American Precision Museum Industrial Revolution Kit Module 2 Invention and Technology Essential Questions: How did new inventions happen? What is “precision manufacturing”? American Precision Museum 196 Main St., PO Box 679 Windsor VT 05089 [email protected]www.americanprecision.org 802-674-5781 802-674-2524 (fax)
Transcript
American Precision Museum Industrial Revolution Kit
Module 2
Invention and Technology
Essential Questions:
How did new inventions happen?
What is “precision manufacturing”?
American Precision Museum 196 Main St., PO Box 679
Module 2: Invention and Technology Essential Questions: How did new inventions happen? What is “precision manufacturing”? A. Richard S. Lawrence, Vermont innovator—Biography and Industrial
Timeline activity B. Invention and Technology Activities
• Machines in the Shoe Shop Essay • Precision Measuring nuts and bolts with dial calipers activity • Fork vs. Spoon activity • Invention Diary • 1841 British quotation*—understanding a written primary source
C. Other Resources • 7 matted images, including advertisements • 3 books:
Barbara and Hetty Mitchell, Shoes for Everyone: A Story About Jan Matzeliger; Tom Tucker, Brainstorms: The Stories of Twenty American Kid Inventors; and Carrie Brown, Pedal Power: The Bicycle in Industry and Society
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 1
Module 2 Background and Opening Activity Richard S. Lawrence This Vermonter helped make the U.S. an Industrial Power Richard Lawrence was born in Chester, Vermont, in 1817—just 40 years after the signing of the Declaration of Independence. When he was still very young, his family moved to New York State to find new farmland. His father died when young Lawrence was only nine years old, and the boy had to give up going to school and help his mother and grandfather run the farm. When he was 15, he went to work for one of his uncles, making carpenters’ tools. In his spare time, he learned how to repair guns. He did not yet know that gun making would become the “high tech” industry in America in a just a few years, and that he would become one of the important developers of that industry. As a young man, Lawrence worked in a window and door factory. He also worked at a hotel, caring for the horses of hotel guests and of traveling stagecoaches. When he was 21 years old, Lawrence spent three years in the army, helping guard the frontier. He then returned to Windsor to visit relatives, and there he finally had a chance to develop his skill as a gun maker.
Interchangeable Parts In 1844, Lawrence joined with Nicanor Kendall and Samuel Robbins to form a company and bid on a government contract to build 10,000 rifles for the army. At that time, most gun shops made guns one at a time by hand. Every gun was different from every other gun. When they won the contract from the army, Robbins, Kendall and Lawrence built a brick factory building and put together a large collection of the newest gun-making tools available. They
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 2
also invented many new machines of their own. With the new machines and with very careful use of measuring and testing, they were able to build 10,000 guns that were all alike. All of the parts for every rifle fit every other rifle. Robbins, Kendall, and Lawrence helped perfect the system of “Interchangeable Parts.” Soon experts from England were traveling to the United States to learn about the new “high tech” American methods. How new ideas spread When large orders came in for another type of gun, the Sharps rifle, Lawrence moved to Hartford, Connecticut and opened branch factory for making the new rifle. He stayed at the Sharps factory through the Civil War, but gave up gun making in the 1870s. At that point, a new company took over the Hartford factory. They made sewing machines using the tools that Lawrence had helped develop. They hired many of the workers that Lawrence had trained. After the Civil War, Col. Albert Pope hired a section of the sewing machine factory for building high wheel bicycles, using those same machines and many of the same workers. Eventually, Pope also made gasoline-powered cars there. The development of interchangeable parts made it possible to build many new products at very low prices. In addition to the timeline activity below, there is an advanced activity related to the spread of ideas using the Robbins and Lawrence Family Tree on pages 11 and 12. Timeline Activity Unroll the timeline included in the box. Ask students to work in three groups, and provide each group with three or four photographs of “new products”, provided in the envelope. Ask the students to agree where on the timeline they think each card should be attached. (Cards can be attached using the Velcro circles on the back.) As optional activities, have each student write a short paragraph for one of the cards, describing what events or technological innovations made their “new product” possible; or have students research a product that is not included among the cards, find or draw a picture of it, and explain where on the timeline it would fit and why based on their research. Further Activities and Resources: More activities that go with the contents of Module 2 are listed on pages 3 and 4. In addition, there is an essay called “Machines in the Shoe Shop”, eight mounted photographs, and three books (Pedal Power, Shoes for Everyone, and Brainstorm!).
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 3
Invention and Technology Activities
1. Machines in the Shoe Shop • The “Machines in the Shoe Shop” essay (pp. 5-8) provides background information for
teachers and for advanced students. • Give students a chance to handle and study the wooden shoe last. What do they think it is? • Explain that a shoe could be shaped and put together around a shoe last. In the early days of
shoe making, middle class and wealthy people had their shoes custom made by skilled cobblers (shoe makers). Inexpensive shoes were made in bulk—still by hand—but there were no uniform sizes. You would go to the local general store, dig through a barrel of shoes, and try to find some that fit.
• Show a video recreation of the Blanchard gunstock machine in operation. (Go to: http://www.forgeofinnovation.org and click on SITE MAP. Scroll down to THEME 1, #7: "Successful achievement of mechanized interchangeable production [1822~1842]." VIDEO - Operation of Blanchard Lathe and VIDEO - Demonstration of Blanchard Lathe.
• Once shoe lasts were made on machines, a “size 7” could be the same, from one shoemaker or one shoe factory to the next. Now you could order the right size shoe from a Sears Catalogue.
• The kit contains two photographs from the Ascutney Shoe Factory, which was near Windsor, Vermont. Let students examine the two shoes in the kit. Can they tell which stitching was done by hand and which was done by machine?
2. Precision Measurement To make things from interchangeable parts, you must begin with parts that are very nearly alike. To make sure they are accurate, you must test and measure parts. This activity lets students learn how to use a precision measuring tool.
The dial caliper The marks on the face of the dial caliper represent thousandths of an inch.
• Place a sheet of notebook paper between the large jaws of the caliper and turn the wheel until the jaws completely close on the paper. What reading do you get on the dial?
• Now do the same thing to measure a sheet of newspaper. How different are the measurements?
• Now measure the thickness of a single strand of human hair. The early guns made with interchangeable parts had many parts that were accurate to within a hundredth of an inch. Today, many products are made that require accuracy within a thousandth of an inch.
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 4
Nuts and Bolts The two sets of nuts and bolts look very much the same, but they are actually different sizes.
• Can you match up the sets? • Does the smaller nut fit onto the larger bolt? • Using the dial caliper, measure the outside diameter
of the two bolts. How much different are they? • Can you figure out how to use this measuring tool to
measure the inside diameter of the hole? (Hint: use the smaller jaws on the other side of the caliper.)
The parts for this gunlock were made by Robbins, Kendall and Lawrence in 1848. They made 10,000 rifles in two years. Every lock screw had to fit every lock plate, and every lock plate had to fit every gunstock.
4. The fork as an invention Compare the shape and the uses of a fork and a spoon. Create a grid showing the benefits and the drawbacks of the fork. What is it good for? What is it not so good for? How was it an improvement over the use of a spoon or fingers? Students may also want to compare the fork with chopsticks. 5. Invention Diary Ask students to keep a diary for one week, recording everyday problems and frustrations and their own ideas for inventions or innovations that might solve the problems. For example, a student who has trouble getting up in the morning might decide to “invent” a timer that will open the bedroom curtains in the morning.
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 5
Machines in the Shoe Shop CONSIDER the shoe last: a block of wood carved into the shape of a human foot. It can serve two purposes. First, you can make a pattern for cutting shoe leather by placing damp pieces of tissue paper on the shoe last and marking where the parts of the shoe will come together. Second, you can
wrap the cut pieces of leather around the last and tack them in place while you shape and stitch the shoe. Now imagine that each shoemaker must carve his own shoe lasts by hand. Unless he is your personal shoemaker and has made the wooden last to represent your individual foot, how will you find a pair of shoes that fit? In a world of hand-carved shoe lasts, how can there be any such thing as a standard women’s size 9 or men’s size 11½ shoe? For several hundred years, going back at least to medieval times, cobblers had made shoes using handcrafting techniques and simple tools: the knife for shaving and cutting leather, the awl for punching holes, the needle for stitching, the hand-carved last for shaping. Then, about the time of the American Revolution, shoe making began to change, as part of the broader industrial revolution. Whether the early shoemaker was a professional cobbler or a farmer making shoes for his family beside his fire in winter, each shoe was made by one person, from start to finish. Or, at most, it might be made jointly by a master cobbler and his apprentice. But in the second half of the eighteenth century, entrepreneurs in New England began to break the process down into separate parts. The first task to be isolated was the cutting of leather. Leather cutters at a central location could make far more efficient use of leather, creating fewer scraps by cutting many pairs of shoes at the same time. The shop owner would then send the cut parts out to smaller shops to have the uppers stitched together. They might be moved to a second shop to have the insole and the outer sole fastened to the upper. The tools and techniques were the same as they had been for hundreds of years, but the movement toward a factory system created efficiencies that made production higher and prices lower. In little one-story shops all over New England, and in kitchens where women did piece work at home, workers stitched quickly the one or two parts that they had practiced over and over again. And from these shops, finished shoes went out to communities around the northeast, and to the southern colonies and the West Indies. During the American Revolution, New England supplied all of its own shoes and those of the other colonies—boots for soldiers, fine shoes for ladies, and cheap shoes for southern slaves.1 Around 1810, change became more rapid. First, some unknown Yankee genius came up with the idea of using wooden pegs, instead of thread, to fasten the sole, insole, and upper. Laborious stitching through several thicknesses of leather could be replaced by a swiftly punched hole and a quick tap with a hammer. When one pegger could out-produce two or three stitchers, the obvious next step was to build a machine that could make the pegs, which were originally carved by hand. Such a machine was developed by Paul Pillsbury of Newburyport, Massachusetts.2 About the same time, William Edwards,
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 6
in Northampton, Massachusetts, established a water-powered grinding mill for grinding bark used in tanning leather, and a water-powered rolling mill that replaced the hand pounding that softened shoe leather. As often happens with advances in technology, at about this time military research and development led to changes in consumer goods—including shoes. During the Revolutionary War, the government had established an arms storage site in Springfield, Massachusetts, and in 1794 that site became an official armory making weapons for the United States army. The government of course wanted to find ways to make guns more quickly. Military leaders also wanted to make firearms with interchangeable parts, so that broken weapons could easily be repaired on the battlefield. For these reasons, leaders in Washington and at the armory placed great emphasis on the use of machinery to standardize and speed up production. One of the mechanics brought into the armory was Thomas Blanchard, who had developed two important gun-making machines. The first allowed a metal-shaping lathe to create not just a cylindrical barrel (which lathes had been capable of doing for many years), but a barrel with a flattened section on one end, where it would be attached to the gunstock. Blanchard’s second major development, patented in 1819, was a wood-cutting lathe that could turn the irregular shape of a gunstock. Before Blanchard’s innovation, making gunstocks involved time-consuming hand shaving, boring, and chiseling. Blanchard’s lathe had a cutting tool connected to a tracing wheel. While the tracing wheel ran over the surface of an iron gunstock pattern, it controlled the movement of the cutting tool, which moved in and out of the wood being cut, creating the shape of the gunstock. By 1827, Blanchard had developed 14 different machines for making the entire gunstock, from cutting the crude blank, to turning the final shape, to carving out the indentations that would receive the gun lock.3 By 1827, Blanchard’s lathe had also found its way into other industries. It was quickly adapted for making ax handles, wheel spokes, oars, hat blocks, and shoe lasts. Shoe manufacturers had already created efficiency by sub-dividing shoe making into quickly-mastered small tasks and by bringing workers together into shops. That greater efficiency helped create cheaper shoes and increased the market size for New England shoemakers. Given the large market opportunities, it now made sense to invest in machinery that would create even more efficiency. A Blanchard lathe could carve a shoe last in a minute and a half, and by 1840 most shoe lasts were being made by Blanchard-style machines.4
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 7
By the late 1850s, shoe factories commonly contained a great variety of new machines for making heels, stitching together uppers, and attaching insoles and outer soles. The new methods created not just more shoes, but better shoes for the general public. Where low-priced shoes had often been shaped the same for right and left foot, they now
came in matched sets. Where shoes had once been delivered to the general store in a barrel to be pawed through in an effort to find something that fit, now they came in standard sizes, and in newly-invented shoe boxes. Once you knew your size, you could order shoes after seeing only a sample in a store or a picture in the new Sears Roebuck catalog. High quality shoes had previously come only from England, but by 1830 they also came from shops in New England.5 And still mechanization increased. By the late 1850s, the machines in American shoe factories were more often powered by steam than by water.
Here again, machines originally developed for military use helped create the change. If steam power is going to be useful and efficient, the cylinders that drive it must be made of pistons and cylinders that fit tightly together so that steam does not escape. Englishman John Wilkinson, developed a new, more precise method for boring holes in cannon in 1774, and in the process made it possible for James Watt to manufacture a steam engine efficient enough to be practical. After half a century of gradual improvement, steam engines began to power American industry.6 Once steam engines could power factories, the factories no longer needed to be sited beside falling water. Cities with easier access to outside markets began to dominate New England industry. In the shoe industry, steam power replaced water-powered mills for machines that ground bark for tanning leather, and that pounded and split leather. By 1860, there were about 74,000 shoe workers in New England. The workers in Lynn, Massachusetts, alone produced about six million pairs of shoes that year.7 Lynn was by far the largest and most productive American shoe town, but there were smaller boot and shoe shops in Vermont and New Hampshire as well. In 1829, Abdiel Kent established a small shoe shop in Calais, Vermont. At any one time, he had about nine employees, mostly unmarried young men who boarded with him and who frequently took days off from the shoe shop to go home and plow or cut hay on the family farm. Kent operated his shop year round, selling both locally and in Montpelier, which was the closest commercial center. The men in Kent’s shop were not traditional apprentices, but hired laborers who often left the trade after a few years. Although Kent’s establishment was part of the transition from the old style of shoe making to the truly industrial model, he stayed in the business for more than twenty years and had, over those years, more than fifty men working for him.8 Census records for Windsor, Vermont, also show a transition in the shoe industry. The census forms from 1850 list a fifty-seven-year-old “shoemaker” named David Lawrence.9
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 8
He lived in a household that included his wife, six children aged 16 to 26, a daughter-in-law, a granddaughter, and four boarders. One of David’s sons, Lauren, is also listed as a shoemaker. Another son is listed as a farmer. The four boarders were a butcher and three “artisans.” David Lawrence’s 1850 establishment was probably one of the transitional shoe-making shops where day workers and boarders assembled shoes using a combination of ancient methods and newer tools, and where to some extent the work was still combined with the running of a farm. By the 1870 census, there is no record of David, although his 73 year-old wife and three single adult daughters still lived in Windsor along with three boarders. In the next household interviewed, the census taker found Lauren, now 46, his wife Elizabeth, and their daughter Kate. Lauren is listed not as a shoemaker but as a “manufacturer of boots and shoes.” He had become a manufacturer who lived alone with his family while his workmen lived elsewhere. In the same 1870 census, Ebenezer Lamson is listed as a manufacturer of machinery. The Jones & Lamson Company was about to become one of the most important machine tool manufacturers in the world. While machine tools were not directly used to make shoes, they were used to make many of the machines that made the shoes. Cutting and rolling machines, shoe lasts, and sewing machines all contain parts made on the machine tools perfected in the machine tool companies of the Connecticut River Valley.
1 Diana Muir, Reflections in Bullough’s Pond: Economy and Ecosystem in New England (Hanover:University Press of New England, 2000), 90-91. 2 Ross Thomson, The Path to Mechanized Shoe Production in the United States (Chapel Hill: University of North Carolina Press, 1989), 34-35. 3 Edwin Battison, “Muskets to Mass Production: The Men and the Times that Shaped American Manufacturing” (Windsor, Vermont: The American Precision Museum, 1976), 14. 4 Thomson, 42-43. 5 Thomson, 38. 6 Muir, 173. 7 Brooke Hindle and Steven Lubar, Engines of Change: The American Industrial Revolution, 1798-1860 (Washington, D.C.: Smithsonian Institution Press, 1986), 214. 8 Mudgett, 108. 9 I have not been able to determine whether this Lawrence family was related to Richard Lawrence, one of the founders of the Robbins & Lawrence armory in Windsor. But we do know that when Richard Lawrence arrived in Windsor in 1838, he had relatives living there.
Food for thought: In the 1950s, it was common knowledge that shoes made in Italy and France were made on narrower shoe lasts than those used for American shoes. The average Anglo-Saxon American simply had larger, wider feet than the average European. Today, most of the shoes that you wear are made in India or China. Why do they fit your feet?
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 9
PRIMARY DOCUMENTS ACTIVITIES The British Point of View On page 10 is a quotation from the Official Descriptive and Illustrated Catalog of the Great Exhibition 1851 that describes American industry from the British point of view. Have students work in groups or individually to put this quotation into their own words. What does the quotation suggest about the differences between American and British life (and attitudes toward wealth and ownership) in these two countries?
Article One of the Constitution
Article One of the United States Constitution describes the legislative branch of the government (Congress). The powers of this branch are listed in Section Eight of Article One (see page 11). Distribute copies of section 8 to students. Have them work in groups or individually to answer the questions: Which of these powers do you think would help increase manufacturing and encourage innovation? Why?
***ADVANCED ACTIVITY*** The Robbins & Lawrence Industrial Family Tree Distribute copies of the Robbins & Lawrence family tree on page 12. Ask students to pick one of the companies in the middle or lower half of the diagram, and put the company name on the back of their copy. Ask them to try to find out what products the company made and who founded it. Ask the students to create something to place on the back of the family tree—perhaps a picture of the product made, some information about the workforce, or a paragraph describing what the company was known for. Students may want to use primary documents such as old newspapers for their research.
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 10
American Democracy and Industry, from the British Point of
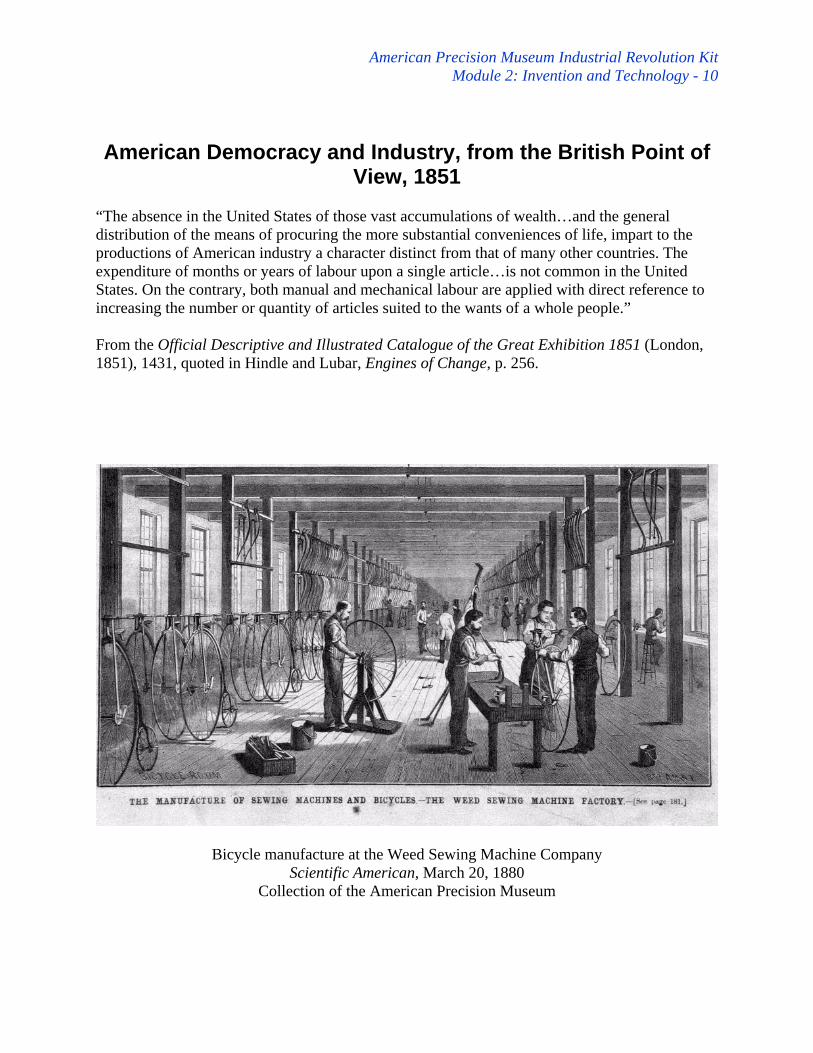
View, 1851 “The absence in the United States of those vast accumulations of wealth…and the general distribution of the means of procuring the more substantial conveniences of life, impart to the productions of American industry a character distinct from that of many other countries. The expenditure of months or years of labour upon a single article…is not common in the United States. On the contrary, both manual and mechanical labour are applied with direct reference to increasing the number or quantity of articles suited to the wants of a whole people.” From the Official Descriptive and Illustrated Catalogue of the Great Exhibition 1851 (London, 1851), 1431, quoted in Hindle and Lubar, Engines of Change, p. 256.
Bicycle manufacture at the Weed Sewing Machine Company Scientific American, March 20, 1880
Collection of the American Precision Museum
American Precision Museum Industrial Revolution Kit Module 2: Invention and Technology - 11
Article One of the United States Constitution
• The congress shall have Power To lay and collect Taxes, Duties, Imposts and Excises, to pay the Debts and provide for the common Defence and general Welfare of the United States; but all Duties, Imposts and Excises shall be uniform throughout the United States;
• To borrow money on the credit of the United States; • To regulate Commerce with foreign Nations, and among the several States, and with the
Indian Tribes; • To establish an uniform rule of Naturalization, and uniform Laws on the subject of
Bankruptcies throughout the United States; • To coin Money, regulate the Value thereof, and of foreign Coin, and fix the Standard of
Weights and measures; • To provide for the Punishment of counterfeiting the Securities and current Coin of the
United States; • To establish Post Offices and Post Roads; • To promote the Progress of Science and useful Arts, by securing for limited Times to
Authors and Inventors the exclusive Right to their respective Writings and Discoveries; • To constitute Tribunals inferior to the supreme Court; • To define and punish Piracies and Felonies committed on the high Seas, and Offenses
against the Law of Nations; • To declare War, grant Letters of Marque and Reprisal, and make Rules concerning
Captures on Land and Water; • To raise and support Armies, but no Appropriation of Money to that Use shall be for a
longer Term than two Years; • To Provide and maintain a Navy; • To make Rules for the Government and Regulation of the land and naval Forces; • To provide for calling forth the Militia to execute the Laws of the Union, suppress
Insurrections and repel Invasions; • To provide for organizing, arming, and disciplining the Militia, and for governing such
Part of them as may be employed in the Service of the United States, reserving to the States respectively, the Appointment of the Officers, and the Authority of training the Militia according to the discipline prescribed by Congress;
• To exercise exclusive Legislation in all Cases whatsoever, over such District (not exceeding ten Miles square) as may, by Cession of particular States, and the acceptance of Congress, become the Seat of the Government of the United States, and to exercise like Authority over all Places purchased by the Consent of the Legislature of the State in which the Same shall be, for the Erection of Forts, Magazines, Arsenals, dock-Yards, and other needful Buildings; And
• To make all Laws which shall be necessary and proper for carrying into Execution the foregoing Powers, and all other Powers vested by this Constitution in the Government of the United States, or in any Department or Officer thereof.