F M E A F M E A FMEA Failure Mode and FMEA Failure Mode and Effects Analysis Effects Analysis ( Fehlermöglichkeits ( Fehlermöglichkeits - - und und – – Einflussanalyse ) Einflussanalyse ) DIN 25448 DIN 25448 Stefan Rippl, Dirk Simross und Stefan Tschepe Stefan Rippl, Dirk Simross und Stefan Tschepe
Transcript
F M E AF M E AFMEA Failure Mode and FMEA Failure Mode and
Stefan Rippl, Dirk Simross und Stefan TschepeStefan Rippl, Dirk Simross und Stefan Tschepe
Stefan Rippl, Stefan Tschepe, Dirk Simross 2
Einleitung
Was ist FMEA?- FMEA hat sich als ein wirksames Werkzeug zur Fehlerverhütung
erwiesen. Qualifizierte Mitarbeiter aus allen Fachabteilungen analysieren nach festgelegten Regeln Schwachstellen und Fehlermöglichkeiten.
- Die FMEA ist eine Methode der Untersuchung möglicher Fehler in den Elementen einer betrachteten Einheit, sowie die Feststellung derbetrachteten Einheit mit dem Ziel, durch geeignete Maßnahmen diepotentiellen Fehlerfolgen zu minimieren. [DGQ 95].
- FMEA‘n werden präventiv als auch Korrektiv durchgeführt, d.h. zu einem möglichst frühen Anwendung schon bei Planung und Entwicklung, zum anderen bei erkannten Problemen.
Stefan Rippl, Stefan Tschepe, Dirk Simross 3
Geschichte
• Entwicklung Mitte der 60er Jahre bei der NASA zur Qualitätssicherung der Weltraumprogramme
• In Folge Anwendung v.a. in sicherheitskritischen Bereichen(z.B. Luftfahrt, Kerntechnik)
• 1980 Aufnahme als “Ausfalleffektanalyse“ in die DIN 25448
• Seit Ende der 80er Jahre verstärkter Einsatz in der Automobilindustrie(zuerst bei Ford)
Stefan Rippl, Stefan Tschepe, Dirk Simross 4
Anwendungsgebiete
FMEA‘n werden Eingesetzt bei:- bei jeder Neuentwicklung
- Einführung neuer Technologien, Werkstoffen oder Verfahren
- bei problematischen Produkten oder Fertigungsprozessend.h. wenn ein hohes Qualitätsrisiko besteht
- bei besonderen Sicherheits- und Umweltbedingungen(Hitze, Kälte, Trockenheit, Staub, etc)
- bei Überbeanspruchung, Benutzerfehlern, Fahrbedingungen
Stefan Rippl, Stefan Tschepe, Dirk Simross 5
Ziele der FMEA
- Ziel der FMEA ist das konsequente, dauerhafte Beseitigen von Fehlern durch Erkennen der Fehlerursachen und Einführung nachweislich wirksamer Maßnahmen sowie das Vermeiden von Wiederholfehlern bei neuen Produkten und Prozessen durch Nutzung der gewonnenen Erfahrung.
- Fehlervermeidung ist immer wirtschaftlicher als nachträgliche Fehlerbeseitigung. Je später ein Fehler entdeckt wird, desto schwieriger und aufwendiger ist seine Korrektur. Die so genannte “Zehnerregel der Fehlerkosten“ unterstreicht die hohe Bedeutung der FMEA für die Reduzierung von Kosten durch Fehlerprävention.
- Der größte Vorteil liegt aber im fächerübergreifenden Wissensaustausch, in der Steigerung des Qualitätsbewusstseins der Mitarbeiter und in der geordneten und
lückenlosen Dokumentation der Fehler und der Gegenmaßnahmen.
Stefan Rippl, Stefan Tschepe, Dirk Simross 6
Aufbau einer FMEA
Die Durchführung einer System-FMEA umfasst die Schritte:
– Vorbereitung
– Strukturanalyse
– Funktionsanalyse
– Fehleranalyse
– Risikobewertung
– Optimierung
Stefan Rippl, Stefan Tschepe, Dirk Simross 7
Vorbereitung
Die Festlegung der Aufgabenstellung und Zielsetzung der FMEA wird in
Abstimmung mit der Unternehmensleitung getroffen. Für das erfolgreiche
Durchführen ist es notwendig, ein Team von Mitarbeitern zu bilden, das mit der
Methode und dem Ablauf der FMEA vertraut ist. Zur Moderation wird ein FMEA-
erfahrener Teamleiter eingesetzt. Die Erforderlichen Dokumente, wie
beispielsweise Zeichnungen, Lastenheft, durchgeführte FMEA vergleichbarer
Die Strukturanalyse komplexer Systeme/Prozesse erfolgt vom Gesamtsystem
über die Strukturebenen bis in die einzelnen Systemelemente. Bei der System-
FMEA Prozess erfolgt die Strukturanalyse vom Gesamtprozess bis in die
Teilprozesse und Arbeitsfolgen. Die Grundlage für die System-FMEA Produkt ist
die Stücklistenstruktur. Die Darstellung der Struktur erfolgt grafisch in einer
Baumstruktur.
Um die Anwendung der FMEA auf die kritischen Bauteile zu beschränken, sind
diese nach festgelegten Kriterien zu ermitteln.
Stefan Rippl, Stefan Tschepe, Dirk Simross 9
Funktionsanalyse
Die Funktionsanalyse dient der Ermittlung der Funktion und des
Zusammenwirkens der einzelnen Systemelemente. Die Tiefe der Betrachtung
erfolgt nach der Notwendigkeit und Bedeutung der Systemelemente. Die
Funktionsstruktur gibt eine gute Übersicht über das Gesamtsystem und
ermöglicht die Auswahl kritischer Strukturen und Schnittstellen für die weitere
Analyse. Die Darstellung kann in einem Funktionsbaum, einer Funktionsliste
oder in einem Funktionsnetz erfolgen.
Stefan Rippl, Stefan Tschepe, Dirk Simross 10
Fehleranalyse
Ausgehend von den in der Fehleranalyse festgelegten kritischen Systemelementen und Schnittstellen werden im Team potentielle Fehler, Fehlerfolgen und deren Ursachen ermittelt. Bei der Fehlerbeschreibung im FMEA-Formblatt werden alle potentiellen Fehler dokumentiert. Dies geschieht ungeachtet davon, wie wahrscheinlich oder wie schwerwiegend die Auswirkung sein könnten. Man geht somit davon aus, dass ein Fehler auftreten kann, aber nicht muss. Bewährt hat sich die Beschreibung der Fehler durch beispielsweise: „klappern“, „klemmt“, „fällt ab“ oder „unterscheidet sich im Maß“.Die potentiellen Fehlerfolgen werden so dargestellt, wie sie der Kunde am Produkt oder am System empfinden würde, wie beispielsweise: Geräuschbelästigung, Undichtheit oder keine Funktion. Ausgangspunkt sind Analysen von Qualitätsabweichungen, Reklamationsberichte ähnlicher Systemelemente und das Fachwissen der Teammitglieder.
Stefan Rippl, Stefan Tschepe, Dirk Simross 11
Risikobewertung
Bei der Risikobewertung wird der aktuelle Zustand ermittelt und bewertet, um zu
entscheiden, ob eine Verbesserung nötig ist. Grundlagen der Bewertung sind die
Bedeutung des Fehlers B, die Wahrscheinlichkeit des Auftretens A und die
Wahrscheinlichkeit der Entdeckung des Fehlers vor der Weitergabe an den
Kunden bzw. an den folgenden Prozessschritt E. Von besonderer Bedeutung
sind die Auswirkungen auf die Sicherheit und Zuverlässigkeit des Produkts
sowie die Häufigkeit der jeweiligen Ausfallart. Aus der Multiplikation der
Bewertungszahlen ergibt sich die Risiko-Prioritätszahl RPZ.
Stefan Rippl, Stefan Tschepe, Dirk Simross 12
Risikobewertung
• Die Risikobewertung der gefundenen Fehler erfolgt über die Elemente
• A – Auftretenswahrscheinlichkeit
• B – Bedeutung des Fehlers
• E – Entdeckungswahrscheinlichkeit des Fehlers vor der Weitergabe an den Kunden bzw. den folgenden Prozessschritt
Stefan Rippl, Stefan Tschepe, Dirk Simross 13
Risikobewertung
• Zur Gesamtbewertung der gefundenen Fehler einer FMEA wird die Risikoprioritätszahl RPZ benutzt. Die RPZ ist das Produkt der genannten Elemente:
• RPZ = A * B * E
• Mit A – Auftretenswahrscheinlichkeit 1 ≤ A ≤ 10B – Bedeutung der Fehlerfolge 1 ≤ B ≤ 10E – Entdeckungswahrscheinlichkeit des Fehlers 1 ≤ E ≤ 10
1 ≤RPZ ≤1000
Hohe Risikoprioritätszahlen stehen für hohe Risiken( 1 – kein Risiko, 1000 – sehr hohes Risiko).
Stefan Rippl, Stefan Tschepe, Dirk Simross 14
Risikobewertung
Werden alle möglichen Fehlerursachen ihrer RPZ nach geordnet, so kann die Rangfolge der Priorität der Beseitigung von Fehlern festgelegt werden. Die RPZ wird vor und nach der Durchführung von Verbesserungsmaßnahmen berechnet. Die Differenz zwischen beiden Bewertungen ist ein Maß für den Erfolg der durchgeführten FMEA.
Stefan Rippl, Stefan Tschepe, Dirk Simross 15
Optimierung
Im FMEA-Formblatt werden die vom FMEA-Team vorgeschlagenen Verbesserungen, Verantwortlichkeiten und Termine dokumentiert. Ziel der Maßnahmen muss sein:
– die Bedeutung des Fehlers durch Änderung des Prozesses/der Konstruktion zu reduzieren
– die Wahrscheinlichkeit für das Auftreten durch Prozess- bzw. Konstruktionsänderungen oder durch Vermeidungsmaßnahmen zu reduzieren
– die Wahrscheinlichkeit der Entdeckung durch Prozess- bzw. Konstruktionsänderungen oder verbesserte Maßnahmen zu erhöhen
In der Ergebnis-Beurteilung wird nach der Durchführung von Abstellmaßnahmen die Bewertung durch die Risikoprioritätszahl RPZ erneut vorgenommen. Ist die RPZ des verbesserten Zustandes deutlich kleiner als die des unverbesserten Zustandes, waren die durchgeführten Maßnahmen und somit auch die FMEA erfolgreich.
Stefan Rippl, Stefan Tschepe, Dirk Simross 16
Einteilung der FMEA‘n
Die Anwendung der FMEA erfolgt in der Konstruktion/Entwicklung und bei der Prozessgestaltung und -verbesserung. Daraus ergibt sich die Einteilung der FMEA in die Arten:
Die System-FMEA ist eine methodische Weiterführung der Konstruktions- und Prozess-FMEA.
- ganzheitliche integrierte Risikoanalyse für Planungs-, Entwicklungs- und Produktionsphase eines Produktes
- Untersuchung des Zusammenspiels einzelner Komponenten innerhalb eines verzweigten Systems
- Ziel ist: Fehler schon bei der Systemgestaltung zu vermeiden und Sicherheit als auch Funktionsfähigkeit des Systems zu gewährleisten
- Ansatzpunkte sind die Systemkonzepte und das Pflichtenheft
Stefan Rippl, Stefan Tschepe, Dirk Simross 18
Prozess-FMEA
Mit der Prozess-FMEA werden Fertigungs-, Montage- und Dienst-leistungsprozesse analysiert. Dadurch sollen mögliche Fehlerquellen entdeckt und so die fehlerfreie Realisierung der Produkte gewährleistet werden. Die Anwendung der FMEA in der Phase der Fertigungsplanung ermöglicht bereits frühzeitig die Feststellung der Eignung des angestrebten Produktionsablaufs und damit die Sicherstellung der Qualitätsfähigkeit.
Verantwortlicher:- Fertigungsplanung im Herstellerwerk- Qualitätsplanung- Fertigung
Die FMEA zeigt auf:- Potentielle Prozessfehler- Mögliche Auswirkungen auf den Kunden- Potentielle Ursachen im Fertigungs- oder Montageprozess
Zu untersuchen sind:- Arbeitsvorgänge, Pflichtenhefte, Checklisten, Kundendienstberichte
Stefan Rippl, Stefan Tschepe, Dirk Simross 19
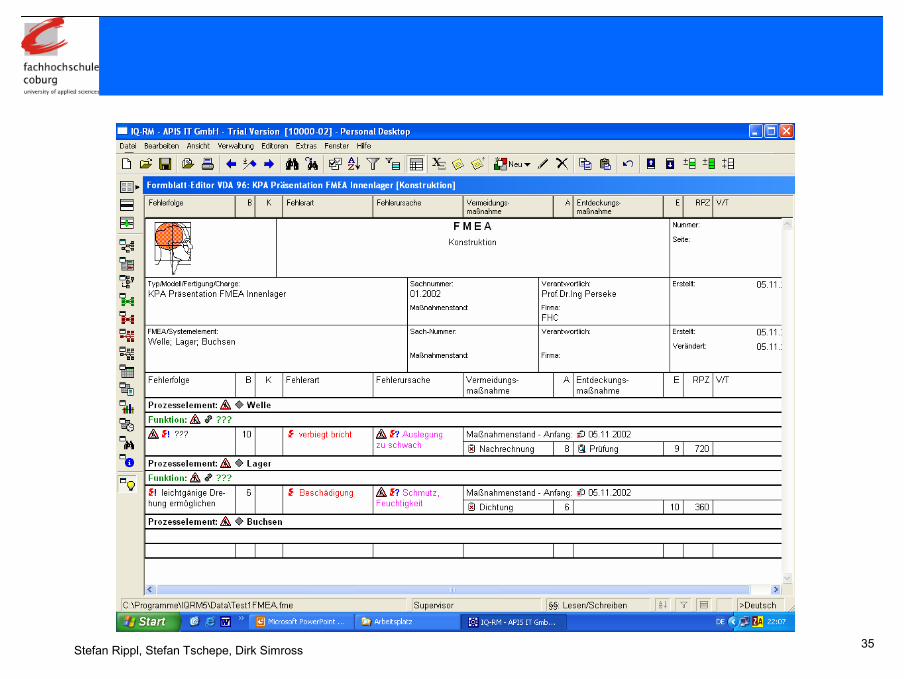
Konstruktions-FMEA
Mit Hilfe der Konstruktions-FMEA werden mögliche Fehlerquellen oder Funktionsstörungen einzelner Bauteile bereits bei der Konstruktion analysiert und ihr Auftreten verhindert. Die Basis für eine Konstruktions-FMEA bilden die Konstruktionspläne und Zeichnungen.
- theoretischen Kenntnissen und Erfahrungen im Entwicklungsstadium aus vergleichbaren Fällen
Verantwortlicher:Entwicklung unter Beteiligung von:
- Qualitätssicherung
Zu untersuchen sind:Jeder denkbare Fehler, Ausfall
- alle Einzelteile, Baugruppen, Komponenten, Systemfunktionen
Baut auf:
- Erfahrungen aus Erprobungen, Tests- Durch simulierte Tests: Überbeanspruchung, Risikoanalyse, Benutzerfehler
- Fertigung (Fertigungsplanung)
Stefan Rippl, Stefan Tschepe, Dirk Simross 20
System-FMEA Produkt
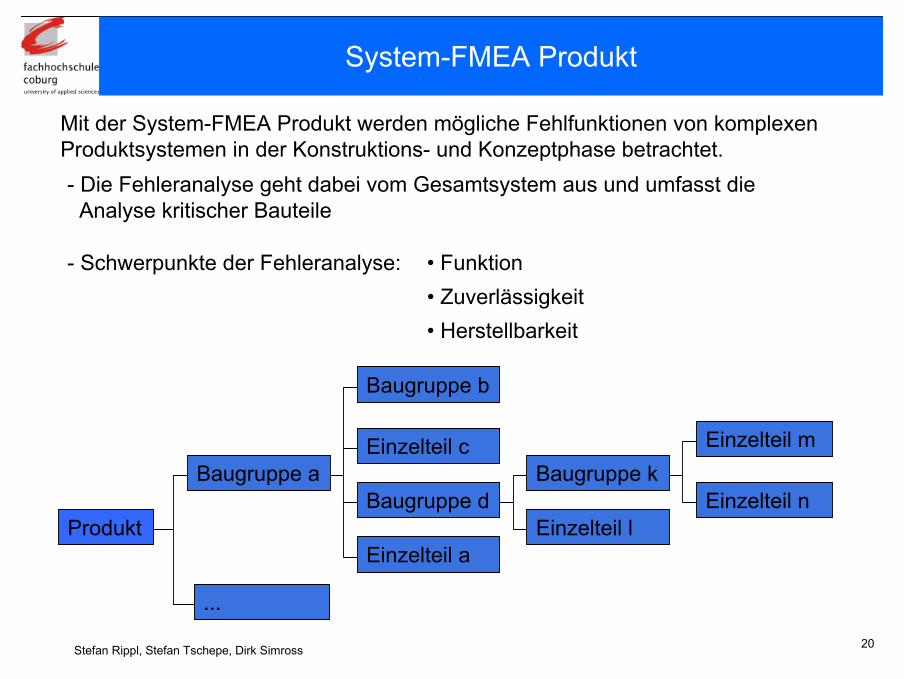
Mit der System-FMEA Produkt werden mögliche Fehlfunktionen von komplexenProduktsystemen in der Konstruktions- und Konzeptphase betrachtet.- Die Fehleranalyse geht dabei vom Gesamtsystem aus und umfasst dieAnalyse kritischer Bauteile
- Schwerpunkte der Fehleranalyse: • Funktion• Zuverlässigkeit• Herstellbarkeit
Produkt
Baugruppe a
Baugruppe b
Einzelteil c
Baugruppe d
Einzelteil a
Baugruppe k
Einzelteil l
Einzelteil m
Einzelteil n
...
Stefan Rippl, Stefan Tschepe, Dirk Simross 21
System-FMEA Prozess
Bei der System-FMEA Prozess wird der umfassende Herstellungsprozess einesProduktes anhand der beteiligten Systemelemente Mensch, Maschine, Materialund Mitwelt gegliedert und beschrieben.
- Funktions- und Fehlerbetrachtungen werden, soweit erforderlich, bis in dieAuslegungsdaten von Fertigungseinrichtungen durchgeführt
- Ziel ist: Erkennung von potenziellen Störeinflüssen auf den Herstellungsprozess
- Schwerpunkte sind: Untersuchung der Eignung der geplanten Herstellungs-und Prüfverfahren
Gesamtprozesskritisch
Prozess 1kritisch
Prozess 2
Teilprozess 1.1
Teilprozess 1.2kritisch
Teilprozess 1.3
Mensch
Maschinekritisch
Material
Mitwelt
Stefan Rippl, Stefan Tschepe, Dirk Simross 22
Selektion
Die FMEA-Erstellung ist mit einem hohen Zeit- und Kostenaufwand verbunden. Sie kann daher nicht auf alle Produkte angewendet werden. Zur kritischen Auswahl und Prioritätsabschätzung bietet sich die Nutzwertanalyse an:
NutzwertanalyseDie Kriterien jedes Systems werden wie folgt bewertet:
Das Produkt aus der Bewertung B und einem vorher festgelegten Gewichtungsfaktor G ergibt eine Bewertungszahl. Für jedes System werden die Bewertungszahlen addiert. Die Summe ergibt den Gesamtnutzwert. Je höher der Nutzwert, desto größer ist die Priorität für eine FMEA-Durchführung.
Auflistung aller denkbaren Fehler der Betrachtungseinheit
Wichtig: Keine subjektive Bewertung vornehmen!
Als Grundlage können Erfahrungen früherer FMEAs oder Kundendienst-informationen ähnlicher Teile dienen.
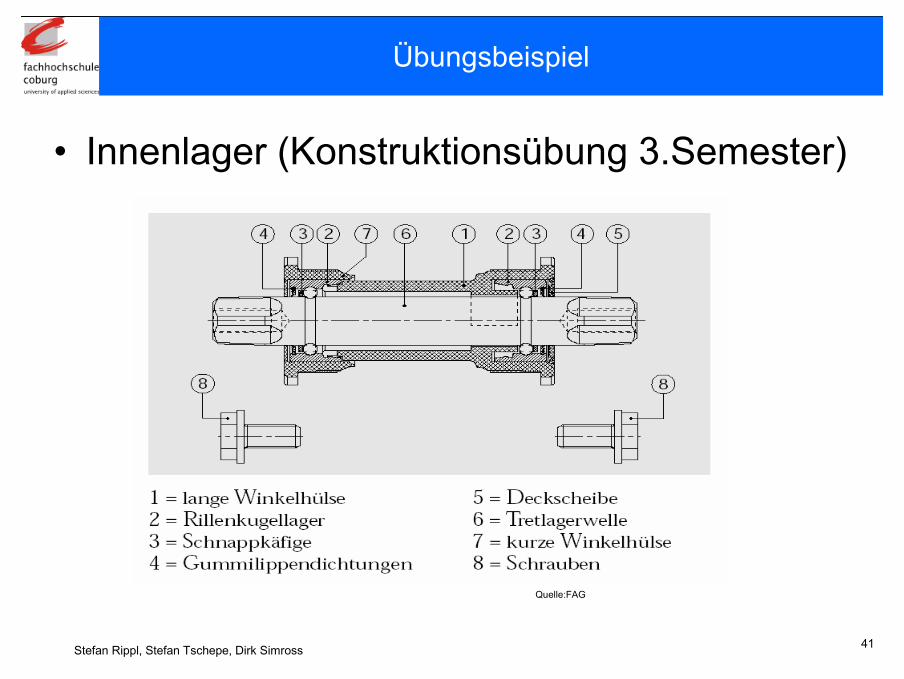
Spalte 2: Potentielle Fehler / Fehlerart
Tretlager, Welle, Lager
Drehen, Härten
gebrochen, verbogen
Stefan Rippl, Stefan Tschepe, Dirk Simross 25
abgebrochen Fehlteil lose scharfkantig verklemmtabgefallen feucht Lunker scheuert verkratztabgenutzt flattert schief verschiedenabgezogen fluchtet nicht missverständlich schlecht zu sehen verschlissenaußermittig schließt nicht verschmiertausgefallen gebrochen nicht abgestimmt schmutzig verschmutztausgerissen gefährlich nicht aktuell schreibt nicht verspannt
geht nicht nicht dokumentiert schwergängig verstopftbeschädigt gefressen nicht einstellbar schwingt verwechseltBeule Geräusche nicht erprobt setzt aus verwundenbleibt nicht stehen gerissen nicht messbar Spritzer verzogen
geschmolzen nicht optimiert spröde vibriertdefekt geschrumpft nicht kontrollierbar steht überdeformiert gestört nicht rückstellbar wackeltDruckstelle nicht nach Vorschrift tropft weicht abdurchgebrannt hält nicht welligdurchgescheuert hängt durch ohne Funktion übersehen
hängt fest optisch schlecht undicht zerstörteingefallen hinderlich ungeeignet zu gefährlicheingerissen passt nicht ungleich zu unsichereingeschnürt instabil porös unleserlich zu eng/weitEinschlüsse unsymmetrisch zu dünn/dick
kantig rastet nicht ein unterbrochen zu fest/losefällt ab keine Anzeige rau Unwucht zu hart/weichfalsch abgelesen klappert reibt zu hell/dunkelfalsch ausgerichtet Kleberrest reißt verbeult zu hoch/niedrigfalsch eingestellt klemmt Riefen verbogen zu kurz/langfalsch montiert klopft Risse verbrannt zu laut/leisefällt auf korrodiert ruckt verfärbt zu langsam/schnellfaltig Kratzer rutscht verformt zu nah/weitFarbabweichung vergessen zu schwer/leichtfehlt laut schaltet nicht (ab) verkantet zu tief/hoch
Quelle: W. Schuler
Fehlerart – Wie äußert sich ein potentieller Fehler?
Instabilität Schaltbarkeit VerspannungBedienungsfehler Schmutz VerunreinigungenBefestigung kein Signal Schwergängigkeit VorschriftverletzungBeschleunigung keine Anzeige SchweißbarkeitBrandgefahr keine Heizung Schwund WackelkontaktBruch keine Kontrolle Spannungskonzentration Wiederholungsfehler
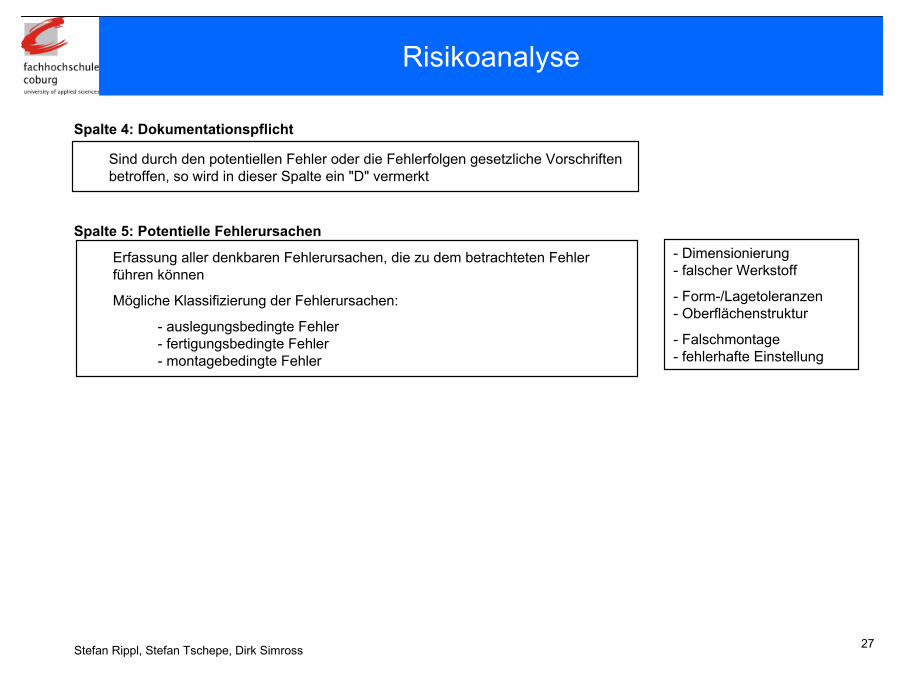
Sind durch den potentiellen Fehler oder die Fehlerfolgen gesetzliche Vorschriften betroffen, so wird in dieser Spalte ein "D" vermerkt
Stefan Rippl, Stefan Tschepe, Dirk Simross 28
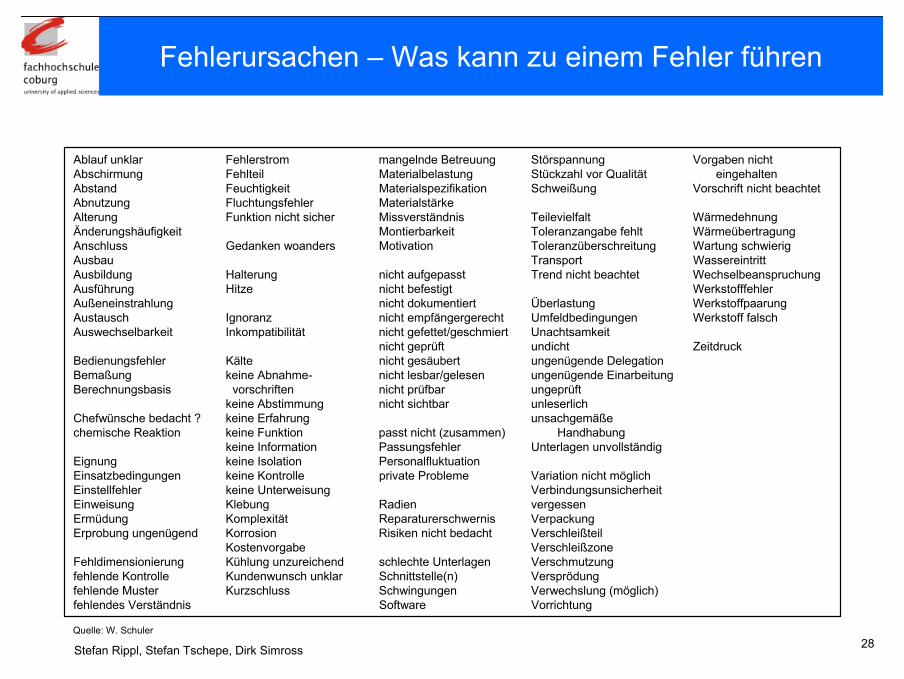
Ablauf unklar Fehlerstrom mangelnde Betreuung Störspannung Vorgaben nichtAbschirmung Fehlteil Materialbelastung Stückzahl vor Qualität eingehaltenAbstand Feuchtigkeit Materialspezifikation Schweißung Vorschrift nicht beachtetAbnutzung Fluchtungsfehler MaterialstärkeAlterung Funktion nicht sicher Missverständnis Teilevielfalt WärmedehnungÄnderungshäufigkeit Montierbarkeit Toleranzangabe fehlt WärmeübertragungAnschluss Gedanken woanders Motivation Toleranzüberschreitung Wartung schwierigAusbau Transport WassereintrittAusbildung Halterung nicht aufgepasst Trend nicht beachtet WechselbeanspruchungAusführung Hitze nicht befestigt WerkstofffehlerAußeneinstrahlung nicht dokumentiert Überlastung WerkstoffpaarungAustausch Ignoranz nicht empfängergerecht Umfeldbedingungen Werkstoff falschAuswechselbarkeit Inkompatibilität nicht gefettet/geschmiert Unachtsamkeit
nicht geprüft undicht ZeitdruckBedienungsfehler Kälte nicht gesäubert ungenügende DelegationBemaßung keine Abnahme- nicht lesbar/gelesen ungenügende EinarbeitungBerechnungsbasis vorschriften nicht prüfbar ungeprüft
keine Abstimmung nicht sichtbar unleserlichChefwünsche bedacht ? keine Erfahrung unsachgemäßechemische Reaktion keine Funktion passt nicht (zusammen) Handhabung
keine Information Passungsfehler Unterlagen unvollständigEignung keine Isolation PersonalfluktuationEinsatzbedingungen keine Kontrolle private Probleme Variation nicht möglichEinstellfehler keine Unterweisung VerbindungsunsicherheitEinweisung Klebung Radien vergessenErmüdung Komplexität Reparaturerschwernis VerpackungErprobung ungenügend Korrosion Risiken nicht bedacht Verschleißteil
a) vermeidende Maßnahmen (Risikozahl A wird kleiner)
b) entdeckende Maßnahmen (= Prüfmaßnahmen):(Risikozahl E wird kleiner)
c) auswirkungsbegrenzende Maßnahmen:(Risikozahl B wird kleiner)
Es empfiehlt sich eine Orientierung an bestehenden Prüfmaßnahmen für ähnliche Konstruktionen bzw. an den geplanten Prüfungen bei vollständigen Neuentwicklungen
- Konstruktions-änderungen
- Prozessänderungen
- Stichprobenprüfungen - Verbesserung der
Prüfbarkeit
- redundante Funktions-auslegung
- Warneinrichtungen
Stefan Rippl, Stefan Tschepe, Dirk Simross 30
Spalte 7: Auftretenswahrscheinlichkeit A
Bewertung der Auftretenswahrscheinlichkeit jeder Fehlerursache unter Berücksichtigung der bisherigen Verhütungsmaßnahmen (vgl. Spalte 6)
Es wird angenommen, dass der Fehler und die Fehlerursache nicht entdeckt werden, bevor das Produkt den Kunden erreicht.
Die Bedeutung des Fehlers fließt nicht mit in die Bewertung ein.
unwahrscheinlich Es ist unwahrscheinlich, daß ein Fehler auftritt.
0
1
sehr gering Konstruktion entspricht generell früheren Entwürfen, für die sehr geringe Fehlerzahlen bekannt sind.
1/10000 1/5000
2 3
gering Konstruktion entspricht generell früheren Entwürfen, bei denen gelegentlich Fehler auftraten.
1/2000 1/1000 1/200
4 5 6
mäßig Konstruktion entspricht generell früheren Entwürfen, bei denen immer wieder Schwierigkeiten auftraten.
1/100 1/50
7 8
hoch Es ist nahezu sicher, daß Fehler in größerem Maße auftreten.
1/10 1/2
9
10
Risikobewertung
Stefan Rippl, Stefan Tschepe, Dirk Simross 31
Spalte 8: Bedeutung des Fehlers B
Bewertung der Auswirkung des Fehlers auf den Kunden, unter Berücksichtigung der bisherigen auswirkungsbegrenzenden Maßnahmen
Die Bewertung erfolgt unabhängig von der Auftretens- und Entdeckungswahrscheinlichkeit.
Grundsatz: gleiche Fehlerfolgen haben auch die gleiche Bewertung
Bedeutung des Fehlers (Auswirkung auf den Kunden) Bewertungspunkte
keine AuswirkungEs ist unwahrscheinlich, daß der Fehler eine wahrnehmbareAuswirkung auf das System hat.
1
unbedeutendDer Kunde wird nur geringfügig belästigt. Er wird nur eine geringeBeeinträchtigungen des Systems bemerken.
23
mittelschwerDer Kunde ist unzufrieden. Er fühlt sich durch den Fehler belästigtoder ist verärgert.
456
schwerDer Kunde ist über den Fehler verärgert, jedoch ist dieSystemsicherheit nicht betroffen.
78
äußerst schwerwiegendFehler führt zum Ausfall des Systems. Sicherheit und/oderEinhaltung gesetzlicher Vorschriften ist beeinträchtigt.
910
Risikobewertung
Stefan Rippl, Stefan Tschepe, Dirk Simross 32
Spalte 9: Entdeckungswahrscheinlichkeit E
Bewertung der Wahrscheinlichkeit für die Entdeckung des Fehlers, bevor das Produkt ausgeliefert wird, unabhängig vom Auftreten und der Bedeutung des Fehlers
Die bisherigen Prüfmaßnahmen müssen bei der Bewertung berücksichtigt werden.
Wahrscheinlichkeit der Entdeckung Häufigkeit Bewertungspunkte
hoch Funktioneller Fehler, der bei den nachfolgenden Arbeitsgängen bemerkt wird
gering Leicht zu erkennendes Fehlermerkmal. Automatische 100 % Prüfung eines meßbaren Merkmals (z.B. Durchmesser).
> 98 %
6-8
sehr gering Nicht leicht zu erkennendes Fehlermerkmal. Visuelle oder manuelle 100 % Prüfung
> 90 %
9
unwahrscheinlich Das Merkmal wird nicht geprüft, bzw. kann nicht geprüft werden. Verdeckter Fehler, der nicht erkannt wird.
< 90 %
10
Risikobewertung
Stefan Rippl, Stefan Tschepe, Dirk Simross 33
Die RPZ ergibt sich aus der Multiplikation der jeweiligen Bewertungspunkte für Auftreten (A), Bedeutung (B) und Entdeckung (E) des Fehlers:
RPZ = A * B * E
Die Risikoprioritätszahlen geben einen Anhaltspunkt für die Reihenfolge der anschließend durchzuführenden Verbesserungsmaßnahmen im Rahmen der Risikominimierung.
Darüber hinaus sollten unabhängig von der RPZ auch die Einzelbewertungen betrachtet werden:
hohe "A"-Werte: Fehler treten häufig auf. Solche Fehler müssen vorrangig beseitigt werden.
hohe "B"-Werte: Die zu erwartende Verärgerung des Kunden ist besonders groß. Es sollte über eine konzeptionelle Änderung nachgedacht werden.
hohe "E"-Werte: weisen auf konzeptionelle Schwachstellen hin
Häufig angewendete Grenzwerte: RPZ = 125
A,B,E = 8
Spalte 10: Risikoprioritätszahlen (RPZ)
Risikobewertung
prinzipielle Ansatzpunkte:
• Vermeidung der Fehlerursache
• Reduzierung der Auftretenswahrscheinlichkeit
• Reduzierung der Bedeutung des Fehlers
• Erhöhung der Entdeckungswahrscheinlichkeit
Spalte 11: Empfohlene Abstellmaßnahmen
Stefan Rippl, Stefan Tschepe, Dirk Simross 34
Für jede Abstellmaßnahme muss ein verantwortlicher Mitarbeiter oder eine Abteilung eingetragen werden.
Zusätzlich wird ein Termin für die Einführung festgelegt.
Spalte 12: Verantwortlichkeit
Eintragung der letztendlich eingeführten Maßnahmen, die nicht unbedingt mit den in Spalte 11 aufgeführten