Page 1
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 1/29
CASE STUDY ON
CONSOLIDATION OF ACCRO PLASTICS AND
BAXTER AUTOMOTIVE MATERIALS
1
Name Roll No.
Neha Kulkarni 61
Nibha Priyadarshani 62
Nilesh Wankhade 63
Nirpeksh Joshi 65
Facility PlanningAssignment
By
Page 2
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 2/29
PROBLEM DEFINITION 2
Acquisition of Accro Plastic Corporation by Baxter Automotive
Baxter planned to consolidate Accro's existing technologies
Objective: Retain all of Accro's market share without disruption of
deliveries to its customers
The company has the pressure to prepare the St. Louis facility for
the installation of the new operations and to start up full scaleproduction of Accro's product lines
The decision has to be made regarding where the major work
centers of Accro's operations would be located in the new facility
expansion
Page 3
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 3/29
DELIVERABLES 3
Layout block plan for the major workcenters,
Material flow plan,
Materials handling methods and equipment specifications,
Supporting storage system design.
Page 4
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 4/29
DESIGN OF BLOCK LAYOUT
Note: Please see the attached excel document for the detailedcalculations
4
Page 5
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 5/29
PROCEDURE FOLLOWED 5
Identified the major work centers
Calculate the movement of materials across the
departments
Develop the relationship chart
Design the block layout from above input
Page 6
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 6/29
WORK DEPARTMENTS 6
1. #4 Compounding Line
2. Lg. Ribbon Blender
3. Viki
4. Hog
5. Luigi Extruder
6. #9 Workstation
7. Sm. Ribbon Blender
8. #4 Calendar Line9. Sterling Extruder
10. Die Cutter
Page 7
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 7/29
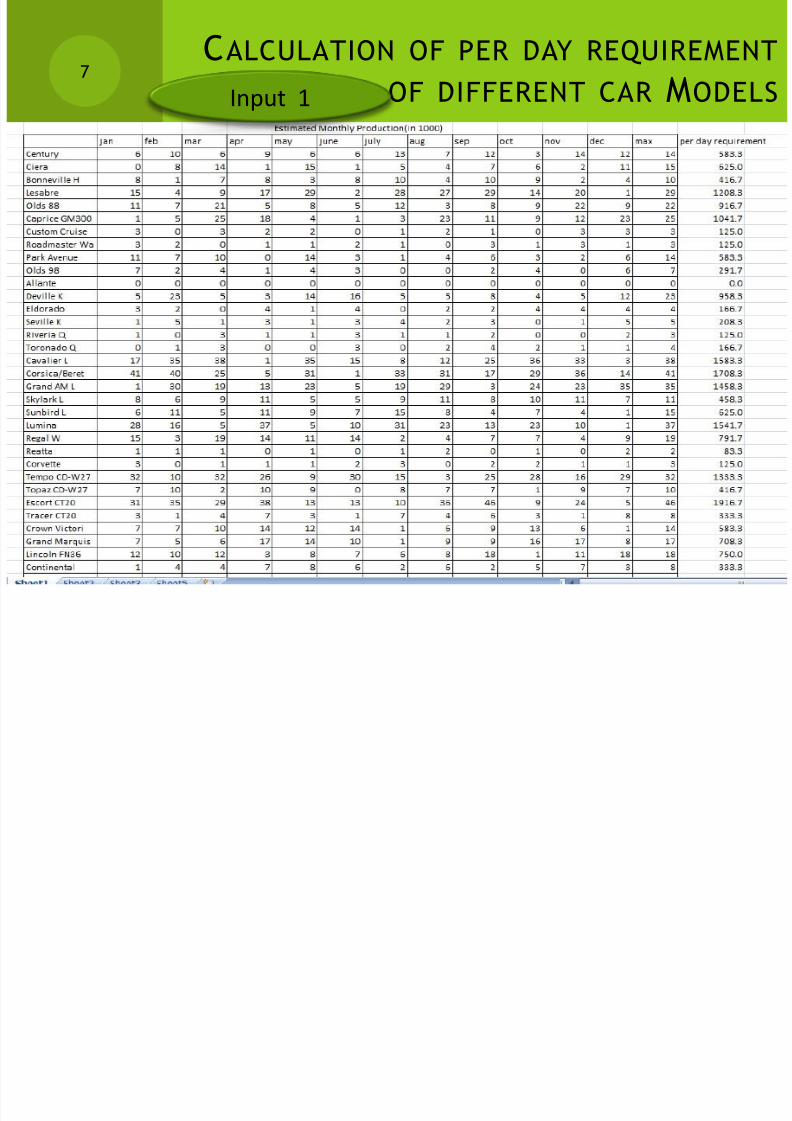
CALCULATION OF PER DAY REQUIREMENT
OF DIFFERENT CAR MODELS 7
Input 1
Page 8
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 8/29
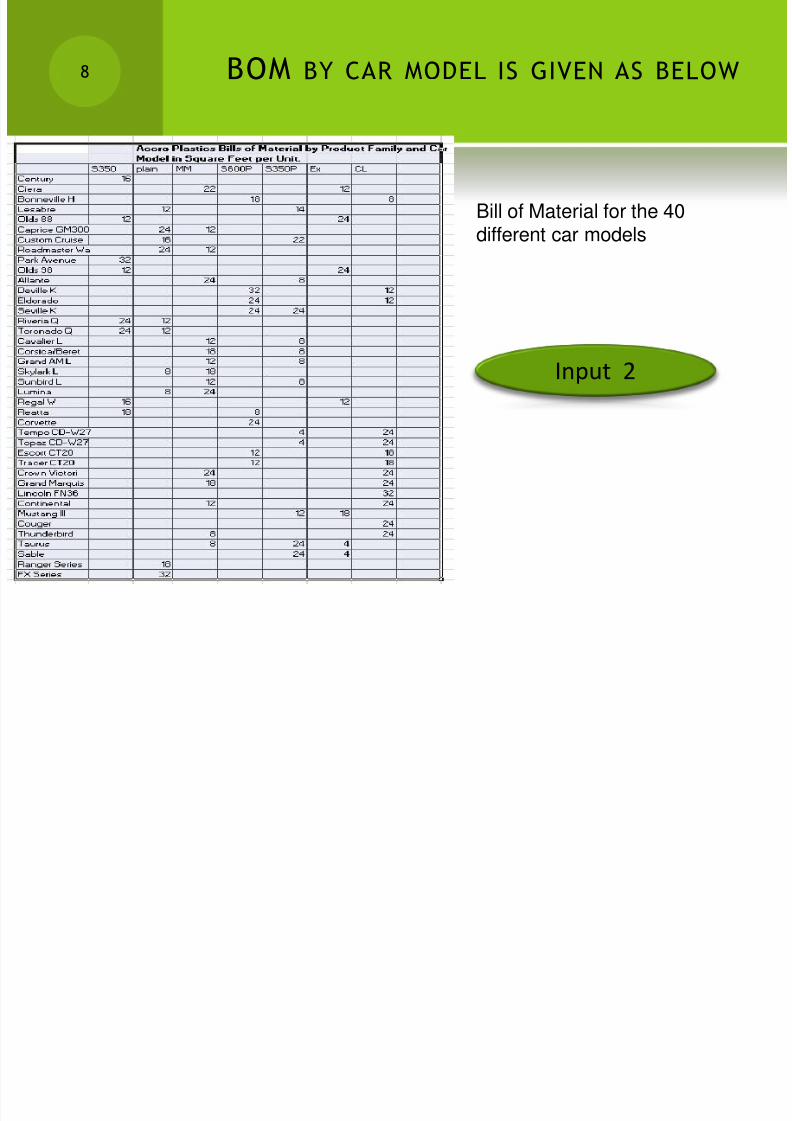
8
Bill of Material for the 40different car models
BOM BY CAR MODEL IS GIVEN AS BELOW
Input 2
Page 9
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 9/29
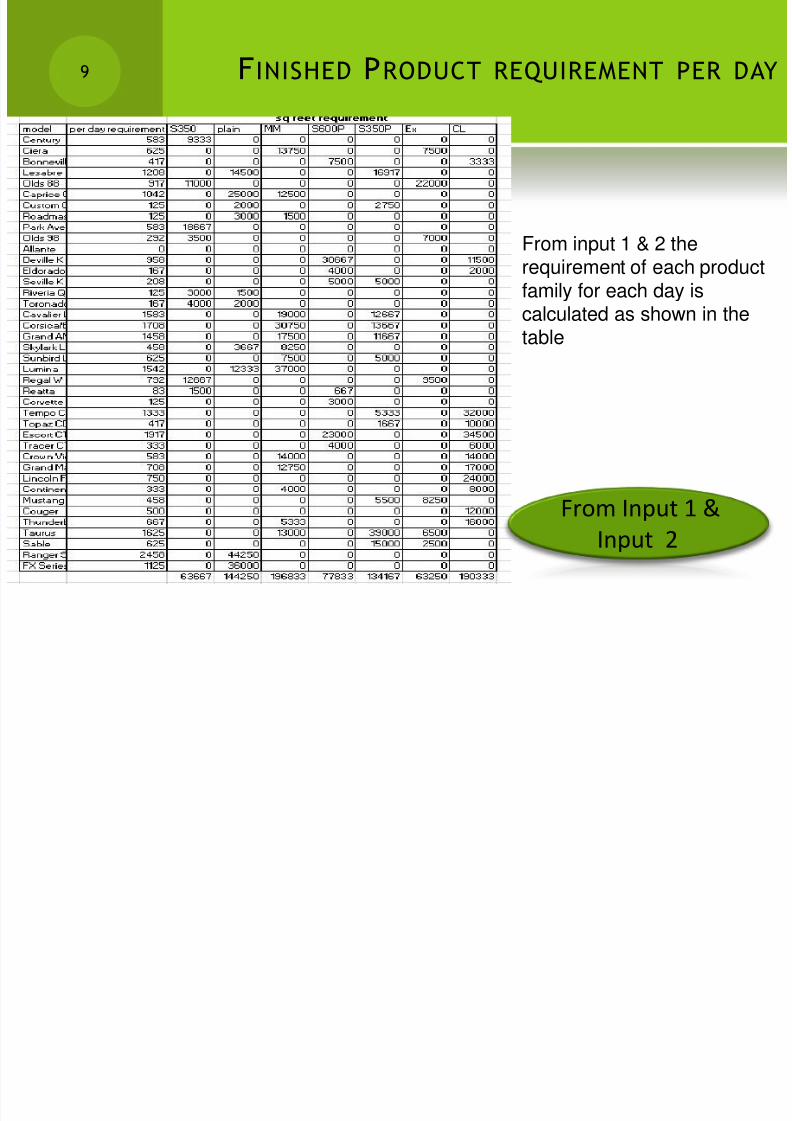
F INISHED PRODUCT REQUIREMENT PER DAY 9
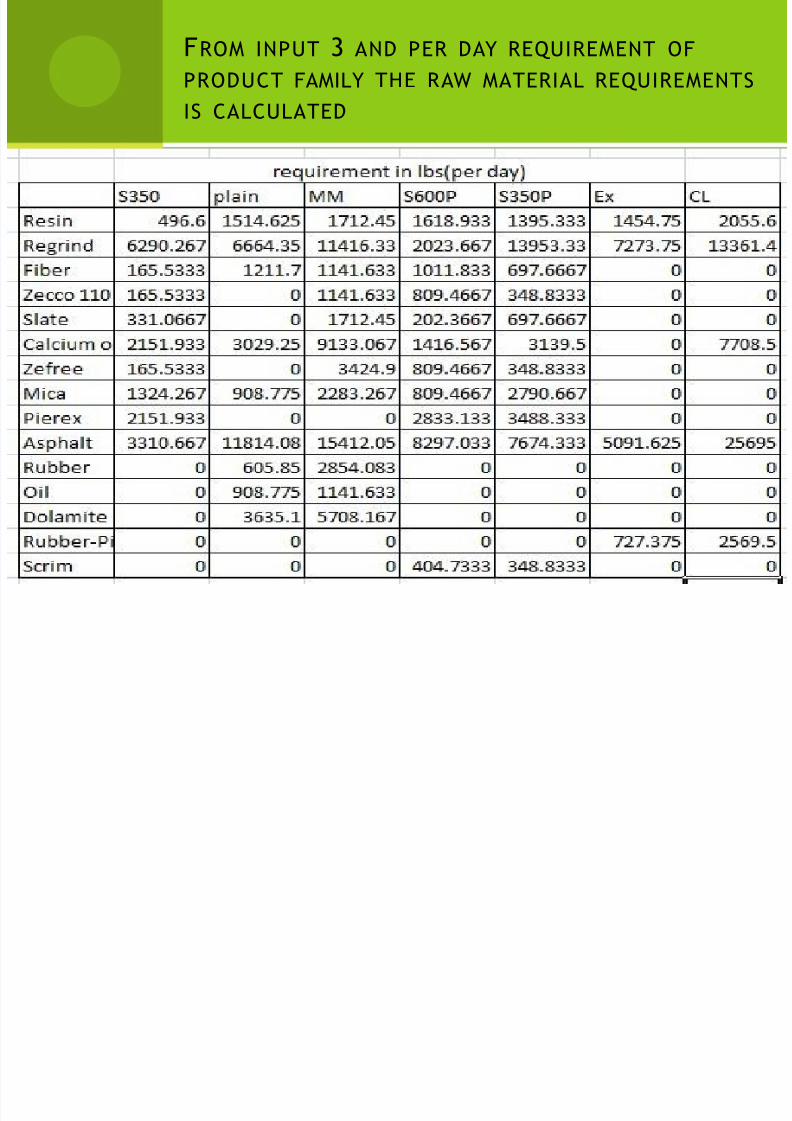
From input 1 & 2 the
requirement of each productfamily for each day iscalculated as shown in thetable
From Input 1 &
Input 2
Page 10
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 10/29
FROM INPUT 3 AND PER DAY REQUIREMENT OF
PRODUCT FAMILY THE RAW MATERIAL REQUIREMENTS
IS CALCULATED
Page 11
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 11/29
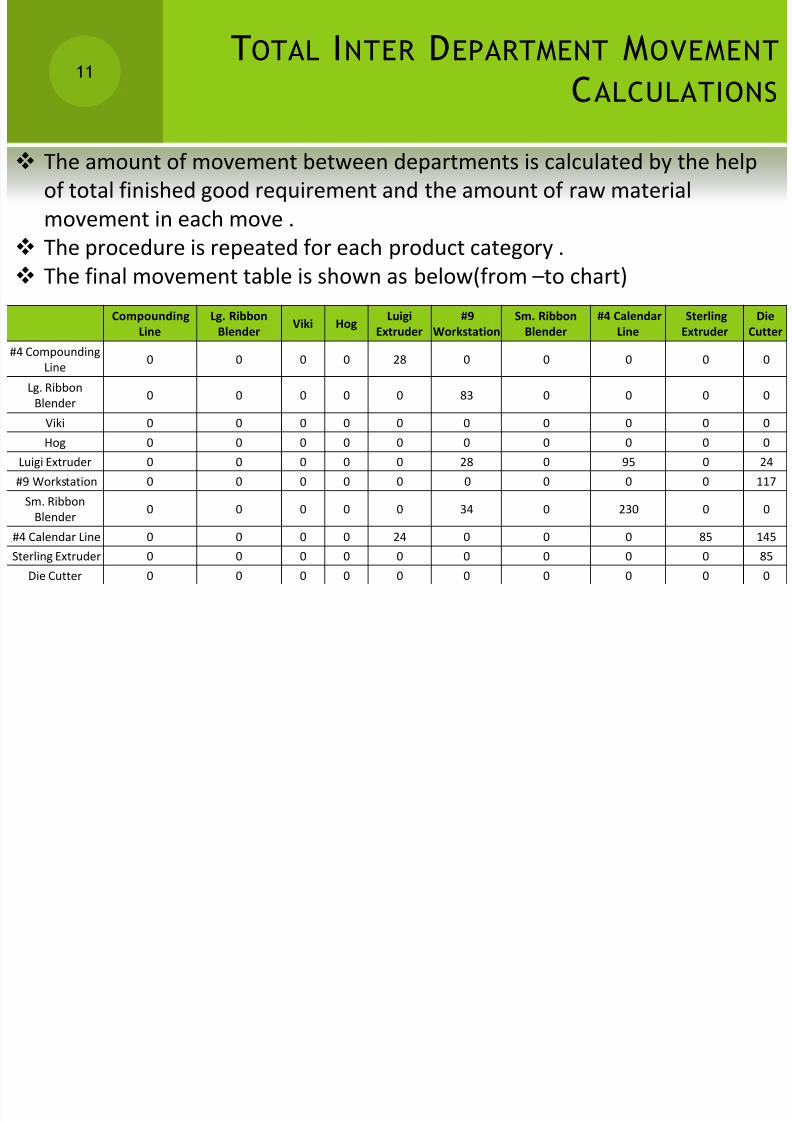
TOTAL INTER DEPARTMENT MOVEMENT
CALCULATIONS 11
Compounding
Line
Lg. Ribbon
Blender Viki Hog
Luigi
Extruder
#9
Workstation
Sm. Ribbon
Blender
#4 Calendar
Line
Sterling
Extruder
Die
Cutter
#4 Compounding
Line 0 0 0 0 28 0 0 0 0 0
Lg. Ribbon
Blender 0 0 0 0 0 83 0 0 0 0
Viki 0 0 0 0 0 0 0 0 0 0
Hog 0 0 0 0 0 0 0 0 0 0
Luigi Extruder 0 0 0 0 0 28 0 95 0 24
#9 Workstation 0 0 0 0 0 0 0 0 0 117
Sm. Ribbon
Blender 0 0 0 0 0 34 0 230 0 0
#4 Calendar Line 0 0 0 0 24 0 0 0 85 145
Sterling Extruder 0 0 0 0 0 0 0 0 0 85
Die Cutter 0 0 0 0 0 0 0 0 0 0
The amount of movement between departments is calculated by the help
of total finished good requirement and the amount of raw material
movement in each move .
The procedure is repeated for each product category .
The final movement table is shown as below(from –
to chart)
Page 12
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 12/29
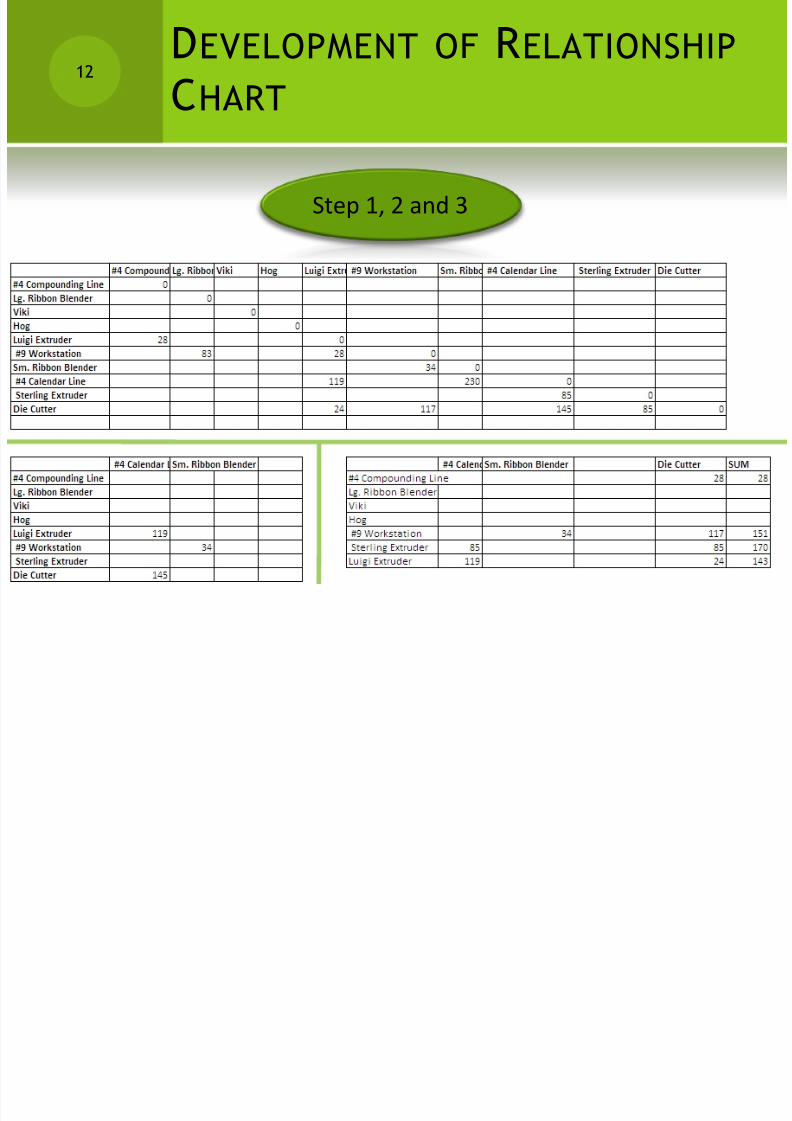
DEVELOPMENT OF RELATIONSHIP
CHART 12
Step 1, 2 and 3
Page 13
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 13/29
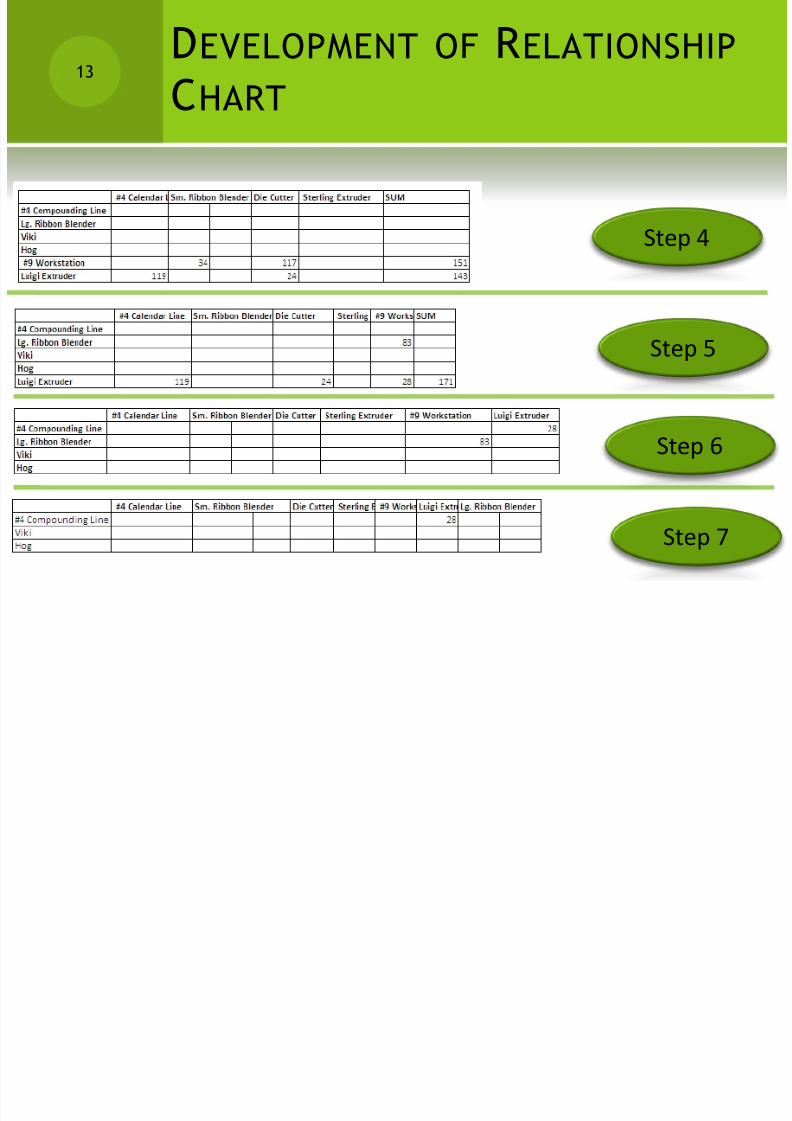
DEVELOPMENT OF RELATIONSHIP
CHART 13
Step 4
Step 5
Step 6
Step 7
Page 14
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 14/29
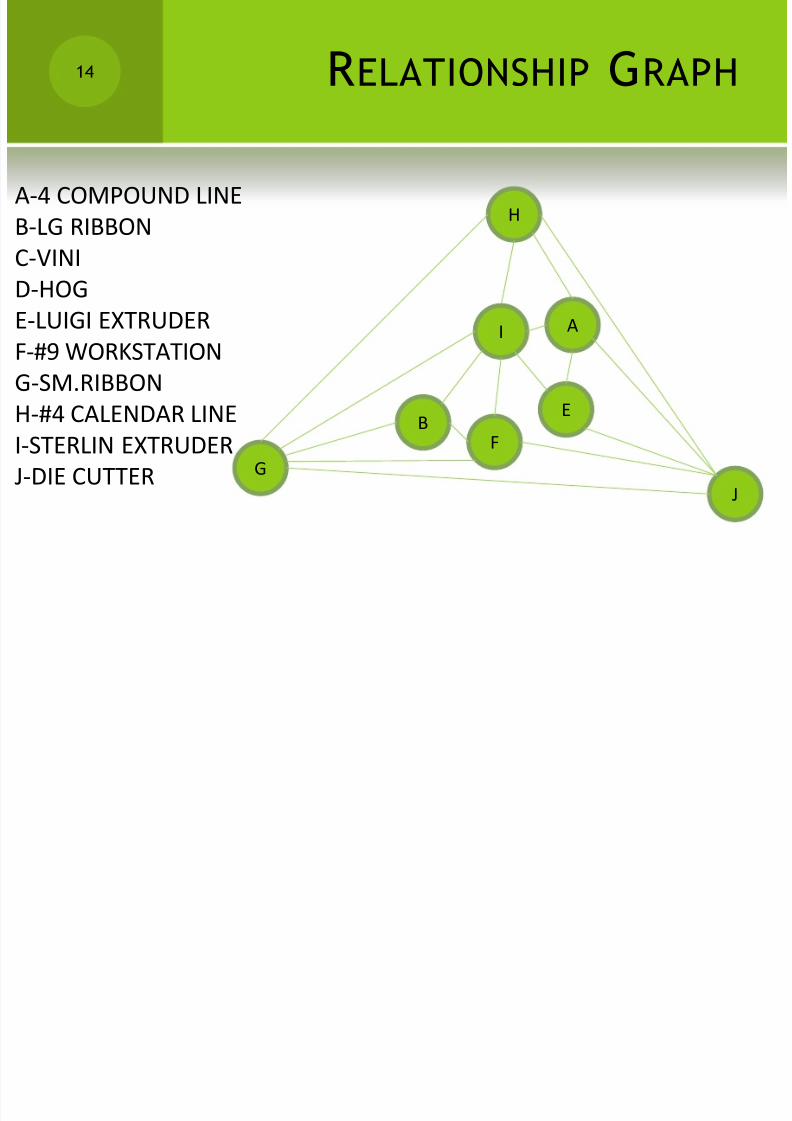
RELATIONSHIP GRAPH 14
H
E
A
FB
I
J
G
A-4 COMPOUND LINE
B-LG RIBBON
C-VINI
D-HOG
E-LUIGI EXTRUDER
F-#9 WORKSTATION
G-SM.RIBBON
H-#4 CALENDAR LINEI-STERLIN EXTRUDER
J-DIE CUTTER
Page 15
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 15/29
BLOCK LAYOUT 15
H
G
B FE J
A
I
R A W M
A T E R I A L
F I N I S H E D G O O D S
OUTDOOR STORAGE AREA
200
2 1 0
Page 16
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 16/29
MATERIAL FLOW PLAN
Note: Please see the attached excel document for the detailedcalculations of Material Flow Plan
16
Raw materials:
R i l
Page 17
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 17/29
17
H
G
B
E
J
A
I
R A W M
A T E R I A L
F I N I S H E D G O O D S
F
OUTDOOR STORAGE AREA
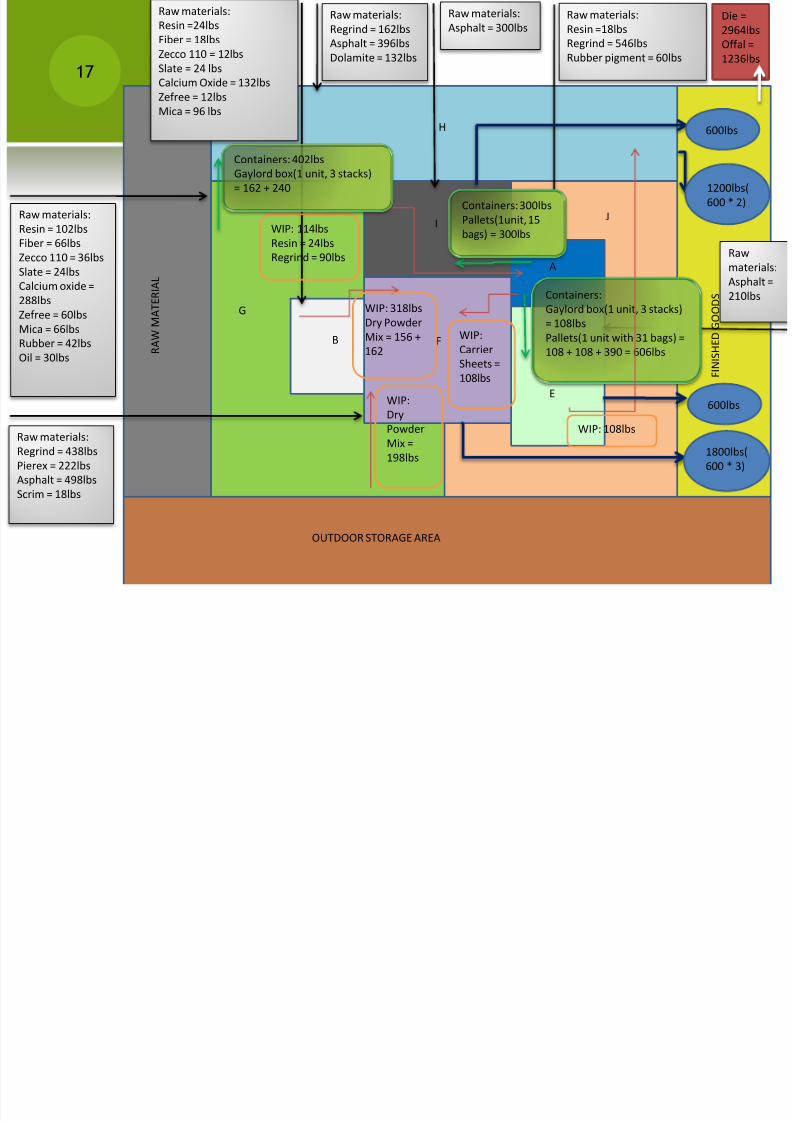
Raw materials:
Resin =18lbs
Regrind = 546lbs
Rubber pigment = 60lbs
Raw materials:
Resin =24lbs
Fiber = 18lbs
Zecco 110 = 12lbs
Slate = 24 lbs
Calcium Oxide = 132lbs
Zefree = 12lbs
Mica = 96 lbs
Raw
materials:
Asphalt =
210lbs
Raw materials:
Regrind = 438lbs
Pierex = 222lbs
Asphalt = 498lbs
Scrim = 18lbs
Raw materials:
Resin = 102lbs
Fiber = 66lbs
Zecco 110 = 36lbs
Slate = 24lbsCalcium oxide =
288lbs
Zefree = 60lbs
Mica = 66lbs
Rubber = 42lbs
Oil = 30lbs
Raw materials:
Regrind = 162lbs
Asphalt = 396lbs
Dolamite = 132lbs
Raw materials:
Asphalt = 300lbs
WIP: 114lbs
Resin = 24lbs
Regrind = 90lbs
Containers:
Gaylord box(1 unit, 3 stacks)
= 108lbs
Pallets(1 unit with 31 bags) =
108 + 108 + 390 = 606lbs
WIP:
Carrier
Sheets =
108lbs
WIP:
DryPowder
Mix =
198lbs
WIP: 318lbs
Dry Powder
Mix = 156 +
162
Containers: 402lbs
Gaylord box(1 unit, 3 stacks)
= 162 + 240
WIP: 108lbs
Containers: 300lbs
Pallets(1unit, 15
bags) = 300lbs
1800lbs(
600 * 3)
1200lbs(
600 * 2)
600lbs
600lbs
Die =
2964lbs
Offal =
1236lbs
Page 18
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 18/29
DESIGN OF NEW STORAGE
SYSTEM
Page 19
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 19/29
ASSUMPTIONS
Total working days per month are assumed to be 24
Raw material required is calculated for max demand of each
product per day
Buffer storage requirement for next 5 years is 30%
Requirement Analysis is done for Maximum demand
including the buffer requirement.
Page 20
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 20/29
SPACE REQUIREMENT ANALYSIS
Procedure
Calculate the estimated raw material demand for every
month for given finished product s
Calculate the maximum raw material required per day
Add the buffer capacity considering future growth
Calculate the number of pallets required every day for
every product
Page 21
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 21/29
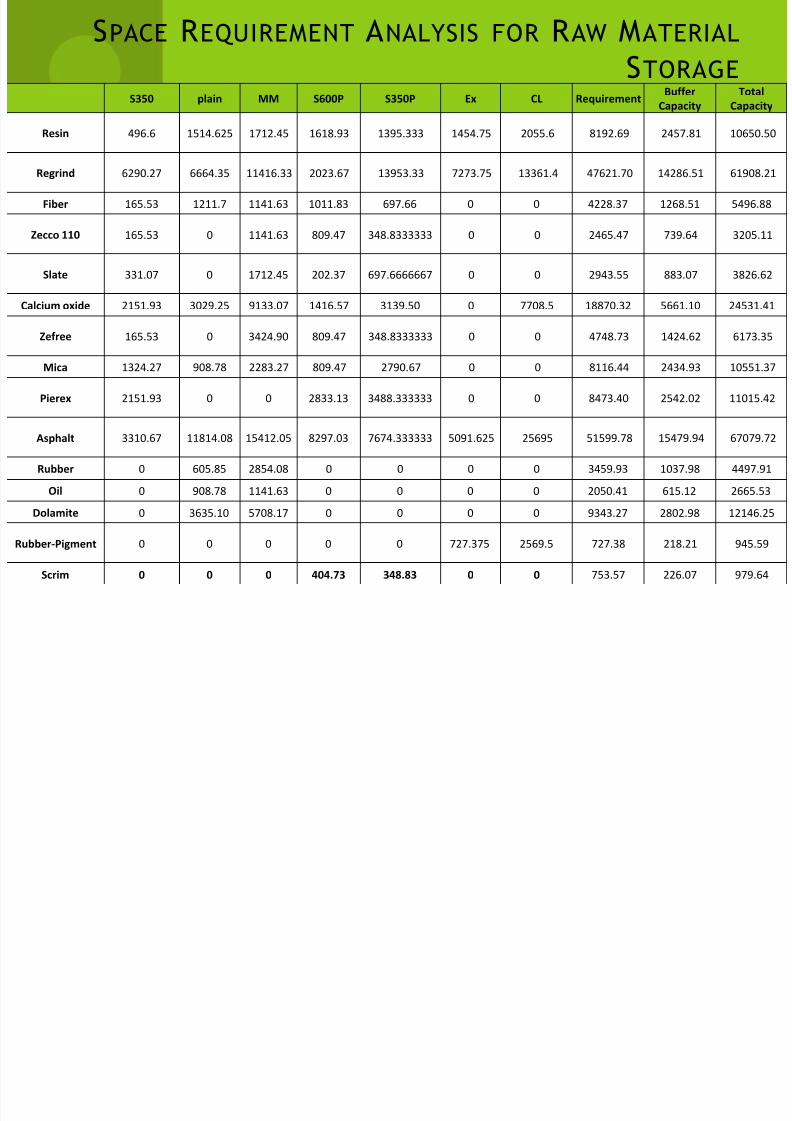
S350 plain MM S600P S350P Ex CL RequirementBuffer
Capacity
Total
Capacity
Resin 496.6 1514.625 1712.45 1618.93 1395.333 1454.75 2055.6 8192.69 2457.81 10650.50
Regrind 6290.27 6664.35 11416.33 2023.67 13953.33 7273.75 13361.4 47621.70 14286.51 61908.21
Fiber 165.53 1211.7 1141.63 1011.83 697.66 0 0 4228.37 1268.51 5496.88
Zecco 110 165.53 0 1141.63 809.47 348.8333333 0 0 2465.47 739.64 3205.11
Slate 331.07 0 1712.45 202.37 697.6666667 0 0 2943.55 883.07 3826.62
Calcium oxide 2151.93 3029.25 9133.07 1416.57 3139.50 0 7708.5 18870.32 5661.10 24531.41
Zefree 165.53 0 3424.90 809.47 348.8333333 0 0 4748.73 1424.62 6173.35
Mica 1324.27 908.78 2283.27 809.47 2790.67 0 0 8116.44 2434.93 10551.37
Pierex 2151.93 0 0 2833.13 3488.333333 0 0 8473.40 2542.02 11015.42
Asphalt 3310.67 11814.08 15412.05 8297.03 7674.333333 5091.625 25695 51599.78 15479.94 67079.72
Rubber 0 605.85 2854.08 0 0 0 0 3459.93 1037.98 4497.91
Oil 0 908.78 1141.63 0 0 0 0 2050.41 615.12 2665.53
Dolamite 0 3635.10 5708.17 0 0 0 0 9343.27 2802.98 12146.25
Rubber-Pigment 0 0 0 0 0 727.375 2569.5 727.38 218.21 945.59
Scrim 0 0 0 404.73 348.83 0 0 753.57 226.07 979.64
SPACE REQUIREMENT ANALYSIS FOR RAW MATERIAL
STORAGE
Page 22
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 22/29
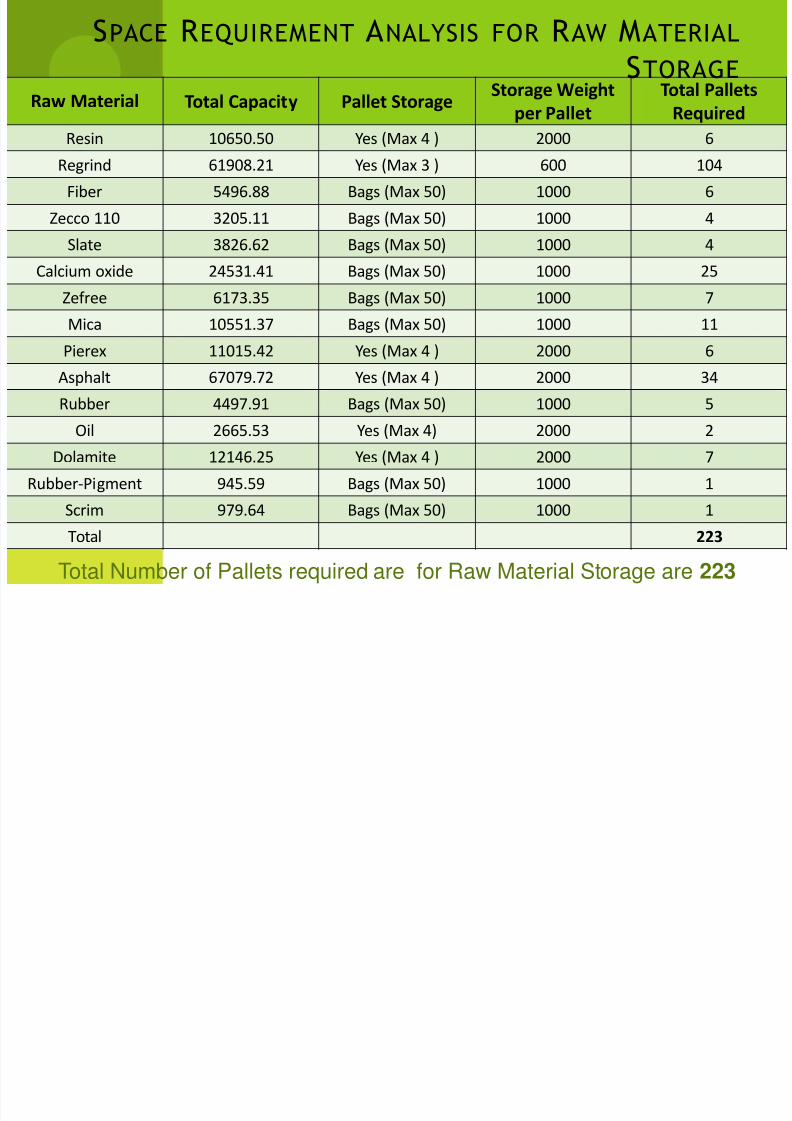
Raw Material Total Capacity Pallet StorageStorage Weight
per Pallet
Total Pallets
Required
Resin 10650.50 Yes (Max 4 ) 2000 6Regrind 61908.21 Yes (Max 3 ) 600 104
Fiber 5496.88 Bags (Max 50) 1000 6
Zecco 110 3205.11 Bags (Max 50) 1000 4
Slate 3826.62 Bags (Max 50) 1000 4
Calcium oxide 24531.41 Bags (Max 50) 1000 25Zefree 6173.35 Bags (Max 50) 1000 7
Mica 10551.37 Bags (Max 50) 1000 11
Pierex 11015.42 Yes (Max 4 ) 2000 6
Asphalt 67079.72 Yes (Max 4 ) 2000 34
Rubber 4497.91 Bags (Max 50) 1000 5
Oil 2665.53 Yes (Max 4) 2000 2
Dolamite 12146.25 Yes (Max 4 ) 2000 7
Rubber-Pigment 945.59 Bags (Max 50) 1000 1
Scrim 979.64 Bags (Max 50) 1000 1
Total 223
SPACE REQUIREMENT ANALYSIS FOR RAW MATERIAL
STORAGE
Total Number of Pallets required are for Raw Material Storage are 223
Page 23
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 23/29
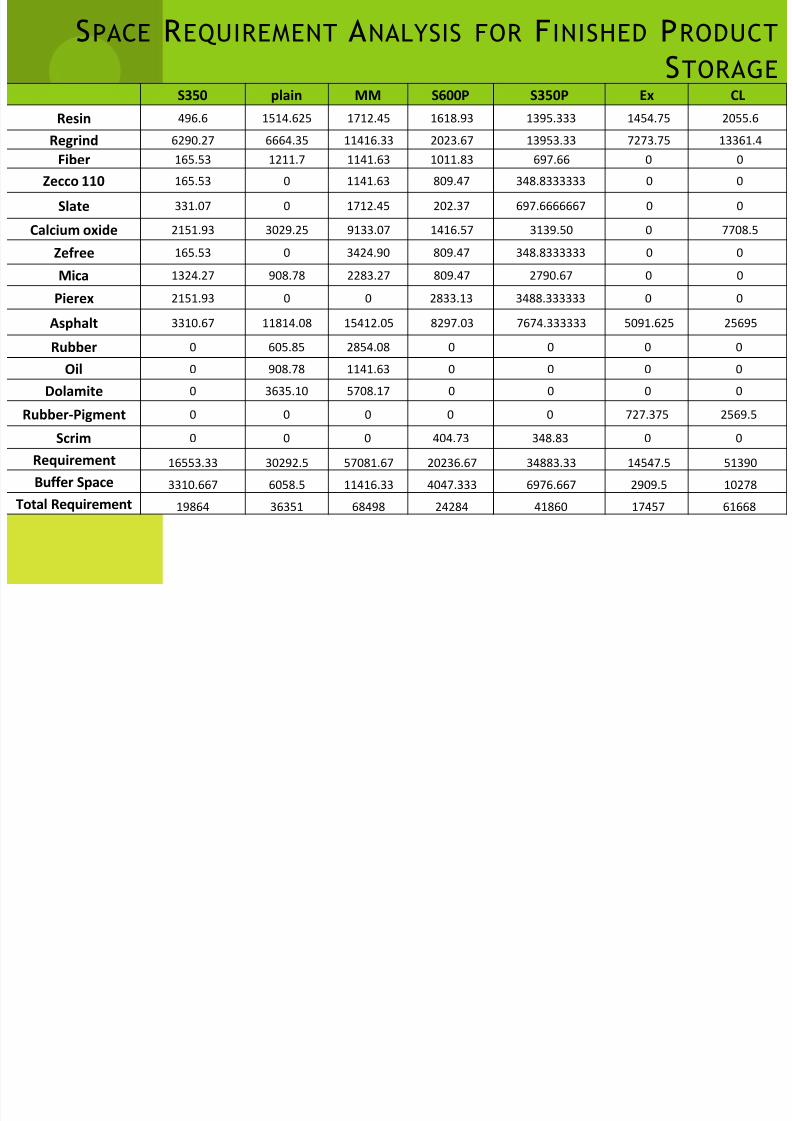
SPACE REQUIREMENT ANALYSIS FOR F INISHED PRODUCT
STORAGE S350 plain MM S600P S350P Ex CL
Resin 496.6 1514.625 1712.45 1618.93 1395.333 1454.75 2055.6
Regrind 6290.27 6664.35 11416.33 2023.67 13953.33 7273.75 13361.4
Fiber 165.53 1211.7 1141.63 1011.83 697.66 0 0
Zecco 110 165.53 0 1141.63 809.47 348.8333333 0 0
Slate 331.07 0 1712.45 202.37 697.6666667 0 0
Calcium oxide 2151.93 3029.25 9133.07 1416.57 3139.50 0 7708.5
Zefree 165.53 0 3424.90 809.47 348.8333333 0 0
Mica 1324.27 908.78 2283.27 809.47 2790.67 0 0
Pierex 2151.93 0 0 2833.13 3488.333333 0 0
Asphalt 3310.67 11814.08 15412.05 8297.03 7674.333333 5091.625 25695
Rubber 0 605.85 2854.08 0 0 0 0
Oil 0 908.78 1141.63 0 0 0 0
Dolamite 0 3635.10 5708.17 0 0 0 0
Rubber-Pigment 0 0 0 0 0 727.375 2569.5
Scrim 0 0 0 404.73 348.83 0 0
Requirement 16553.33 30292.5 57081.67 20236.67 34883.33 14547.5 51390
Buffer Space 3310.667 6058.5 11416.33 4047.333 6976.667 2909.5 10278
Total Requirement 19864 36351 68498 24284 41860 17457 61668
Page 24
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 24/29
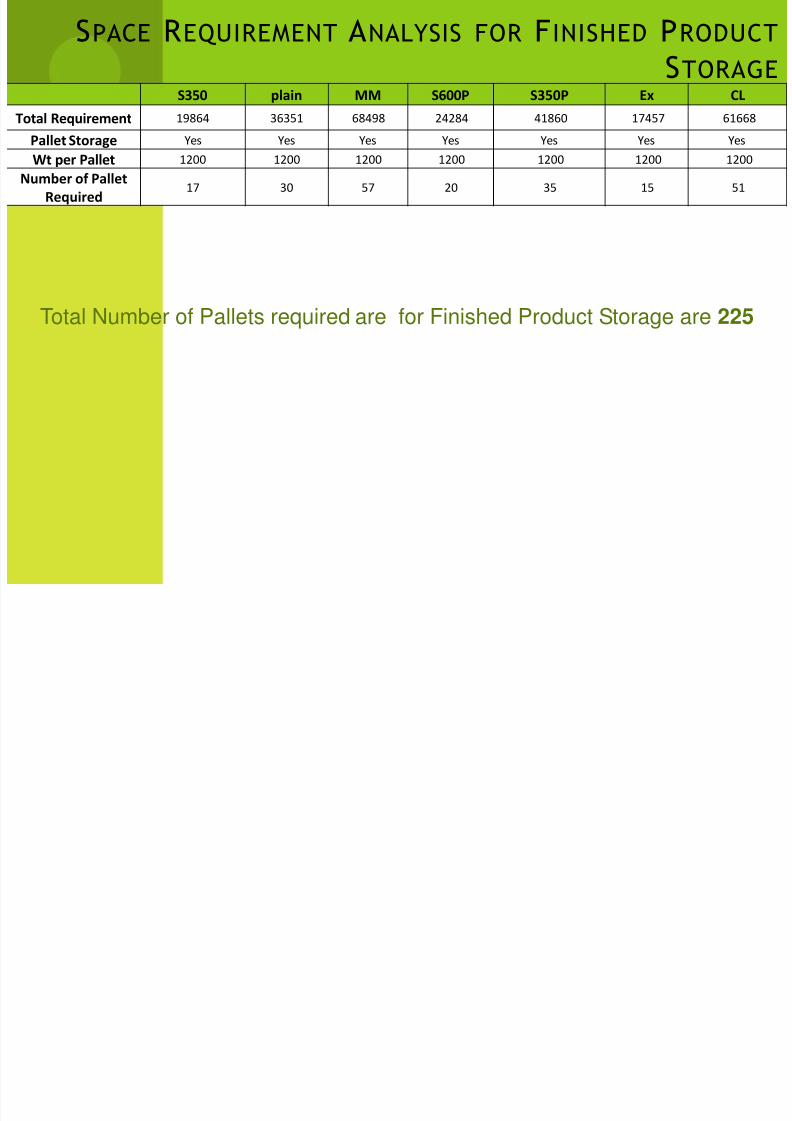
SPACE REQUIREMENT ANALYSIS FOR F INISHED PRODUCT
STORAGE S350 plain MM S600P S350P Ex CL
Total Requirement 19864 36351 68498 24284 41860 17457 61668
Pallet Storage Yes Yes Yes Yes Yes Yes Yes
Wt per Pallet 1200 1200 1200 1200 1200 1200 1200
Number of Pallet
Required 17 30 57 20 35 15 51
Total Number of Pallets required are for Finished Product Storage are 225
Page 25
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 25/29
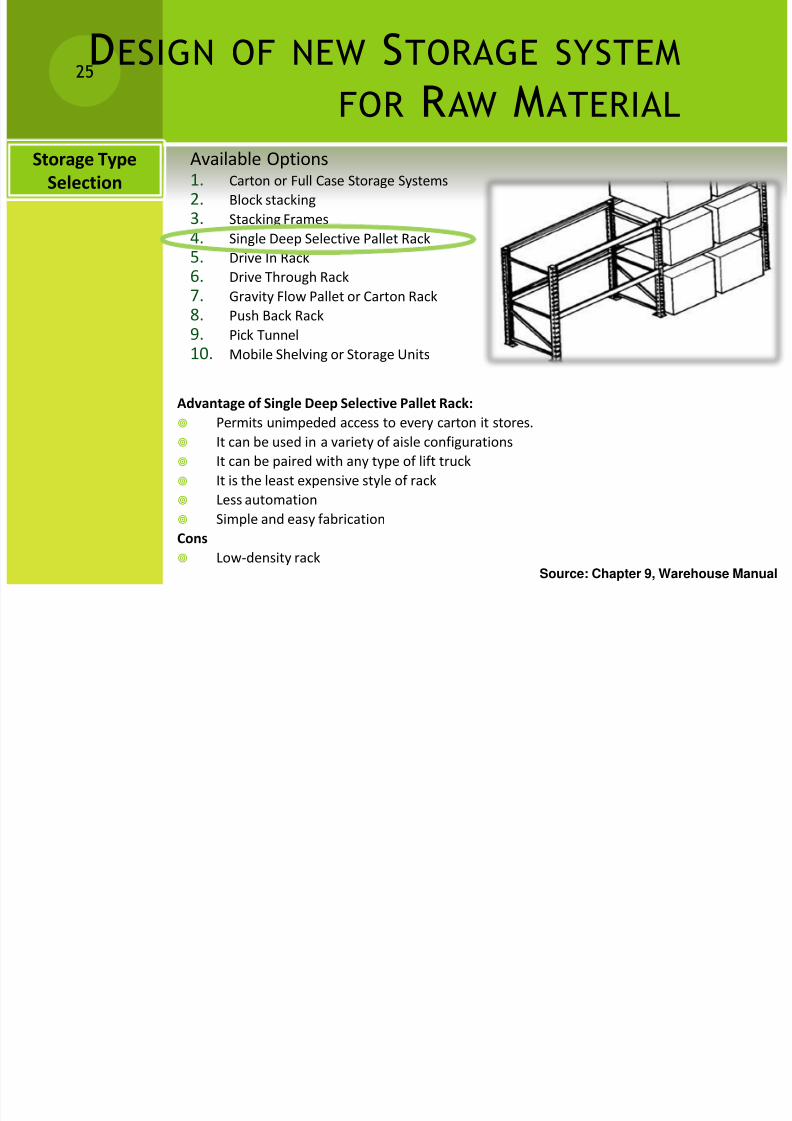
Available Options1. Carton or Full Case Storage Systems
2. Block stacking
3. Stacking Frames
4. Single Deep Selective Pallet Rack
5. Drive In Rack
6. Drive Through Rack7. Gravity Flow Pallet or Carton Rack
8. Push Back Rack
9. Pick Tunnel
10. Mobile Shelving or Storage Units
25
Source: Chapter 9, Warehouse Manual
Storage Type
Selection
DESIGN OF NEW STORAGE SYSTEM
FOR RAW MATERIAL
Advantage of Single Deep Selective Pallet Rack:
Permits unimpeded access to every carton it stores.
It can be used in a variety of aisle configurations
It can be paired with any type of lift truck
It is the least expensive style of rack
Less automation
Simple and easy fabrication
Cons
Low-density rack
Page 26
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 26/29
SELECTED STORAGE TYPE
Single Deep Selective Pallet Rack:
Usually one pallet deep, this pallet rack system, usually referred to as a
standard pallet rack, can be built to accommodate two or three pallets placed
side by side in the row bay.
With this style of rack system, the first pallet load is placed on the ground and a
second rack level holds another set of pallets, with these two lower levels
serving as the pick position.
26
Page 27
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 27/29
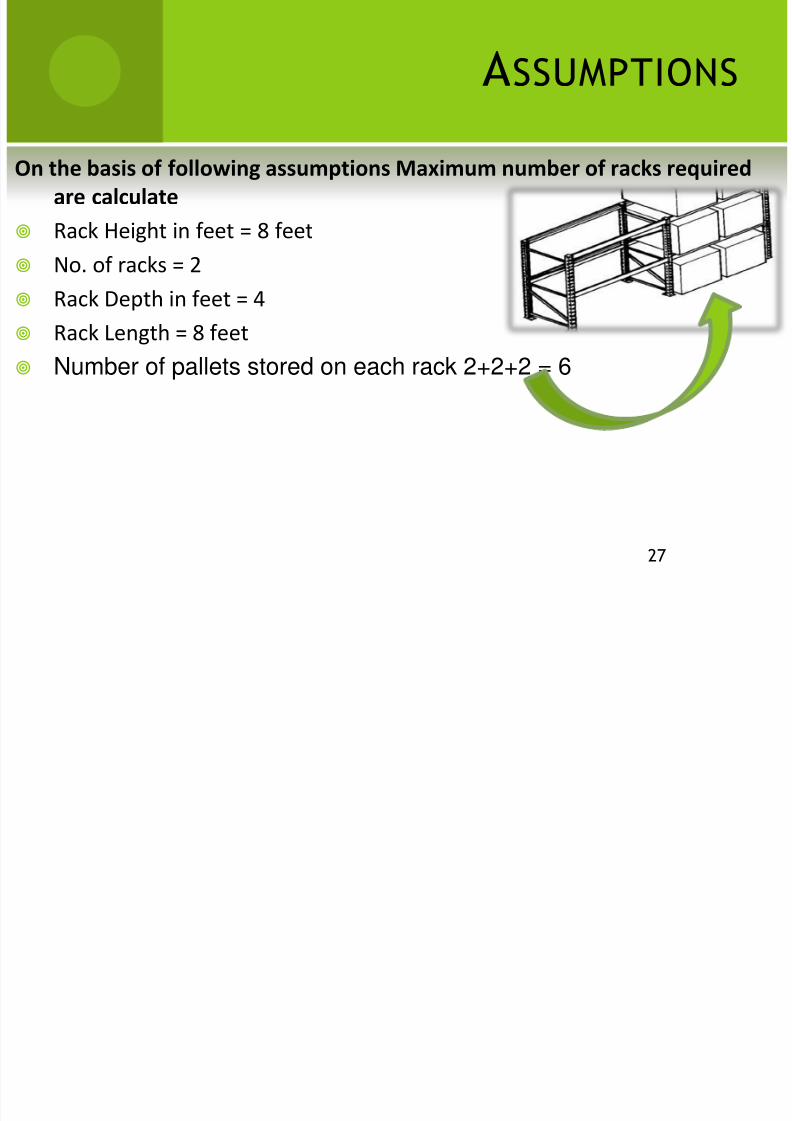
ASSUMPTIONS
27
On the basis of following assumptions Maximum number of racks required
are calculate
Rack Height in feet = 8 feet
No. of racks = 2
Rack Depth in feet = 4
Rack Length = 8 feet
Number of pallets stored on each rack 2+2+2 = 6
Page 28
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 28/29
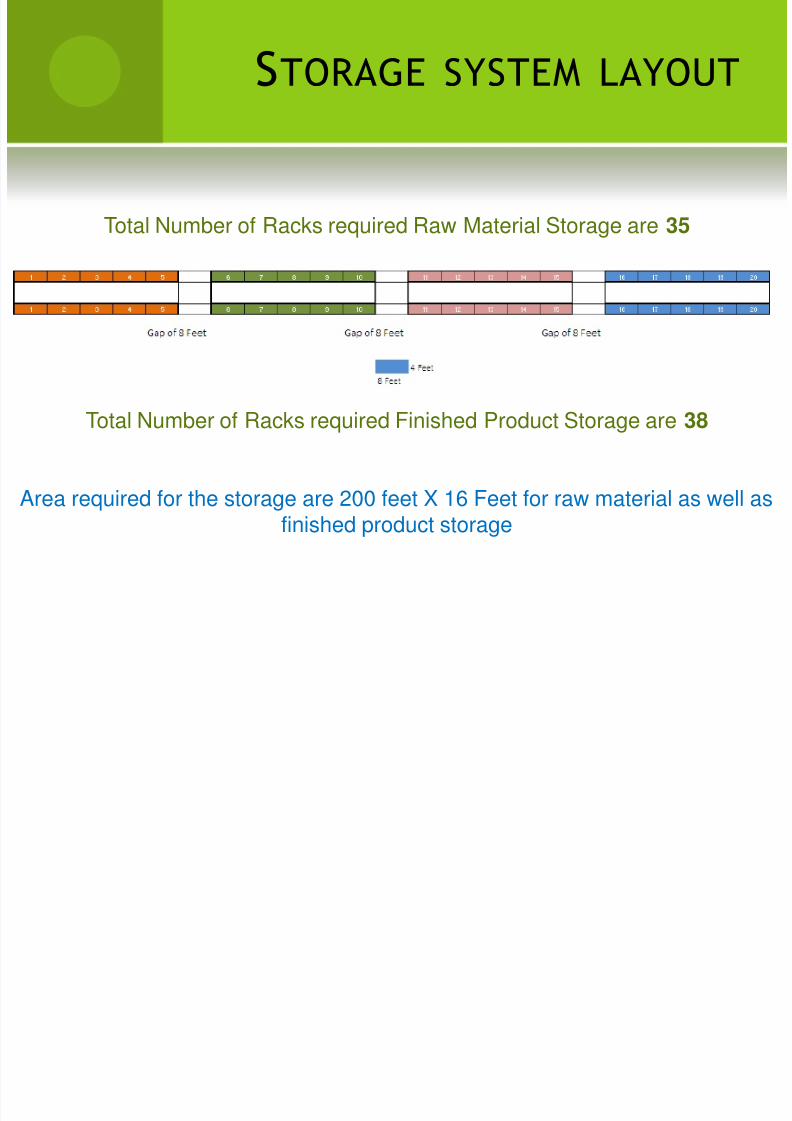
STORAGE SYSTEM LAYOUT
Total Number of Racks required Raw Material Storage are 35
Total Number of Racks required Finished Product Storage are 38
Area required for the storage are 200 feet X 16 Feet for raw material as well asfinished product storage
Page 29
7/31/2019 Facility Planning _Group 1_Roll No 61 to 65
http://slidepdf.com/reader/full/facility-planning-group-1roll-no-61-to-65 29/29
Thank You End of Presentation