
Accessories for IR-63 and IR-63 Plus Machines
Description Part Number
Power Converter, 115/220 Vac 790 103 095Adjustable Clamping Station
Replacement Parts for IR-63 and IR-63 Plus Machines
Description Part Number
Facing blade set (1 set = 2 blades) 790 131 045Pipe stop 790 131 046Heater shield 155 131 001Power cord 150 131 246Clamping Station Extension Set (8 pieces =1 set) 790 131 052
Hand Tools3 mm Allen wrench 243 870 034 mm Allen wrench, red handle 790 131 2645 mm Allen wrench 243 870 05T-10 Torx wrench 790 131 129Screwdriver, Philips, phx40 790 131 481
Pipe Clamp Inserts (8 each per machine)20 mm insert (1 each) 790 131 03825 mm insert (1 each) 790 131 03932 mm insert (1 each) 790 131 04040 mm insert (1 each) 790 131 04150 mm insert (1 each) 790 131 04263 mm insert (1 each) 790 131 043
PE Pipe End Cap Sets (1 set = 4 caps)20 mm End Cap Set 790 131 03025 mm End Cap Set 790 131 03132 mm End Cap Set 790 131 03240 mm End Cap Set 790 131 03350 mm End Cap Set 790 131 03463 mm End Cap Set 790 131 035
IR-225 Plus Machine complete with 790 133 008wooden work table
IR-225 Plus Machine complete with 790 133 009stainless steel work table and label printer
IR-225 Plus machine includes heating element, facing tool, left and right adjustableclamping stations, pipe clamp inserts for 63 - 225 mm, hand tools and work table/transportation container. Data Interfaces includes serial and parallel ports, and aPCMCIA interface. Machine operates on 220 Vac, 1600 W, three phase.
Accessories for IR-225 and IR-225 Plus Machines
Description Part Number
Adjustable Clamping StationLeft Side 790 133 061Right Side 790 133 062Stainless steel work table/transportationcontainer with label printer 790 133 021IR Pin Removal Kit 155 131 099IR Level III Tool Kit 155 131 200Cleaning Tissue, Individually package (sold 799 496 010in increments of 100 each)Cleanroom Wipes, Polyester, 9"x9", 150/pkg 155 122 002
Stainless Steel Worktable
Adjustable Clamping Station
18_ALL 6/7/02, 3:21 PM12
18.13www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Equipment for Infrared Joining (cont.)
Replacement Parts for IR-225 and IR-225 Plus Machines
Description Part Number
Facing blade set (1 set = 2 blades) 790 133 046Pipe stop 790 133 047
Hand Tools5 mm Allen wrench 243 870 056 mm Allen wrench, T handle 790 101 238T-25 Torx wrench 790 133 577Screwdriver, Philips, phx40 790 131 481
Pipe Clamp Inserts (8 each per machine)63 mm insert (1 each) 790 133 02675 mm insert (1 each) 790 133 02790 mm insert (1 each) 790 133 028110 mm insert (1 each) 790 133 029160 mm insert (1 each) 790 133 032200 mm insert (1 each) 790 133 033225 mm insert (1 each) 790 133 034
PE Pipe End Cap Sets (1 set = 4 caps)63 mm End Cap Set 790 133 03575 mm End Cap Set 790 133 03690 mm End Cap Set 790 133 037110 mm End Cap Set 790 133 038160 mm End Cap Set 790 133 041200 mm End Cap Set 790 133 042225 mm End Cap Set 790 133 043
Facing bladeset
Pipe Stop
18_ALL 6/7/02, 3:21 PM13
18.14 GEORGE FISCHER ‡
Equipment for Infrared Joining (cont.)
IR PlusTM ModificationAll IR Plus modifications must be per-formed in the Tustin, CA, facility and mustbe scheduled prior to being received inTustin. Customers who previouslypurchased a Version 5.0 upgrade andnow would like to have that machinemodified to IR Plus may receive a fullcredit of the price paid for the Version5.0 upgrade on that machine toward thepurchase price of an IR Plus modification.Benefits:• Reduced fusion times, up to 50%
over previous IR System• Fusion process controlled by environ-
mental condition• Year 2000 compatible (Y2K)• All new electronics and program-
ming• Integrated interface for printer and
label printer• PCMCIA interface for paperless
data download• Second weld counter (1 permanent
and 1 adjustable)• Electronics fully protected against
EMI• Maintenance reminder system
IR Machine Upgrades andModification
Scheduling IR Version 5.0 Upgradeand IR Plus ModificationAll IR upgrades and modification must bescheduled. Confirmed schedule dateswill be given to distributors only inconjunction with issuing of an RMAnumber. Serial number is required for theRMA and confirmed schedule date.
IR Machine, Version 5.0 UpgradeWhile the Version 5.0 upgrade does notoffer the advantages of IR Plus, it doesoffer a number of other advantagesincluding Year 2000 compatibility.• Heater temperature controlled in
accordance with the ambienttemperature leads to: increasedoperating temperature range (+5° Cto +40°C) and more consistentfusion over total operating range
• Display of ambient temperature errormessage when outside of opera-tional range; however, the fusionprocess may still be completed
• Program re-loads fusion parametersautomatically before each fusion
• Year 2000 compatible (Y2K)• Option to have machine owner's
name appear on the fusion printout• A switch has been added to prevent
removal of the fused parts beforecompletion of cool down cycle
• IR-225: heater temperature has beenoptimized for fusion of polypropy-lene
• IR-225: PVDF PN16 parameters havebeen added for 140, 160, 200 and225 mm
18_ALL 6/7/02, 3:21 PM14
18.15www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Bead and Crevice Free (BCF®) Plus Joining
Evolution of Innovation
Unsurpassed fusion weld qualityº No beadsº No crevicesº No transitionsº No dead legs and no microorganic depositsº Very high fusion weld stabilityº Very little stress in the fusion zone, therefore less prone to stress cracking
corrosionº Controlled and secured manufacturing processes thanks to own machine
productionº Worldwide recognized and certified training of quality control personnel
and installers
18_ALL 6/7/02, 3:21 PM15
18.16 GEORGE FISCHER ‡
Equipment for Bead and Crevice Free (BCF)Plus Joining
BCF Plus Fully-Equipped MachineFully-equipped machine for bead and crevice free joining of SYGEF PVDF HP, SYGEFPVDF standard, PP-n natural polypropylene, and SYGEF PVDF HP BCF with dimensions20–63 mm with integrated remote weld unit.
Description Part Number
BCF Plus Machine complete 790 121 002
Completely equipped BCF Plus fusion machine includes:• Machine housing with remote weld unit• Carrying case• HP workbench• Heating stations 20–63 mm• Clamping units with clamping inserts 20–63 mm• Facing tool 20–63 mm• Hose box, including hose• Supporting tool• BRET
18_ALL 6/7/02, 3:21 PM16
18.17www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Accessories for BCF Plus Machines
Description Part Number
BCF Plus Heating Stations20 mm 790 121 11125 mm 790 121 11232 mm 790 121 11340 mm 790 121 11450 mm 790 121 11563 mm 790 121 116
BCF Bladder for SYGEF PVDFOnly suitable for welding SYGEF PVDF andnot for PP-n. Silver blister heading.20 mm 790 121 04125 mm 790 121 04232 mm 790 121 04340 mm 790 121 04450 mm 790 121 04563 mm 790 121 046
BCF Plus Bladder for PP-n NaturalPolypropyleneOnly suitable for welding PP-n and not forSYGEF PVDF. Blue blister heading.20 mm 790 121 09125 mm 790 121 09232 mm 790 121 09340 mm 790 121 09450 mm 790 121 09563 mm 790 121 096
BCF Plus Facing ToolInclusive crank handle, mounting material andclamping inserts. Suitable for SYGEF PVDF aswell as PP-n.20–63 mm 790 121 052
BCF Plus Clamping Inserts for Facing Tool20 mm 790 121 06125 mm 790 121 06232 mm 790 121 06340 mm 790 121 06450 mm 790 121 06563 mm 790 121 066
BCF Plus Facing Tool Mounting PlateFor attaching facing tool on workbench 790 121 055
BCF Plus Clamping InsertsThe clamping inserts are dimension-specific.20 mm 790 131 03825 mm 790 131 03932 mm 790 131 04040 mm 790 131 04150 mm 790 131 04263 mm 790 131 043
18_ALL 6/7/02, 3:21 PM17
18.18 GEORGE FISCHER ‡
Accessories for BCF Plus Machines, continued
Description Part Number
BCF Plus Hose BoxTo store air hose 790 121 077
BCF Plus HoseCompressed air hose to connect BCF Plus 790 122 087bladder with BCF Plus machine
BCF Plus Supporting ToolPrevents components from slipping20–63 mm 790 121 072
BCF Plus Bladder/Hose Puller (BRET)To easily pull bladders from welded parts 790 121 075
Label Printer TLP-2742Description Part Number
The thermotransfer printer from Eltron 790 131 027*International is compact and ergonomic, idealfor use on job sites.* Due to guarantees and service handling, we recommend the purchase of the thermal transferprinter directly from local Eltron distributors. A list of world-wide addresses is available uponrequest.
Thermal Printer Ribbon for TLP-2742Description Part Number
The thermal transfer ribbon is specially suited for 790 131 029printing polyester labels. It is 110 mm wide and91 meters long.
18_ALL 6/7/02, 3:21 PM18
18.19www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
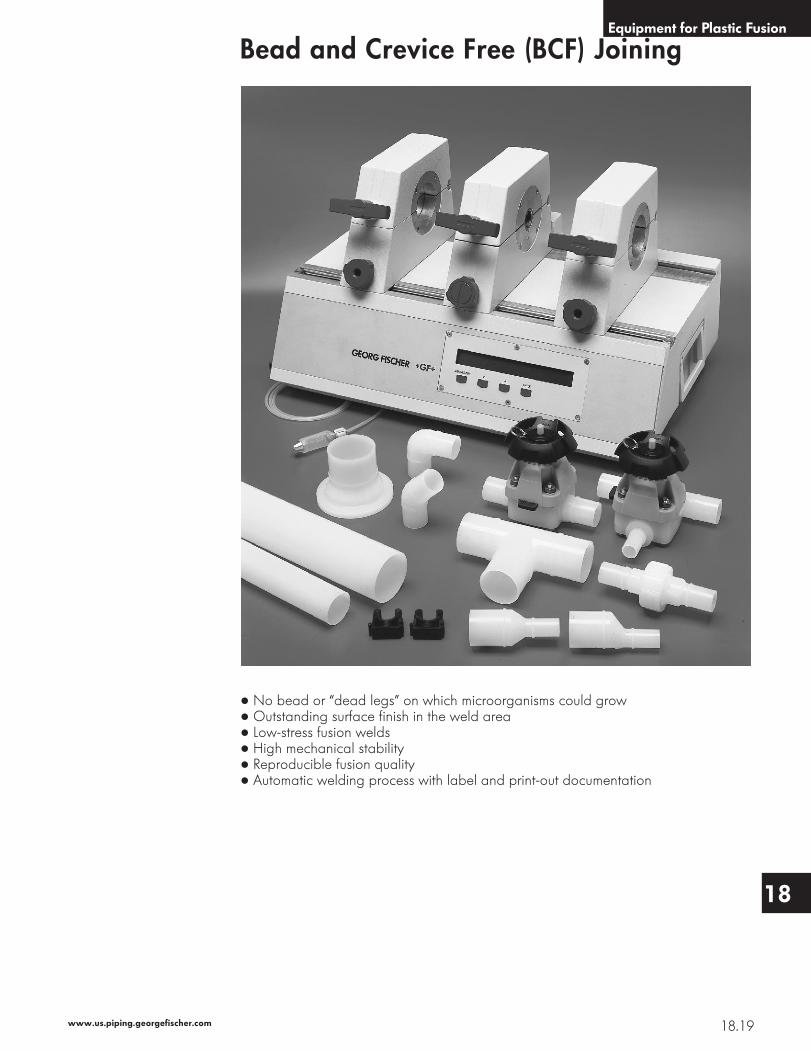
Bead and Crevice Free (BCF) Joining
º No bead or “dead legs” on which microorganisms could growº Outstanding surface finish in the weld areaº Low-stress fusion weldsº High mechanical stabilityº Reproducible fusion qualityº Automatic welding process with label and print-out documentation
18_ALL 6/7/02, 3:21 PM19
18.20 GEORGE FISCHER ‡
The manufacture and use of fine chemi-cals, and also of ultra-pure water, is be-coming increasingly important in manybranches of industry. The semiconduc-tor, biotechnology and pharmaceuticalsindustries, as well as the foodstuff andbeverage industries are the main users.
The quality and cleanliness of the pipingsystems become more and moreimportant and are adapted to suit theenhanced requirements. This alsoapplies to the joints between pipe andfittings or valves. In particular, thereshould be no crevices, beads or deadareas where particles or bacteria couldpossibly become lodged. The plasticsjoining technologies commonly used intoday's piping systems, socket and buttfusion, are, however, unable to meetthese requirements, as they do notentirely prevent beads and crevices.The main distinguishing feature of the
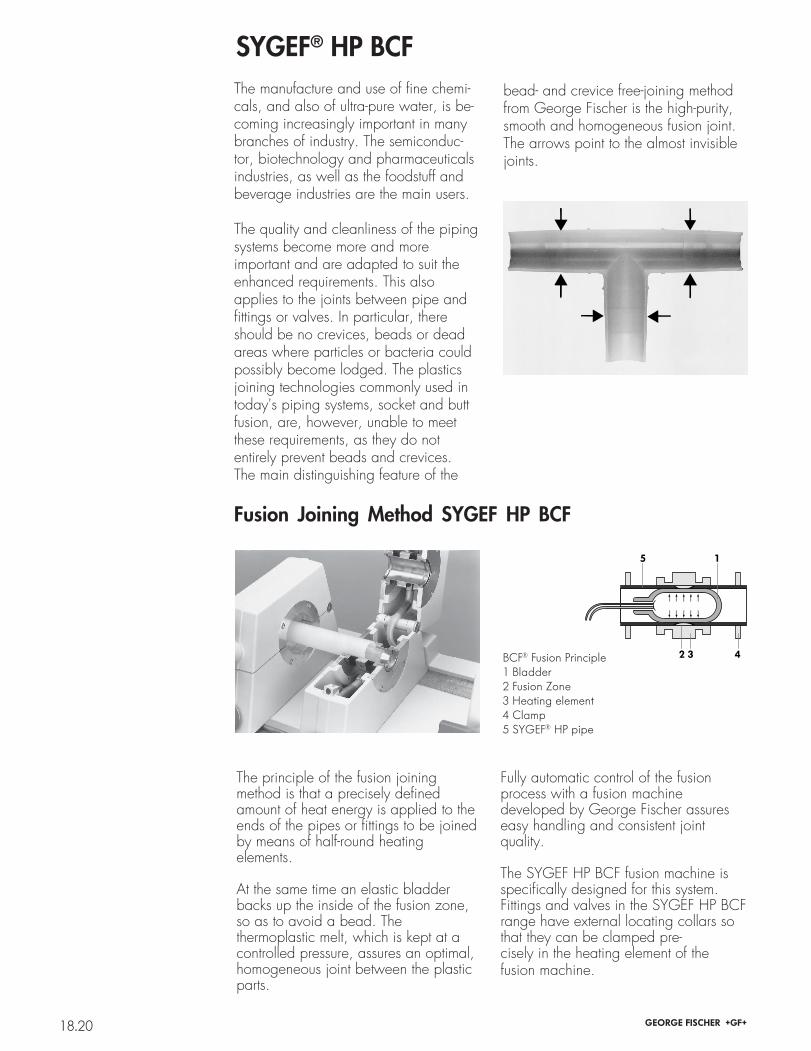
bead- and crevice free-joining methodfrom George Fischer is the high-purity,smooth and homogeneous fusion joint.The arrows point to the almost invisiblejoints.
Fusion Joining Method SYGEF HP BCF
The principle of the fusion joiningmethod is that a precisely definedamount of heat energy is applied to theends of the pipes or fittings to be joinedby means of half-round heatingelements.
At the same time an elastic bladderbacks up the inside of the fusion zone,so as to avoid a bead. Thethermoplastic melt, which is kept at acontrolled pressure, assures an optimal,homogeneous joint between the plasticparts.
Fully automatic control of the fusionprocess with a fusion machinedeveloped by George Fischer assureseasy handling and consistent jointquality.
The SYGEF HP BCF fusion machine isspecifically designed for this system.Fittings and valves in the SYGEF HP BCFrange have external locating collars sothat they can be clamped pre-cisely in the heating element of thefusion machine.
Completely equipped BCF fusion machine includes all heating stations for 20–63 mm,2 bladders of each size, 2 sizes of air hose, accessories and transportation boxes.Data Interfaces is a parallel ports. Machine operates on 115 Vac, 50/60 Hz, singlephase.
Accessories for BCF Machines
Description Part Number
Remote Head, with 115 Vac cooling fan, 790 122 0785 meter (~16ft) cable
Bladders for PVDFBladder, 20 mm 790 122 041Bladder, 25 mm 790 122 042Bladder, 32 mm 790 122 043Bladder, 40 mm 790 122 044Bladder, 50 mm 790 122 045Bladder, 63 mm 790 122 046
Bladders for PP-nBladder, 20 mm 790 122 091Bladder, 25 mm 790 122 092Bladder, 32 mm 790 122 093Bladder, 40 mm 790 122 094Bladder, 50 mm 790 122 095Bladder, 63 mm 790 122 096
Air HoseAir hose, 4 mm, 11 meter (~35ft), use with 790 122 08720 - 40 mm bladderAir hose, 6 mm, 11 meter (~35ft), use with 790 122 08850 - 63 mm bladderPTFE - Fabric, 2" wide x 36" long 155 122 001Cleaning Tissue, Individually packaged 799 496 010Cleanroom Wipes, Polyester, 9"x9", 150/pkg 155 122 002
Heating StationsHeating station, 20 mm, 115 Vac 790 122 061Heating station, 25 mm, 115 Vac 790 122 062Heating station, 32 mm, 115 Vac 790 122 063Heating station, 40 mm, 115 Vac 790 122 064Heating station, 50 mm, 115 Vac 790 122 065Heating station, 63 mm, 115 Vac 790 122 066
Pipe Clamp Inserts (1 set per machine)Pipe clamp insert set, 20 mm (4 half shells) 790 122 031Pipe clamp insert set, 25 mm (4 half shells) 790 122 032Pipe clamp insert set, 32 mm (4 half shells) 790 122 033Pipe clamp insert set, 40 mm (4 half shells) 790 122 034Pipe clamp insert set, 50 mm (4 half shells) 790 122 035Pipe clamp insert set, 63 mm (4 half shells) 790 122 036
Facing ToolsFacing tool, 20 mm 790 122 151Facing tool, 25 mm 790 122 152Facing tool, 32 mm 790 122 153Facing tool, 40 mm 790 122 154Facing tool, 50 mm 790 122 155Facing tool, 63 mm 790 122 156Facing tool set, complete with box 155 122 150
Replacement Blades, facing toolsBlade, 20 mm 790 122 551Blade, 25 mm 790 122 552Blade, 32 mm 790 122 553Blade, 40 mm 790 122 554Blade, 50 mm 790 122 555Blade, 63 mm 790 122 556Clamping station, pipe 790 122 090Bladder case 790 122 097Bladder tool, 4 mm 790 122 101Bladder tool, 6 mm 790 122 102Reducer, air hose, 6 to 4 mm 790 122 103Coupling, air hose, 4 mm 790 122 104Coupling, air hose, 6 mm 790 122 105Tubing cutter, air hose 790 122 106Allen wrench, T-handle, 10 mm 790 122 112Power cord, 115 Vac 790 122 248Case, machine storage 790 122 098Case, accessory storage 790 122 099
Bladder Tool
Coupling
Reducer
Tubing Cutter
18_ALL 6/7/02, 3:21 PM22
18.23www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Equipment for BCF Joining (cont.)
BCF Version 4.0 Modification
Modification of BCF machine with serial number below 122450501 is available.Advantages of the modification are as follows:
• “Y2K” compatible• Allows positioning of the bladder before starting the heating cycle• Separate cycle for hot heater head cleaning without inflating the bladder• Stores and print out the last 256 fusion’s by fusion number or date• Can input and print out job site and operator information similar to IR machine• Print out format similar to IR machine
Installation is performed only in the Machine Repair Department at George Fischer,Inc., Tustin, CA.
18_ALL 6/7/02, 3:21 PM23
18.24 GEORGE FISCHER ‡
Label Printer and Readout Software
Printing Labels
BCF Machines - Versions 1.0 - 2.2 will not print labels. Version 3.0 - 4.0 will printlabels with the use of an interface box.
IR-63 and IR-225 Machines - Versions 1.0 - 5.0 will print labels with the use of aninterface box.
IR-63 PlusTM or IR-225 PlusTM Machines - Interface box will not work with the IR Plusmachines. In order to print labels, connect the label printer serial port directly to theserial port on the IR PlusTM machine. The printer/machine must be initialized in orderto print labels from the machine (see operational manual for IR Plus machine).
IR PlusTM Data-Win program is used to perform paperless download of fusion data toa laptop computer through the use of the PCMCIA card. The data may be openedthrough an Excel or similar spreadsheet program.
Description Part Number
IR PlusTM Data-Win program, with Windows 790 131 47195 package with PCMCIA cardPCMCIA card 790 131 473
* Printer InformationGeorge Fischer does not warrant the label printer or the printers in the Printer Pack-age. Contact the manufacturer or their representative for warranty repair or service.
Label Printer, TLP 2642 Print-out Printer, DeskJet 400Eltron International , Inc. Hewlett Packard41 Moreland Road Phone: (800) 752-0900Simi Valley, CA 930655-1692 Fax-back: (800) 231-9300Phone: (808) 344-4003 Web: http://www.hp.comFax: (805) 579-1808Fax-back: (805) 579-1809Web: http://www.eltron.com
Interface box
Ribbon
Label Printer
18_ALL 6/7/02, 3:21 PM24
18.25www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Equipment for Cutting Plastic PipePlastic Pipe Cutter PPC-250
Machine includes 1 saw blade for PE/PP pipe and 1 saw blade for PVC/PVDFpipe. 1 set of adaptor jaws (110-160 mm) are also included.
Replacement Saw Blades for PPC-250
Description Specification Part Number
Blade for PE/PP 790 201 027Blade for PVC/PVDF 790 201 028
High Purity Plastic Pipe Cutter PPC-250 HP
Description Specification Part Number
Plastic Pipe Cutter 110,160,200,225 mm 790 201 011PPC-250 HP Manual OperationFloor Stand 790 109 101Shipping and Storage Crate 790 201 100MD
Machine includes 1 cutting blade. Floor stand and shipping and storagecrate are purchased separately. Clamping shells must be purchased separately.
Clamping Shells for PPC-250 HP1 set = 2 each half shells
Description Specification Part Number
Clamping Shell Set 110 mm 790 201 081DClamping Shell Set 160 mm 790 201 080DClamping Shell Set 200 mm 790 201 079DClamping Shell Set 225 mm 790 201 078D
Accessories
Description Specification Part Number
Cut Off Tool 790 201 378Adapter Plate Convert PPC–250 to 790 201 099w/handle PPC–250 HPPipe Vice (Strap)Pipe Vice for plastic pipe 790 052 231Pipe Support, for use with 790 052 228pipe vice
GF 315 CNC 90 - 140 mm may be ordered as an option
PVDF 2 Standard butt fusion is not recommended for fusion PVDF, recommend IR technology
PP 2 18:45 22:38 25:40 27:22 31:05 38:30 40:03 44:26 49:35 55:341 Wall thickness, unless otherwise noted: PVDF 20 mm through 110 mm is PN16, 125 mm through 225 mm is PN10. PP/PP-n 20 mm through 315 mm is PN10.2 Machine times are approximate, based on 20oC ambient temperature and are only as an aid in estimating installation of piping systems. All times are shown in
"minutes : seconds" and represent the total heating and cooling times for a particular material, size and wall thickness for that machine. Times do not reflect facing,
peeling, cleaning, changeover or any other operator functions. For operating instructions, refer to the Operators Manual for that machine or the George Fischer Welder
Certification Program.
18_
ALL
6/7/
02, 3
:24
PM
26
18.27www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
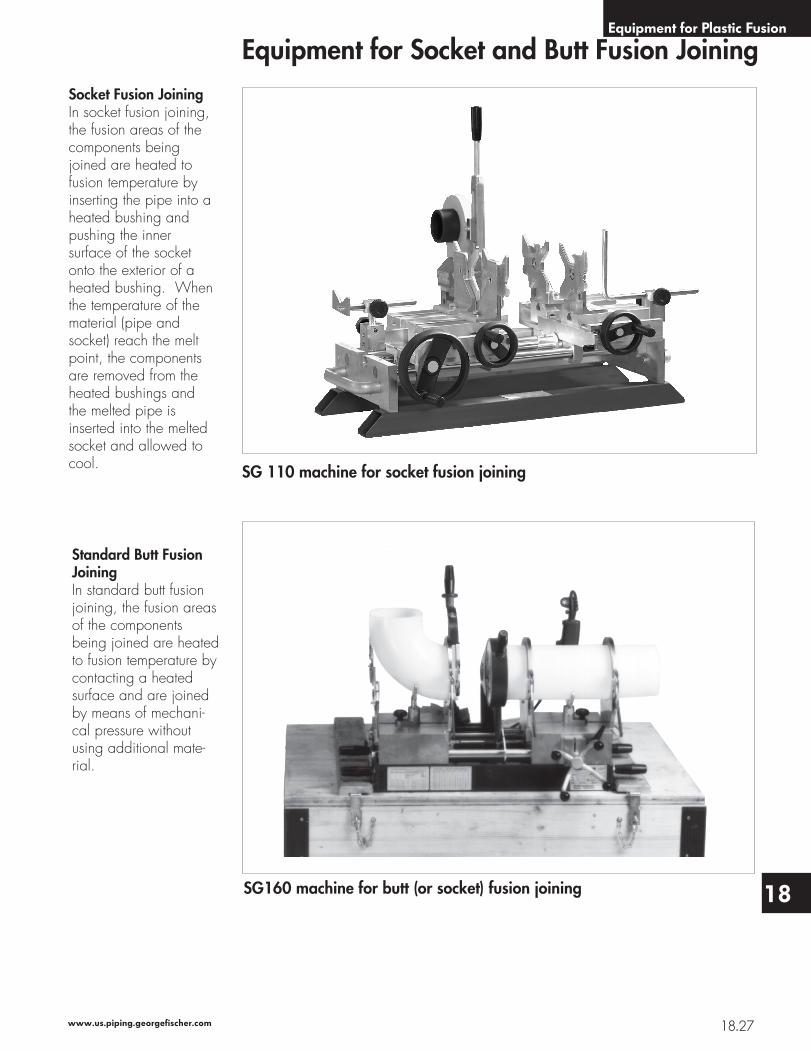
Equipment for Socket and Butt Fusion JoiningSocket Fusion JoiningIn socket fusion joining,the fusion areas of thecomponents beingjoined are heated tofusion temperature byinserting the pipe into aheated bushing andpushing the innersurface of the socketonto the exterior of aheated bushing. Whenthe temperature of thematerial (pipe andsocket) reach the meltpoint, the componentsare removed from theheated bushings andthe melted pipe isinserted into the meltedsocket and allowed tocool.
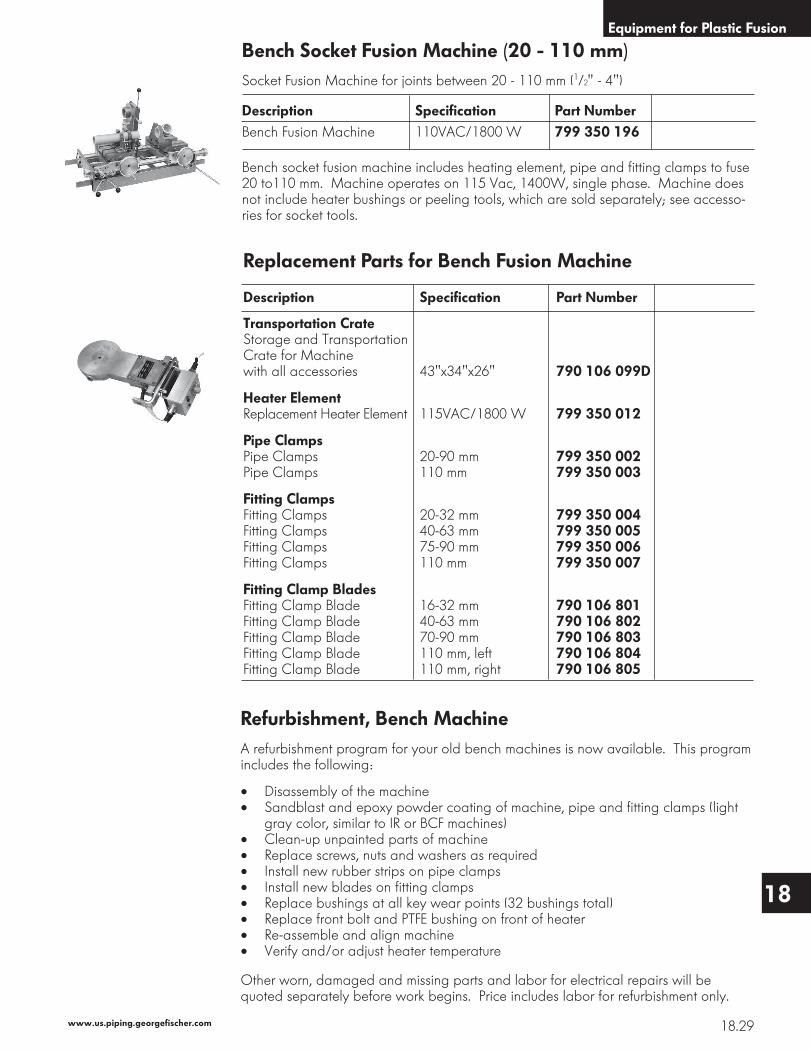
Standard Butt FusionJoiningIn standard butt fusionjoining, the fusion areasof the componentsbeing joined are heatedto fusion temperature bycontacting a heatedsurface and are joinedby means of mechani-cal pressure withoutusing additional mate-rial.
Portable heating element socket fusion machine for use in workshop and on site. Forjoints between 20 - 110 mm (1/2" - 4") in PP and PVDF.
Description Specification Part Number
SG 110 Fusion Machine 115V 790 310 003
SG 110 socket fusion machine includes the following:Basic machine• compact, sturdy design, distortion-free machine bed• handwheel to move the machine carriage via rackHeater• with electronic temperature control• high temperature accuracy (+/- 4 39°F)Additional standard equipment• universal left and right prismatic clamping devices, complete, for clamping pipe and
fitting. Additional set of prismatic clamping devices for outer clamping of pipesavailabe as an option.
• depth stop• V-shaped pipe support 20–110 mm• back stop• tool set specified to machine• timer to clock fusion times
Accessories for SG 110 Machine
Description Part Number
Universal prismatic clamping device,complete (20–110 mm)For correct clamping of long pipes, fittings1 set contains 2 pieces (1 back and 1 frontprismatic clamping device) for mounting onleft or right side, as well as for inner andouter mounting
Back stop, complete (20–110 mm)Prevents components from slipping out of theclamping device during fusion
V-shaped pipe support, complete
Heating element 115V electronic
790 310 011
790 310 012
790 310 013
790 310 016
Universal prismatic clampingdevice
Back stop
V-shaped pipe support
18_ALL 6/7/02, 3:24 PM28
18.29www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Refurbishment, Bench Machine
A refurbishment program for your old bench machines is now available. This programincludes the following:
• Disassembly of the machine• Sandblast and epoxy powder coating of machine, pipe and fitting clamps (light
gray color, similar to IR or BCF machines)• Clean-up unpainted parts of machine• Replace screws, nuts and washers as required• Install new rubber strips on pipe clamps• Install new blades on fitting clamps• Replace bushings at all key wear points (32 bushings total)• Replace front bolt and PTFE bushing on front of heater• Re-assemble and align machine• Verify and/or adjust heater temperature
Other worn, damaged and missing parts and labor for electrical repairs will bequoted separately before work begins. Price includes labor for refurbishment only.
Replacement Parts for Bench Fusion Machine
Description Specification Part Number
Transportation CrateStorage and TransportationCrate for Machinewith all accessories 43"x34"x26" 790 106 099D
Heater ElementReplacement Heater Element 115VAC/1800 W 799 350 012
Pipe ClampsPipe Clamps 20-90 mm 799 350 002Pipe Clamps 110 mm 799 350 003
Fitting ClampsFitting Clamps 20-32 mm 799 350 004Fitting Clamps 40-63 mm 799 350 005Fitting Clamps 75-90 mm 799 350 006Fitting Clamps 110 mm 799 350 007
Fitting Clamp BladesFitting Clamp Blade 16-32 mm 790 106 801Fitting Clamp Blade 40-63 mm 790 106 802Fitting Clamp Blade 70-90 mm 790 106 803Fitting Clamp Blade 110 mm, left 790 106 804Fitting Clamp Blade 110 mm, right 790 106 805
Bench Socket Fusion Machine (20 - 110 mm)
Socket Fusion Machine for joints between 20 - 110 mm (1/2" - 4")
Description Specification Part Number
Bench Fusion Machine 110VAC/1800 W 799 350 196
Bench socket fusion machine includes heating element, pipe and fitting clamps to fuse20 to110 mm. Machine operates on 115 Vac, 1400W, single phase. Machine doesnot include heater bushings or peeling tools, which are sold separately; see accesso-ries for socket tools.
18_ALL 6/7/02, 3:24 PM29
18.30 GEORGE FISCHER ‡
Miscellaneous Tools for Socket Fusion Machines and Hand Tools
Heater Bushing
Description Specification Part Number
Heater Bushing 16 mm (3/8") 155 009 016Heater Bushing 20 mm (1/2") 155 009 020Heater Bushing 25 mm (3/4") 155 009 025Heater Bushing 32 mm (1") 155 009 032Heater Bushing 40 mm (11/4") 155 009 040Heater Bushing 50 mm (11/2") 155 009 050Heater Bushing 63 mm (2") 155 009 063Heater Bushing 75 mm (21/2") 155 009 075Heater Bushing 90 mm (3") 155 009 090Heater Bushing 110 mm (4") 155 009 110
Peeling ToolTo use for pipe end preparation for socket fusion joining
Description Specification Part Number
Peeling Tool 20 mm (1/2") 799 300 260Peeling Tool 25 mm (3/4") 799 300 270Peeling Tool 32 mm (1") 799 300 280Peeling Tool 40 mm (11/4") 799 300 290Peeling Tool 50 mm (11/2") 799 300 300Peeling Tool 63 mm (2") 799 300 310Peeling Tool 75 mm (21/2") 799 300 320Peeling Tool 90 mm (3") 799 300 330Peeling Tool 110 mm (4") 799 300 340
Replacement BladeReplacement Blades for the Peeling Tool
Description Specification Part Number
Replacement Blade 20 mm (1/2") 799 300 266Replacement Blade 25 mm (3/4") 799 300 276Replacement Blade 32 mm (1") 799 300 286Replacement Blade 40 mm (11/4"") 799 300 296Replacement Blade 50 mm (11/2") 799 300 306Replacement Blade 63 mm (2") 799 300 316Replacement Blade 75 mm (21/2") 799 300 326Replacement Blade 90 mm (3") 799 300 336Replacement Blade 110 mm (4") 799 300 346
Chamfering Tool 15 (D)Chamfering Tool, small 16-75 mm (3/8"-2") 799 495 145Chamfering Tool, large 32-250 mm (1"-10") 799 495 146
Pipe Cutter (D)Pipe Cutter 16-63 mm (3/8"-2") 155 000 019Pipe Cutter 50-110 mm (11/2 "-4") 155 000 020Pipe Cutter 110-160 mm (4"-6") 155 000 021
Replacement Wheel forPipe Cutter (D)Replacement Wheel 16-63 mm (3/8"-2") 155 000 022Replacement Wheel 50-110 mm (11/2"-4") 155 000 023Replacement Wheel 110-160 mm (4"-6") 155 000 024
Equipment for Socket Fusion Joining (cont.)
MSE Socket Fusion Hand ToolsFor fusion joining of PP and PVDF pipe and fittings, size range 16–63 mm• all devices are equipped with on/off switch, mains control and control lamp for
heating intervals• support for heating spigots and bushes from 16–63 mm• pick up for floor stand or table clamp• high quality PTFE non-stick coating with long service life• monitoring and setting of heating element temperature according to DVS 2208• high temperature accuracy over the entire heating surface• available as a complete set in a practical metal case
Description Specification Part Number
MSE 63 TThermostatic temperature 115 V, 600 W 790 105 096control, includes: 16–63 mm• heating element for support of
heating bushes and spigots
MSE 63 T Set 115 V, 600 W 790 105 098Thermostatic temperature 16–63 mmcontrol, includes:• heating element for support of
heating bushes and spigots• heating bushes and spigots,
non-stick PTFE-coated• metal case• table clamp• floor stand• socket head cap screw• wrench
18_ALL 6/7/02, 3:24 PM31
18.32 GEORGE FISCHER ‡
SG160 Combo MachineCombination Machine for Butt Fusion joints between 32 - 160 mm (1" - 6") andSocket Fusion joints between 20 - 110 mm (1/2" - 4")
Description Specification Part Number
SG160 Combo/Digital 115VAC/1400 W 790 103 033A
All clamps to hold the fitting and the pipe are included.Heater Element with digital Temperature Display.Heater Bushings are not included.Peeling Tools for Socket Fusion are included.Working Center Box is included.
Working Center Box for SG160 Combo MachineWorking Center Box for Machine with all accessories
Description Specification Part Number
Working Center Box 48"x32"x39.5" 790 103 099
Storage for all Accessories, i.e. Peeling Tools, Heater Bushings, Clamps, ToolsWorking TableTransportation Box
Heater Bushings for SG160 Combo MachineHeater Bushings can also be used for the Hand Fusion Tool with smaller bolts
Description Specification Part Number
Heater Bushing 16 mm (3/8") 790 101 086
Heater Bushing 20 mm (1/2") 790 101 087
Heater Bushing 25 mm (3/4") 790 101 088
Heater Bushing 32 mm (1") 790 101 089
Heater Bushing 40 mm (11/4") 790 101 090
Heater Bushing 50 mm (11/2") 790 101 091
Heater Bushing 63 mm (2") 790 101 092
Heater Bushing 75 mm (21/2") 790 101 093
Heater Bushing 90 mm (3") 790 101 094Heater Bushing 110 mm (4") 790 101 095
Heater Element for SG160 Combo MachineReplacement Heater Element with Digital Display
Description Specification Part Number
Heater Element SG160/Digital 115 VAC/1400 W 790 103 305
Equipment for Butt Fusion Joining
(for butt fusion)
(for socket fusion)
18_ALL 6/7/02, 3:24 PM32
18.33www.us.piping.georgefischer.com
18
Equipment for Plastic Fusion
Equipment for Butt Fusion Joining (cont.)
Clamps for SG160 Combo Machine
Description Specification Part Number
Clamping Plate, Base, Left 160 mm 790 103 010Clamping Plate, Base, Right 160 mm 790 103 011
Clamping Bracket, Upper, Left 160 mm 790 103 048Clamping Bracket, Upper, Right 160 mm 790 103 068
Inserts for SG160 Combo Machine
Description Specification Part Number
Inserts, Clamping, SG160 32 mm 790 103 019Inserts, Clamping, SG160 40 mm 790 103 020Inserts, Clamping, SG160 50 mm 790 103 021Inserts, Clamping, SG160 63 mm 790 103 022Inserts, Clamping, SG160 75 mm 790 103 023Inserts, Clamping, SG160 90 mm 790 103 024Inserts, Clamping, SG160 110 mm 790 103 025
PTFE Heater Fabric Set 2 Sheets/Set 790 103 306Facing Tool Blade Set 2 Blades/Set 790 103 548
18_ALL 6/7/02, 3:24 PM33
18.34 GEORGE FISCHER ‡
Equipment for Butt Fusion Joining (cont.)
GF 250 CNC Butt Fusion Machines
Processor controlled hydraulic system suitable for use on the bench or in the trench.Includes fitting and pipe inserts for 75, 90, 110, 140, 160, 200 and 225 mm, inserts notrequired for 250 mm. Facing unit is worm-gear drive with safety switch to preventstarting when unit is not in place. Heating unit has a silverstone coating and a built intemperature indicator. SUVI 100 controls all fusion steps and has print out capability.
Processor controlled hydraulic system suitable for use on the bench or in the trench.Includes fitting and pipe inserts for 160, 200, 225, 250, 280 mm, inserts not requiredfor 315 mm. Inserts may be ordered separately for 90, 110, 125 and 140 mm. Facingunit is worm-gear drive with safety switch to prevent starting when unit is not in place.Heating unit has a silverstone coating and a built in temperature indicator. SUVI 100controls all fusion steps and has print out capability.
George Fischer has a complete line of standard butt fusion machines suitable for useon the bench or in the trench in sizes from 40 to 1200 mm and workshop machinecapable of doing segments, “T” and “Y” fittings in sizes from 90 - 630 mm. Contactyour George Fischer Representative for more information.