a b Figura 12.12 Uscătorul la vid a) Vedere generală b) Schema de principiu : A – masă ; B – suport piele ; C – capac ; D – garnitură de etanşare ; E – placă de oţel perforat ; F – pâslă ; G – membrană elastică ; H – condensator ; J – ventil ; L – pompă de vid ; M – cameră contrapresiune O pompă de vid, L, cu inel lichid de apă, mono sau multietajată, asigură vidul necesar. Debitul volumic al acesteia depinde de temperatura inelului de lichid, deoarece la creşterea ei scade randamentul volumic (la 32 0 C şi la 660 mm Hg debitul volumic se reduce cu 25%), cu repercursiuni negative asupra duratei de uscare. Utilajul este prevăzut cu un sistem electronic de control şi comandă a variaţiei de temperatură şi al duratei ciclurilor de uscare. O cameră de contrapresiune M, este conectată la sursa de vid, fiind situată imediat deasupra membranei elastice, cu rolul de a reduce presiunea exercitată asupra pielii de la cca 1 ata la 0,64 ata cu scopul de a asigura un bun transfer termic şi a împiedica “spargerea” elementelor fibroase cu rezistenţă mai redusă. Natura şi concentraţia tanantului,utilizarea agenţilor de gresare cu afinitate mare pentru fibră şi cu hidrofilie redusă cu puncte de fierbere ridicate, asigură efectuarea în condiţii optime a operaţiei de uscare la vid. In plus efectuarea unei stoarceri corespunzătoare determină o bună calitate a pielii uscate. Procedura clasică în care pielea este supusă operaţiilor de stors- întins până la cca 60-55% umiditate, prezintă unele inconveniente legate de durata şi înrăutăţirea unor proprietăţi fizico-mecanice (reducerea suprafeţei, reducerea netezimii, uscare neuniformă). 149
Transcript
a
b
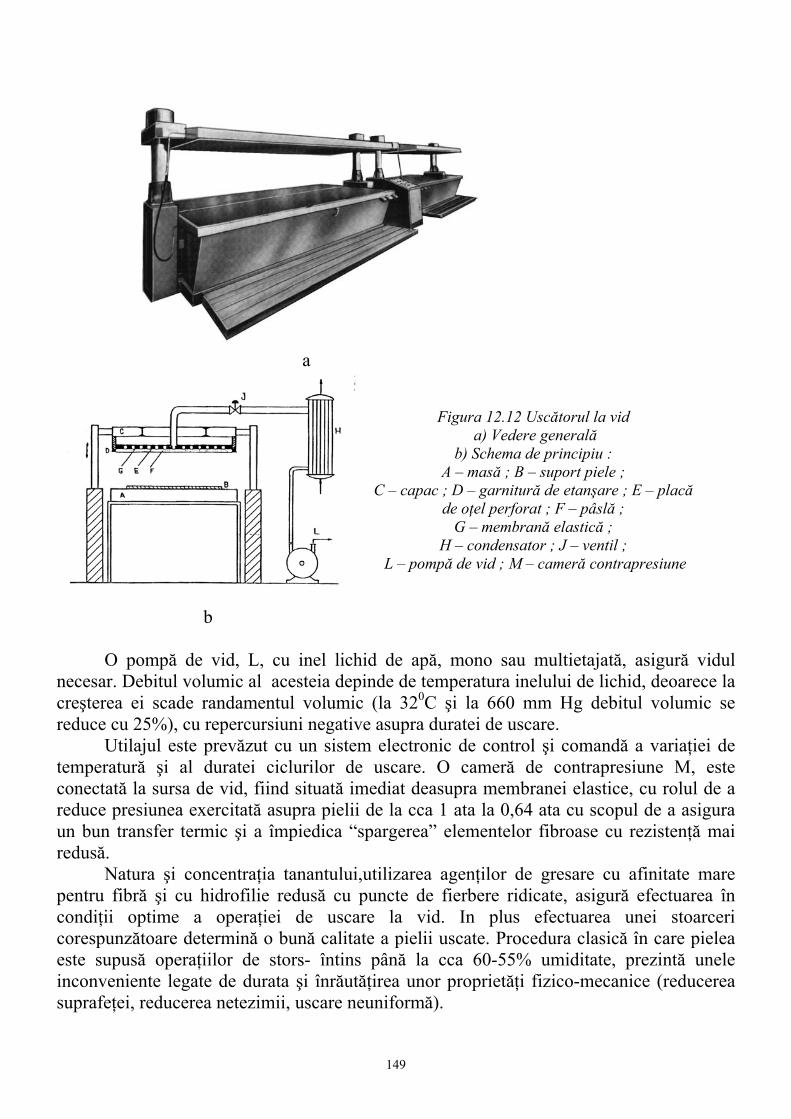
Figura 12.12 Uscătorul la vid a) Vedere generală
b) Schema de principiu : A – masă ; B – suport piele ;
C – capac ; D – garnitură de etanşare ; E – placă de oţel perforat ; F – pâslă ;
G – membrană elastică ; H – condensator ; J – ventil ;
L – pompă de vid ; M – cameră contrapresiune
O pompă de vid, L, cu inel lichid de apă, mono sau multietajată, asigură vidul
necesar. Debitul volumic al acesteia depinde de temperatura inelului de lichid, deoarece la creşterea ei scade randamentul volumic (la 320C şi la 660 mm Hg debitul volumic se reduce cu 25%), cu repercursiuni negative asupra duratei de uscare.
Utilajul este prevăzut cu un sistem electronic de control şi comandă a variaţiei de temperatură şi al duratei ciclurilor de uscare. O cameră de contrapresiune M, este conectată la sursa de vid, fiind situată imediat deasupra membranei elastice, cu rolul de a reduce presiunea exercitată asupra pielii de la cca 1 ata la 0,64 ata cu scopul de a asigura un bun transfer termic şi a împiedica “spargerea” elementelor fibroase cu rezistenţă mai redusă.
Natura şi concentraţia tanantului,utilizarea agenţilor de gresare cu afinitate mare pentru fibră şi cu hidrofilie redusă cu puncte de fierbere ridicate, asigură efectuarea în condiţii optime a operaţiei de uscare la vid. In plus efectuarea unei stoarceri corespunzătoare determină o bună calitate a pielii uscate. Procedura clasică în care pielea este supusă operaţiilor de stors- întins până la cca 60-55% umiditate, prezintă unele inconveniente legate de durata şi înrăutăţirea unor proprietăţi fizico-mecanice (reducerea suprafeţei, reducerea netezimii, uscare neuniformă).
149
Firma CARTIGLIANO recurge la întinderea pielii pe masă imediat după finisarea umedă a pieilor la un conţinut de umiditate de cca 100%, pentru aderenţa pielii la suportul de uscare. Astfel apare o mărire a suprafetei de lucru cu cca 5-12 % faţă de procedeul clasic, se asigură o fineţe deosebită a grenului comparabilă cu cea a pielii de viţel, însoţită de uniformitate şi netezime pe toată suprafaţa.
Ca un dezavantaj apare necesitatea îndepărtării apei suplimentare, deci un consum în plus de energie calorică compensată însă de creştera randamentului de suprafaţă, inconvenient eliminat de folosirea unei pâsle. De asemenea în ultima vreme se utilizează modele de uscătoare cu mese duble, basculabile care permit o întindere uşoară a pielii şi scurgerea apei în exces.
Particularităţi tehnologice Natura materialului poros influenţează durata şi calitatea produsului finit, de aceea
se preferă ca suport pentru piele, materiale poroase cu structură tridimensională din fibre sintetice, fiind inerte la auxiliarii chimici, cu timp rezonabil de utilizare şi cu o structură izotropă nedeformabilă.
Temperatura de lucru în timpul operaţiei de uscare la vid depinde de tipul pieilor şi al tăbăcirii. Astfel pieile Nappa se pot usca la maxim 700C. La temperaturi ridicate, eficienţa operaţiei la uscarea pieilor subţiri se reduce simţitor, deoarece scăderea duratei de uscare conduce la o distribuţie neuniformă a umidităţii reziduale.
Velurul din piei ovine se usucă până la 750C. Boxul cromat şi retanat cu grosimea de 2mm se usucă la 95-960C, dacă umiditatea nu scade sub 20-22 %. Temperatura maximă de lucru scade cu scăderea cantităţii de crom fixat, dar mărirea peste limită a acesteia poate deschide grenul pielii şi să creeze umflături de suprafaţă.
Uscătoarele care lucrează la temperaturi scăzute (20-600C), pot prelucra piei tăbăcite combinat sau vegetal fără a fi afectată stabilitatea dimensională sau plinătatea pieilor.
12.7.3. Variante constructive moderne de uscătoare la vid In afara maşinilor de uscare cu două mese dispuse în plan orizontal şi cu un capac
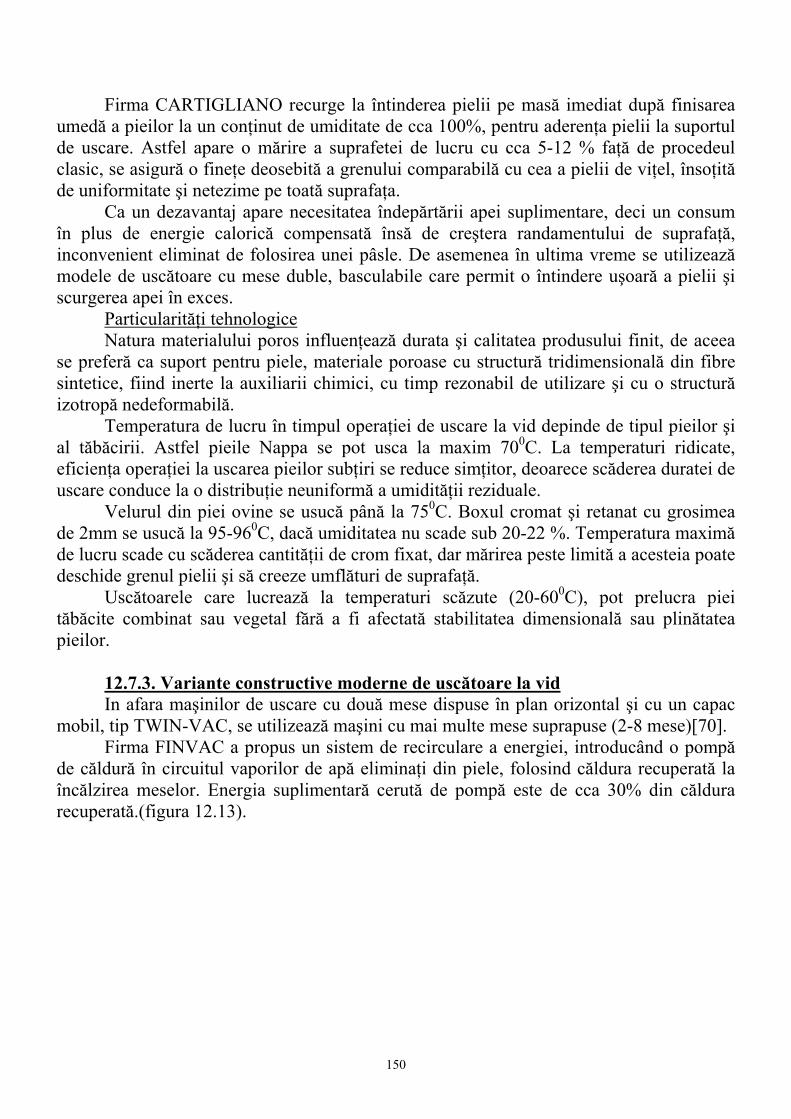
mobil, tip TWIN-VAC, se utilizează maşini cu mai multe mese suprapuse (2-8 mese)[70]. Firma FINVAC a propus un sistem de recirculare a energiei, introducând o pompă
de căldură în circuitul vaporilor de apă eliminaţi din piele, folosind căldura recuperată la încălzirea meselor. Energia suplimentară cerută de pompă este de cca 30% din căldura recuperată.(figura 12.13).
150
Figura 12.13 Varianta de uscare la vid
Firmele INCOMA şi CARTIGLIANO au construit uscătoare la temperaturi scăzute
de 20-500C, care lucrează la un vid de 740-750 mm Hg, permiţând reducerea conţinutului de umiditate la 12-14% în 7-8 min. Pielea obţinută are stabilitate dimensională cu un tuşeu şi o plinătate deosebită.[71,72]
Firma C.R.L - U.S.A a reuşit să crească randamentul în suprafaţă cu 2,5%, faţă de operarea manuală, folosind un sistem automat de întindere a pielii pe masă, format din două lame metalice independente care se deplasează prin telecomandă.
Firma INCOMA foloseşte un sistem de uscare la vid cu alimentare continuă [73]. Uscătorul respectiv este format din uscătorul propriu-zis cu mai multe mese suprapuse care lucrează alternativ, un punct de alimentare continuă cu sistem de măsurare a pieilor şi un dispozitiv automat de întindere retragere a pielii de pe masă cu cilindri cu cuţite elicoidale. Pielea se introduce şi se depozitează în alimentator până ce una din mese devine disponibilă. Acum pielea este întinsă pe masă, iar conturul de întindere se poate adapta la tipul de piele. După uscarea materialului, pielea este întoarsă automat la punctul de alimentare, trecând la ştoluire. Utilajul necesită un singur operator, asigurând securitatea operaţiei şi reproductibilitatea procesului.
Avantajele uscării la vid Prin uscarea la vid pielea capătă un randament de suprafaţă bun de 4-5%, asigurându-
se o tensionare uniformă a regiunilor topografice şi o fixare corespunzătoare a matricii fibroase.
Prin practica uscării secundare se realizează si o călcare. Procedeu permite:
- productivitate şi eficienţă mărită (reducerea duratei de uscare de la câteva ore la uscarea convectivă la 3-4 minute). Uscarea secundară suplimentează durata până la 6 minute ;
- productivitatea la masă este de 20-30 m2 piele/h.m2 suprafaţă metalică; - capacitatea de extracţie a apei este de 7-9 Kg/h.m2 suprafaţă metalică ; - eliminarea adezivului de lipire a pielii; - reducerea manoperei şi rebuturilor; - spaţiu redus de amplasare ; - posibilitatea opririi uscării la umiditatea finală dorită prin temporizarea ciclurilor
de uscare ; - asigurarea unei fineţi, supleţe, moliciune, netezime, gren fin şi compact.
151
Dezavantajele procedeului constau din următoarele: - complexitatea utilajului şi interdependenţa unităţilor constructive şi a
consumurilor ridicate energie şi utilităţi; - o repartiţie neomogenă a umidităţii reziduale ; - tendinţa de supraâncălzire a grenului şi compactizarea matricei fibroase (piei
prea ferme, aspre cu gren fragil, fără plinătate), dacă parametrii de lucru (temperatură şi presiune) nu sunt bine aleşi.
12.8. Uscarea neconvenţională a pieilor
12.8.1. Uscarea în câmpuri hiperfrecvenţiele Această metodă se bazează pe calitatea de dielectric a materialului supus uscării, când
sub acţiunea unui câmp electric exterior are loc fenomenul de polarizare, dipolii materialului orientându-se paralel cu direcţia câmpului şi efectuând o mişcare oscilatorie pe frecvenţa câmpului exterior aplicat. Ca urmare se produce un fenomen de intensă agitare a acestor particule însoţită de frecarea dintre ele având drept rezultat încălzirea rapidă a materialului. Procesul de încălzire se dezvoltă însă din interiorul materialului spre exterior şi de la mijloc către margini asigurânduse astfel o uniformitate avansată a procesului. Cantitatea de căldură degajată de corp are valoare maximă la frecvenţa de relaxare. Capacitatea unui material de a absorbi energia câmpului electromagnetic extern este dată de tangenta unghiului de pierderi tgδ, sau de coeficientul de piederi ε’’. Tangenta unghiului de pierderi este raportul dintre energia activă a câmpului degajată sub formă de căldură şi energia pasivă acumulată în material. [74, 75, 76]
Mecanismul uscării în câmp electric de înaltă frecvenţă presupune un proces intensiv deoarece viteza transformării de fază a apei din interior depăşeşte viteza transferului de masă. Incălzirea accentuată a materialului determină o presiune a vaporilor de apă care se deplasează spre suprafaţa pielii şi constituie forţa motoare a transferului de masă. Peste 100 0C există pericolul fisurării materialului şi al supraîncălzirii locale care pot conduce la fenomenul de străpungere a dielectricului şi la oprirea instalaţiei. Procedeul asigură viteze foarte mari de lucru şi posibilităti largi de reglare a gradienţilor de umiditate.
Uscarea pieilor în C.E.I.F depinde de proprietăţile dielectrice ale pielii condiţionate la rândul lor de frecvenţa câmpului, umiditatea pielii, cât şi de natura şi proporţia auxiliarilor folosiţi în operaţiile anterioare, cât şi de geometria plăcilor condensatorului sau a ghidului de undă în cazul microundelor. Procesul de uscare este uşor de controlat la umidităţi ale materialului de cca 25%.
Practica uscării în câmpuri hiperfrecvenţiale Uscarea în câmpuri de radiofrevenţă este mai puţin folosită în domeniul industriei
pielăriei, datorită inerţiei şi a insuficientei cunoaşteri a acestui domeniu aplicativ, cu toate avantajele sale: productivitate mărită prin posibilitatea lucrului în flux continuu,randament mare de uscare, timp de lucru extrem de redus, uniformitatea procesului de încălzire-uscare.Ca dezavantaje enumerăm: costurile ridicate de construcţie şi operare, probleme de securitate a muncii.[75]
152
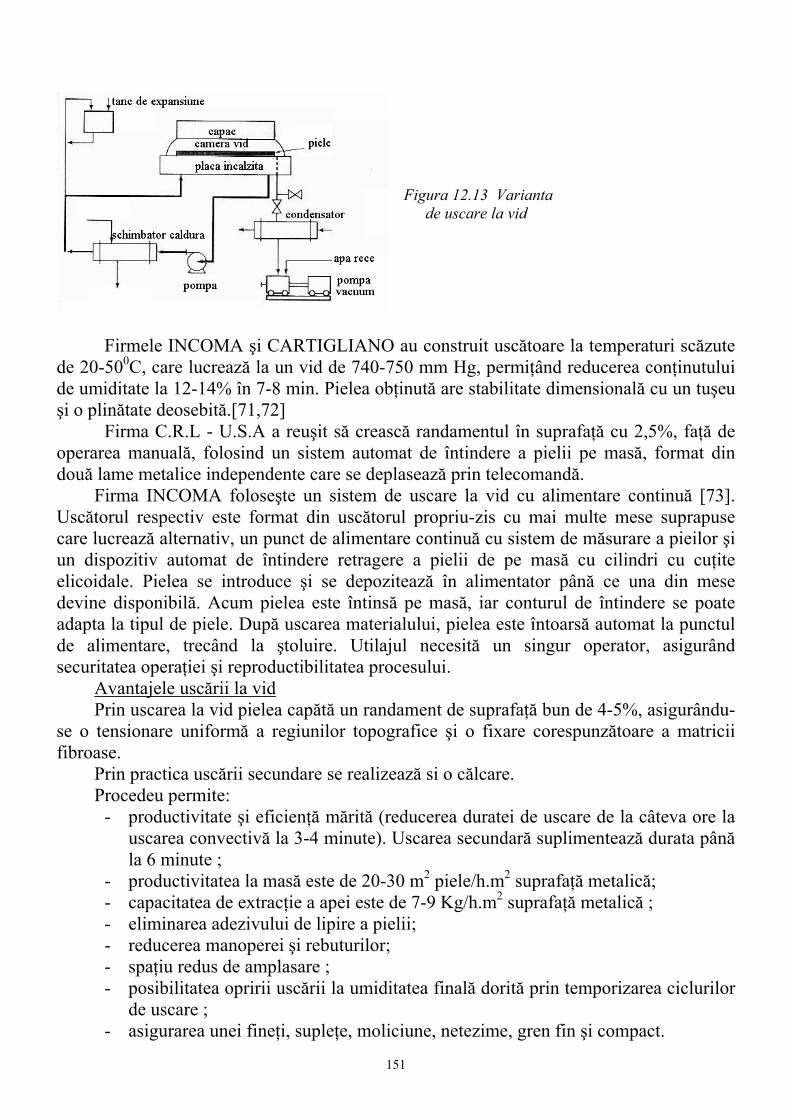
Construcţia şi funcţionarea utilajului Partea principală a utilajului de uscare este tunelul de uscare convectivă dotat cu
echipamentul specific pentru înaltă frecvenţă sau microunde. Schemele de principiu ale unor asemenea utilaje sunt prezentate în figurile 12.14 şi 12.15.
Figura 12.14 Uscătorul de înaltă frecvenţă : 1 - sursa de curent; 2 -
generator de I.F; 3 - linie de transmisie; 4 - plăcile condensatorului; 5 - bandă transportoare; 6 - piele; 7 - tunel de uscare
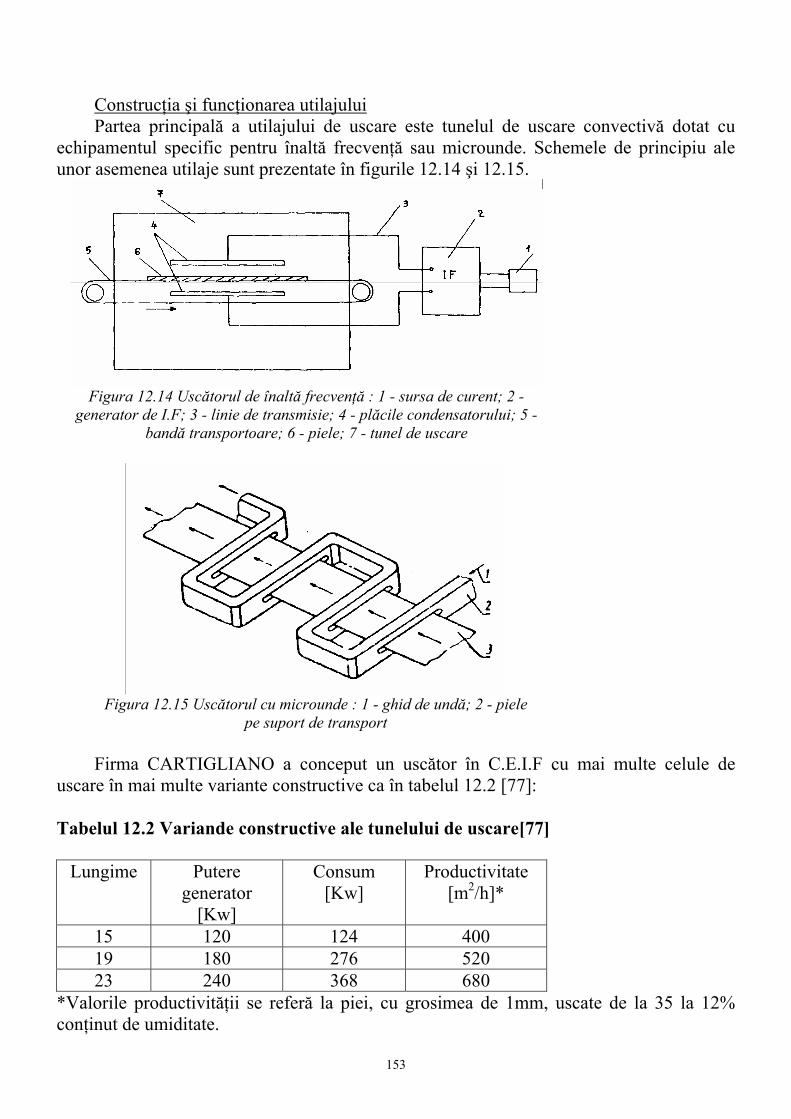
Figura 12.15 Uscătorul cu microunde : 1 - ghid de undă; 2 - piele
pe suport de transport Firma CARTIGLIANO a conceput un uscător în C.E.I.F cu mai multe celule de
uscare în mai multe variante constructive ca în tabelul 12.2 [77]:
Tabelul 12.2 Variande constructive ale tunelului de uscare[77]
Lungime Putere generator
[Kw]
Consum [Kw]
Productivitate [m2/h]*
15 120 124 400 19 180 276 520 23 240 368 680
*Valorile productivităţii se referă la piei, cu grosimea de 1mm, uscate de la 35 la 12% conţinut de umiditate.
153
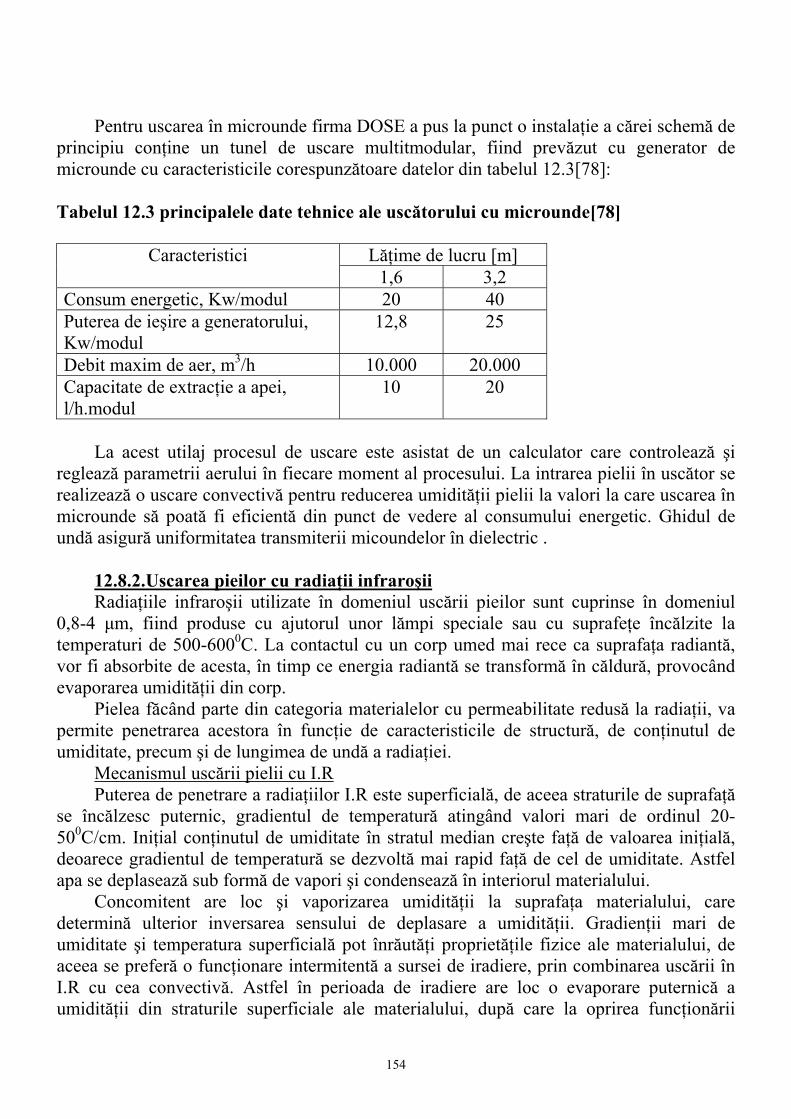
Pentru uscarea în microunde firma DOSE a pus la punct o instalaţie a cărei schemă de
principiu conţine un tunel de uscare multitmodular, fiind prevăzut cu generator de microunde cu caracteristicile corespunzătoare datelor din tabelul 12.3[78]:
Tabelul 12.3 principalele date tehnice ale uscătorului cu microunde[78]
Caracteristici Lăţime de lucru [m]
1,6 3,2 Consum energetic, Kw/modul 20 40 Puterea de ieşire a generatorului, Kw/modul
12,8 25
Debit maxim de aer, m3/h 10.000 20.000 Capacitate de extracţie a apei, l/h.modul
10 20
La acest utilaj procesul de uscare este asistat de un calculator care controlează şi
reglează parametrii aerului în fiecare moment al procesului. La intrarea pielii în uscător se realizează o uscare convectivă pentru reducerea umidităţii pielii la valori la care uscarea în microunde să poată fi eficientă din punct de vedere al consumului energetic. Ghidul de undă asigură uniformitatea transmiterii micoundelor în dielectric .
12.8.2.Uscarea pieilor cu radiaţii infraroşii Radiaţiile infraroşii utilizate în domeniul uscării pieilor sunt cuprinse în domeniul
0,8-4 μm, fiind produse cu ajutorul unor lămpi speciale sau cu suprafeţe încălzite la temperaturi de 500-6000C. La contactul cu un corp umed mai rece ca suprafaţa radiantă, vor fi absorbite de acesta, în timp ce energia radiantă se transformă în căldură, provocând evaporarea umidităţii din corp.
Pielea făcând parte din categoria materialelor cu permeabilitate redusă la radiaţii, va permite penetrarea acestora în funcţie de caracteristicile de structură, de conţinutul de umiditate, precum şi de lungimea de undă a radiaţiei.
Mecanismul uscării pielii cu I.R Puterea de penetrare a radiaţiilor I.R este superficială, de aceea straturile de suprafaţă
se încălzesc puternic, gradientul de temperatură atingând valori mari de ordinul 20-500C/cm. Iniţial conţinutul de umiditate în stratul median creşte faţă de valoarea iniţială, deoarece gradientul de temperatură se dezvoltă mai rapid faţă de cel de umiditate. Astfel apa se deplasează sub formă de vapori şi condensează în interiorul materialului.
Concomitent are loc şi vaporizarea umidităţii la suprafaţa materialului, care determină ulterior inversarea sensului de deplasare a umidităţii. Gradienţii mari de umiditate şi temperatura superficială pot înrăutăţi proprietăţile fizice ale materialului, de aceea se preferă o funcţionare intermitentă a sursei de iradiere, prin combinarea uscării în I.R cu cea convectivă. Astfel în perioada de iradiere are loc o evaporare puternică a umidităţii din straturile superficiale ale materialului, după care la oprirea funcţionării
154
radiative are loc redistribuirea umidităţii, deci se va putea aplica varianta cu uscare convectivă.
Particularităţi constructive şi funcţionale Uscătoarele cu radiaţii infraroşii utilizate în industria de profil sunt uscătoare tip
tunel, care au prevăzute celulele de uscare cu radianţi metalici cu arzătoare de gaz fără flacără (ardere catalitică). Aceste arzătoare sunt formate din panouri de inox care conţin un strat de fibre ceramice, având incorporate particule de platină cu rol de catalizator. Amestecul gazos format din propan şi metan împreună cu oxigenul din aer determină o ardere fără flacără si cu iradiere în I.R. Prin modificarea presiunii amestecului de gaz se poate modifica lungimea de undă a radiaţiei I.[79].
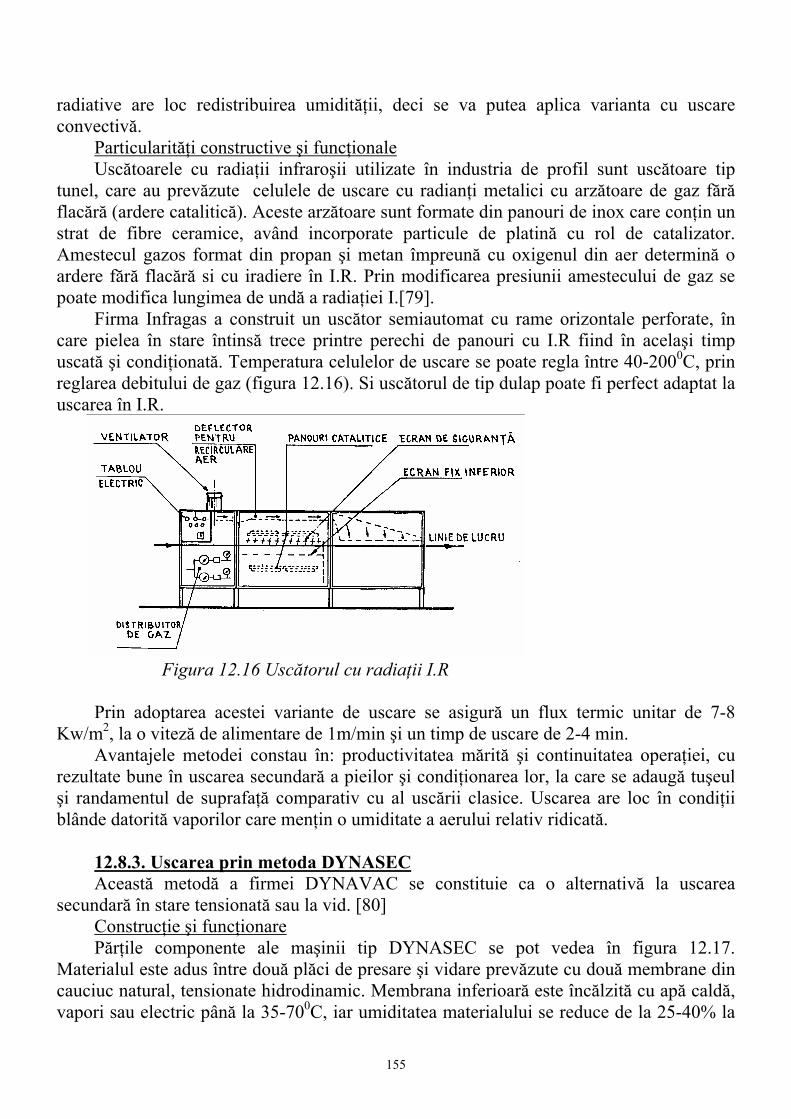
Firma Infragas a construit un uscător semiautomat cu rame orizontale perforate, în care pielea în stare întinsă trece printre perechi de panouri cu I.R fiind în acelaşi timp uscată şi condiţionată. Temperatura celulelor de uscare se poate regla între 40-2000C, prin reglarea debitului de gaz (figura 12.16). Si uscătorul de tip dulap poate fi perfect adaptat la uscarea în I.R.
Figura 12.16 Uscătorul cu radiaţii I.R
Prin adoptarea acestei variante de uscare se asigură un flux termic unitar de 7-8
Kw/m2, la o viteză de alimentare de 1m/min şi un timp de uscare de 2-4 min. Avantajele metodei constau în: productivitatea mărită şi continuitatea operaţiei, cu
rezultate bune în uscarea secundară a pieilor şi condiţionarea lor, la care se adaugă tuşeul şi randamentul de suprafaţă comparativ cu al uscării clasice. Uscarea are loc în condiţii blânde datorită vaporilor care menţin o umiditate a aerului relativ ridicată.
12.8.3. Uscarea prin metoda DYNASEC Această metodă a firmei DYNAVAC se constituie ca o alternativă la uscarea
secundară în stare tensionată sau la vid. [80] Construcţie şi funcţionare Părţile componente ale maşinii tip DYNASEC se pot vedea în figura 12.17.
Materialul este adus între două plăci de presare şi vidare prevăzute cu două membrane din cauciuc natural, tensionate hidrodinamic. Membrana inferioară este încălzită cu apă caldă, vapori sau electric până la 35-700C, iar umiditatea materialului se reduce de la 25-40% la
155
14-16%. După realizarea uscării cele două plăci se indepărtează, pentru ca pielea uscată să poată fi preluată de către operator.
a
b
Figura 12.17 Maşina DYNASEC : Principiu
constructiv (a) şi mod de operare (b)
Avantajele metodei sunt următoarele:
- ranadamentul de suprafaţă este de 3-10%; - tuşeu şi gren foarte bun, netezime şi supleţe; - se produce un efect de satinare; - se poate utiliza ca metodă de uscare în locul uscării pe rame perforate; - în urma utilizării metodei nu mai este necesară efectuarea ştoluirii clasice, pielea
fiind deja pregătită pentru finisarea uscată.
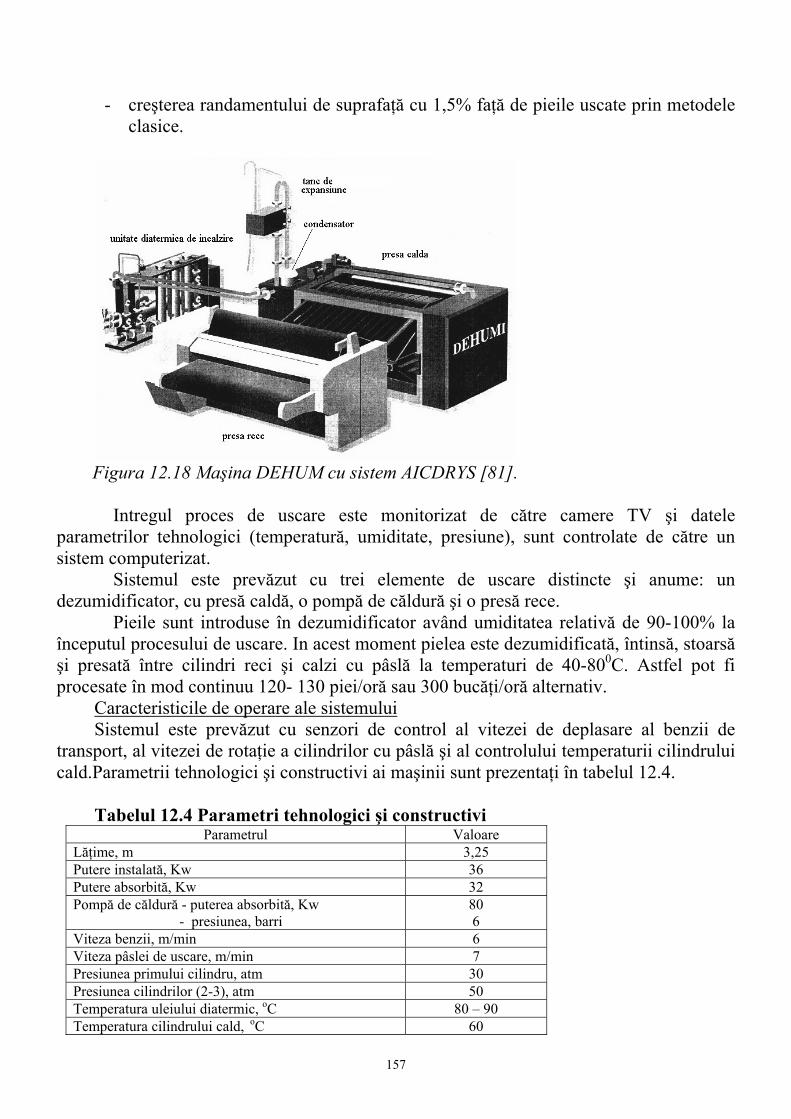
12.8.4. Sistem automatic integrat de uscare a pieilor AICDRYS Firma COSMOTEC INTERNATIONAL în asociere cu FBP Automazionni şi cu
firma Baggio Technology au pus la punct un sistem inegrat şi automatizat pentru uscarea pieilor pentru automobile pentru prelucrarea unor materiale cu grosimi de 0,9- 1,6 mm cu o productivitate de 120 piei/oră asigurând o umiditate relativă de 12-16% (figura 12.18).[81]
Caracteristicile sistemului sunt următoarele: - posibilitatea prelucrării pieilor în flux continuu, la temperatură joasă cu preţ de
cost redus şi consumuri energetice minime. - automatizarea completă a operaţiei de uscare şi depozitare a pieilor ; - posibilitate de prelucrare a unor piei având grosimi între 0,9 - 1,6 mm ; - umiditatea relativă a pielii se reduce de la 90-100% la 12-16%;
156
- creşterea randamentului de suprafaţă cu 1,5% faţă de pieile uscate prin metodele clasice.
Figura 12.18 Maşina DEHUM cu sistem AICDRYS [81].
Intregul proces de uscare este monitorizat de către camere TV şi datele
parametrilor tehnologici (temperatură, umiditate, presiune), sunt controlate de către un sistem computerizat.
Sistemul este prevăzut cu trei elemente de uscare distincte şi anume: un dezumidificator, cu presă caldă, o pompă de căldură şi o presă rece.
Pieile sunt introduse în dezumidificator având umiditatea relativă de 90-100% la începutul procesului de uscare. In acest moment pielea este dezumidificată, întinsă, stoarsă şi presată între cilindri reci şi calzi cu pâslă la temperaturi de 40-800C. Astfel pot fi procesate în mod continuu 120- 130 piei/oră sau 300 bucăţi/oră alternativ.
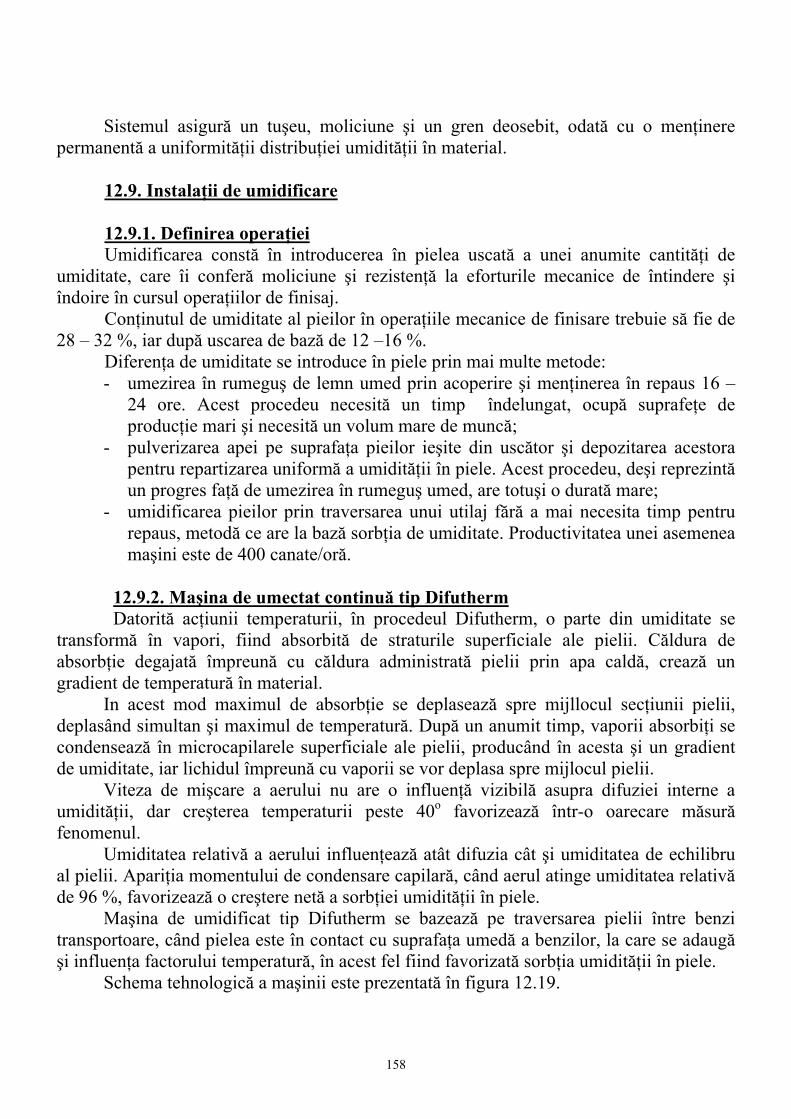
Caracteristicile de operare ale sistemului Sistemul este prevăzut cu senzori de control al vitezei de deplasare al benzii de
transport, al vitezei de rotaţie a cilindrilor cu pâslă şi al controlului temperaturii cilindrului cald.Parametrii tehnologici şi constructivi ai maşinii sunt prezentaţi în tabelul 12.4.
Tabelul 12.4 Parametri tehnologici şi constructivi
Parametrul Valoare Lăţime, m 3,25 Putere instalată, Kw 36 Putere absorbită, Kw 32 Pompă de căldură - puterea absorbită, Kw - presiunea, barri
80 6
Viteza benzii, m/min 6 Viteza pâslei de uscare, m/min 7 Presiunea primului cilindru, atm 30 Presiunea cilindrilor (2-3), atm 50 Temperatura uleiului diatermic, oC 80 – 90 Temperatura cilindrului cald, oC 60
157
Sistemul asigură un tuşeu, moliciune şi un gren deosebit, odată cu o menţinere
permanentă a uniformităţii distribuţiei umidităţii în material.
12.9. Instalaţii de umidificare 12.9.1. Definirea operaţiei Umidificarea constă în introducerea în pielea uscată a unei anumite cantităţi de umiditate, care îi conferă moliciune şi rezistenţă la eforturile mecanice de întindere şi îndoire în cursul operaţiilor de finisaj. Conţinutul de umiditate al pieilor în operaţiile mecanice de finisare trebuie să fie de 28 – 32 %, iar după uscarea de bază de 12 –16 %. Diferenţa de umiditate se introduce în piele prin mai multe metode:
- umezirea în rumeguş de lemn umed prin acoperire şi menţinerea în repaus 16 – 24 ore. Acest procedeu necesită un timp îndelungat, ocupă suprafeţe de producţie mari şi necesită un volum mare de muncă;
- pulverizarea apei pe suprafaţa pieilor ieşite din uscător şi depozitarea acestora pentru repartizarea uniformă a umidităţii în piele. Acest procedeu, deşi reprezintă un progres faţă de umezirea în rumeguş umed, are totuşi o durată mare;
- umidificarea pieilor prin traversarea unui utilaj fără a mai necesita timp pentru repaus, metodă ce are la bază sorbţia de umiditate. Productivitatea unei asemenea maşini este de 400 canate/oră.
12.9.2. Maşina de umectat continuă tip Difutherm Datorită acţiunii temperaturii, în procedeul Difutherm, o parte din umiditate se
transformă în vapori, fiind absorbită de straturile superficiale ale pielii. Căldura de absorbţie degajată împreună cu căldura administrată pielii prin apa caldă, crează un gradient de temperatură în material.
In acest mod maximul de absorbţie se deplasează spre mijllocul secţiunii pielii, deplasând simultan şi maximul de temperatură. După un anumit timp, vaporii absorbiţi se condensează în microcapilarele superficiale ale pielii, producând în acesta şi un gradient de umiditate, iar lichidul împreună cu vaporii se vor deplasa spre mijlocul pielii.
Viteza de mişcare a aerului nu are o influenţă vizibilă asupra difuziei interne a umidităţii, dar creşterea temperaturii peste 40o favorizează într-o oarecare măsură fenomenul.
Umiditatea relativă a aerului influenţează atât difuzia cât şi umiditatea de echilibru al pielii. Apariţia momentului de condensare capilară, când aerul atinge umiditatea relativă de 96 %, favorizează o creştere netă a sorbţiei umidităţii în piele.
Maşina de umidificat tip Difutherm se bazează pe traversarea pielii între benzi transportoare, când pielea este în contact cu suprafaţa umedă a benzilor, la care se adaugă şi influenţa factorului temperatură, în acest fel fiind favorizată sorbţia umidităţii în piele.
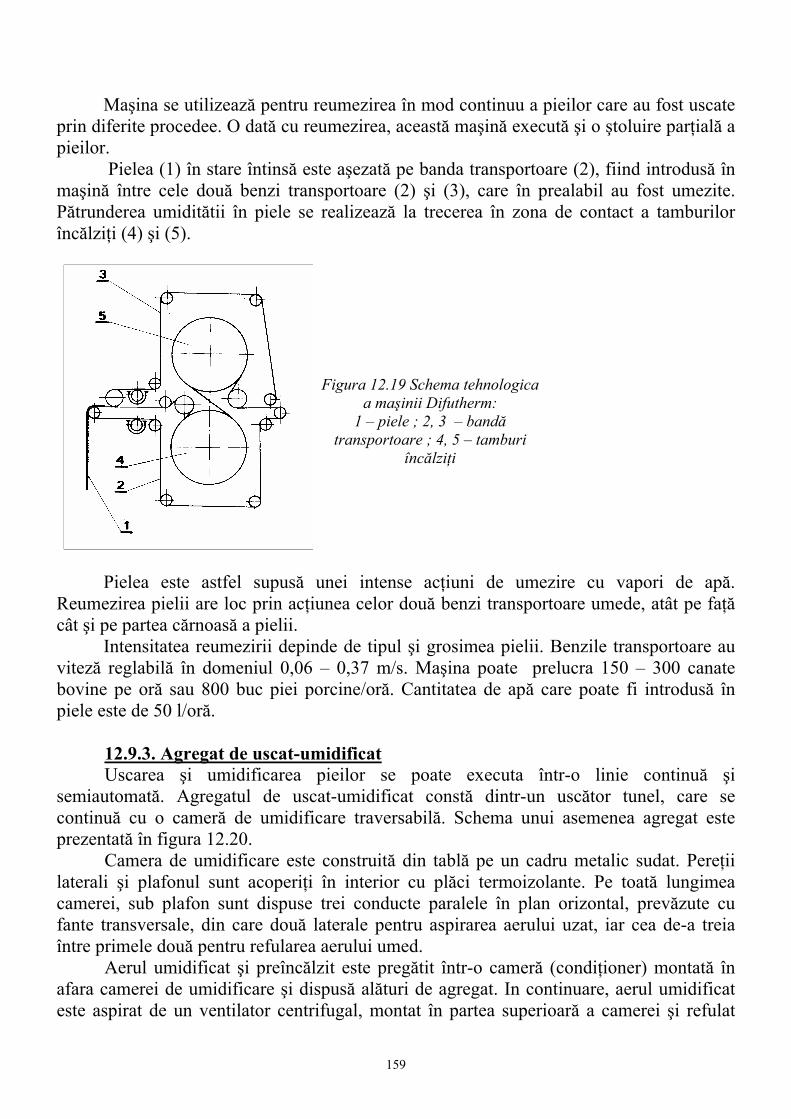
Schema tehnologică a maşinii este prezentată în figura 12.19.
158
Maşina se utilizează pentru reumezirea în mod continuu a pieilor care au fost uscate prin diferite procedee. O dată cu reumezirea, această maşină execută şi o ştoluire parţială a pieilor.
Pielea (1) în stare întinsă este aşezată pe banda transportoare (2), fiind introdusă în maşină între cele două benzi transportoare (2) şi (3), care în prealabil au fost umezite. Pătrunderea umiditătii în piele se realizează la trecerea în zona de contact a tamburilor încălziţi (4) şi (5).
Figura 12.19 Schema tehnologica a maşinii Difutherm:
Pielea este astfel supusă unei intense acţiuni de umezire cu vapori de apă.
Reumezirea pielii are loc prin acţiunea celor două benzi transportoare umede, atât pe faţă cât şi pe partea cărnoasă a pielii.
Intensitatea reumezirii depinde de tipul şi grosimea pielii. Benzile transportoare au viteză reglabilă în domeniul 0,06 – 0,37 m/s. Maşina poate prelucra 150 – 300 canate bovine pe oră sau 800 buc piei porcine/oră. Cantitatea de apă care poate fi introdusă în piele este de 50 l/oră.
12.9.3. Agregat de uscat-umidificat
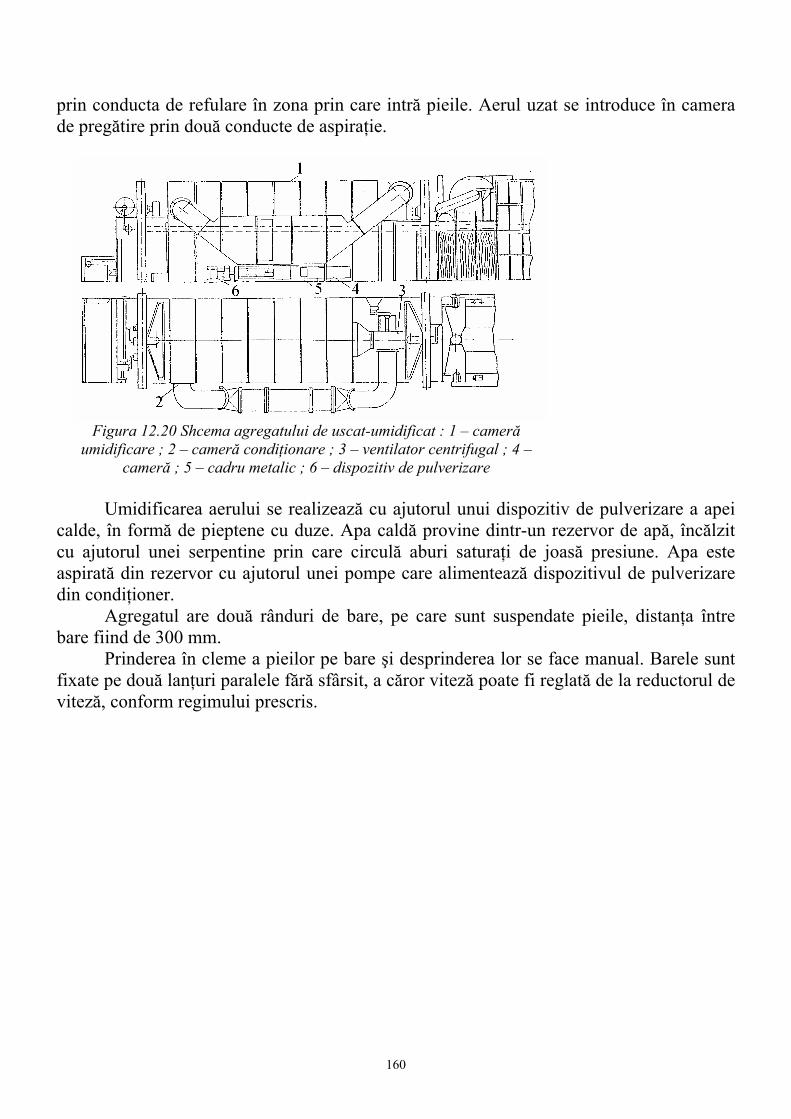
Uscarea şi umidificarea pieilor se poate executa într-o linie continuă şi semiautomată. Agregatul de uscat-umidificat constă dintr-un uscător tunel, care se continuă cu o cameră de umidificare traversabilă. Schema unui asemenea agregat este prezentată în figura 12.20. Camera de umidificare este construită din tablă pe un cadru metalic sudat. Pereţii laterali şi plafonul sunt acoperiţi în interior cu plăci termoizolante. Pe toată lungimea camerei, sub plafon sunt dispuse trei conducte paralele în plan orizontal, prevăzute cu fante transversale, din care două laterale pentru aspirarea aerului uzat, iar cea de-a treia între primele două pentru refularea aerului umed. Aerul umidificat şi preîncălzit este pregătit într-o cameră (condiţioner) montată în afara camerei de umidificare şi dispusă alături de agregat. In continuare, aerul umidificat este aspirat de un ventilator centrifugal, montat în partea superioară a camerei şi refulat
159
prin conducta de refulare în zona prin care intră pieile. Aerul uzat se introduce în camera de pregătire prin două conducte de aspiraţie.
Umidificarea aerului se realizează cu ajutorul unui dispozitiv de pulverizare a apei calde, în formă de pieptene cu duze. Apa caldă provine dintr-un rezervor de apă, încălzit cu ajutorul unei serpentine prin care circulă aburi saturaţi de joasă presiune. Apa este aspirată din rezervor cu ajutorul unei pompe care alimentează dispozitivul de pulverizare din condiţioner. Agregatul are două rânduri de bare, pe care sunt suspendate pieile, distanţa între bare fiind de 300 mm. Prinderea în cleme a pieilor pe bare şi desprinderea lor se face manual. Barele sunt fixate pe două lanţuri paralele fără sfârsit, a căror viteză poate fi reglată de la reductorul de viteză, conform regimului prescris.