32
1 The Supply Chain as a Dynamical System CAPD EWO Seminar, Feb. 28 3, 2008 B. Erik Ydstie Kendell Jillson, Eduardo Mejorada-Dozal and Michael Wartmann Carnegie Mellon University
1
The Supply Chain as a Dynamical System
CAPD EWO Seminar, Feb. 28 3, 2008
B. Erik YdstieKendell Jillson, Eduardo Mejorada-Dozal and Michael Wartmann
Carnegie Mellon University
2
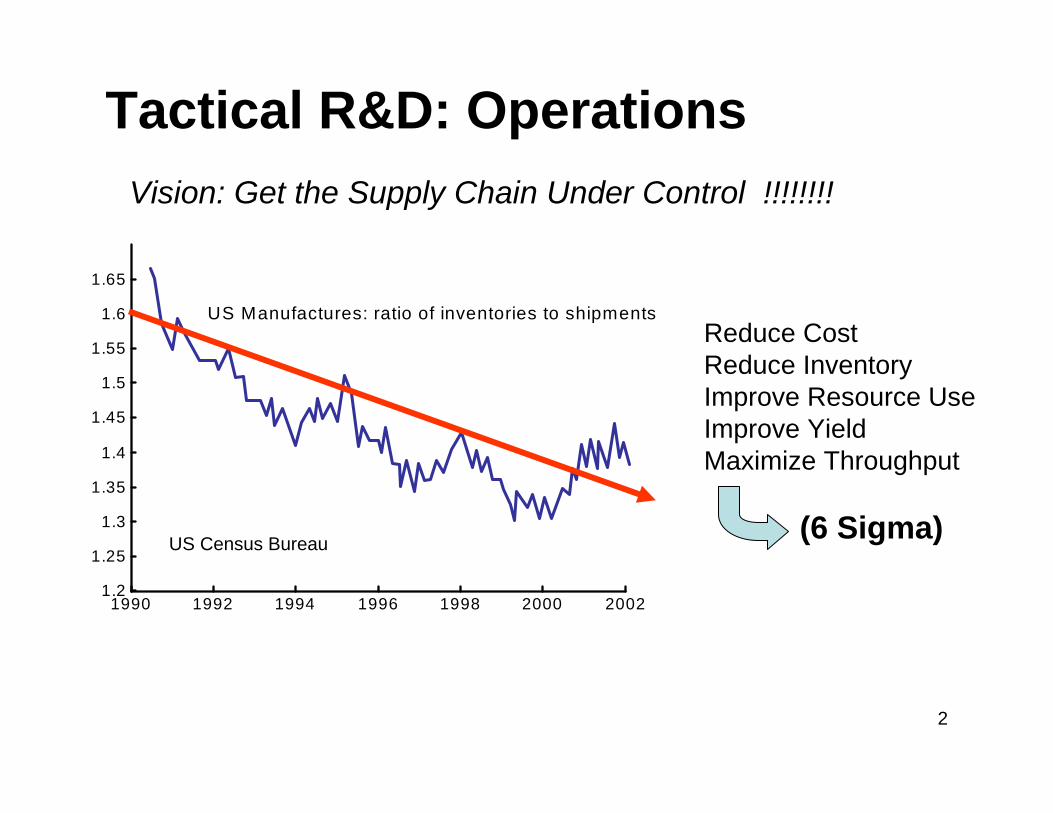
Vision: Get the Supply Chain Under Control !!!!!!!!
1990 1992 1994 1996 1998 2000 20021.2
1.25
1.3
1.35
1.4
1.45
1.5
1.55
1.6
1.65
US Manufactures: ratio of inventories to shipments
US Census Bureau
Reduce CostReduce InventoryImprove Resource UseImprove YieldMaximize Throughput
(6 Sigma)
Tactical R&D: Operations

3
1. Centralized vs Decentralized Decision Making2. Motivating examples
Supply Chain for Glass ProductionSupply Chain for Solar Cells
3. Supply Chain as a Dynamical SystemInventory controlFeedback schedulingLoad balancing and self-optimization
4. The Adaptive Enterprise 5. Current problems
Oil and gas field managementSelf-optimizing systems
6. Concluding Thoughts

4
Centralized Decision Making The chemical plant
tank
tank
mixerreactor
column
column
column
product
product
waste
supply
supply
recycle stream
5
controller
controller
controllercontroller controller
controller
controller
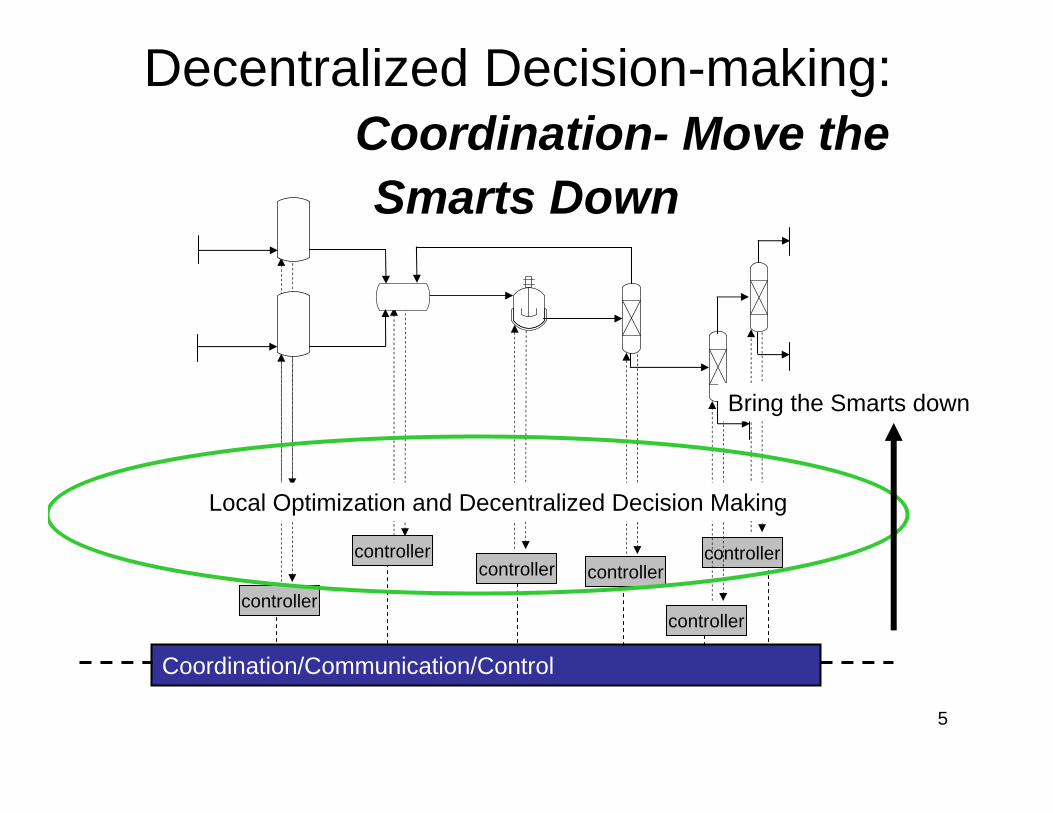
Decentralized Decision-making: Coordination- Move the Smarts Down
Coordination/Communication/Control
Local Optimization and Decentralized Decision Making
Bring the Smarts down

6
QC
Case Study 1: Windshield Manufacturwith Dr Yu JiaoPPG Inc, Glass Technology Research Center
mix melt form cool cut packSiemens/Pilkington Float Process
500 tons/day ea. line
Cut coat print form laminate packOEM discrete parts manufacturing Float Process
1000 windshields per day ea. line
QC Flat glass
windshieldsFlat glass
SandSoda-ash
+++
Center
Top
Bottom
Left
RightColor, distortion, bending depend onmix and melting conditions in furnace
10 flat glass plants
10 windshield lines
7
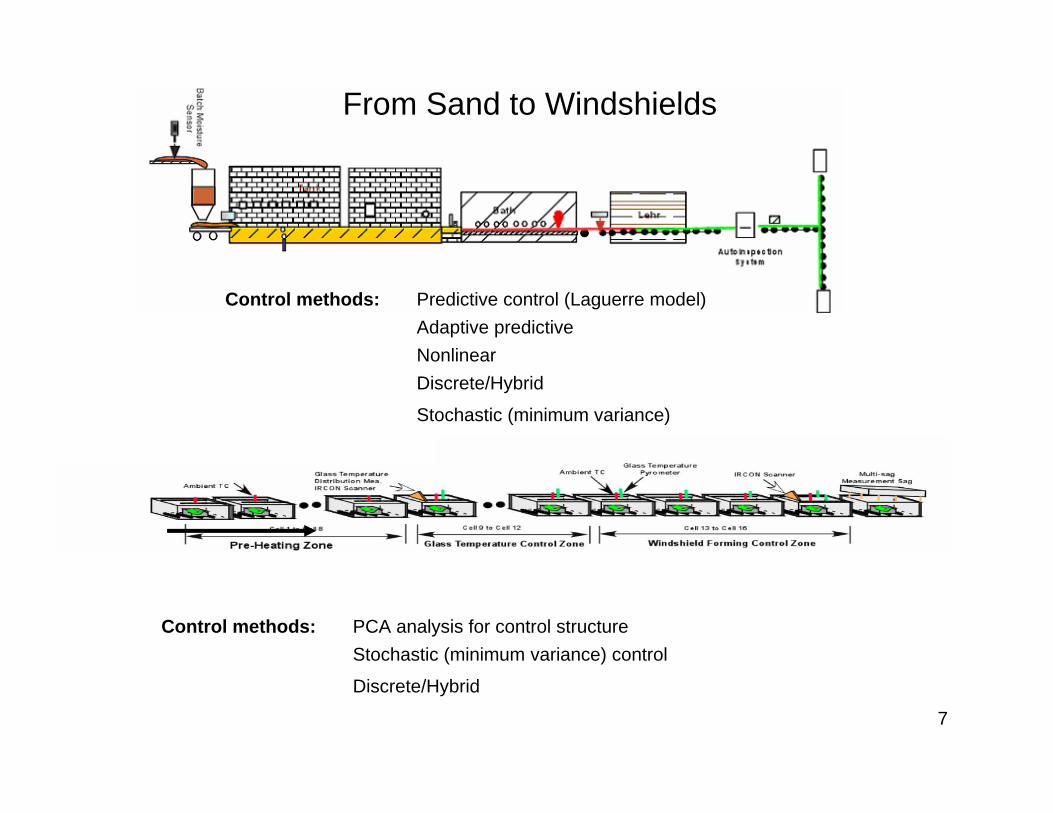
Control methods: Predictive control (Laguerre model)Adaptive predictiveNonlinearDiscrete/Hybrid
Stochastic (minimum variance)
Control methods: PCA analysis for control structureStochastic (minimum variance) control
Discrete/Hybrid
From Sand to Windshields

8
Flexible process
Vision: PPG’s supply chain will be optimized to meet market demands.
Optimal Process
Process under control
Process understandingAdvanced control(Identification,MPC,adaptation)
CFD Modeling POD reduction
Optimization atSteady state
Optimization atDuring transition
Scheduling to meet market demands
Optimized processplace new demands on control
Multi-scale models
Forecasting Marketing Sales
9
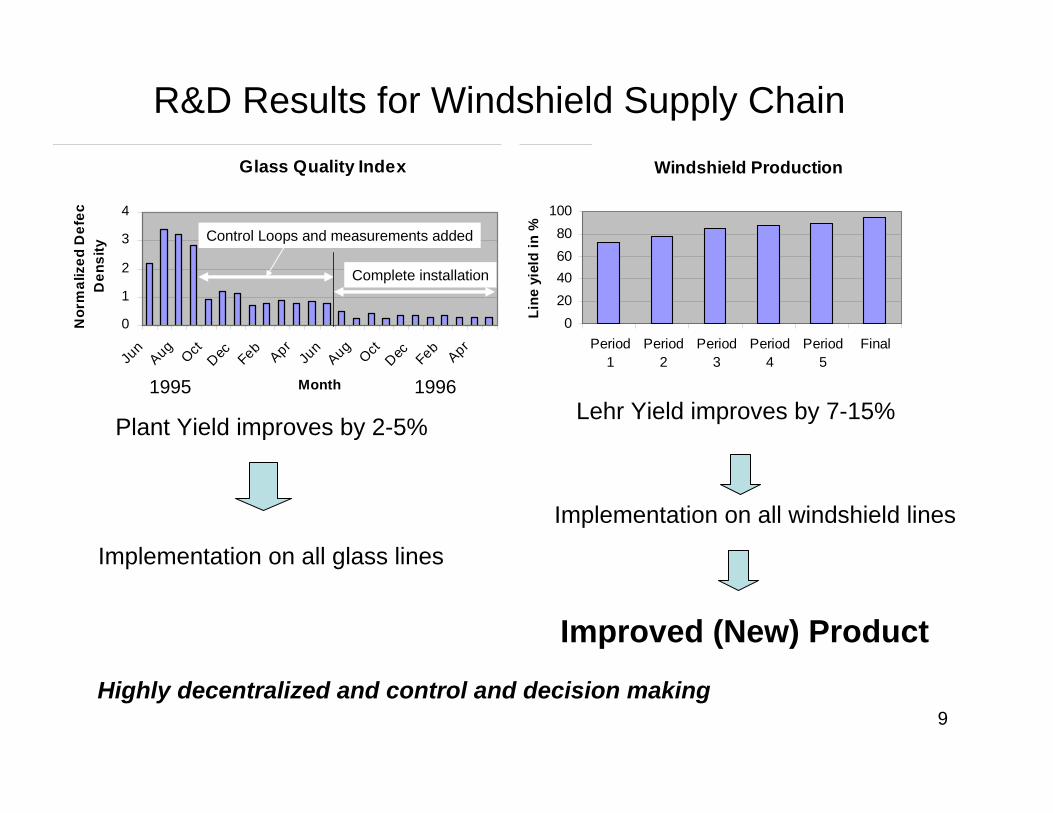
R&D Results for Windshield Supply Chain
Plant Yield improves by 2-5%
Implementation on all glass lines
Glass Quality Index
0
1
2
3
4
Jun
AugOctDec FebAprJu
nAugOctDec FebApr
Month
Nor
mal
ized
Def
ecD
ensi
ty
Series1
Control Loops and measurements added
Complete installation
1995 1996
Glass Quality Index
0
1
2
3
4
Jun
AugOctDec FebAprJu
nAugOctDec FebApr
Month
Nor
mal
ized
Def
ecD
ensi
ty
Series1
Control Loops and measurements added
Complete installation
1995 1996
Windshield Production
020406080
100
Period1
Period2
Period3
Period4
Period5
Final
Each period represents 6 mos
Line
yie
ld in
%
Series1
Lehr Yield improves by 7-15%
Implementation on all windshield lines
Improved (New) Product
Highly decentralized and control and decision making

10
Inventory Control

11
Modeling the Supply-chain
Feedback Control(optimal)
Set-point modification
Constraints:

12
The “MIT Beer Game”
Inventory
Orders
Pulse change in order level to demonstrate the Bull-Whip Effect/Demand amplification under feedback control (un-modeled delays)
Problem motivated by Paul Maurath,P&G, Cincinnati
Customerdemand
13
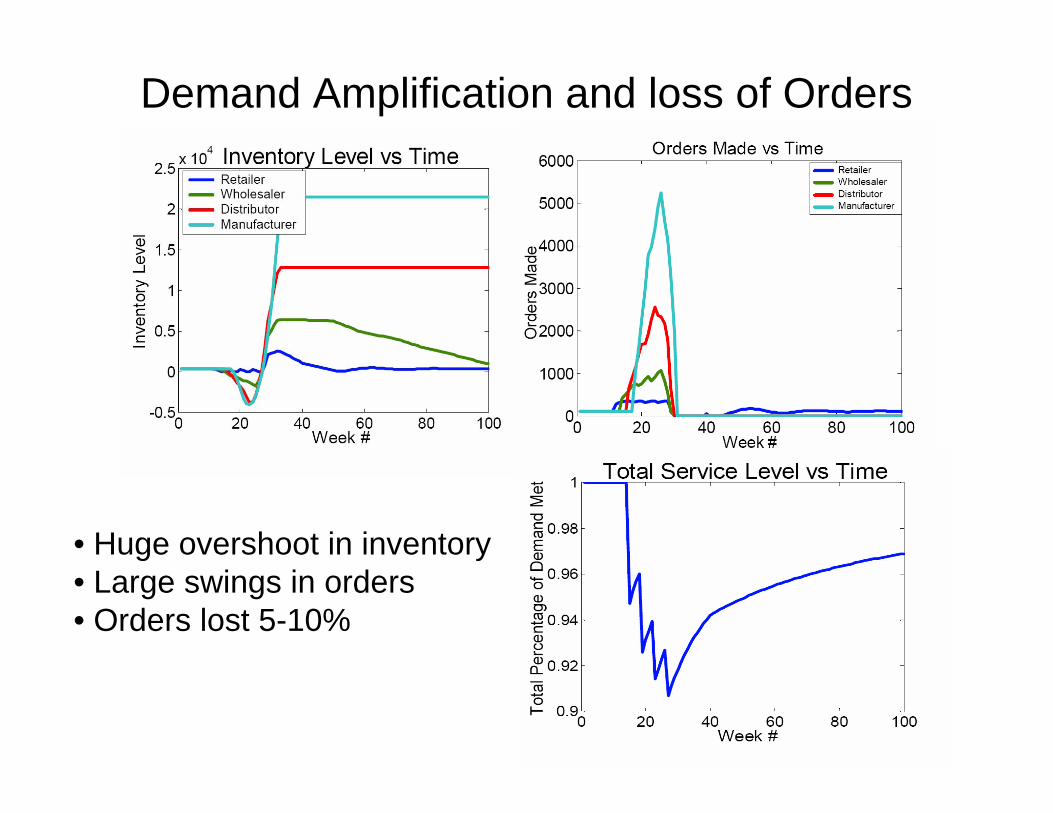
Demand Amplification and loss of Orders
• Huge overshoot in inventory• Large swings in orders• Orders lost 5-10%
14
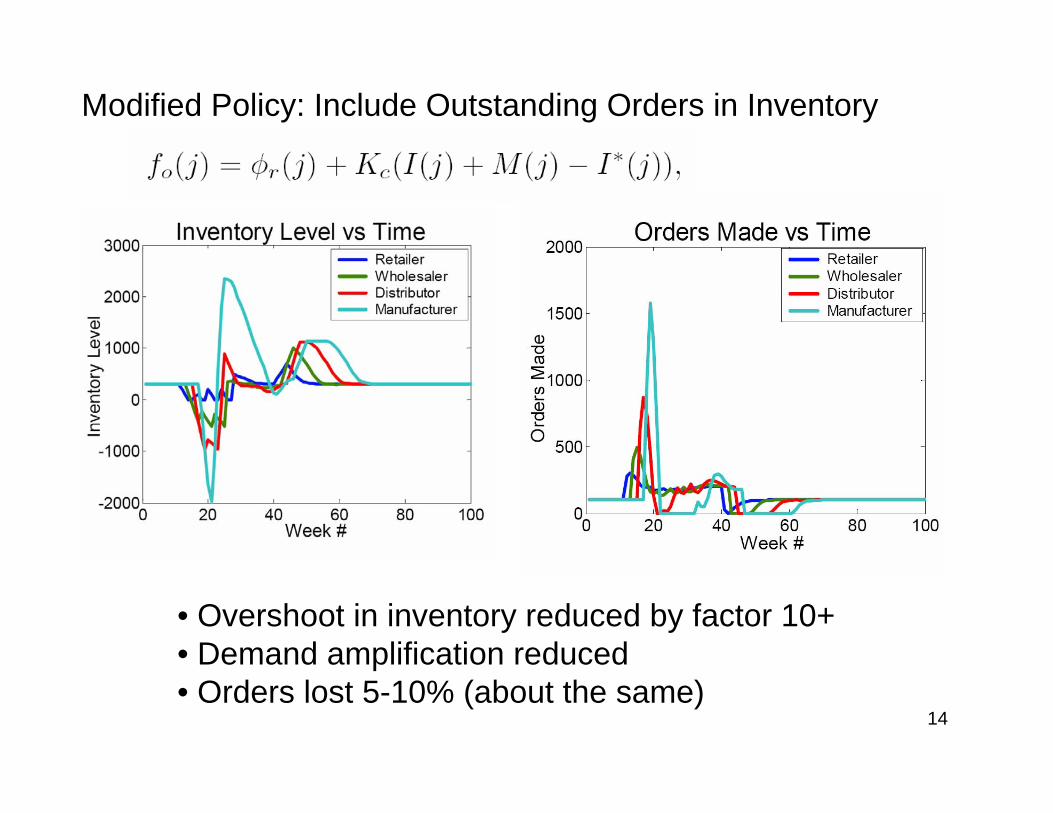
Modified Policy: Include Outstanding Orders in Inventory
• Overshoot in inventory reduced by factor 10+• Demand amplification reduced• Orders lost 5-10% (about the same)
15
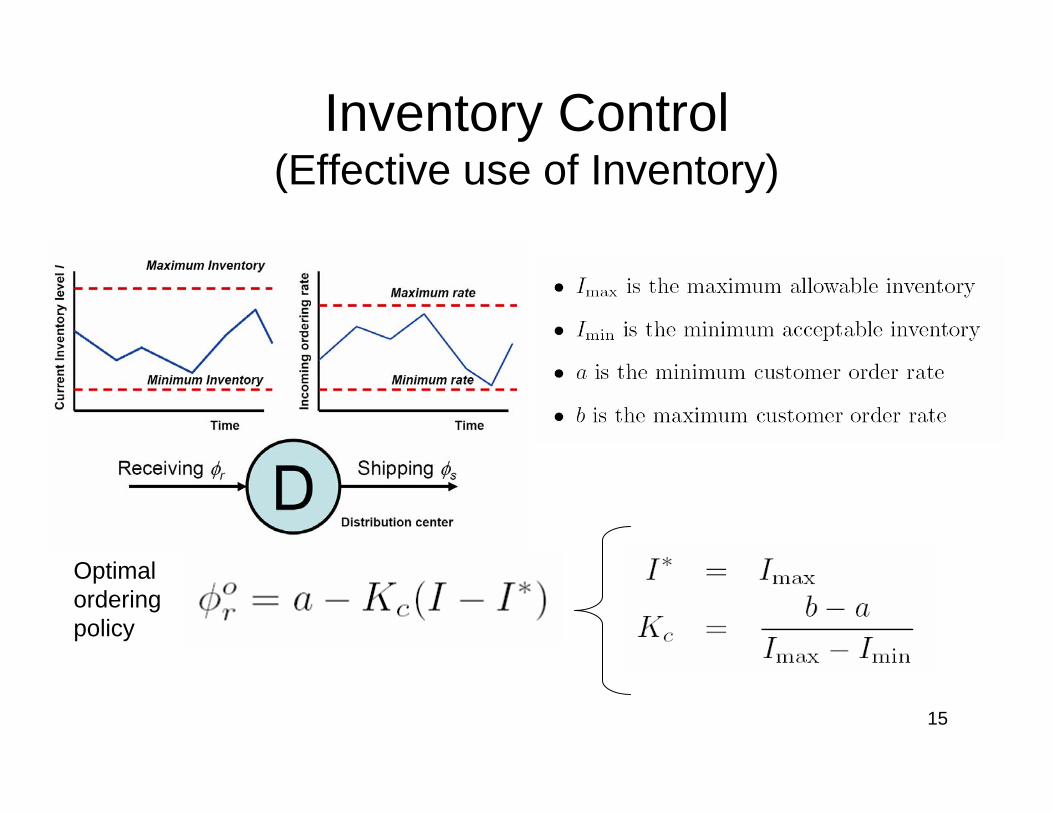
Inventory Control(Effective use of Inventory)
Optimal ordering policy

16
Optimal Storage Design for Dynamic Markets

17
Beer Game with Optimized Ordering Policy
• Inventories kept within bounds• Demand amplification eliminated• 100% service level (no lost orders)

18
Assembly, disassembly and packaging Feedback Scheduling
Operability constraint:

19
Bounds on Storage
Lower bound for storage
Upper bound for storage
20
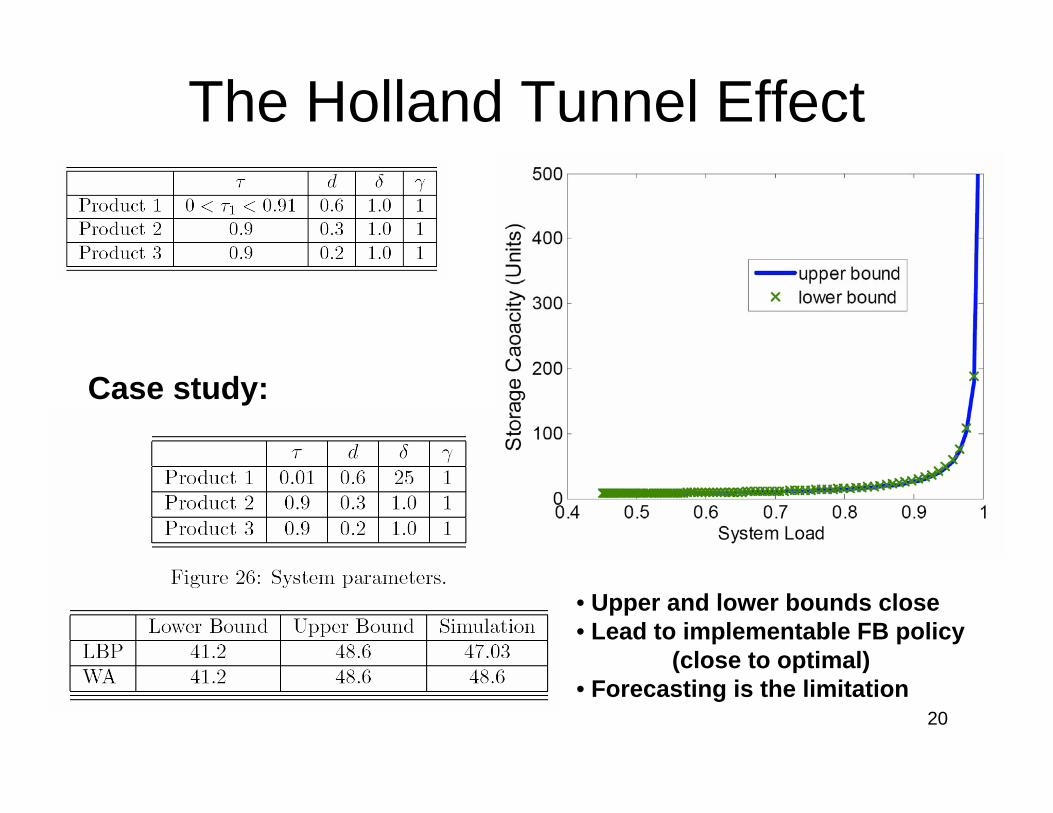
The Holland Tunnel Effect
• Upper and lower bounds close• Lead to implementable FB policy
(close to optimal)• Forecasting is the limitation
Case study:

21
Flow Control and Load Balancing
Resistor 1
Resistor 2 V1 V2
A1A2
A3
A4A5
A41
A42
A43
r1
r2
s3 = r3
s4 = r4
s5 = r5
s5s41 = r41
T3
T2
T1
r4
Maxwell’s theorem of minimum heat(Self-optimization in complex networks)
Current Law =Inventory BalanceVoltage Law= Continuity of cost

22
A1A2
A3
A4A5
A41
A42
A43
r1
r2
s3 = r3
s4 = r4
s5 = r5
s5s41 = r41
T3
T2
T1
r4
psrdtdv
+−=
0=∑Loop
iX
No value in circular activity(but there is cost)

23
Pipeline network: Simulation
atmp
INV = 0.0 m31
INV
2INV 2
OUTV
1OUTV
OUTV
valveclosed
2p
1p
valveopen
= 0.3 m380
60
40
20
00
0.05
0.10
0.15
0.20
0.25
0.30
V i[m
3 /s]
.
t [s]
Ener
gy d
issi
patio
n[k
W]
1OUTV
2OUTV
Energy dissipation
200 400 600 800
= 23.6 kW
atmp
atmp
1,21,2 1,2
IN OUTdVV V
dt= −
, , ,1 2
IN OUT IN OUT IN OUTV V V= +
Conservation laws ( .constρ = ):
Boundary conditions:
.INV const= .atmp const=,
Dynamic simulation:

24
Pipeline network: Simulation80
60
40
20
00
0.05
0.10
0.15
0.20
0.25
0.30
V i[m
3 /s]
.
t [s]
Ener
gy d
issi
patio
n[k
W]
1OUTV
2OUTV
Energy dissipation
200 400 600 800
= 23.6 kW
1,2 1,20 IN OUTV V= −
, , ,1 2
IN OUT IN OUT IN OUTV V V= +
Conservation laws ( .constρ = ):
Boundary conditions:
.INV const= .atmp const=,
min 1 1 2 2 1 1 2 2IN IN IN IN OUT OUT OUT OUTp V p V p V p VΔ + Δ + Δ + Δ
s.t.IN
i ip VΔ = iK
Hagen-Poiseuille’s law:
Optimization problem: Dynamic simulation:
25
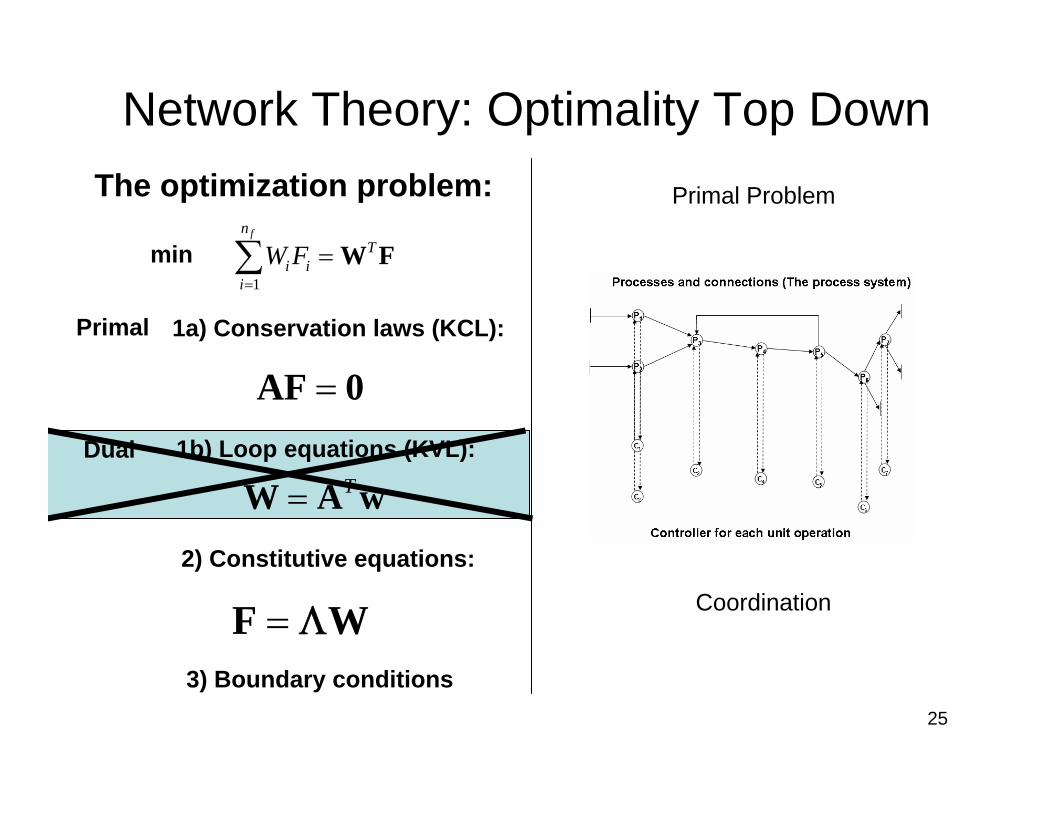
Network Theory: Optimality Top Down
=AF 0
T=W A w
1a) Conservation laws (KCL):
1b) Loop equations (KVL):
2) Constitutive equations:
=F WΛ3) Boundary conditions
The optimization problem:
1
fnT
i ii
W F=
=∑ W Fmin
Primal
Dual
Coordination
Primal Problem

26
Network Theory: Optimality Top Down
=AF 0
T=W A w
1a) Conservation laws (KCL):
1b) Loop equations (KVL):
2) Constitutive equations:
=F WΛ3) Boundary conditions
The optimization problem:
1
fnT
i ii
W F=
=∑ W Fmin
Primal
Dual
Coordination
Dual Problem
27
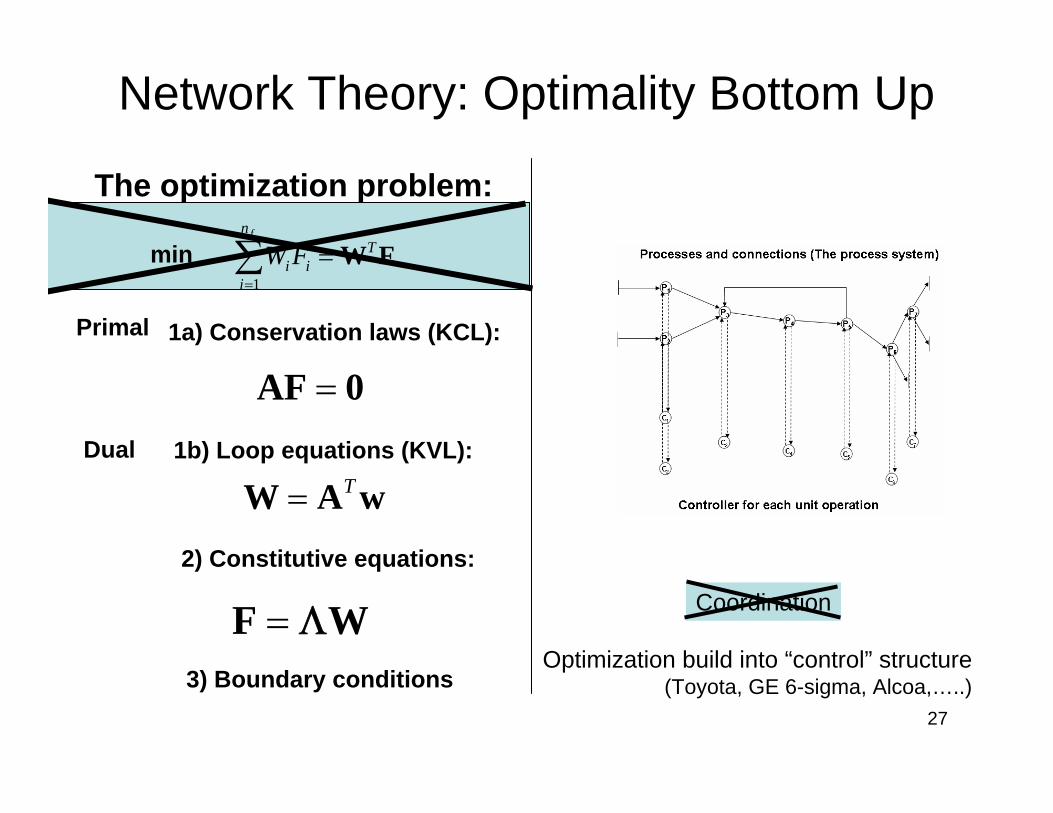
Network Theory: Optimality Bottom Up
=AF 0
T=W A w
1a) Conservation laws (KCL):
1b) Loop equations (KVL):
2) Constitutive equations:
=F WΛ3) Boundary conditions
The optimization problem:
1
fnT
i ii
W F=
=∑ W Fmin
Primal
Dual
Coordination
Optimization build into “control” structure(Toyota, GE 6-sigma, Alcoa,…..)

28
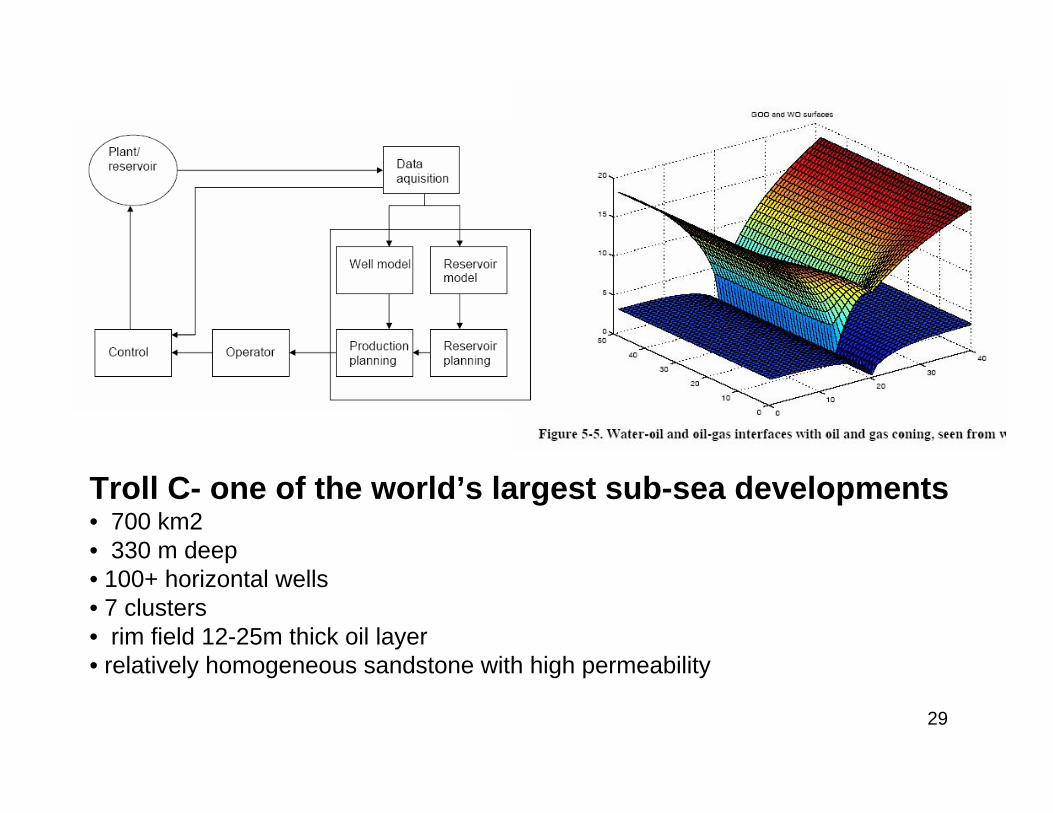
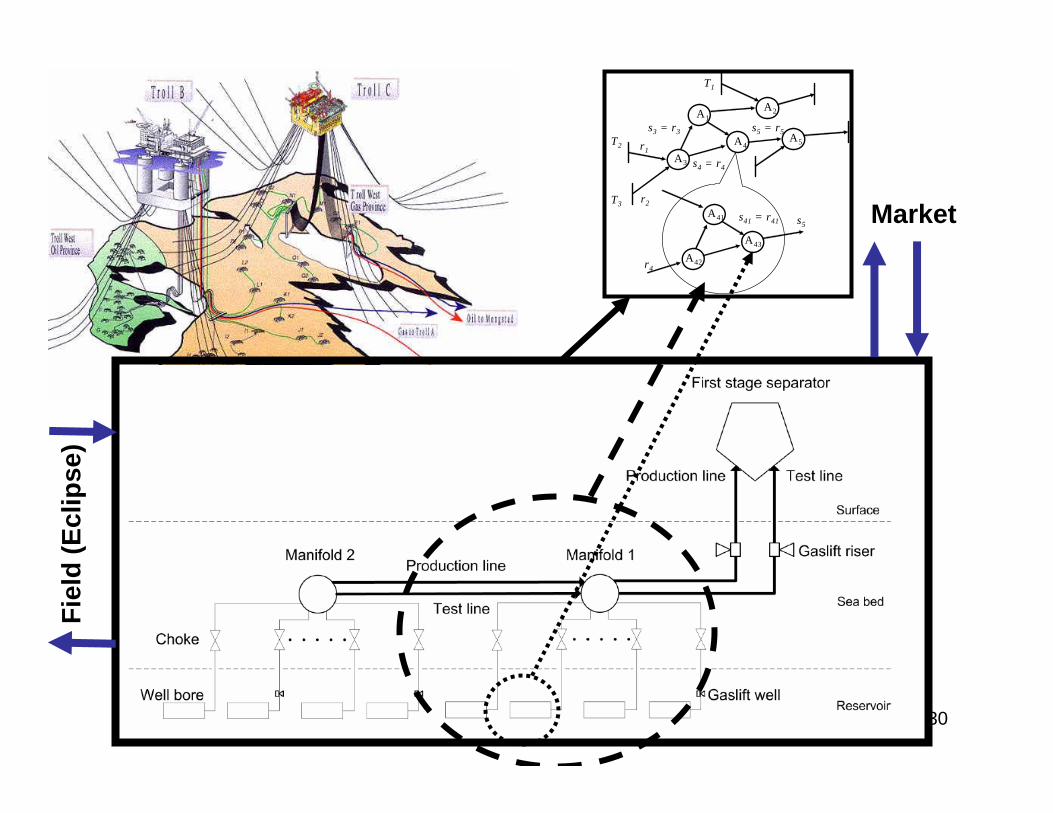
Current Research: Troll C Oil Field
IO- Center NTNU NorwayStatoil-Hydro
Objective: Maximize oil production subject to a gas rate constraint.
29
Troll C- one of the world’s largest sub-sea developments• 700 km2• 330 m deep • 100+ horizontal wells• 7 clusters• rim field 12-25m thick oil layer• relatively homogeneous sandstone with high permeability
30
Market
Fiel
d (E
clip
se)
A1A2
A3
A4A5
A41
A42
A43
r1
r2
s3 = r3
s4 = r4
s5 = r5
s5s41 = r41
T3
T2
T1
r4
31
Concluding thoughts• Tremendous opportunities in coordinating
optimization and control in real time ($50B+ in the North Sea)
• Enormous challenge (complex dynamics and large uncertainty – integration of physics computation and communication)
• Decentralized decision making (adaptive/self-optimization is required)

32
Michael’s PhD project
Complex Dynamical SystemsIntegrated in a network
Optimization A Optimization B
• Establish conditions for stability of dynamic trajectories (done)• What is the objective function being optimized?• How can the objective function be shaped by decentralized control?• How much information sharing is needed?• What is the bandwidth (response time) of the system?• Application domain TROLL C


![Grossmann - Carnegie Mellon Universityegon.cheme.cmu.edu/esi/docs/pdf/ESI_Grossmann.pdf · 2015-11-05 · [10] Marn, M., Grossmann, I.E. Process opmizaon bioDiesel producon from cooking](https://static.documents.pub/doc/80x56/5b77ca0c7f8b9a515a8dd319/grossmann-carnegie-mellon-2015-11-05-10-marn-m-grossmann-ie-process.jpg)














