22
PLANT LAYOUT PRODUCTION, PLANNING AND CONTROL BY: ALISHA ARORA M.SC FTM 3 RD SEM
| Date post: | 14-Sep-2014 |
| Category: |
Documents |
| Upload: | alisha-arora |
| View: | 124 times |
| Download: | 3 times |
PLANT LAYOUTPRODUCTION, PLANNING AND CONTROL
BY: ALISHA ARORAM.SC FTM 3RD SEM
OBJECTIVE
The objective of the project is to make a layout for anapparel manufacturing unit which produces 500 shirts per day. The aim of this project is to have a detailed knowledge about the departments of the apparel manufacturing unit and also knowing their importance in the factory. The space allocations for each department is very essential to know about the specifications of the work area. The detailed layout of the production ara of the factory helps in gaining the knowledge about the equipments used in the manufacturing of apparels as well as the whole process of producing them. Tha layout not only tells about the departments and equipments but also makes aware of the human conditions and human needs of the workers. This project is being very helpful in gaining the inside knowledge of the pparel manufacturing.
2
TABLE OF CONTENTS
TOPIC PAGE NO.
1. INTRODUCTION 4
DEFINITION
IMPORTANCE
ESSENTIALS
TYPES OF LAYOUT
2. FACTORS INFLUENCING LAYOUT 5
3. DYNAMCS OF A FACTORY LAYOUT 6
4. MAKING A FACTORY LAYOUT 7
5. GENERAL STEPS OF MAKING A PLANT LAYOUT 8
6. PRODUCT SPCIFICATIONS 9
7. DEPARTMENTS INVOLVED IN MANUFACTURING 10
8. WORK FLOW PROCESS 12
9. MACHINES REQUIRED 15
10. SPECIFICATIONS OF THE LAYOUT 16
3
INTRODUCTION
The efficiency of production depends on how well the various machines; production facilities and employee’s amenities are located in a factory. Only the properly laid out factory can ensure the smooth and rapid movement of material, from the raw material stage to the end product stage. Factory layout encompasses new layout as well as improvement in the existing layout. An ideal factory layout should provide the optimum relationship among the output, floor area and manufacturing process. An efficent factory layout is one that aims at achieving various objectives like efficient utilization of available floor space, minimizes cost, allows flexibility of operation, provides for employees convenience, improves productivity etc.The entrepreneurs must possess the expertise to lay down a proper layout for new or existing plants. It differs from one factory to another. But basic principles to be followed are more or less same. While deciding for layout for factory or unit or store, a small entrepreneur has to consider the factors like the nature of the product, production process,size factory building, human needs etc
DEFINITION
A factory layout can be defined as follows; Factory layout refers to the arrangement of physical facilities such as machinery, equipment, furniture etc. with in the factory building in such a manner so as to have quickest flow of material at the lowest cost and with the least amount of the finished product. According to Ringgs, ”the overall objective of factory layout is to design a physical arrangement that most economically meets the required output-quantity and quality”.According to J.L.Zundi, ”Factory layout ideally involves alloction of space and arrangement of equipment in such a manner that overall operating costs are minimized”.
IMPORTANCE
Factory layout is an important decision as it represents long-term commitment. An ideal factory layout should provide the optimum relationship among output, floor area and manufacturing process.It facilitates the production process, minimizes material handling, time and cost, and allows flexibility of operations, easy production flow, makes economic use of the building, promotes effective utilization of manpower, and provides for employee’s convenience safety, comfort at work, maximum exposure to natural light and ventilation. It is also important because it affects the flow of material and processes, labour efficiency, supervision and control, use of space and expansionpossibilities etc.
ESSENTIALS
An efficient factory layout is one that can be instrumental in achieving the following objectives;a) Proper and efficient utilization of available floor space
4
b) To esure that work proceeds from one point to another point without any delayc) Provide enough production capacityd) Reduce material handling coste) Reduce hazards to personnelf) Utilise labor efficientlyg) Increase employee moraleh) Reduce accidentsi) Provide for volume and product flexibilityj) Provide ease of supervision and controlk) Provide for employee safety and healthl) Allow ease of maintenancem) Allow high machine or equipment utilizationn) Improve productivity
TYPES OF LAYOUT
The factory layout facilitates the arrangement of machines, equipment and other physical facilities in a planned manner within the factory premises. An entrepreneur must possess an expertise to lay down a proper layout for new or existing plants. It differs from plant to plant, from location to location and from industry to industry. But the basic principles govering factory layout are more and less more.
Manufacturing units
In case of manufacturing units, factory layout may beof four types:1) Product or line layout2) Process or functional layout3) Fixed position or location layout4) Combined or line layout
Product or line layout:
Under this, machines and equipments are arranged in one line depending upon the sequence of operation required for the product . The materials move form one workstation to another sequentially without any backtracking or deviation. Under this, machines are grouped in one sequence. Therefore matereals are fed into the first machine and fineshed goods travel automatically from machine to machine, the output of one machine becoming input of the next. The raw material moves very fast from one workstation to other station with a minimum work in progress storage and material handling. The grouping of machines should be done keeping in mind the following general principles:
a) All the machine tools or other items of equipments must be placed at the point demanded by sequence of operations.b) There should no points where one line crossed another line.c) Materials may be fed where they are required for assembly but not necessarily at one point.d) All the operations including assembly, testing packing must be included in the line.
5
Process layout:
In this type of layout machines of similar type are arranged together at one place. The process or functional layout is followed from historical period. It evolved from the handicraft method of production. The work has to be allocated to each department in such a way that no machines are chosen to do as many different job as possible i.e. the emphasis is on general purpose machines. The grouping of machines according to the process has to be done keeping in wind the following principles:
a) The distance between departments should be as short as possible for avoiding long distance movement of materialsb) The departments should be in sequence of operationsc) The arrangement should be convenient for inspection and supervision.
Fixed Position or Location Layout:
In this type of layout, the major product being produced is fixed at one location. Equipment labour and components are moved to that location. All facilities are brought and arranged around one work center. This type of layout is not relevant for small scale entrepreneur.
Combined layout:
Certain manufacturing units may require all three processes namely intermittent process the continuous process and the representative process combined process. In most of industries, only a product layout or process layout process or fixed location layout does not exist. Thus, in manufacturing concerns where several products are produced in repeated numbers with no likelihood of continuous production, combined layout is followed. Generally a combination of the product and process layout or other combinaion are found, in practice, e.g. for industries involving the fabrication of parts and assembly, fabrication tends to employ the process layout, while the assembly areas often employ the product layout.
FACTORS INFLUENCING LAYOUT
While deciding his factory or unit or establishment or store, a small-scale businessman should keep the following factors in mind:
a) Factory building: The nature and size of the building determines the floor space available for layout. While designing the special requirments, e.g. air conditioning, dust control, humidity control etc. must be kept in mind.
b) Nature of product: Product layout is suitable for uniform products whereas process layout is more appropriate for custom-made products.
c) Production process: In assembly line industries, product layout is better. In job order or intermittent manufacturing on the other hand, process layout is desirable.
d) Type of machinery: General purpose machines are often arranged as per process layout while special purpose machines are arranged according to product layout.
6
e) Repairs and maintenance: Machines should be so arranged that adequate space is avaible between them for movement of equipment and people required for repairing the machines.
f) Human needs: Adequate arrangement should be made for cloakroom, washroom, lockers, drinking water, toilets and other employee facilities, proper provision should be made for disposal of effluents, if any.
g) Plant environment: Heat, light, noise, ventilation and other aspects should be duly considered, e.g. paint shops and plating section should be located be in another hall so that dangerous fumes can be removed through proper ventilation etc. Adequate safety arrangement should also be made. Thus, the layout should be conducive to health and safety of employees. It should ensure free and efficient flow of men and materials. Future expansion and diversification may also be considered while planing factory layout.
DYNAMICS OF PLANT LAYOUT
Plant layout is a dynamic rather than a static concept meaning thereby if once done if is not permanent in nature rather improvement or revision in the existing plant layout must be made by keeping a track with development of new machines or equipment, improvements in manufacturing process, changes in materials handling devices etc. But any revision in layout must be made only when the savings resulting from revision exceed the costs involved in such revision. Revision in plant layout may become necessary on account of the following reasons:
a) Increase in the output of the existing productb) Introduction of a new product and diversificationc) Technological advancements in machinery, material, processes, product design, fuel etc.d) Deficiencies in the layout unnoticed by the layout engineer in the beginning.
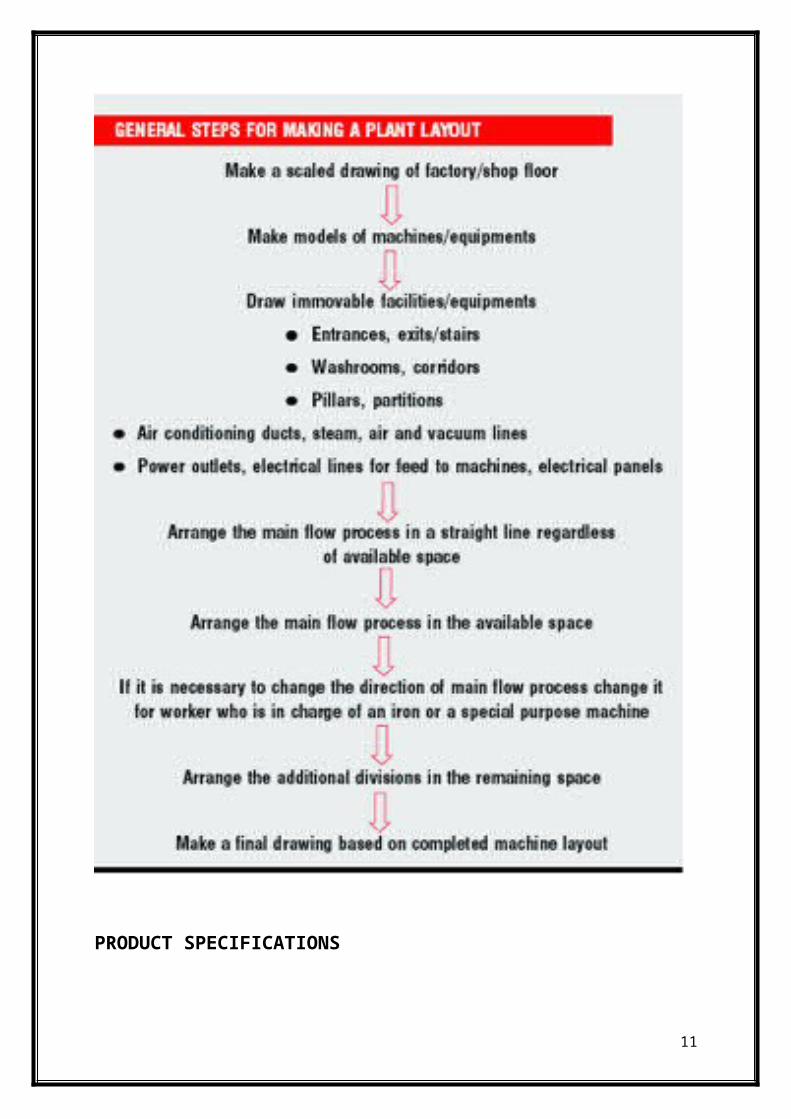
MAKING THE FACTORY LAYOUT
Layout of the plant is decided based on process sequence, building structure, shop floor transportation, type of layout (product or process based or a combination of both) and arrangement of machines. The aim of every layout is to maximize utilization of available space in order to speed up the material flow. Highly specialized machines and small parts assembly may be configured with a line arrangement for final assembly.
Factors to be considered for designing an effective layout include number of workers both male and female, number of machines (size, weight by models), entrance, exit and passages (size, width, position, number of each of them) for production as well as administrative wing, change room, lunch room, lavatories, medical emergency room and provision for those governed by local laws. Utilities like boiler, air compressor, vacuum pumps, generator, electric panel, air conditioning machine, underground water storage tanks for boiler and washing machines, water softening plant, waste water recycling plant, drainage system are also equally important.
Other factors that need attention before laying out the factory plan include ceiling height (3-3.5 metres from floor), lighting (large windows of 2 or 3 stages) and illuminance levels (600
7
Lux for production and 800 Lux for inspection areas) besides ventilation. Also, the workplace should have sufficient number of mens and womens toilets and drinking water outlets in the vicinity.
8
PRODUCT SPECIFICATIONS
PRODUCT: men’s shirt
STYLE NO.: AX123
FABRIC: 100% cotton
BRAND: Armani exchange
COLOUR: royal blue
STYLE DESCRIPTION: slim fit, full sleeves
CAPACITY: 500 pcs./ day
9
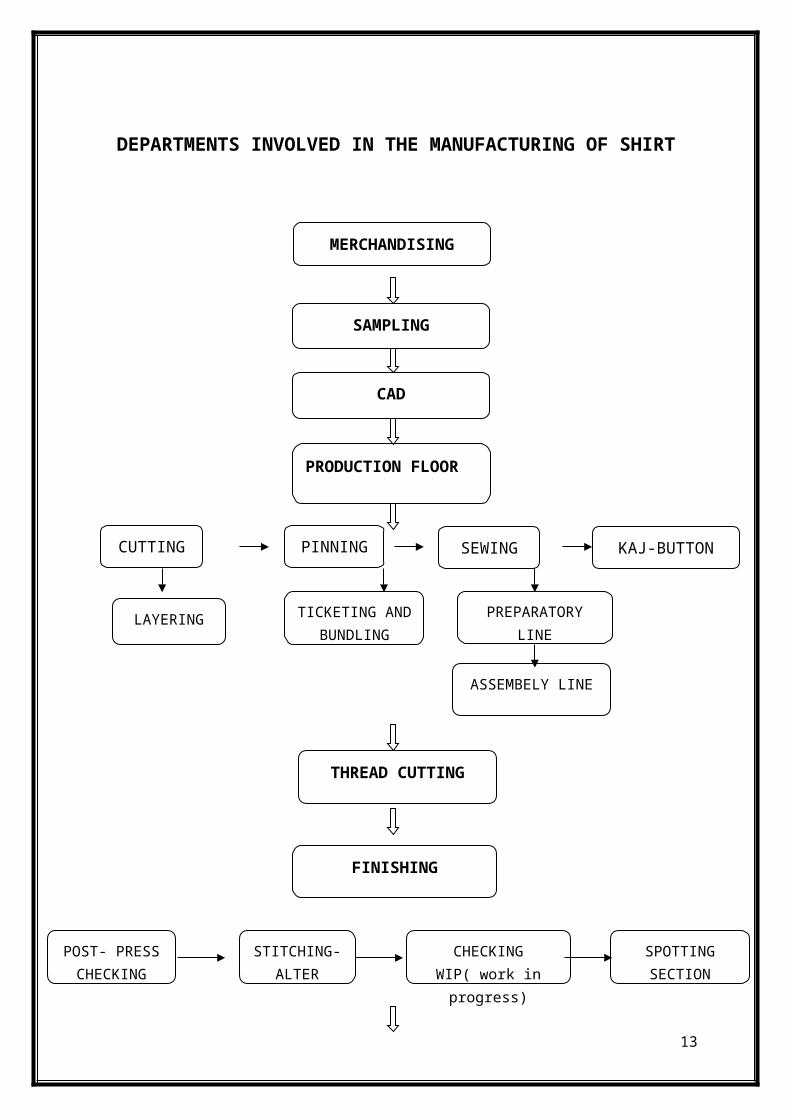
DEPARTMENTS INVOLVED IN THE MANUFACTURING OF SHIRT
10
SAMPLING
MERCHANDISING
CUTTING
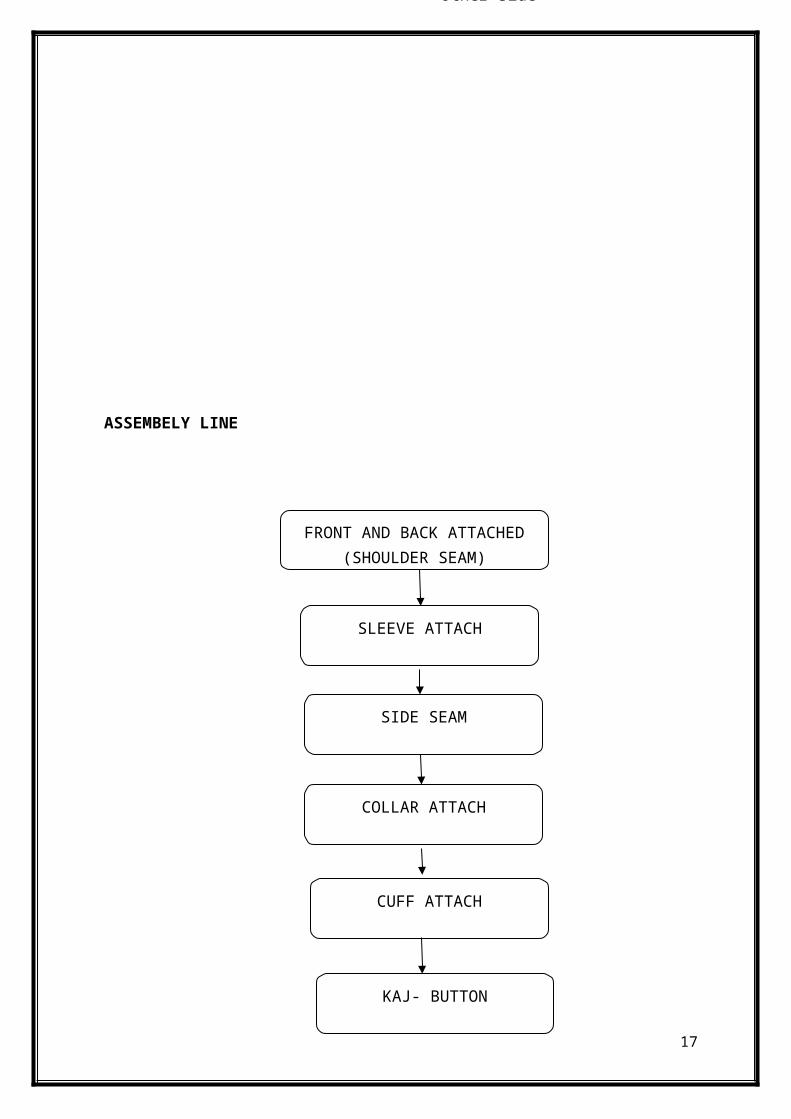
ASSEMBELY LINE
SEWING
LAYERING PREPARATORY LINE
CAD
SPOTTING SECTION
THREAD CUTTING
KAJ-BUTTON
CHECKING WIP( work in
progress)
STITCHING- ALTER
POST- PRESS CHECKING
FINISHING
TICKETING AND BUNDLING
PINNING
PRODUCTION FLOOR
11
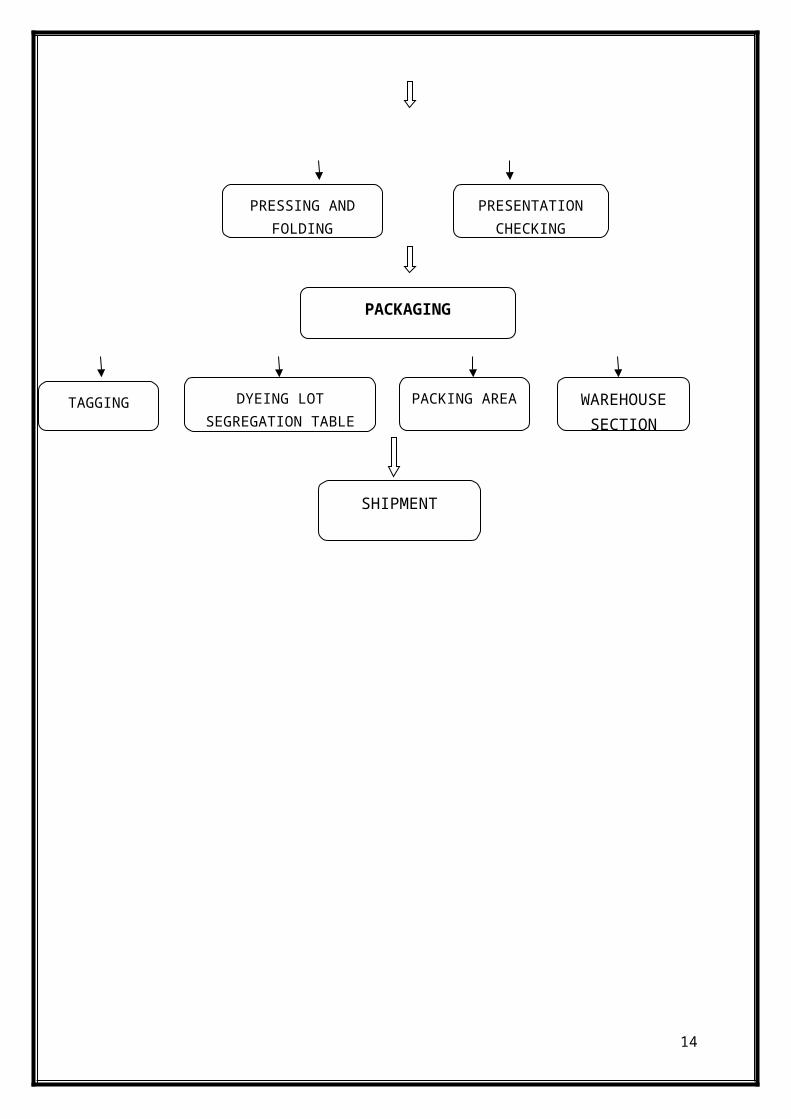
PACKAGING
DYEING LOT SEGREGATION TABLE
WAREHOUSE SECTION
PACKING AREA
TAGGING
PRESENTATION CHECKING
PRESSING AND FOLDING
SHIPMENT
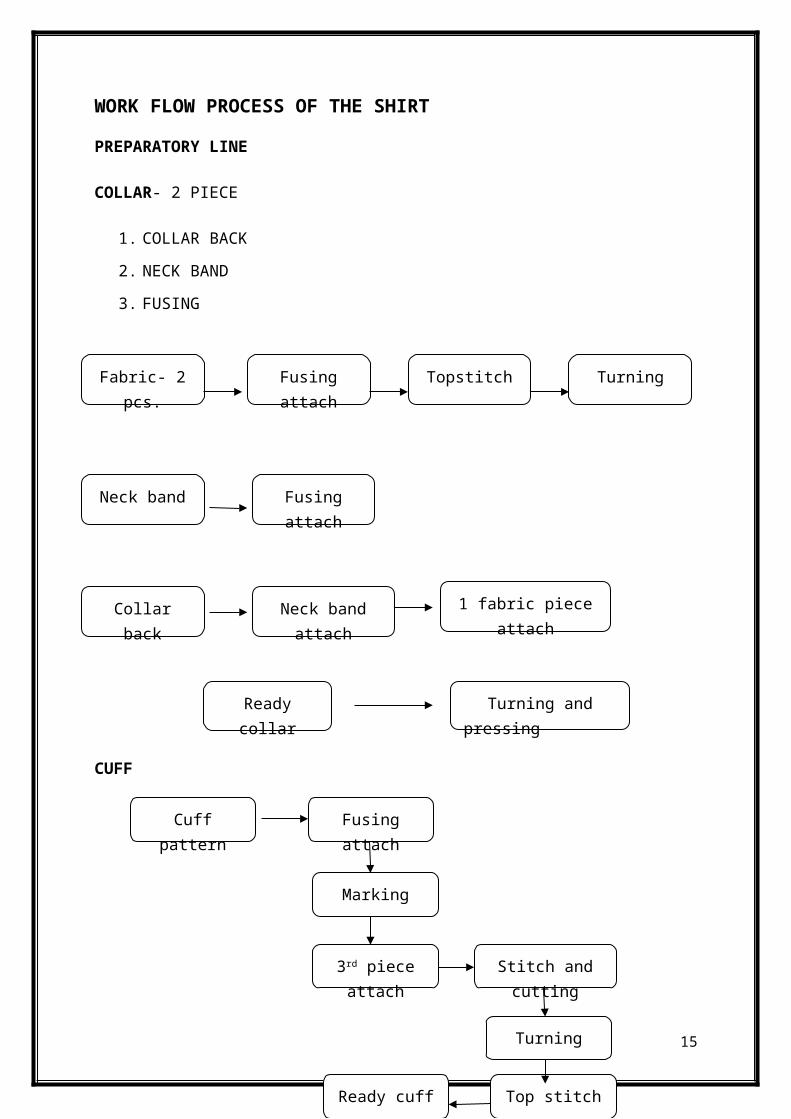
WORK FLOW PROCESS OF THE SHIRT
PREPARATORY LINE
COLLAR- 2 PIECE
1. COLLAR BACK
2. NECK BAND
3. FUSING
Neck band
CUFF
12
Fabric- 2 pcs.
Neck band Fusing attach
Topstitch TurningFusing attach
Collar back Neck band attach 1 fabric piece attach
Turning and pressing
Ready collar
Ready cuff Top stitch
Turning
Stitch and cutting3rd piece attach
Marking
Fusing attachCuff pattern
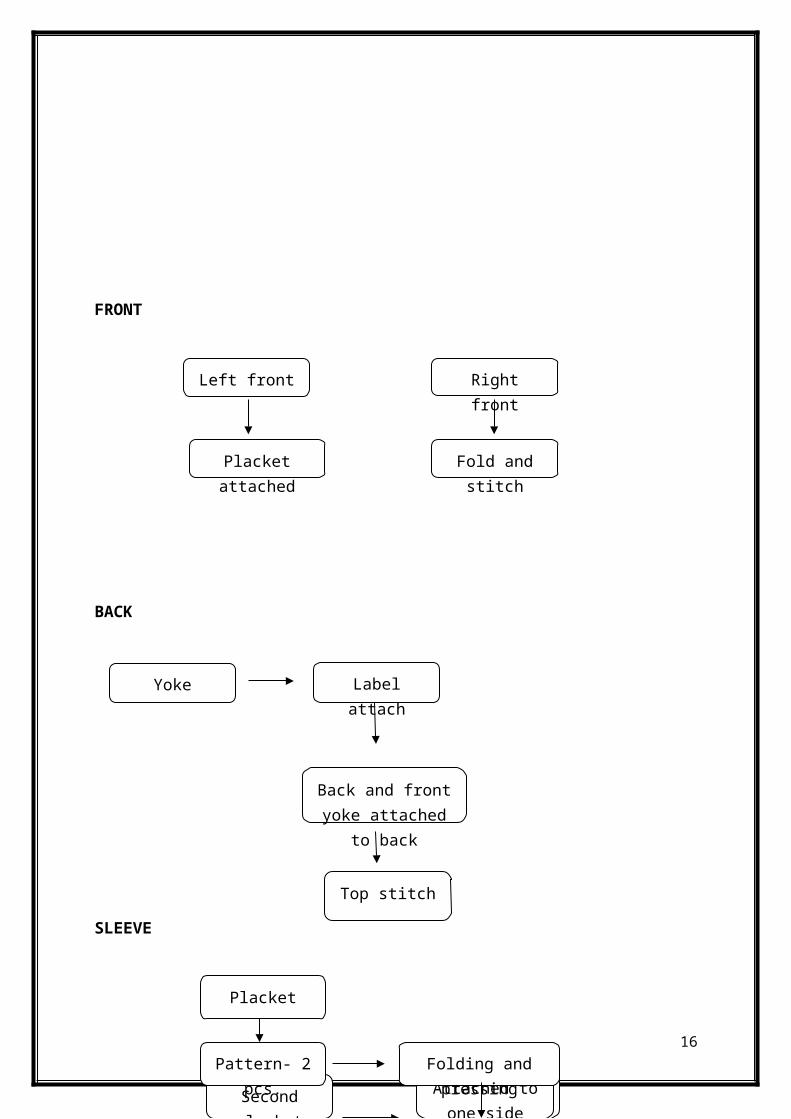
FRONT
BACK
SLEEVE
13
Back and front yoke attached to back
Label attach
Top stitch
Yoke
Fold and stitch
Right front
Placket attached
Left front
Fold and attach on other side
Second placket
Attached to one side
Folding and pressingPattern- 2 pcs.
Placket
ASSEMBELY LINE
14
KAJ- BUTTON
CUFF ATTACH
COLLAR ATTACH
SIDE SEAM
SLEEVE ATTACH
FRONT AND BACK ATTACHED (SHOULDER SEAM)
MACHINES REQUIRED FOR EACH OPERATION
COLLAR
5 single needle lock stitch machines
1 turning machine
1 pressing unit
CUFF
4 single needle lock stitch machine
1 pressing unit
1 helper
FRONT
2 Single needle lock stitch machines
BACK
3 single needle lockstitch machines
SLEEVE
2 single needle lock stitch machines
1 pressing unit
ASSEMBELY LINE
9 single needle Lock stitch machines
15
SPECIFICATIONS OF THE LAYOUT
DIMENSION: 70ft*125ft
The factory layout prepared consists of two floors. The ground floor has offices and departments of the factory and the first floor is the detailed production floor layout.
The layout used in the production floor is a combined layout of product and process layout.
GROUND FLOOR SPCIFICATIONS
The departments and spaces are allocated for the following:
Reception area: 30ft * 15ft
VIP lounge: 30ft* 20ft
CAD department: 15ft * 25ft
Conference room: 15ft * 30ft
Washrooms: 10ft *30ft
Administration and finance office: 35ft *30ft
Production, planning and control department: 35ft * 20ft
Merchandising department: 37.5ft *25ft
Sampling department:35ft *25ft
Fabric store for sampling: 15ft *15ft
Canteen: 37.5ft* 15ft
SPECIFICATIONS OF THE PRODUCTION FLOOR
Accessories store: 15ft* 20ft
Fabric store: 40ft* 20ft
Fabric audit room: 20ft* 10ft
Sorting and bundling: 3 tables
Each table: 5ft* 3ft
Cutting area: 2 tables
Each table: 12ft* 6ft
Racks area: 4 racks
16
Each rack: 2ft*5ft*7.2ft
Sewing area: 50ft* 10ft
In process Pressing area: 3 press stations
Each press station: 5ft *5ft
Thread cutting area: 6.25ft* 16.25ft
Finishing department: 29ft* 40ft
1. Post press checking: 5ft* 12.5ft
2. Rework and alterations: 5ft* 12.5ft
3. Spotting section: 5ft* 12.5ft
4. Pressing and folding: 10ft *15ft
5. Quality check: 10ft *15ft
Packaging department: 29ft * 50ft
1. Tagging section: 5ft* 7.5ft
2. Dyeing lot segregation table: 17.5ft *7.5ft
3. Storage area(warehouse section): 29ft* 20 ft
Production manager’s office: 10ft *10ft
Maintenance department: 10ft * 20ft
Medical room: 10ft *8ft
Washrooms: 10ft* 40ft
DESIGNING THE WORKSTATION
A workstation in the layout consists of the machine or equipment and the chair for the worker. It also includes some extra space for the sake of worker’s comfort during performance of the operation.
DIMENSIONS: 3.5 ft* 3.75 ft
The workstations are arranged in the layout in accordance to the workflow of the garment to be manufactured. The racks are arranged the two workstations in order to keep the parts of the garment.
17
The rack also consist of a lower shelf so that the parts of both the workers should not mix with each other and it also provides convenience in work.
The workstations are arranged in the sewing area with total of 28 machines covering the area of 50 ft* 10 ft.
18

![Development of virtual reality support to factory layout planning · the factory in scale 1:1 [18]. In a typical factory layout plan-ningscenario,italsoinvolvesthereplacement orre-location](https://static.documents.pub/doc/80x56/61109fd5b884cb587f247822/development-of-virtual-reality-support-to-factory-layout-planning-the-factory-in.jpg)















