SE OO07347 FBT-oo/3 Catalytic upgrading of gas from biofuels and implementation of electricity production Final report B-G Espenas S Frostang Rapporterna kan bestallas fr?m Studsvikbiblioteket, 61182 Nykoping. Tel 0155-221084. Fax 0155-263044 e-post [email protected]e Statens energimyndighet Box 310,63104 Eskhuna Energimyndigheten ,‘-jql~N~ ~s~u~J~~ !S(JN!JLK:2 FOREIGN ~ PRCti15~
Transcript
SE OO07347
FBT-oo/3
Catalytic upgrading of gas from biofuels and implementationof electricity productionFinal report
in the framework of theNon Nuclear Energy Progranme
JOULE 111
Table of Contents
Executive summary
1. Objectives of the project
2. Organisation
3. Scientific and Technical Description of the Project
4. Comparison of initially planned activities and work actuallyaccomplished
5. Conclusions
6. Dissemination of results
Annexes
Individual Reports by
1.TPS Termiska Processer AB
2. UCM Universidad Complutense Madrid
3. RUG University of Groningen
4. KTH Kungliga Tekniska Hogskolan
5. BTG Biomass Technology Group B.V.
6. VTT Technical Research Centre of Finland
Executive SummaryThe project aimed at research and development concerning processes for production of fuel gasand systems for production of electricity in the small to intermediate size range (100 kW. to 5MWJ. The project included building and testing of a complete “biomass-to-electricity” chain atscale of 100 kWth,m.l. Research work was focused on improvements in reduction of contents oftar and ammonia, and on the influences from sulphur on nickel catalysts, and from chlorine ondolomite catalysts. The project was divided into four main tasks, comprising 19 work packageswhich included basic and applied research and process development. The work was to someextent a further development of results obtained in a previous EC project (AIR2_CT93-1436).
A pilot plant at scale 100 kw~hwas designed and erected by BTG. This system consists of afluidised bed gasifier, a reversal flow tar converter (RFTC), a gas cooler, dust filter and a gasengine. A main effort was put into the optimisation of the RFTC. Tar contents obtained variedbetween 50 and 150 mg/Nm3. Finally, a short test programme was executed, where the technicalfeasibility of the RFTC was demonstrated successfully at real conditions in the completebiomass-to-electricity system. Specific investment costs were estimated for scales of 0.4, 1 and 2MW,l. For the largest scale the specific investment costs were estimated to about 165 ECU/kW,l.
A large number of different gasification schemes were tested. A large part of this work wascarried out by UCM in two pilot plants, at scale of 1 kgh and 20 kg/h. This ”included differentnickel and dolomite catalysts, and combinations of catalysts in 2-step and 3-step processes. Inthe two-step process dolomite acted as an in-situ catalyst in the gasifier. Rather low tar contents(< lg/Nm3) was obtained with “in-bed” dolomite at this small scale. A main problem arisingwith in-bed dolomite is carry-over of fines, which is easily formed from the fragile calcineddolomite. Very low tar content and good conversion of ammonia is achieved with nickelcatalysts in fixed beds. Drawbacks of nickel catalysts are that measures must be taken to avoidclogging by dust, that they are rather sensitive to poisoning and that there is no experience withlong term reliability for this type of application. In fuel gas production, it can also be consideredas some drawback that nickel is active for decomposition of desired components such as Cl&and C2 hydrocarbons. Nickel catalysts are suited for use in fixed beds or monolith reactors, butnot for fluidised beds. Fixed bed reactors make great demands on low dust content, which is aconsiderable drawback since high temperature filtering systems working at low pressure arecostly. Monolith reactors might be suggested as a solution, but long term tolerance to dust hasnot been proven.
The fundamental work consisted of basic investigations of cataJysts, catalysed reactions, catalystpoisoning by sulphur and tar characterisation. Issues addressed were such as factors thatinfluence activity of different catalysts for elimination of tars, search for new catalysts andoptimal use of known and new catalysts. The fundamental work was mainly carried out by TPS,RUG, KTH and VTT, and the applied work was done mainly by UCM and BTG.
Detailed kinetics of catalysed reactions that convert tar into desired permanent fuel gascomponents was determined for the most stable tar components, which play major roles in theoverall conversion of tar. The components concerned are typically aromatic hydrocarbons. Theseinvestigations were done using basic oxides (e.g. dolomite), and nickel-based catalysts. Datawere collected at different gas compositions and temperatures. Interdependence of reaction ratesof some most stable tar components was investigated with dolomite as catalyst. New insightswere obtained concerning the reaction mechanism of the decomposition of aromatic compoundscatalysed by dolomite. Among issues studied were relations between pore structure and catalyticabilityi and influences from the conditions during calcination. The role of intermediate carbonformation on dolomite during decomposition of aromatic hydrocarbons was investigated. Several
2
suggested kinetic rate model equations were evaluated. Internal surface areas of calcineddolomites of different origin were investigated and correlated to their catalytic activity.
Kinetics of tar conversion with dolomite and nickel catalysts was included in reactor models.Different models were formulated and tested for different types of reactors. A model for thephysical degradation behaviour of dolomite and carry-over of fines in fluidised beds wasformulated.
A number of new suggested catalysts and catalyst combinations were tested. One interesting newapproach is to use a Si02 material with large surface area in combination with another catalyst,e.g. dolomite. Another novel catalyst gave very good conversion of benzene at 480”C in a“clean” synthetic gas mixture. Further testing of this catalyst at realistic conditions will beneeded.
Relations between raw materials and tar formation was investigated in experiments with thermaland catalytic treatment in a secondary reactor after a pyrolyser and comparisons were done withresults from gasification. Tar products distribution and amounts were found to be influenced byfeedstock. These differences decrease with increasing cracking temperature and efficiency of thecatalyst.
The sampling and analysis method for tar, Solid Phase Adsorption (SPA), developed at KTHwas further refined. The SPA method gives reliable and reproducible results, presently with anexception for benzene and toluene. The SPA method is now the standard within the gasificationgroup at KTH and it was used to a large extent by partners in this project. The BiomassTechnology Group, bought new analysis equipment and introduced the SPA as a regular methodin their process analyses. Advantages of SPA, compared to conventional cold trapping methods,are that good accuracy and repeatability can be achieved at high sampling rate, with simplicity inhandling, low solvent consumption and fast workup.
The effect of sulphur on the performance of nickel catalyst to decompose hydrocarbons andammonia in synthetic gasification gas was studied at atmospheric and elevated pressure. Theresorption behaviour of chemisorbed sulphur was monitored. The new fundamental informationon suIphur adsorption at higher temperatures and higher PH2.JPH2levels than in previouscomparable studies can be used to evaluate process modifications for improved resistance ofsulphur poisoning in catalytic hot gas cleaning. It was shown that sulphur affects the activity fordecomposition of toluene and methane less than it affects the activity for decomposition ofammonia.
Several natural and synthetic materials were tested in bench scale experiments. Dolomite, nickeland FCC catalysts were among these. Investigations of catalytic function of dolomite in fuel gaswas made with stearrdoxygen and air as gasifying agents and the latter also with addition ofchlorine. Results indicated that the tars produced in steadair gasifying conditions are moreeasily decomposed than tars produced in air gasification.
The chlorine content of biomass is released mainly as HC1 during gasification. The influencefrom HCI on the catalytic ability of dolomite was studied both in fhidised gasification tests andin a micro reactor using synthetic gas mixtures. This catalyst is deactivated when the HC1content exceeds certain levels, related to the equilibrium content of HCl in the formation ofCaClz.
10 Objectives of the ProjectThe overall objective of the project was to broaden the technical and scientific basiswhich is required for development of electricity and heat producing units forbiofuels, in the small to intermediate size range (100 KWe to 5 MWe), and to
implement a complete biofueled 100 Kwth power generating system. The
objectives were approached by a combination of basic and applied research andprocess development.
The objectives of the atmlied work were:
to implement systems for gasification of biofuels including gas upgrading toqualities required for electricity production at small scale.
to implement a complete 100 KWth electricity producing unit which is fuelled withbiomass.
The objectives of the basic scientific and technical work were:
to show the ability of different solid substances to work as catalysts for eliminationof tar and nitrogen compounds at atmospheric pressure. The ability for tarelimination at elevated pressure was to be investigated for the most promisingcatalysts. New catalysts as well as the new application of catalysts developed forother processes will be investigated.
to obtain kinetic data for known catalysts. Such data are needed for optimal designof catalytic reactors. Nickel catalysts, basic oxides derived from minerals and otherpromising catalysts are included here.
to create reactor models for different catalytic reactors, suitable for small scalegasification and based on deep knowledge about reaction kinetics with suitablecatalysts.
to experimentally reveal new information about fundamental chemical and physicalprocesses, such as structural changes, mass transport effects and reactionmechanisms, occuring within particles of at least one promising catalyst. Thisprovides an improved basis for further catalyst development.
to experimentally reveal new information about poisoning effects by sulphur onnickel catalysts.
2. OrganisationPartner No. 1, TPS Termiska Processer AB was coordinator of the project. Thepartners and contact persons were:
1. TPS Terrniska Processer AB Mr. B-G Espeni%, Dr. S Frostang2. UCM Universidad Complutense Madrid Prof. J Corella3. RUG University of Groningen Dr. G Lammers4. KTH Kungliga Tekniska Hogskolan Ass. Prof. K Sjostrom5. BTG Biomass Technology Group B.V. Dr. B van den Beld
. 6. VTT Technical Research Centre of Finland Dr. P Simell
4
3. Scientific and Technical Description of the Project
Overview of Work ContentThe project consisted of four tasks, each consisting of a number of work packages, aslisted in Table 1.
Table 1>
WP-A2
WP-A3
WP-A4
WP-A5
WP-A6
WP-A7
Basic investigations of catalysts and catalysedreactions
Kineticsfor conversionof mostrefractorytar components,usingbasicoxide--. -1-----Interdependenceof reactionratesof tar components
Reactionmechanismfor conversionof most refractorytar components,basicoxide-,..Poisoningeffectsby chemisorptionof sulphuron nickelcatalysts
Kineticrate modelforconversionof tar usinga nickelcatalyst
Tar characterization
Developmentof newcatalysts
Partners
1,3,6
1>3,6
1,3,6
6
6
4
1,6
TASK Issues related to different applications of catalystsn
WP-B1 Conversionof tar withdolomiteand moderateconcentrationof chloride 1,2
WP-B2 Iron-basedcatalystfor conversionof tar and ammonia 1
WP-B3 Catalystcombinations 2,4,5,6
WP-B4 FCC catalyst 1,2
WP-B5 Catalystapplications 1,2,4,5,6
TASK Modelling of catalytic reactors and overall kinetics
WP-cl
WP-C2
WP-C3
Overallkineticsfor catalysedtar elimination
Kineticrate modelfor ammonia
Reactormodelling
1,2,3,4,5,6
1,6
1,2,3,5,6I I t
TASK Application of gasifying systems for biofuekn
WP-D1 Gasifying-Gascleaningunits 1,2,5
WP-D2 Gas-Electricityunit 5
WP-D3 Economicfeasibility I 5 IWP-D4 Scalingrules 5
Results
Task A. Basic investigations of catalysts and catalysed reactions
.
WP-A1. Kinetics of catalvsed conversion of tar components
This work was done in order to reveal information about the catalytic process of tarconversion with dolomites and lime, which is needed for optimal design of reactors,and for analyses of the performance of such equipment. Knowledge of detailedkinetics is also an important basis for the understanding of the catalytic reactionprocess.
Detailed kinetics in the conversion of the most refractory tar components wasinvestigated, using basic oxides (dolomite) as catalysts. Reaction rate models, whichdescribe the reaction rate as function of temperature and partial pressures of the maingas components were formulated. Compounds that are typical components in residualtar were used in this investigation. These compounds were benzene, naphthalene,biphenyl, phenol. Different expressions of power law type and Langmuir-Hinshelwood type have were suggested and tested. Power law type expressions havebeen found to be sufficient at conditions typical for conversion of tar in gas frombiomass.
A round test was performed in order to assure the reliability of results on detailedkinetics of tar components. Data on kinetics for conversion of benzene obtained bythree partners (TPS, RUG, VTT) were compared. Discrepancies led to discovery ofsome experimental error, and its causes were corrected. Good agreement was thencertified.
A well-designed automated micro reactor set-up, to be used for detailed studies ofkinetics of tar compounds was realised by RUG, as part of this work.
WP-A2. Interdependence of reaction rates of tar components
Knowledge about possible interdependence between reaction rates of different tarcomponents is part of the basic information needed to establish a relevant reactionrate model. This was investigated for a dolomite catalyst.
It was shown in work by TPS and VTT that the rate of decomposition of naphthaleneis not influenced by the presence of benzene at concentrations up to about 2000 ppm,and in a temperature range of 800-900 “C. Only a minor influence was observedwhen toluene, ethylene and methane were added simultaneously at concentrationstypical for gasified biomass.
WP-A3. Issues related to reaction mechanism of tar conversion catalvsed bv basicoxides
One issue that was addressed was to explain short-term, reversible changes of activityof dolomite occuring at changes of reaction conditions. It was suggested by TPS thatthis could be explained by partial coverage of the catalyst surface by a thin (probablymonomolecular) layer of a carbonaceous intermediate substance. This hypothesis wasverified by dedicated experiments, where naphthalene and benzene were convertedby dolomite. Amounts of carbon built up at different contacting times with thehydrocarbon were determined. Good correlation was found between the deactivation
6
behaviour andtime for buildup of asteady-state partial coverage of carbon on thesurface. It was also found that a larger part of the surface is covered at a lowtemperature. This effect should contribute to the strong influence from temperature(and large apparent activation energies) found for the overall catalysed reaction of thearomatic compounds.
The effect of higher reaction rate on a “fresh” catalyst surface can be utilised insystems where the catalyst is recirculated at short cycling time, such as a circulatingfluidised bed. The magnitude of this effect is about a doubling of the reaction rate(which corresponds to a doubled weight-to-flow ratio).
A second issue was to investigate relationships between surface area, pore structureand reaction rate, in order to find out which factors that determine the catalytic abilityof dolomite and lime. Deeper knowledge about these factors will improve thepossibilities to find materials of this kind, and possible pretreatment methods givingcatalysts with an optimal combination of catalytic and chemical properties. Samplesof different calcium-based materials (dolomites and calcined calcium hydroxide)were prepared by different thermal and mechanical treatments at differenttemperatures. The results are not clear-cut. Results obtained by UCM, where thesurface area in macro pores was related to the overall catalytic effect, have indicatedthat the reaction rate is determined by the area available in macropores (>500 ~).Calculations based on porosity data, pore size distribution measured by the BETmethod and by the mercury intrusion method and accurate data on kinetics ofnaphthalene did however indicate that the surface area in micropores is almostcompletely available for the reaction of naphthalene. In such case, differences incatalytic ability (of particles smaller than about 0.5 mm) would be due solely todifferent activity per unit area, i.e. due to differences in the crystal surface structure.Another explanation that can not be excluded by the data available from this work isrestriction to diffusion caused by “bottle-neck pores”.
Reaction-mechanistic studies carried out by VTT were based on comparison ofexperimental results with benzene and rate equations derived from a number ofsuggested reaction mechanisms. The best agreement was achieved for a dual-sitemechanism, where adsorption to two active sites was assumed to be necessary for C-C bond scission.
It should be mentioned in this context that previous work by TPS, using an isotopetechnique (deuterium), showed that a significant catalytic effect from dolomite is toabstract hydrogen atoms from all positions in the aromatic ring. This should cause adestabilisation of the aromatic ring, and scission of the ring structure. Somespontaneous scission is obtained already without such destabilisation. Thus, it is verylikely that this effect contributes a lot to the reaction mechanism and overall rate ofthe catalysed decomposition.
WP-A4. Poisoning of nickel catalyst bv sul~hur
The effect of sulphur on the performance of a nickel catalyst in decomposinghydrocarbons and ammonia in synthetic gasification gas was studied by VTT inatmospheric and pressurised fixed-bed tube reactors. The desorption behaviour ofchemisorbed sulphur from the bed materials was monitored by temperature-
.programmed hydrogenation. A closed-loop gas-recirculation system was used to
7
measure the isosteric heat of sulphur chemisorption on supported nickel catalyst inhot gas cleaning conditions. The results obtained revealed new information on thebehaviour of sulphur in catalytic hot gas cleaning conditions of gasification gas. Thenew fundamental information of sulphur adsorption at higher temperatures andhigher PH2s/PH2levels than in previous comparable studies, can be used to evaluateprocess modifications for improved resistance of sulphur poisoning in catalytic hotgas cleaning.
WP-A5. Kinetic rate model for conversion of tar compounds – Nickel catalyst
Simplified kinetic model equations were developed by VTT. These models are ofpower-law type and they describe the decomposition of a tar model compoundsatisfactorilyy.
WP-A6. Tar characterization
Further development has been done by KTH on the SPA method for tar anaIysis. Thismethod is convenient to use, since it requires no expensive or complicated equipmentfor the sampling. Sampling time is short and frequent sampling at 1 sample/min ispossible. Components ranging from benzene up to asphaltenes can be analysed. TheSPA method was used to a large extent by partners in this project. BTG bought newanalysis equipment and introduced SPA method as a regular method in their processanalyses.
Tars formed from different fuels (birch, straw, Miscanthus, Salix and reed camuygrass) as well samples taken at different conditions and different sampling pointswere characterised by the SPA. Such data are to be used as input in modelling of thecatalytic reactors.
WP-A7. Development of new catalysts
Two different materials based on calcium which have a large surface area comparedto other calcium based catalysts (dolomite, lime) were expected to give higherconversion rate. It was suggested by TPS that a low mechanical strength of thesematerials could be circumvented by inclusion of these materials into a cheap carrier,and that the catalyst produced then might overall be as active as dolomites, but with alargely improved mechanical performance. However, activity tests showed that thecatalytic ability of these materials, calculated on the basis of calcium content, did notexceed the ability of the most active dolomites.
A novel catalyst became available for testing by RUG in a late phase of the project.First result is quite promising, giving e.g. better than 99.9 % conversion of benzene at480 ‘C and using short residence time (fractions of a second). Kinetic data weredetermined for in a synthetic fuel gas. It remains to test this catalyst with real tar, andin the presence of typical gas contaminants at long term.
Task B. Assessment of best choice of catalysts for different applications.
WP-B 1. Dolomite-Chlorine
The chlorine content of different land-grown biomasses varies over a broad range, upto about 1.5-2% by weight. For example, it is usual that straw has a considerablechlorine content, originating from fertilisers. A huge pm of the chlotine content isreleased in gasification, mainly as HC1. The influence from HC1 on the catalyticperformance of dolomite was studied in this work, both in FB gasification testsperformed by UCM and in micro reactor tests performed by TPS.
It was found in the micro reactor tests, using a synthetic gas fixture, that there is noimportant deactivating effect from the HC1 content, as long as this component ispresent at moderate concentrations. A strong deactivation was established rapidlywhen the HC1 content passed a distinct limit during a stepwise increase of the HC1content. It is a reasonable explanation that this occurs where the equilibrium partialpressure of HC1 is passed. It was found however, that the HCI content that wastolerated. It was found that the concentration of HC1, where deactivation occurs wasconsiderably higher than what was expected from equilibrium calculations.
WP-B2. Iron catalyst
Promising results were obtained by TPS in a previous project (AIR2-CT93-1436)using an iron based material as catalyst for conversion of tar. This is a cheap by-product from steel manufacturing, and it has good mechanical strength. In theprevious work, its activity for conversion of benzene was found to be orders ofmagnitudes better than that of dolomite. Results from the experimental work, andfrom equilibrium calculations indicated that iron carbide was the active catalyticphase, and that this phase possibly could remain in a fuel gas from biomass.Unfortunately, it was found early in the new work that there is a sharp limit withinthe range of gas compositions of gasified biomass, where the cataIyst becomesinactive for conversion of tar.
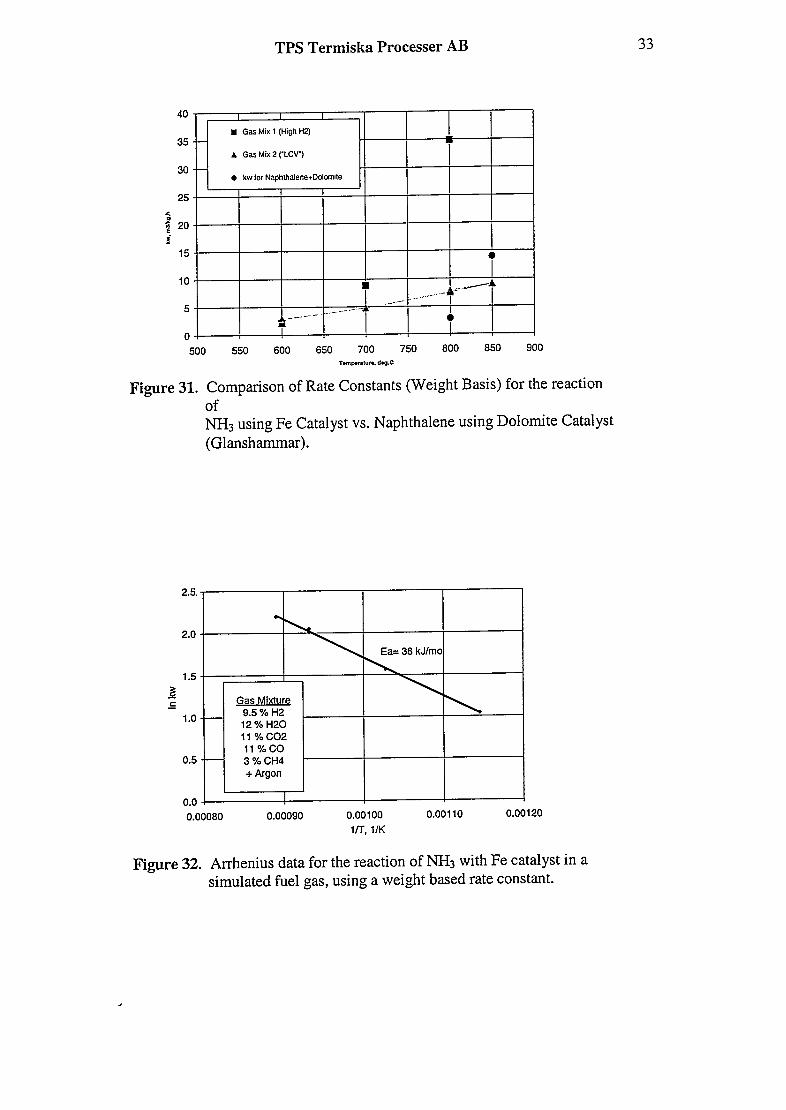
An expected ability of the iron catalyst to convert NHq is still of interest. This wasinvestigated by TPS. The result from that work is described below under WP-C2.
WP-B3. Catalyst combinations
This activity contains screening and assessment of combinations of catalysts.
A large number of catalyst combinations have been tested by UCM in reactorscoupled in series, see Table 3 below. Ni catalysts are very active for the conversionof tar. However, coke formation on Ni catalysts can be a problem. It was found thatthis difficulty can be solved by a first lowering of the tar content, e.g. by use of a lowactive catalyst before the Ni catalyst bed.
It was suggested by KTH that silica with large surface area could be used to facilitatethe conversion of tar by minimizing the formation of naphthalene. This was based onexperiences from fluidised bed gasification of rice husk, which contains largeamounts of silica, and where remarkably low content of naphthalene was obtained.Experiments based on this hypothesis showed that the remaining amount of
Anaphthalene was reduced when first half of a dolomite bed was replaced by the
9
●
●
●
●
●
●
●
●
,
porous silica. For example, the naphthalene yield Was reduced from 1.35 to 0.8 g/kgdry fuel at 850 “C by this procedure.
WP-B4’.FCC catalvsts
Potential possibilities to use “in-equlibrium” (used) FCC catalysts for tar conversionwas tested by UCM in a fluidised bed. The catalytic effect on naphthalene was testedin a micro reactor.
It was shown that the FCC has some positive effect to reduce the tar content, when itis used in the gasifier, and added mixed with the fuel. No sie~ificant effect wasobserved on the conversion of naphthalene in separate experiments performed byTPS.
WP-B5. Catalvst abdications
This work package contains an evaluation the suitability of proposed catalysts fordifferent applications, based on the experiences obtained in this project, in theprevious AIR project and in other work by the partners
The optimal catalyst is determined by several criteria, such as
activity for elimination of tar
activity for elimination of other components, e.g. the NOXprecursor NHs
mechanical strenght
resistance to high temperature and thermal shocks
sensitivity to poisoning (e.g. by sulphur, chlorine)
lifetime
costs / economy
process requirements for separation of lost catalyst
These criteria can lead to different choices, depending on the case of application.Factors such as type of reactor (fixed bed or fluidised bed), pressure, type of fuel andthe required gas quality specification determine which is the most suitable catalyst.
Dolomites have up to date been a main choice for catalytic conversion of tar ingasification of biomass. The main advantage of this catalyst is its low cost and non-poisonous properties, which makes it possible to use without dust separation and todrain it together with ash and dust. This is advantageous especially in low pressureprocesses, where it makes large, costly high temperature filters avoidable. Further,blocking or deteriorating carbon formation on the catalyst is not a problem withdolomite, since the gasification of intermediate carbon formed on catalyst surface isalso catalysed.
Dolomites are active for full tar conversion only in their fully calcined form. Typicalworking temperature is 850-900 ‘C. A higher temperature is required at pressurisedconditions to keep the dolomite in its fully calcined form. For example, atemperature above 920 ‘C is needed at 10 bar and above 980 “C at 20 bar. Inhibiting
10
effects from steam and hydrogen on the reaction of aromatic hydrocarbons will alsocontribute to slow down the rate of conversion at pressurised conditions.
Dolomite is more suited for fluidised bed operation (bubbling or fast FB), rather thanfixed bed operation, due to its low mechanical strength. Attrition of dolomite influidised bed operation is however of main concern. There are big differences inmechanical strength of dolomites of different origin. Thus, attrition properties areimportant in quality tests. The rate of reaction of the most stable tar components (e.g.naphthalene) with dolomite is not extremely high at the temperatures that can beachieved in air-blown gasification. Occuring differences in activity between differentdolornites are therefore also of importance and should be a part of quality testing.Dolomite is not active for the conversion of ammonia, when the gas contains steam,as in fuel gas from biomass.
Nickel-based catalysts in general are more active than dolomites for the conversionof tar, especially when the gas is free from poisoning components. At “clean”conditions, at least a 200 degrees lower temperature is required for the elimination ofnaphthalene with a nickel catalyst. The temperature required for nickel catalysts inpractical use can be substantially higher. A typical range of working temperature is700-900 “C with gas produced from biomass. The nickel catalysts are partiallydeactivated by poisoning from sulphur. This is compensated for, by an increase oftemperature. The deactivation by sulphur is increased by elevated pressure. At 20bars, it is considered that a sufficient tar conversion can be achieved at 900 “C at aspace velocity of 2000 h-*.This conclusion has been drawn from tests using differentH2S contents up to 500 ppmv. Nickel catalysts have the advantage of being active forconversion of ammonia to Nz. The mechanical strength of these catalysts make themsuited for fixed bed operation. On the other hand, they are not suited for fluidisedbeds, since attrition will cause unacceptable 10SSof catalyst. Another suggestedapplication of nickel catalysts is in a monolith structure (which consists of a largenumber of small parallel, straight channels). Expected advantages of a monolith arebetter dust tolerance and low pressure drop. It is the opinion of the partner VTT thata monolith reactor might be possible to operate at dust loads up to 10 g/m3~.
Long lifetime is required for the nickel catalysts, due to the costs for replacement. Alifetime exceeding 3 years has been estimated to be required for nickel monoliths inIGCC operation. Deteriorating effects on nickel catalysts are not sufficiently clear.For example, the effect of chlorine should be investigated. Leakage of nickel byformation of evaporating nickel chloride is a possible problem. Deposition of dustand possible formation and deposition of carbon are effects that need to be tested fornickel monoliths in long term tests. Sulphur lowers the activity for conversion of tar,methane and ammonia. The retarding effect from sulphur is stronger for methane,than it is for tar. This might be taken advantage of, since an almost tar-free fuel gaswith a considerable remaining content of methane can be produced. This requires areactor with a uniform temperature and an optimised residence time.
It has been found by UCM that carbon formation on the nickel catalyst can beavoided if the tar is partially converted in abed of dolomite before it reaches thenickel catalyst. The tar that could be accepted by nickel catalysts corresponded to aresidual content of about 5 g/m3n.The tendency for carbon formation is probably duenot only to the amount of tar, but also to the tar composition. This composition is
. much dependent on reactions occurring in the gasifier, which are partly non-catalysed and partly catalysed by the char or other materials in the bed. A catalytic
11
“guard-bed” will of course also cause a change the composition of tar, in addition tothe reduction of the amount.
Carbon formation did however not seem to be a problem with the gas containinghigh tar contents (5-15 g/m3.), which was processed by the reversal mode ofoperation used in the RFTC reactor of the BTG gasification system. This was at leastthe result that was found within the limited time of operation that could be reachedwithin the timeframe of this project.
Other types of catalysts that were tested in this project were assessed to not be suitedfor the complete conversion of tar in fuel gas, since they had a too low activity forconversion of the most stable components of the tar.
12
Task C. Modelling of catalytic reactors and overall kinetics
WP-C1. Overall kinetics of catalvsed tar elimination
The overall ability to convert tar was determined by TPS, UCM, KTH and BTG for alarge number of candidate materials, using fuel gas with real tar produced inlaboratory and bench-scale reactors. Experimental work by VTT on the influencefrom mass transfer limitations was also included. Among these were previously nottested basic oxides (dolornites, limestone), cheap natural materials and commerciallyavailable catalysts, such as Ni catalysts, which have been developed for otherpurposes. In the individual reports from the partners, results on overall kinetics withdifferent catalysts are presented also under the headings of work packages B3, B5,C3 and D1.
WP-C2. Kinetic rate model-NH3
A large part of the nitrogen content in fuels is converted to NH3 in gasification. Thiscomponent should be eliminated from fuel gas since it is a source of NOX formationwhen the gas is burnt. Dolomite is not active for conversion of NH3 to N2. Thus, it isof interest to find some other catalyst for this purpose. Cheap and non-poisonouscatalysts are required for processes where separation of dust from the catalyst is noteconomically feasable. Process schemes where sophisticated catalysts, e.g. Ni-based,can be used have however been suggested.
A power-law type expression was developed by VTT to describe the conversion ofammonia using a commercially available nickel catalyst.
The iron catalyst described above (WP-B2) was tested by TPS as a candidate for lowcost catalysts. A catalytic effect was found and quantified and a simple rate modelwas formulated. This catalyst might be useful in combination with a tar-convertingcatalyst in process schemes where a sophisticated catalyst not can be afforded.
WP-C3. Reactor modelling
A reactor model was developed and applied for the scale-up of the RFTC reactor.
Plug flow reactor models for dolomite catalyst were developed and tested by RUGand VTT on the basis of the kinetic models obtained. RUG developed a model forcalculation of concentration and temperature profiles at stationary conditions.
A large reactor using operation conditions close to practical reactors was used in themodel testing by VTT. Gas partial oxidation was used to heat up this reactor. Thereactor model included the effects of mass and heat transfer in addition the chemicalreaction.
The detailed kinetic information obtained for single tar compounds, and dataobtained by sampling of tar at different positions in catalytic reactors using the SPAmethod as well as direct mass spectrometry, and experimental procedures with shortresidence times in the catalytic bed are input to the reactor modelling work.
A model was also developed by UCM for the attrition and elutriation of dolomite in afluidised bed..
13
Task D. Application of gasifying systems for biofuels
WP-D 1. GasifvinE-Gas cleaning units
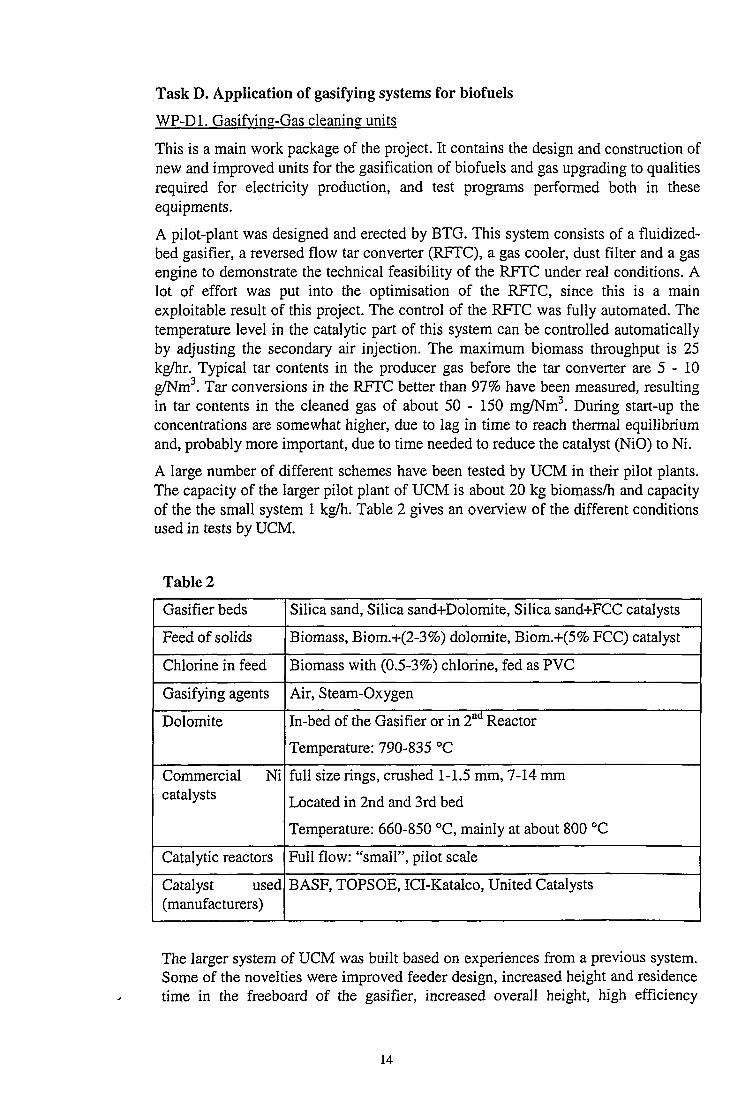
This is a main work package of the project. It contains the design and construction ofnew and improved units for the gasification of biofuels and gas upgrading to qualitiesrequired for electricity production, and test programs performed both in theseequipments.
A pilot-plant was designed and erected by BTG. This system consists of a fluidized-bed gasifier, a reversed flow tar converter (~C), a gas cooler, dust filter and a gasengine to demonstrate the technical feasibility of the RIWC under real conditions. Alot of effort was put into the optimisation of the RFTC, since this is a mainexploitable result of this project. The control of the ~C was fully automated. Thetemperature level in the catalytic part of this system can be controlled automaticallyby adjusting the secondary air injection. The maximum biomass throughput is 25kg/hr. Typical tar contents in the producer gas before the tar converter are 5- 10g/Nm3. Tar conversions in the RFTC better than 97% have been measured, resultingin tar contents in the cleaned gas of about 50 - 150 mglNm3. During start-up theconcentrations are somewhat higher, due to lag in time to reach thermal equilibriumand, probably more important, due to time needed to reduce the catalyst (NiO) to Ni.
A large number of different schemes have been tested by UCM in their pilot plants.The capacity of the larger pilot plant of UCM is about 20 kg biomass/h and capacityof the the small system 1 kg/h. Table 2 gives an overview of the different conditionsused in tests by UCM.
Feed of solids Biomass, Biom.+(2-3%) dolomite, Biom.+(5% FCC) catalyst
Chlorine in feed Biomass with (0.5-3%) chlorine, fed as PVC IGasifying agents Air, Steam-Oxygen I\Dolomite In-bed of the Gasifier or in 2ndReactor
Temperature: 790-835 “C
Commercial Ni full size rings, crushed 1-1.5 mm, 7-14 mmcatalysts Located in 2nd and 3rd bed
Temperature: 660-850 ‘C, mainly at about 800 “C,
Catalytic reactors FuI1flow: “small”, pilot scale ICatalyst used BASF, TOPSOE, ICI-Katalco, United Catalysts(manufacturers)
The larger system of UCM was built based on experiences from a previous system.Some of the
. time in thenovelties were improved feeder design, increased height and residencefreeboard of the gasifier, increased overall height, high efficiency
14
cyclone after the dolomite FB reactor, improved condensate sampling devices andimproved design of the catalytic reactor.
This system contains a full i-lowcatalytic reactor, but also two smaller experimentalreactors coupled in series to a side-stream. A large number of catalyst combinationshave been tested in these reactors, using silica sand or silica sand mixed withdolomite as bed material in the gasifier. Table 3 gives an overview of the differenttypes of experiments done by UCM on combinations of catalysts. It was found byUCM that optimal performance of dolomite for primary tar conversion is obtainedwhen the bed contains 20-30 % of dolomite. Tar contents achieved by this methodin air gasification were about 1 g/Nm3. Very high tar conversion is obtained withnickel catalysts, resulting in residual tar contents down to as low as a few mg/Nm3.
Table 3
Gasifier Gasifier 1st Gas 2nd Gas CleaningCleaning
Gasif. Agent Bed catalytic catalytic reactorreactor
H20 + Oz SilicaSand Dolomite 7 Ni cats
HZO+ 02 SilicaSand SilicaSand 1Ni cat
HZO+ 02 SilicaSand DN-34 1 Ni cat
H20 + 02 SilicaSand Dolomite SilicaSand
H20 + 02 SilicaSand SilicaSand Dolomite
HZO+ 02 SilicaSand 1Ni cat. 1Ni cat
H20 -!-02 Silica Sand + Dolomite 1 Ni catDolomite
Air Silica Sand + Silca Sand 1N1cat.Dolomite
Air Silica Sand + Dolomite 1Ni cat.Dolomite
Air Silica Sand + 1 Ni cat. 1Ni cat.Dolomite
Air Silica Sand + Silica Sand SilicasandDolomite
Some tests in a fluidised bed (capacity 10 kgh) were ako performed by TPS.Dolomite was used as bed material. Quite low tar contents (< 1 g/Nm3) could beobtained at this small scale. These resuks were in agreement with results from thelarge number of tests done by UCM. Local concentrations of tar components weremeasured in these tests by sampling from different positions in the bed. This wasachieved by a capillary probe which was directly coupled to a mass spectrometer. Itwas shown that the conversion of tar is extremely rapid when the primary tars get incontact with the dolomite catalyst immediately after their release from the fuel
. particles.
15
WP-D2.Gas-Electricity unit
A VW engine (1200 cc) was connected to the installation at BTG in October 1998.Prior to running on producer gas, this engine was tested fuelled by natural gas.Some modifications were required to enable the use of a gaseous fuel. An AEGelectricity generator was coupled to the gas engine.
A number of daily test runs were performed with the complete ‘biomass-to-electricity- chain where ‘green electricity’ was actually produced.
WP-D3. Economic feasibility
An economic analysis of a 2 MW,l power plant was given in the previous ECproject (AIR-CT93-1436). The investment costs for the RFTC have been updatedbased on the new information gained in this project. Specific investment costs wereestimated for scales of 0.4, 1 and 2 MW~l.For the largest scale the specificinvestment costs are about 165 ECU/kW~l. The investment for the RFTC isapproximately 10% of the total direct investment cost of a CHP unit. More detailedcost information is currently collected in a demonstration project at a scale of 400kW.l.
WP-D4. Scaling rules
Scaling rules have been formulated for the RFTC and used for preliminary designof larger units up to 1 MW~l.
Dimensions concluded for an ~C in a 1 MW.l system are:
Diameter vessel: 1.9 m
Diameter reacto~ 1.09 m
Total height: 2.7 m
Height of catalyst: 0.96 m
Height of inert laye~ 0.96 m
Amount of catalysts: 0.9 m3
Amount of inert material: 0.9 m3
16
4. Comparison of Initially Planned Activities andWork Actually Accomplished
The objectives of the project were achieved. Some revisions were made to theoriginal work plan, and these revisions were included in a revised “TechnicalAnnex”, which was submitted to the Commission in september 1998.
Details of the course of development to reach the objectives are discussed more indetail in the individual reports.
5. ConclusionsA complete biomass-to-electricity unit with a new design suitable for small andintermediate scale was erected and operated in a test program.
Progress was made and large further experience was obtained on how tar contentscan be reduced in production of fuel gas at qualities required for electricityproduction by engines at small and intermediate scale.
The SPA method for tar analysis was proven to be a very useful tool in thedevelopment and testing of gasification processes.
Important knowledge and data was revealed concerning the detailed kinetics of tarcompounds and about the intrinsic behaviour of dolomite and nickel-based catalystswhen used for conversion of tar.
The new fundamental information on sulphur adsorption at high temperatures andhigh PH2.s/PHzwill be useful in evaluation of process modifications for improvedresistance to poisoning by sulphur in catalytic hot gas cleaning.
The results of this project will be used in the development and testing work ofgasification processes aiming at electricity production. The results will help indesign work of catalytic gas cleaning reactors and they will also be used to explainthe test results obtained from larger scale reactors.
6. Dissemination of Results
The number of publications resulting partly or fully from this project were
. International Journals 15
● Ph.D. Thesis 4
. M.S. Thesis 6
. Conferences 29
17
CATALYTIC UPGRADING OF GAS FROMBIOFUELS AND IMPLEMENTATION OFELECTRICITY PRODUCTION
B–G EspenasTermiska Processer AB Studsvik
Contract No. JOR3-CT95-O053(January 1996- December 1998)
A description of relationships between the twoprojects
Research funded in part by:THE EUROPEAN COMMISSIONIn the framework of theNon Nuclear Energy ProgrammeJOULE III
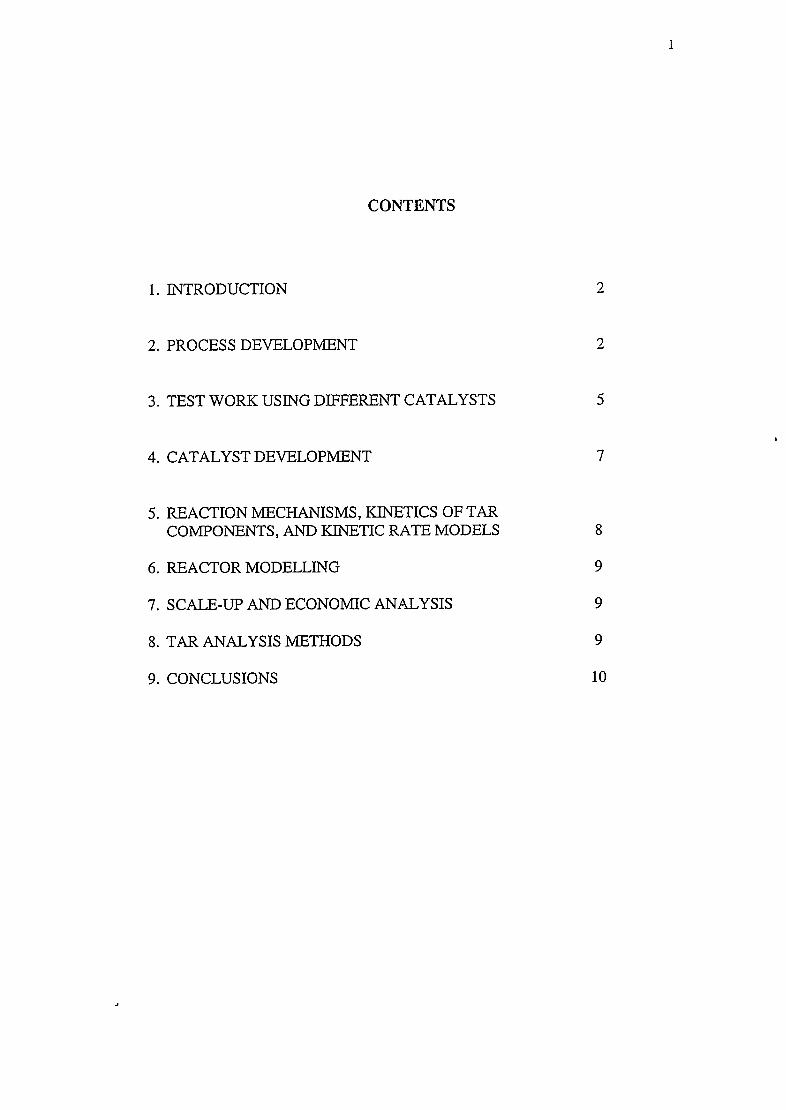
CONTENTS
1. INTRODUCTION
2. PROCESS DEVELOPMENT
3. TEST WORK USING DIFFERENT CATALYSTS
4. CATALYST DEVELOPMENT
5. REACTION MECHANISMS, KINETICS OF TARCOMPONENTS, AND KINETIC RATE MODELS
6. REACTOR MODELLING
7. SCALE-UP AND ECONOMIC ANALYSIS
8. TAR ANALYSIS METHODS
9. CONCLUSIONS
2
2
5
7
8
9
9
9
10
2
1. Introduction
The EU project JOR3-CT95-O053 (here called P2) have been concerned with thedevelopment of technique for production of electricity from biomass bygasification toafuel gmforengines, especially forscale upto5W.. The aimwas both to implement a suggested new technique and to perform basic andapplied research useful in the development of other technical solutions. Thisproject was performed during 1996-1998 by the following, six partners.
1. TPS Termiska Processer AB
2. UCM Universidad Complutense Madrid
3. RUG University of Groningen
4. KTH Kungliga Tekniska Hogskolan
5. BTG Biomass Technology Group B.V.
6. VTT Technical Research Centre of Finland
Partners No. 1-5 had cooperated previously in the project AIR2-CT93-1436 (herecalled P 1) for R&D on gasification of biomass. That project was carried outduring 1994-1995. Both projects consisted of a combination of applied and basicR&D. A description of these two projects and how they are related to each otherfollows below.
2. Process Development
~
A reversed flow tar converter (RFTC) reactor was suggested by BTG as onetechnical solution for upgrading of the raw gas obtained from biomass gasifiers atgood overall thermal efficiency in systems at small and medium scale. An RFTCwas built and tested in combination with a fixed bed gasifier. The goal within PIwas to demonstrate the technical feasibility of this technology. The results fromthis work became the starting point of continued development that was performedin P2.
UCM built a bench scale unit (1 kg biomass/h), which contained two down-streamcatalytic reactors. Tests were done with air-blown gasification using a silica sandbed in the gasifier and dolomite and nickel catalysts in the down-stream reactors.The effects of variations of a number of process parameters and different modesof operation in the down-stream reactors (fixed bed or fluidised bed) wereinvestigated. A large number of conclusions were drawn based on the experiencesfrom this work.
~
The work of BTG was mainly de~cated to the further development of the ~C.The work in P2 was a logical continuation of the preceding work in P1.
Main tasks for BTG were,
3
to demonstrate that applicability of the RFTC isgasifiers only, but also for fluidised bed gasifiers
not limited to fixed bed
to improve the RIWC based on the previous experiences. The new versionwas fully automated and acted as a prototype for commercial units.
to demonstrate the ~C in the complete ‘biomass to electricity chain’ in a100 kWti unit.
These three items were successfully executed in this project. The next future stepto be taken by BTG will be a demonstration of the RFTC in a (semi)-commercialunit
UCM performed test programs in a new larger pilot plant (up to 20 kg biomasdh)which had been financed from different sources. A full flow reactor for thissystem was designed, constructed and operated in P2. The bench-scale equipmentthat was built in PI was also used for test work in P2. A large number ofparameters and combinations of catalysts were tested in these systems.
Tests with dolomite in the gasifier bed were performed by UCM. TPS made alsosome test runs in their 50 kWti FB gasifier unit, complementary to the work ofUCM. TPS used dolomite alone, while UCM fed dolomite together with the fuelin order to obtain a lowered rate of attrition and loss of dolomite, from theresulting bed consisting of dolomite and silica sand The results obtained by UCM,as well as by TPS showed that rather low tar contents, <lg/nm3, can be obtainedat this small scale. It is expected that higher tar contents will be obtained influidised beds of larger scale, since the contact between gas and solids becomesless effective at increasing bed size.
Table 1 gives an overview of the different conditions used in tests by UCM.Figure 1 gives an overview of how the work performed by UCM is related to thetwo projects (and also to work within a third JOU project).
Feed of solids Biomass, Biom.+(2-3%) dolomite, Biom.+(5% FCC)catalyst
Chlorine in feed Biomass with (0.5-3%) chlorine, fed as PVCI
Gasifying agents Air, Steam-Oxygen
Locations of dolomite Downstream, In-bed of the Gasifier
Commercial Ni catalysts full size rings, crushed 1-1.5 mm, 7-14 mm
Located in 2nd and 3rd bed
Catalytic reactors Full flow: “small”, pilot scale
Catalyst used BASF, TOPSOE, ICI-Katalco, United Catalysts(manufacturers)
.
4
FIGUR 1 Overview of work performed by UCM.
3. Test Work Using Different Catalysts
~
UCM made tests with four spanish dolomites, mainly using a fixed bed after thefluidised bed gasifier. UCM performed a test program with one nickel catalyst andinvestigated the effect of a “guard bed” of dolomite to improve the performance ofthe down-stream nickel catalyst.
TPS tested three of the spanish dolomites for conversion of tar from biomass in abench-scale unit (fixed bed) for a comparison with the performance of the swedishGlanshammar dolomite. The latter catalyst can be regarded as a reference catalyst,since it has been widely used at large scale, as well as in laboratory tests.Considerable differences were found in the ability of these dolornites to convertthe most refractory of the tar components.
KTH performed tests using Sala dolomite and a nickel catalyst at differenttemperatures and residence times, and using straw and Miscanthus fuels. The SPAmethod was applied to investigate influences from temperature, residence time,fuel and catalyst type on the amount and composition of the residual tars.
BTG investigated tar conversion with carbonaceous materials, such as char, withthe aim to be used in their RFTC reactor. These materials were found to not besuitable for this purpose. Dolomite was also tested for the RFTC, but was found tobe too fragile to be used in a fixed bed.
~
Tests were continued with a number of commercially available catalysts and withother, cheap materials. The commercial y available catalysts that were tested aredeveloped for other purposes, mainly steam reforming of naphtha and natural gas.
UCM investigated the performance of eight commercial catalysts, which aredeveloped for steam reforming of naphtha and natural gas, in conversion of tar ingas from fluidised bed gasification of biomass. The catalysts for steam reformingof naphtha showed to be better suited than those developed for natural gas.
TPS tested limestone for a comparison with dolomites in ability to convert tar,using tar-containing gas produced from biomass. It was found that limestone(Orsa) can be as useful as dolomite as a catalyst for tar conversion. Both theactivity and mechanical properties of the tested limestone were found to be similarto those of best suited dolomites. It was concluded that differences of propertiesfor this application within each of the categories dolomite and limestone seem tobe larger than differences between the best suited of each category. The possibilityto use limestone as an alternative to dolomite is a clear advantage, since thenumber of available sources of limestone is large, and larger than for dolomites.
KTH made tests with tar-rich gas, using dolomite, SiOz and combinations ofthese. Some tests were also done with Raschig rings, consisting of a ceramicmaterial.
BTG investigated a number of cheap, non-poisonous materials. None of them hadsufficient activity. Finally, BTG decided to use a nickel-based catalyst in theircontinued work to develop the RFTC reactor.
6
UCM and TPS investigated an “in-equilibrium” FCC catalyst (i.e. used catalystobtained from oil refining industry) for the lowenng of tar yields. UCM carriedout tests in fluidised bed gasification, where the FCC was added simultaneouslywith the fuel. It was found that the amount of tar from the gasifier was lowered.The cataIytic effect on naphthalene was tested by TPS. It was shown that the FCCcatalyst was not able to convert stable tar components, such as naphthalene. Theresults indicated that used FCC catalysts might be used as a cheap “pre-catalyst”to avoid carbon formation on a sophisticated catalyst in a secondary reactor,provided that the particle separation can be arranged at acceptable cost.
Influence from contaminants and type of fuel
Deactivating effects from sulphur and chlorine were investigated in P2.
V’IT investigated extensively the influence from H2S on the activity of nickelcatalysts in decomposition of hydrocarbons and ammonia, using differenttemperatures, sulphur contents and pressures. The adsorption behaviour of sulphuron nickel was investigated specifically.
UCM and TPS investigated the influence from HC1 on the decomposition of tar,when catalysed by dolomite. TPS made measurements to accurately determine atwhich conditions deactivation of the dolomite arises in a synthetic gas mixture.UCM investigated the deactivating effect from chlorine added as PVC in the fuelto a fluidised bed gasifier. It was found that there is a very sharp limit in HC1concentration, below which the deactivating effect is negligible. The dolomite israpidly and completely deactivated when this limit is exceeded.
KTH investigated effects from temperature, residence time and fuel type on thecomposition of tars obtained with and without catalytic treatment. Fuels used inPI and P2 were Miscanthus and straw. Birch and olive kernels were also used asfuels in P1. The latter fuel was too difficult to use due to sintering effects, whichwere believed to be caused by a high content of alkali. A general conclusion fromthe tar composition analyses was that the tar composition is related to the fuel typeat mild reaction conditions, while tars from different fuels closely resemble eachother after treatment at severe conditions (high temperature or catal ytic treatment).A tendency for tar from straw to be the easiest to decompose to solely naphthalenewas found.
4. Catalyst Development
fi
A cheap iron-based material (a by-product from steel manufacturing) was pre-treated and tested as catalyst for conversion of naphthalene in a synthetic gasmixture. A very high activity for conversion of the naphthalene was shown. It wasinterpreted that iron carbide is the catalytic active phase, which was obtained aftertreatment with hydrocarbons and/or C02.
~
The iron-based catalyst was tested further in gas containing real tar. Unfotunatel y,it was found that the activity for decomposition of tar could not be retained withinall the range of gas compositions that is typical for gasified biomass (A slightlyhigher content of hydrogen was found to be necessary). This catalyst was alsotested for its ability to decompose NH3, in gasified biomass, since no cheapmaterials yet have been found to have a good catalytic effect on NH3. Thismaterial showed to have a catalytic effect. A simple rate expression for thisreaction was evaluated. These results on decomposition of ammonia motivatecontinued interest in this catalyst.
It was investigated to which extent the conditions during calcination influenc thecatalytic ability of dolomite. It was found that the catalytic properties and relationsbetween catalytic ability and specific (internal) surface area vary, depending onthe method of calcination. These relations are different for materials produced in alime kiln and material produced in a fix bed in laboratory, in spite of attempts touse similar conditions (temperature, heating rate, gas composition). Lower activitywas obtained for materials produced by a lime kiln, as compared to materialsprepared in the laboratory or by direct feeding to the tar-converting reactor.
Results that were obtained on the relation between catalytic ability and porestructure indicate that differences in catalytic ability of these materials are due todifferent crystal structure, or to formation of “bottle-neck pores”, or a combinationof these effects.
Expected possibilities to take advantage of large surface areas of some fragilematerials based on CaO as the active component, and using a carrier material,were investigated. Unfortunately, unexpected low activity was found for thesematerials.
KTH investigated effects that can be obtained by Si02. This was based on anobservation that remarkably low tar contents have been obtained in gasification ofrice husk, which contains finely divided silica. Tests performed with a silicacarrier with large surface area in combination with dolomite showed a positiveeffect on lowered tar formation.
Initial tests with a new catalyst developed at the University of Strassbourg wereperformed by RUG in a late phase of the project. Results obtained so far arepromising, but further testing in real gas from a gasifier and with different fuels isneeded.
The experiences by the partners with different catalysts and catalyst applicationswere compiled in a presentation in the final report of P2.
5. Reaction mechanisms, Kinetics of Tar Components andKinetic Rate Models
UThe kinetics of conversion of naphthalene in different gas mixtures and atdifferent temperatures was investigated by TPS. The gas components thatinfluence the reaction rate were identified. Rate equations were formulated fornaphthalene using a dolomite and a limestone as catalyst.
Results indicated that formation of a carbonaceous layer on the internal surfacesof dolomite might be an important part of the reaction mechanism, and that theamount of such carbon is important for the overall activity of the catalyst.
The influence on decomposition of tar from injection of a small amount ofoxygen, immediately in front of a dolomite bed was investigated. Interestingresults were obtained, indicating that this was not only a “thermal” effect from thecorresponding increase of temperature.
QTPS complemented kinetic data of tar components by an investigation of thekinetics of biphenyl. A preliminary test was also performed with phenol (whichshowed to have a very high reaction rate, and thus should not be a limiting factorin an efficient reactor).
RUG investigated kinetics of decomposition of benzene at different gascompositions and temperatures. RUG experienced experimental difficulties intests with the other tar components, which were planned to be investigated. Thesecomponents are solids at ambient temperature. A dedicated, heated fluid feedingsystem that was purchased did not perform as expected, in spite of large efforts bythe manufacturer to solve this problem.
VTT continued and finalised work on the kinetics of decomposition of benzene,where kinetic rate expressions were evaluated.
TPS, RUG and VTT made tests at similar conditions using a model tar compound(benzene) in order to assure that their equipments produced comparable results.Some deviations were found initially, and the causes to these were found andcomected.
TPS and VTT’investigated whether there is any interaction between slow reactinghydrocarbons in a dolomite bed that affects the reaction rate. It was found thatsuch interdependence is only minor and in practice negligible.
RUG investigated further the positive effect from air injection indicated in PI. Itwas concluded from experiments and a theoretical analysis that the effect onincreased conversion of aromatic hydrocarbons (using benzene in test work)might be solely due to the local rise in temperature. An “inert” bed of SiC in frontof the dolomite bed was used in the experiments by RUG. A combined effect fromoxygen and dolomite, which possibly might explain the results in PI, can howevernot be excluded by these latter results.
TPS made an extensive investigation of the role of the formation of acarbonaceous layer on the internal surfaces of the catalyst in decomposition of tar
. components (naphthalene and benzene). This effect was verified to occur, and its
9
influence on the catalytic activity was quantified. The amount of carbon, the rateof its formation, its reactivity and change of carbon reactivity With time wasdetermined. It was found that it takes a considerable time for the carbon layer toincrease to a steady-state amount. Measures that can be taken in a gasificationprocess to lower the amount of carbon on the catalyst should increase the catalystactivity, e.g. the addition of a small air stream in the recirculation loop of a CFBgasifier.
6. Reactor Modelling
UBTG made calculations to estimate temperature profiles and heat waves in theRFTC reactor.
~
RUG formulated a reactor model for a fixed bed where determined rate equationsfor tar components were used, and taking heat effects into account.
VTT formulated a reactor model, where the effect from oxygen injection wasincluded, and using derived kinetic rate equations for tar components. Testing ofthis model was carried out in a larger reactor (id. 25 mm) than that used forkinetic studies.
UCM formulated a model for the elutriation of dolomite from fluidised beds.UCM suggested also a “lumped-model” for treatment of the kinetics, where tardecomposition is treated as a reaction network consisting of a limited number ofgroups of compounds.
TPS performed experiments with probe sampling to a directly coupled massspectrometer, and verified that very few tar components remain already at veryearly positions in a fixed bed. It was thus shown that the kinetics of few tarcompounds are sufficient to design and analyse the behaviour of a fixed bedreactor.
7. Scale Up and Economic Analysis
Tasks on Scaling up and Economic analysis were carried out by BTG. Work donein P2 was to update the figures generated in PI, based on updated information andexperience gathered in P2, especially on the RFTC.
8. Tar Analysis Methods
=
KTH developed the SPA method for tar analysis.
TPS introduced direct mass spectrometry (without pre-separation of components)as a very useful method in work on determination of reaction kinetics of tarcomponents, as well as for monitoring of gas quality and performance of gasupgr-adingequipment.
~,KTH improved the SPA method further. KTH and BTG adapted SPA as a
10
“standard procedure” for analysis in their R&D work. Currently SPA is beingdiscussed to be adapted as an international standard procedure for tar analysis inthe work on standardisation of such methods in work initiated by the EC.
TPS and RUG used MS as a main tool in work on reaction kinetics and catalysttesting.
9. Conclusions
Project 2 can be characterised as a logical follow-up project to Project 1. Lines ofdevelopment that was initiated in PI were followed in P2, with the result thatsome ideas were successful while others were shown not to be feasible. Thepartners of these projects consider that this work will contribute significantly tothe development and implementation of improved gasification techniques forbiomass. The gained knowledge and experiences form an important part of a basisfor coming demonstrations and further development and research.
The successful outcome of these projects have already got concrete forms byadvanced plans for demonstration projects, where results from this work constitutean important basis.
A contract has recently been signed by BTG to carry out the pre-engineering of larger systems. A proposal is pending for ademonstration at a scale of 1 MWel.
TPS is currently planning a combined R&D and demonstration projectfor a system where 5 MW.l will be produced by an engine. This workwill be performed in close cooperation with a european powercompany.
TPS Termiska Processer AB
Catalytic Upgrading of. Gas from Biofuels andImplementation ofElectricity Production
Final Report(1 Jan 96-31 December 98)
Espenas, B-G
TPS Termiska Processer AB
Contract JOR3-CT95-0053
Research funded by
NUTEK
and
EUROPEAN COMMISSION, DGXII
1
in the framework of theJOULE III PROGRAMME
TPS Termiska Processer AB
Table of Contents
1. Executive summary
2. Scientific and technical description of the project
3. Comparison of initially planned activities and work actually accomplished
4. Conclusions
Notation
Annexes
Appendix I. Drawing of the microreactor system
TPS Termiska Processer AB
1. Executive Summary
The scientific and technical contribution of TPS was concerned with following itemsof the project work programme.
9 Kinetics of single tar compounds.The kinetics of conversion of biphenyl with dolomite (Glanshammar) wasdetermined at different temperatures and gas compositions, to complement the dataobtained previously and by partners on benzene, naphthalene, toluene. Some testswere also done with benzene in order to check comparability of results obtained byRUG and VTT.
9 Interdependence of reaction rates.Tests were performed to show whether there is any interdependence ofdecomposition rates of slow reacting tar compounds and other hydrocarbons. Thecombinations that were tested by TPS were benzene-toluene, naphthalene-benzene,naphthalene-Cfi, naphthalene-ethylene, naphthalene-(benzene+Cfi+C2w. It wasfound that interdependence of these components is very small. Only in the case ofmixing all these components, a minor lowering could be observed of thedecomposition rate of naphthalene.
> Reaction mechanism.The role of formation of surface carbon was investigated during decomposition ofaromatic hydrocarbons, i.e. typical residual tar components, and using dolomite ascatalyst. The amount of carbon formed, its influence on the overall reaction rate, therate of its formation and gasification was determined. The hydrocarbons used for thisstudy were naphthalene and benzene. The initial decomposition rate was found to beabout 4 times higher than the steady-state reaction rate. This can be taken advantageof e.g. in a circulating fluidised bed reactor, where a little addition of air in therecirculation loop will have a substantial positive effect on the catalyst activity.
Relationships between conditions during calcination, pore structure and overallreaction rates for the catalysed conversion of aromatic hydrocarbons wereinvestigated using different dolomites. It was found that there is no clear-cutrelationship between the catalytic ability and specific surface area. It was concludedfrom SEM micrographs and calculations based on the sizes of subgrains (particlesbetween large micropores), micropore structure and reaction kinetics that differentpore structures, as determined by the BET and Hg porosimetry methods, can notexplain different catalytic abilities. Two hypotheses remain for the explanation ofthese results. One is that the differences in catalytic ability is caused by differentcrystallography of the active surfaces. The second is that a part of the microporesdetected by BET are not available for reaction due to “bottle-neck pores” havingrestriction with very small diameter.
> New CatalystsThe work by TPS within this task was based on an idea to take advantage of largesurface areas of some materials containing CaO as the catrdytic component. Thecandidate materials have physical properties which make them not suitable to use assuch in a fluidised bed. In case they would have a high catalytic activitycorresponding to their large specific surface areas, they might be useful in
4 combination with a cheap carrier material, giving the mechanical strenght needed.
TPS Termiska Processer AB 4
Unfortunately, it was found that the large surface areas of these materials do notcorrespond to any improvement in catalytic ability.
> Effect of HC1 on catalytic performance of dolomite.It was shown that dolomite is not deactivated by HCI, as long as the HCI content isbelow the concentration where CaC12is formed. Catalyst deactivation indicated thatthe formation of CaClz occurred at a content of HCI, which is si=~ificantly higher(about double) than expected from equilibrium calculations. It was also found thatany recovery of catalytic activity by back-reaction of CaC12to CaO is very slow.
> Catalyst applicationsExperiences by the partners of the behaviour of different catalysts and catalystsapplications were compiled from discussions and from responds to a questionnaire.The result is presented in the common final report.
> Overall kinetics of catalysed tar eliminationIt was verified that limestone can work as well as most active dolomites as a catalystfor conversion of tar. Results with a model tar compound (naphthalene) showing thata large internal surface area of a dolomite (Microdol) did not correspond to a bettercatalytic ability were verified.
> Iron CatalystA cheap iron-based material, which is a by-product from steel manufacturing wastested for its ability to convert NH3 to Nz in a synthetic fuel gas. A catalytic effectwas found, and a simple rate expression was evaluated for the reaction rate in asimulated biofuel gas.This catalyst was not active for conversion of tar in gasified biofuel, although itsactivity for conversion of tar is very high at a slight increase of the hydrogen content.
> Gasifying and Gas cleaning unitsFormation of tar was investigated in fluidised bed gasification, using only dolomiteas bed material in a small pilot plant (6 kg/h, 12 kg dolomite, calcined weight). Tarcontents below 500 mg/Nm3 were obtained. These results were in agreement withresults from extensive work performed by UCM (1 g/Nm3 obtained in a similarequipment at a higher throughput, and with a mixture of dolomite and silica sand).
TPS Termiska Processer AB
2. Scientific and Technical Description of the Project
The work content and results are presented below on a task by task basis.
WP-A1 Kinetics of Tar Hydrocarbons with Basic oxide Catalysts
Kinetic data were determined for benzene in steam/hydrogen mixtures at conditionssimilar to those used by RUG and VTT in a round test, in order to assure that kineticdata determined for other different tar components would be obtained and comparedat a common basis. These results were evaluated together with data obtained by RUGand VTT. The result of this work is presented in the individual report of RUG.
Kinetic tests were performed with phenol and biphenyl, to complement the detaileddata on the kinetics of benzene and naphthalene. These compounds are among thefew components that sometimes remain to some extent after catalytic treatment withdolomite. In these tests the amount of catalyst (1.8 g) was halved and the gas flow(353 ml.bin) about doubled compared to corresponding tests with naphthalene, inorder to compensate for expected higher reaction rates.
It was found that the reaction rate of phenol was very high. After lowering of thetemperature to 800 ‘C, phenol was still not present in detectable amount after the testbed. Further tests with phenol were not made, since the conversion of this highlyreactive component should then not be a limiting factor in an efficient reactor.
Data on activity for the conversion of tar compounds are presented as a rate constantk,, or k~ which is calculated by
kW= -ln(l-X) / (WIF), where
W is the weight of dolomite in its uncalcined form and F is the volume flow of gas atreaction conditions.
kv= -ln(l-X) / (V#), where
VPis the particle volume.
The kinetic data obtained for biphenyl are presented in Figures 1-3. Influence fromtemperature which is shown in Figure 3 corresponds to an activation energy of 174KJ/mol. It has been shown previously by TPS, as well as by RUG and VTT withinthis project, that H20 and H2 are the main gas components of gasified biomass thatinfluence the reaction rate of aromatic hydrocarbons, such as naphthalene. Theinfluence from these components in conversion of biphenyl was investigated byvarying the content of each of these components, while the partial pressure of theother component was kept constant at 15 ld?a. The results are presented in Figures 1and 2. It was shown that benzene is a major primary reaction product from biphenyl.Formation of other aromatic hydrocarbons was negligible. Up to 50% of the carboncontent of converted biphenyl was found as benzene at the reactor exit, using aresidence time of about 25 ms, where conversion varied between 34’%and 66% in thetemperature range 800-860 ‘C.
TPS Termiska Processer AB 6
35
30
25
10
5
0
o 2 4 6 8 10 12 14 16
H2 Content, ‘7.
Figure 1. Influence from the content of Hz on the rate constant for conversion ofbiphenyl in a mixture of varied contents of Hz and 15% H2 and argon.Catalyst: Glanshammar dolomit.
50-
45- 1
40-
35-
30-+
~
‘- 25&
w
20-
15-
10-
5-
o-l
0 2 4 6 8 10 12 14 16
H20 Content, %
Figure 2. Influence from the content of H20 on the rate constant for conversionof biphen yl in a mixture of varied contents of HzO and 15% Hz andargon at 800 “C. Catalyst: Glanshammar dolomit.
TPS Termiska Processer AB
45-
40-
35
30- f P
<25-
2 20- 4b
15 A.
10-
5-
0.
760 780 800 820 840 860 880
Temperature, deg. C
Figure 3. Influence from temperature on the rate constant for conversion ofbiphenyl in a mixture of 15% H20 and 15% Hz in argon.Catalyst: Glansharnmar dolomit.
WP-A2 Interdependence of Reaction Rates of Tar Components
The following experiments were performed to investigate possible interactionsbetween different hydrocarbons in the catalytic process. In all these experiments, thegas contained 15% Hz and 15% HzO.
Benzene was converted at an inlet concentration of 958 ppm and without anyother hydrocarbons present. The catalyst used was Glanshammar dolomite.Conversion of benzene at the same conditions, except for toluene also beingadded at the same inlet concentration, 958 ppm. The conversion of benzene wasnot influenced by the addition of toluene.
Naphthalene was converted at an inlet concentration of 420 ppm without anyother hydrocarbons present. This was compared to the results where 958 ppmbenzene, 5% CH4 and 2% C2fi were added separately together with naphthalene.The conversion of naphthalene was not influenced by any of these additions.
Benzene (958 ppm), Cm (5%) and C2fi (2%) was added all together with thenaphthalene. In this case, the conversion of naphthalene was lowered somewhat,but only slightly, as shown in Figure 4 (between 408 and 420 on the time scale).
Finally, a test was done using Microdol dolomite. Naphthalene was convertedwith and without addition of benzene. The content of benzene used was 2000mol-ppm, which is in the upper part of the range of benzene occuring in dolomitebeds fed with gasified biomass. Also in this case, no influence was found fromthe benzene. This experiment is illustrated in Figure 5.
TPS Termiska Processer AB 8
5E-O?
4E-cS’
3E-09
2E-O?
1E-W
OE+IXI
Influence from Other Hydrocarbons onNaphthalene Conversion
Figure 4. The influence from temporary addition of 958 ppm Benzene+5% CH4 + 2% C2H4 on the conversion of Naphthalene, at 420ppm inlet concentration. Catalyst: Glanshammar dolomite.
5 Cc-s.so
4%.,0
,m’em
XxGta
SCQE.:0
Zccela
,s.,0
5cQE.11
Influence from Benzene on Conversion of Naphthalene
11 I
No Benzene added~~
Occami123 tza tza mm ,350
ml 12s sock
Figure 5. Influence from Benzene on the Conversion of Naphthalene.Catalyst: Microdol dolomite
TPS Termiska Processer AB 9
ConclusionIt can thus be concluded that the interdependence between slow reacting tarcomponents is negligible. Only a minor influence was found from low molecularweight hydrocarbons present at concentrations typical for gasified biomass. Reactionrates of tar components determined for single components can be regarded asadditive. This simplifies the use of rate equations determined for single compoundsin the design of catalytic reactors.
WP-A3 Reaction Mechanism
The work within this WP was devoted to two subjects. These were
A. The relations between reaction rate for catalysed conversion of aromatichydrocarbons, pore structure and conditions during calcination, and usingdifferent dolomites.
B. The importance of a steady-state surface carbon layer, which is formed when theconversion of hydrocarbons is catalysed by calcined dolomite.
Pore structure and catalytic activityIt was an important purpose of this work to investigate which factors that aregoverning the different overall activities of different basic oxide catalysts. Suchinformation will be useful for attempts to obtain a catalyst of this kind, which has anoptimal performance. The properties as a catalyst are expected to be dependent onthe time, temperature and the gas environment during and after calcination of the rawmaterial.
Dolomites originating from four quarries were included in this investigation. Thedolomites were calcined by different procedures. Samples were prepared bycalcination at programmed heating rates up to two different temperatures, 1050 Cand 1200 C. This was done in a small quartz glass reactor which in most casescontained an amount corresponding to 2.6 gram of fully calcined dolomite in a fixedbed. The particle size range was 0.5-0.71 mm. The gas mixture used contained 7.6%CO, and 7.9% 1$0 and nitrogen. The gas flow was 189 mlhin (O C, 1.013 bar).These samples are designated e-samples. Some samples were also taken from thesedolomites after being calcined in an oil-fired rotary kiln. These samples aredesignated f-samples.
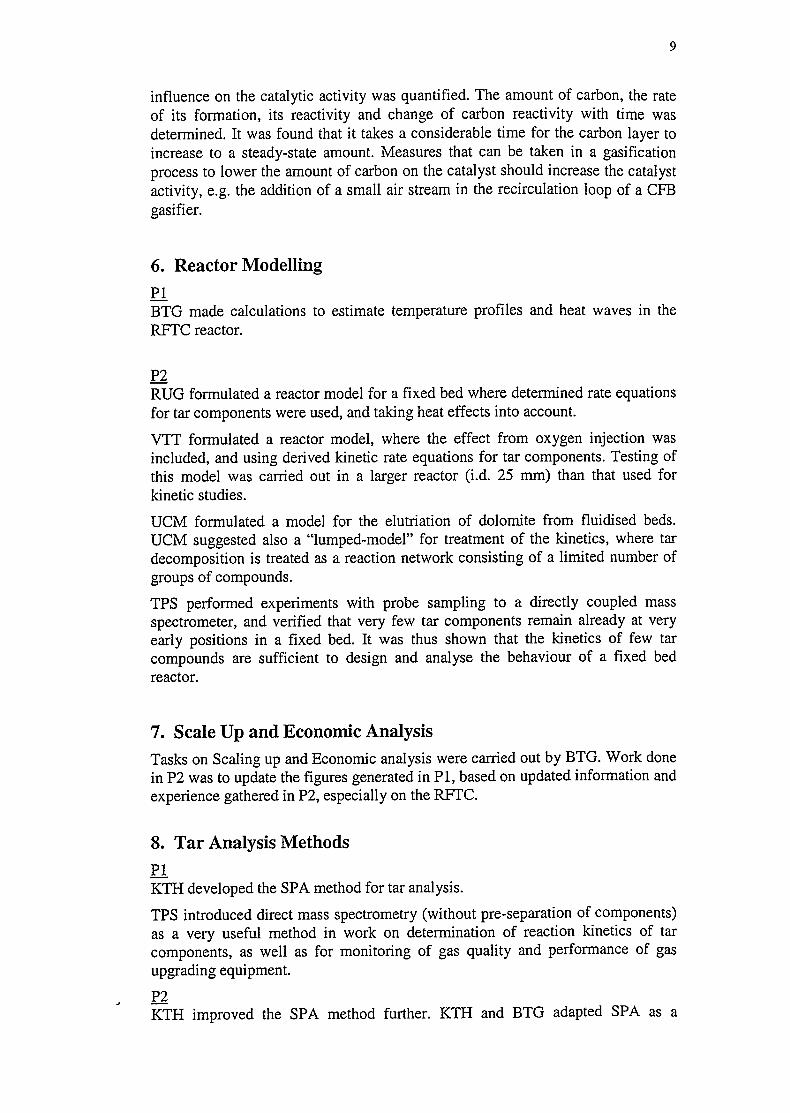
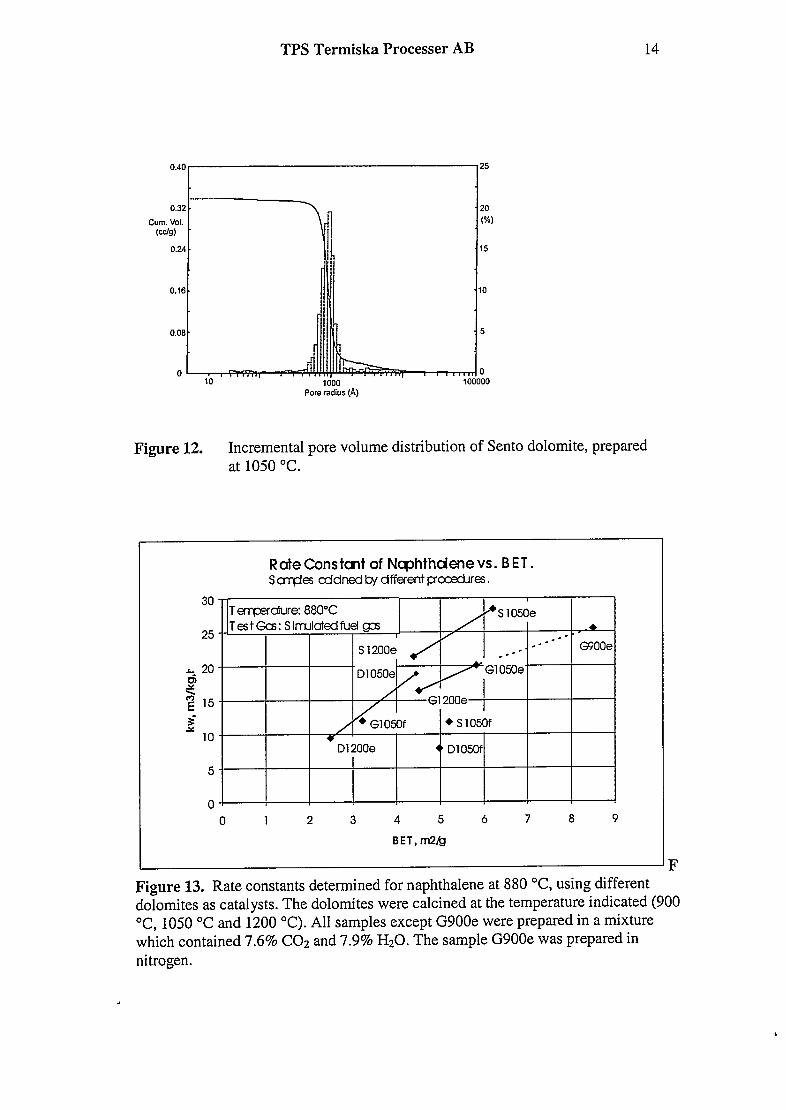
Internal surface area and pore size distribution was determined by the BET nitrogenadsorption method. The pore structure of three of the samples that were prepared inthe fixed bed was also investigated by the mercury intrusion method. The catalyticability of the different materials for the conversion of naphthalene contained in asynthetic fuel gas was measured, and kinetic rates were determined. Threetemperatures were used. The gas composition is given in Table 1. Figure 13 showsan overview of rate constants for naphthalene versus the BET surface area at one ofthe test temperatures. BET surface areas are summarised in Table 2 and pore sizedistributions are shown in Figures 6-12.
TPS Termiska Processer AB 10
Table 1. Inlet gas composition used for catalytic conversion of naphthalene atdifferent temperatures.
Component T=850°C T=880°c T=900°C
H2
H20
co
C02
CH4
C2H4
C2H6
Ar
N2
Naohthalene
15.0
15.0
9.2
8.7
2.4
0.45
0.49
24.8
23.8
0.042
15.0
15.0
9.4
8.1
2.5
0.49
0.49
24.8
24.2
0.042
15.0
15.0
9.5
7.7
2.5
0.50
0.50
24.8
24.4
0.042
,
Table 2. BET surface area of examined dolomites
CatalystDo1oI71 D1050e D1050f D1200e
BET-surfacearea [m2/g] 4.45 4.98 2.49
CatalystGlanshammar G1050e G1050f G1200e
BET-surfacearea [m2/g] 5.85 3.22 4.51
Catalyst Sento S1050e slo50f S1200e
BET-surfacearea [m2/g] 6.20 5.20 4.39
Catalyst Microdol M1050e
BET-surfacearea (m2/zl 13.9
TPS Termiska Processer AB 11
Pom Volume Dbtnbwbn
chmrd
•1-D1&-01--D1oW
1 10 tm Km lcaa
P.rc D“ll=kr [AJ I
Figure 6. Incremental BET pore volume distribution of the three Dolofil dolomites
I I
❑+Glm-mm+GIU!Gi
I 10 am Km Icun
Poremmlctcr [A]
Figure 7. Incremental BET pore volume distribution of the three Glansharnmardolomites.
IPore Volume DNribution
SentoOmlb
0.9)141“
‘om8z
“1.I omlo
P.- Osmlv.
1“~ O.mm
[.
M30sun
/.1
Om
05c01
1 10 Im Iww 10XU
P.lm Llknckr fA1
>
LJ---slK&--S12U
Figure 8. Incremental BET pore volume distribution of the three Sentodolomites.
.
TPS Termiska Processer AB
.,,.
00,1
cot
--
:“O(M
E;3 oaa
3oml
am
o,0 K.1 ,9s ,mal
Pen c4.ca.ur D[,il
Figure 9a. Incremental BET pore volume distribution of the Microdol dolomite.
Inmmnenlal Pore Size Dii[ribulh by Surkt CarMkrwhlIosrc (03. 0s mm
Figure 9b. Incremental BET pore area distribution of the Microdol dolomite.
Figure 9c. Cumulative BET pore area distribution of the Microdol dolomite.
TPS Termiska Processer AB 13
‘“’”~ 25I
0’24““””””””-””---—--,,% 120
Cum. Vol.‘\,
(%)(dg)
0.18 ,
\
15
\{
0.12 .};
.I.J!J
10,\.\
.:.:~.:,
0.06.
L
\
,,. , “.,,, ,
5
,,! ~, ‘~,i ;,.,.
. .,!::
o.’, ;. 4.,’,
0
10 ‘ 1000 100000
Poreradius(A)
Figure 10. Incremental pore volume distribution of Glanshan-mm dolomite,prepared at 1050 “C.
0.70 25
..—
0.56 . . 20
Cum.VOl
(Cc/g) %
0.42 . . 15
0.28. - 10
0.14. . 5
010 10+30 100000
Pore radius (A)
Figure 11. Incremental pore volume distribution of Dolofil dolomite, preparedat 1050 “C.
TPS Termiska Processer AB 14
0.40 25
.. . .. . .. .
0.32 . . 20
Cum. Vol. (%)
(dg)
0.24 . 15
0.16 - - 10
0.08- - 5
0 . 010 1000 100000
pore radius (A)
Figure 12. Incremental pore volume distribution of Sento dolomite, preparedat 1050 ‘C.
30
25
5
0
Rate Constcnt of Ncphthdenevs. BET.Sc@es ccidned W dfkxent pcxxcires.
T erqxraiure 880”C + 1050eTest Ga:SirmlakdtW@
r /
●
S 1200e---- ‘- G900e
D1050e
/ + G1200e
+ s 1IJ50f
*D1200e ~‘ D1050f
7 ?
o 1 2 3 4 5 6 7 8 9
BET, rn2&
Figure 13. Rate constants determined for naphthalene at 880 ‘C, using differentdo;omites as catalysts. The dolomites were calcined at the temperature indicated (900‘C, 1050 ‘C and 1200 ‘C). All samples except G900e were prepared in a mixturewhich contained 7.6% C02 and 7.9% H20. The sample G900e was prepared innitrogen.
.
TPS Termiska Processer AB 15
.
A relationship between BET surface area and the catalytic ability is clearly indicatedfor the samples that were prepared in the micro reactor at different temperatures.Two of the samples that were preparedin arotaryldn deviate significantly fromthese relationships.
One of the investigated dolomites, Microdol, has a remarkably large surface areaafter calcining at 1050 ‘C. Pore size and area distribution is shown in Figure 9a-c.The BET area is 2-3 times larger than areas determined for the 3 other dolornites thatwere prepared in the small fixed bed at the same temperature.
Due to the large surface area of Microdol, it was expected that this dolomite wouldhave a good catalytic effect. It was however found that its catalytic ability was low incomparison to other dolomites. It was also found for another material with largesurface area (Wiilfrasorpt) that a large area did not give any increase in catalyticability. These results are presented under WP-A7.
The following discussion is made to sort out possible effects from pore structure, as abackground to explain these partly surprising results.
Effective DiffusionCoeflkient for Naphthdene W 881YC0.10 i
OrdiW Difilon (4,6)0,120.
. —0 8!44Om
:* O,lco0
0
~ 0
~ 0.080.
ordinmy D hilsion (s,=0.4)
n ,-A . t- A~o
~ o.060-
X
?0
#@
~
q o,~
Q
O.ozn
Km&en Diffu <ion
O,oco +
1 10 WI Iwo Iccal Im Im
Pore Diameter [A]
Figure 14. Diffusion coefficients calculated for naphthalene at different pore sizesand at different porosity. The value used for tortuosity is 4.
The mass transport inside the particles is governed by particle size and the sizes ofpores where the mass transfer takes place. Figure 14 illustrates a relationshipbetween effective diffusion coefficients for naphthalene and pore size that wasestimated based on porosity data of calcined dolornites and gas property data. Thesedata were used for an estimation of possible restrictions to mass transport due tolimiting diffusion rate.
It can be seen from BET measurements that the mtin pm of the sufiace flea (morethan 90-95%) is located to pores smaller than 1000 A. In these pores the rate ofdiffusion is substantially lower than diffusion in macropores. Experiments (UCM,TPS) have shown that at increasing particle size, the restriction to mass transfer byinternal diffusion usually begins to be important in particles of calcined dolomite in asize range of approximately 0.5 – 1.0 mm. It can be seen from particle model
TPS Termiska Processer AB 16
calculations, that this size-limit corresponds to diffusion constants which are largerthan those in micro-, meso- and small macropores (c1OOO~). Thus, it can beconcluded that the diffusion into the interior of the particles is governed by diffusionin macro pores.
It is, however, possible that main part of the interior surface area present in smallpores can still be well available to the hydrocarbon molecules, since the length fordiffusion from macropores into micropores is short. Figure 15 shows a SEM pictureof Microdol dolomite. It can be seen from this picture that the material consists ofagglomerates of a size of fairly even size at about 1-2 microns, and that each suchgrain seems to have been formed by sintering of 0.2 micron grains. A similar grainsize of about 0.2 microns, was also found for the calcined Glansharnmar dolomite. Itcan thus be concluded that the distance for diffusion is at least not longer than about1 micron. Calculations of possible limitation of reaction rate due to restrictions todiffusion within these small grains were made. It was found that micropores that aremeasured by BET should not pose any significant restriction to mass transfer acrossthese short distances.
This conclusion follows from a calculated relationship between maximum particlesize having negligible internal resistance to mass transfer (Efficiency factor= 0.99)versus pore size. This is illustrated in Figure 16. The calculation is based on aparticle model with monosized pores. The reaction rate used for this calculationcorresponds to an active dolomite working at about 880 ‘C i~ decomposition ofnaphthalene. The diagram shows that even as small pores as 10 A will not cause anyimportant restriction to mass transfer within grains of a size of about 20 microns(0.02 mm). Even considering large uncertainties in this estimation, there is a goodmargin between the estimated limit size 20 microns, and the size of 1-2 microns ofagglomerated grains.
We can then see two remaining possible explanations to low catalytic ability oflarge-surface-area materials. These would be
a low specific activity per unit surface area, i.e. a different chemical structure ofthe surface
a large content of “bottle-neck pores”, which have narrow sections of a diameterof just a few ~ngstroms. The surface area of such pores is included in dataobtained by the BET method, although might not be fully available for thereacting tar molecules.
There is an experimental technique which might be used to distinguish between thesetwo hypotheses. This is a pulsing technique, based on the same principle as gaschromatography. It would however be quite elaborative to apply such a technique tosolve this problem, and there was not space to perform such work within this project.
TPS Termiska Processer AB 17
Figure 15. SEM picture of Microdol dolomite, prepared at 1050 ‘C in agas mixture containing 8% H20 and 8% COZin Nitrogen
0.45
0.4
0.35
E 0.3E
0.1
0.05
0
II
— kv = 30 (1/s) ,
(kw. 38 m3/lcg,h)Porosity = 0,4Tortuosity. 4 ) y
~
<
1 10 100 1000 10000 100000
pore diameter, A
Figure 16. Calculated particle size where efficiency factor = 0.99 at different poresizes, using a monosize pore model.
.
TPS Termiska Processer AB 18
.
Influence from Temperature
The influence from temperature on the reaction rate of naphthalene, is described bythe Arrhenius diagram in Figure 17. The slopes of the fitted lines correspond to
apparent activation energies in a range 94 to 160 KJ/mol.
The slopes of the lines of the f-samples are not lower than the average of the e-samples. This indicates that the lower catalytic ability of the f-samples is not due to
limited internal diffusion (theoretically, apparent activation energy should be halved,if the rate of pore diffusion was a limiting factor). This indicates that the lowercatalytic ability is caused by a lower activity of the crystal surfaces of these samples.The hypothesis of “bottle-neck pores” can however not be excluded by thisobservation.
4,0
3,5
2,5
2,0
1,5
0,00085 0,00086 0,00087 0,00088 0,00089 0,00090
● D1050f
m D1050e
D1200e
x G1050e
x G1200e
● G1050f
+ S1050e
- S1200e
- s 1050f. . . - D1050f. . -- G1050f
— — slo50f
—S1050e
—S1200e
—G1050e
—D1200e
---- D1050e
—G1200e
v-r (l/K)
Figure 17. Arrhenius diagram for the reaction rate of naphthalene with different—dolomites, calcined through different procedures.
Influence from uarticle size during calcination on ~ore structure
A possible relationship between pore structure and particle size during calcinationwas. Published work (Andersson et. al., 1982) give reason to believe that such a
relationship can occur. In that work eight carbonate minerals were investigated fortheir ability to work as sorbents for sulphur dioxide. Mercury intrusionmeasurements showed that for a majority of these materials, there was a sibwificantlysmaller porosity in large particles, comparing samples of size 1-2 mm to samples ofsize 0.125-0.25 mm. Main difference in pore volume was in macropores, but some
TPS Termiska Processer AB 19
differences did also occur in the size range cIOOO& where main part of surface areais located.
In our work, four size fractions, 0.09-0.1,0.5-0.71 mm, 0.71-1.0 mm and 1.0-1.4 mmwere calcined by programmed heating 10 OC/min up to 1050 ‘C in a gas mixturecontaining 7.6910C02 and 7.9% H20 in nitrogen. The pore structure was investigatedby BET. The BET surface area and pore size distribution was very similar for thethree larger size fractions, as shown in Fi ure 18b. The BET areas for these samples
$were 4.1 m2/g, 4.4 m2/g and 4.0 m /g. The smallest size fraction differedsignificant y from the other three (Figure 18a). Its surface area was 3.0 m2/g and therelative distribution of pore sizes differed also significantly.
Thus our results support the finding that the particle size during calcination can havean influence on the pore structure. This effect has not been explained, although it canbe suggested that the explanation is to find in a different local gas composition insidethe pores of small particles. It is well known that sintenng is influenced both by HzOand COZ, but to different extents. Possibly the gas exchange is effective enough forthe smallest particles, to increase the concentration of HzO, and to lower theconcentration of C02 in the interior of the smallest particles by diffusion in counter-current to the average flow of evolved COZ.
Incremental Pore Size Distribution by Surface for Glan.shammarpretreated at 105IYC (0.09 -0.1 mm)
I
0.9
0.8
0.7
7~ 0.6
“-=
< 03
:
‘c 0,4
z
0.3
0.2
0.1
0
10 100 Iwl IINYl
Pore D~meter D [A]
Figure 18a. Incremental pore area distribution for particles of Glanshammardolomite, calcined at a particle size of 0.09-0.1 mm.
TPS Termiska Processer AB 20
Incremenla.1 Pore Size Distribution bySurfaceforGlanshammar105WC (0.5 -0.71 ~)
I
0.7.0
,? OJ.,, I I \l lllttl-“., , ,., ,,, ,,
I‘i” 0s..A
[m “’0>
01
0.1
.
10 ml Km Icon
Pore timkr D [h]
Incremental Pore sin Dutribution by Surface for Glanshammar105WC (d , =0.71 -1.0 mm)
Figure 18b. Incremental pore area distribution for particles of Glansha.rmmrdolomite, calcined at different particle size. Three largest sizefractions.
TPS Termiska Processer AB 21
Surface carbon on basic oxide catalysts
The significance of carbon, as an intermediate in the reaction pathway ofhydrocarbons was investigated. The experiments were done in the micro reactor,using sample sizes of a few grams. Our picture of the reaction mechanism, based onthe experimental results, includes the formation of a thin (probably monomolecular)steady-state layer of carbon on the internal surface of the catalyst. This layer coversthe surface partially, thereby hindering the catalytic effect on the hydrocarbon at thecorresponding active sites. Therefore, a further, uncontrolled build-up of carbon doesnot occur. The carbon is gasified simultaneously, making sites free for a furthercatalytic action on the hydrocarbon. Thus, a steady-state will develop at constantreaction conditions.
The following has been concluded from this work, using Glansharnrnar dolomite forconversion of benzene (420 ppm-mol) and naphthalene (490 ppm-mol). (Influencefrom the concentration of the hydrocarbon was not investigated).
● The catalyst has a much higher overall activity initially, when carbon coverage islow. The initial decomposition rate of benzene at 880 ‘C was about 4 times higherthan its steady-state decomposition rate.
. It takes about 30-60 minutes to reach steady-state coverage of carbon.
. The amount of surface carbon formed from benzene is about 5 rnicromol/g at steady-state, when catalysis takes p]ace at 880 ‘C in 15%Hz()+15%Hz.
. The results obtained with naphthalene indicate a slightly higher steady-state amount(6-7 micromol/g), as compared to benzene, when the reaction takes place at 880 ‘Cin 15%H2C)+15%H2. (Steady-state coverage was not fully reached within themaximum contacting time of 32 minutes).
. The amount of surface carbon (with benzene) is larger when catalysis takes place ata lower temperature This effect should contribute to the strong influence fromtemperature on the rate of the overall reaction of aromatic compounds (and thus tothe high apparant activation energies observed for these compounds)
. The amount of surface carbon formed from benzene when catalysis takes place at810 ‘C in 15% C02 is about 5 micromollg at steady-state.
. The reactivity of the surface carbon decreases by time-on-stream.
These results are illustrated in Figures 19-24.
.
TPS Termiska Processer AB 22
CO Formation During Intermittent Conversion of
Benzene and Gasification of Surface Carbon-tim4sFwwn t5%l+Q+1s%EQawcCmtsn GsS1tim 15% CV2&W9CCac+st DAxrie Um-
1200
g 1000
u“ 8003
0~ 600
z400
s: 200
0
30 50 70 90 110 130 150 170 190 210
Time, minutes
Figure 19. Overview of CO formation during intermittent catalytic conversionof benzene followed by gasification of the surface carbon formed.
Amount of Carbon Deposited During CatalyticTreatment of Hydrocarbons At Dtierent Conditions
m ~❑
+
1 Et + +B,15% C02 810 C
~ ~B,13%l-K2WlWJ-Q, 810 C
K. B,15%H2@15%H2, HI C
— ~“N,15%i+2@15%H2 S80 C -
1
0 10 20 30 40 50 60 70
I Tree-on-stream
I
Figure 20. Amount of carbon deposited during catalytic treatment of 490 ppmbenzene (B) and of 420 ppm naphthalene (N) at differentconditions and different contacting times.
23
Figure21.
Figure 22.
TPS Termiska Processer A13
Average Conversion of Benzene
During Different Contacting llmes.
Each Starting Wttfr a Cleaned Cafslyst.
0,35
0.30
0,25
0,20
0,15
0,10
0,05
0,00
0246810121416182022242626303234
Contacting Thw, rrinutes
Average conversion of benzene during different contacting times.
Redivify Profilefor Surfoce Cubon Formed d DifferedDurdion of Cddyfic Conwsion of Bmzene
lCO, I
E 9u-< ~. \ GIfcdim 15%C0281OZ8 70-
\g- m-
\g 50. \g 40.
: 20-.
e lo-
0*
0.4 0.5 0,6 0.7 0.6 0.9 1.0 1.1
Conversion of Surfoce Ccstmr
Reactivity profile of surface carbon formed from benzene duringdifferent contacting times.
Reactivity Profile of Surface CartsonFormed During DifferentContacting Times
I Cad. Fonnawm’ 493 ppm C6H6 In 13% H20+12% HZ a! 810 CCarbe”tisik?.tiom 15% C02 a1810 C
Catabt 001.mite r3hnshammar
•1.1m“n
= 2 min
A 4 m“m
I 0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
I Conversionof SurtaceCarbofr
Figure 23. Reactivity profile of surface carbon formed from benzene duringdifferent contacting times.
TPS Termiska Processer AB 24
Reactivity Profile of Surface Carbon Formed FromBenzene During Different Contacthrg Thws
I Cafbm Fwrmtc$c4S3FrhnCeHS n15Y*19WZalWJCCartaltifiialkrcl w.cct?alaeoc
0,0 0,2 0,4 0,6 0,8 1,0
Conversion of Surface Carbon
H-8- Imin
2 min
. 4 m“n
-s-4 min
+16m”n
+32min
Figure 24. Reactivity profile of surface carbon formed from benzene duringdifferent contacting times.
WP-A7 Develo~ment of New Catal@s
Two options were intended for the work of TPS within this work package. Both werebased on an idea to solve the problem of low mechanical strength by takingadvantage of unusually large specific surface areas of some materirds having CaO asa main constituent. These materials do not have a physical form or mechanicalstrength suited for use in a fluidised bed. Based on previous experience by TPS witha similar concept, it was assessed that it should be possible to include them in acheap carrier for improvement of the mechanical properties. Provided that the largespecific surface area corresponded to higher specific activity per unit particlevolume, this would compensate for the “dilution” by the carrier material.
The candidate materials for this work were
Wulfrasorpt, a commercially available material developed for use as sorbent. Itschemical composition is mainly calcium hydroxide and its physical nature is asoft material, consisting of extremely fine articles This material has a very large
Yspecific surface area, up to about 40-60 m /g (BET). Much of this surface area islost at heating to high temperatures, but it was found that a still large area ofabout 16 m2/g remained after treatment in fuel gas at 900 ‘C.
Microdol, a dolomite which obtains larger surface area than most other dolomitesat calcination. After calcination at a high temperature (1050 “C), the BET areawas still 14 m2/g, as compared to 4-7 m2/g for other dolomites after a similartreatment.
The catalytic ability if these materials was determined by conversion of naphthaleneat 850 ‘C in a gas mixture containing 15% H2 and 1570Hz in argon. The Microdolwas tested as such after sieving to 0.42-0.5 mm. The Wi,ilfrasorpt needed somepreparation to form particles that could be used in the test equipment. Particles ofsize 0.42-0.71 mm were prepared making a mixture of Wulfrasorpt and a clay at aratio of 50/50 at a dry weight basis. It was known from earlier experience that thisprocedure could be used for dolomite without any essential loss of the catalyticavailability of the catalytic substance.
TPS Termiska Processer AB
dV/dlog(D) Dcsorp!ion Pore Volume Plot
25
Wzsr
10 m
Port Dkncter Lil
Figure 25. Porevolume distribution of Wulfraso@.
Cumulative Port Size Distribution by SurYacc Car WOIfrasorP
Cmmdauve surface Am or wtdfrss$rpt.cddncd at I05VC (0S -0.71 MM)
35
3
2J
2
15
1
0s
010 lm lax
Part Dimrktcr D Lil
27. Pore surface area of Wulfrasorpt, calcined at 1050 c.
TPS Termiska Processer AB 26
For comparison, the results were evaluated as a rate constant based on the content ofcalcium. Data are shown in Table 3, together with similar data for Glanshamrnardolomite and Orsa lime, which previously have been extensively investigated forkinetics of naphthalene. The “Ca-based” rate constants obtained for the materialswith large surface areas were found not to be superior to the Glanshammar and Orsaminerals, and for Microdol it was in fact lower.
It could be suggested that the explanation to these results is that the large surface areais present in micropores, where the rate of diffusion of tar molecules is restricted.The discussion above (WP-A3) does however not directly support such anexplanation, at least not for the Microdol., since the SEM rnicrographs showed thatgrains between macropores are sufficiently small to avoid limitation to mass transfer.Two explanations can be then be suggested, as discussed in WP-A3, i.e. low activityper square meter of surface area, or effects from very narrow pore openings (“bottle-neck pores”).
Experimental data obtained in this work is not sufficient to distinguish between thesehypotheses. It remains only to conclude that the suggested materials with largesurface area were not useful as active substance for the suggested new catalyst.
Table 3. Rate Constants of Naphthalene for Different Calcium-based Catalysts.Temperature: 850 “C
I Catalyst I k,,, m3/kg Ca, h
50 Wi.ilfrasorpt / 50 Clay, ls’ phase 41
50 Wiilfrasorpt / 50 Clay, 2ndphase, stabilised at 36880 “c
Dolomite, Glanshammar, stabilised 48
Lime, Orsa, stabilised 40
Microdol 22
WP-B1 Performance of Dolomite as Catalvst in the Presence of HCI
This section reports experimental results on the influence from HC1 on theconversion of naphthalene, using Glansharnmar dolomite as catalyst for conversionof naphthalene in microreactor. This work was done in order to reveal some detailedinformation on the behaviour of the catalyst and appearance of catalyst deactivationby formation of CaC12at moderate and high concentrations of HC1.
The gas contained 13.3% H20 + 9.3% Hz + 420 ppm naphthalene in argon and thecontent of HC1 was varied from O% to 0.53%. The temperature was 880, 850, 840“c.
.
TPS Termiska Processer AB 27
Results
Figure 28 shows how the activity decreases during initial treatment of the catalyst inthe reaction gas mixture used, in absence from HC1 during 1 hour at 880”C. Thetreating time used here was not quite sufficient for stabilisation. The deactivationproceeds however at a lower rate at the lower temperatures used in the following test.
Figure 29 shows the kinetic data obtained as the content of HC1 was increasedstepwise from O% to 0.4370. This procedure was performed first at 850”C, during anincrease of HC1 content from 070 to 0.25%. Then the temperature was lowered to840°C, and the HC1 content was then increased further, stepwise from 0.25% to0.43%. The totaI time for this procedure was nearly 5 hours. Some deactivation wasobserved. This occured mainly during the first 2.5 hours, at 850 ‘C. This deactivationis most likely due to the “thermal” deactivationthat would occur also in the absence ofHCI. The activity was quite stable during the further increase of HC1 content from0.25% to 0.43% done at 840°C.
Finally, after a further increase to 0.53%HCI, a strong deactivation occured. Thisdeactivation started not immediately, but after an initiation time of about 15 minutes(Figure 30). After another 30 minutes, where the catalyst became deactivatedsubstantially, the HCI content was first decreased to 0.43’ZOduring 3 minutes. Thishad no effect on the rate of deactivation. Then the HC1 was lowered to O%.Even thischange had no obvious effect on the rate of deactivation during a further 15 minutes,after which most of the catalytic effect had been lost.
The reactor was then purged with argon for about 6 minutes (while the inlet gasmixture was by-passed for analysis). The reactant gas, with no HCI, was then againpassed through the reactor for 25 minutes. Very little recovery of catalytic effect wasobtained within this time.
Discussion
Theoretical equilibrium calculations indicated that CaClz should be formed when theHC1 content exceeded 0.25% at 840°C, 1390 HzO. In the experiment there was nosign of formation of CaC12before the HC1 content reached 0.5370. Further, it tookabout 15 minutes of “initiation” at the content of 0.539Z0before formation of CaC12started. When the formation of CaC12once had started, deactivation took place quiterapidly. These observations suggest that there is a threshold to be surpassed beforethe reaction of CaO with HCI will start.
It was estimated from mass balance calculations that the almost full deactivation wasobtained when, at a maximum, 5?Z0of the CaO could had been converted to CaC12,considering the amount of HC1 added after the point where the start of CaC12formation was indicated by deactivation. This calculation was done assuming that theamount of HC1 available for formation of CaC12 corresponded to the differencebetween the inlet content of HC1 and the theoretical equilibrium content. Thisindicates that the CaC12forms a (melted) phase, which blocks the pores and makesthe main part of the CaO not available for catalytic action.
Only a very small recovery of catalytic activity was observed during further contactwith the steam-containing, HC1-free gas. The time for this treatment was too short tocompletely exclude the possibility of recovery of catalytic activity at prolonged
. treatment. However, the strong deactivating effect that appears as soon as formation
TPS Termiska Processer AB 28
of CaC12 starts, and the absence of recovery of catalytic effect at low HC1 contentsuggest that any local or short periods of conditions where any CaClz can be formedmust be avoided in practical reactors.
Conclusions
There was no significant deactivation of the dolomite caused by HC1, as long as theHC1 content was below the concentration where CaC12is formed.
Catalyst deactivation indicated that formation of CaClz occured at a content of HC1,which is significantly higher (about double) than expected from equilibriumcalculations.
Any recovery of catalytic activity by back-reaction of CaClz to CaO is very slow.
Figure 28. Initial deactivation of dolomite, in absence from HC1.
Rat. Ce.stmt at Incmu.d HCI Cu”tmt
Ha CO”tmt mob%
Figure 29. Catalytic performance of dolomite in conversion of naphthalene atincreasing content of HC1.
TPS Termiska Processer AB 29
l-n. M“ 01 Polmln.a d odmm. by Ha
Figure 30. Reactivity ofnaphthalenepoisoning in 0.53% HCI.
WP-B2 Iron-based Catalyst
*.7AI
with Glansharnmar dolomite during and after
Promising results were obtained in a previous project (AIR2-CT93-1436) using aniron based material as catalyst for conversion of tar. This is a cheap by-product fromsteel manufacturing, and it has good mechanical strength. In the previous work, itsactivity for conversion of benzene was found to be orders of magnitudes better thanthat of dolomite. It is well known that metallic iron is active for these types ofreactions, but it is also known that the metallic form is not thermodynamically stableat the composition of gasified biomass. Results from the experimental work, andfrom equilibrium calculations indicated that iron carbide was the active catalyticphase, and that this phase possibly could remain at these conditions. Further, it islikely that a catalyst of this type that is active for elimination of aromatic compoundswill also be active for elimination of NH3. No suitable cheap catalytic material, ableto convert both tar and NH3 was known. At this background it was decided toinvestigate this catalyst further in this project.
Unfortunately, it was found early in the new work that there is a sharp limit withinthe range of gas compositions of gasified biomass, where the catalyst becomesinactive for conversion of tar.
The ability of the iron catalyst to convert NH3 was still investigated. The result fromthat work is described below under WP-C2.
WP-B4 FCC Catalvst
The ability of a commercially available “in-equilibrium” (i.e. used) FCC catalyst toconvert benzene and naphthalene was tested. The sample provided by Oil Refinery ofRepsol, via UCM. The results was that the effect from this FCC on aromaticsubstances was not significant.
Experimental: The test was performed in the micro reactor. The catalyst was mixedwith quartz glass sand (0.3-0.5 mm) in a ratio 1:4 in order to avoid a too largepressure drop in the fixed bed (average size of FCC is less than 0.1 mm). The amountof catalyst was 3.6 g and the gas flow was 188.6 ml/min.
The conversion of naphthalene and benzene was determined in a mixture consistingof 490 ppm naphthalene, 490 ppm benzene, 15% HzO, 10% Hz, 15% COZ, 10% CO
TPS Termiska Processer AB 30
and argon. The temperature was increased in steps of 40 “C, from 600 ‘C to 880 “C,and with 20 min dwell time at each constant temperature. The conversion of thesehydrocarbons did not exceed what was obtained in a reference run using an emptyreactor.
WP-B5 Catalvst APD1ications
Experiences by the partners of the behaviour of different catalysts and catalystsapplications were compiled from discussions and from responds to a questionnaire.The result is presented in the common final report.
WP-C1 Overall Kinetics of Catalvsed Tar Elimination
Intended work by TPS within this WP was complementtuy tests for a choice of mostpromising or interesting catalysts in a gas containing real tar. The equipment used forthis purpose produces a constant flow of gas formed by pyrolysis of dried woodchips. The gas evolved is first passed through a bed of char in order to obtain acomposition of tar components that closely resembIes the tar formed in fludised bedgasifiers.
This equipment was used in testing of the iron catalyst (WP-B2), the dolomiteMicrodol with large surface area (see also WP-A7), and the Orsa limestone. Theresults with the iron catalyst are described under WP-B2.
Results on residual taryields obtained with Microdol dolomite and Orsa lime aregiven in Table 4, where results with Glanshammar and other dolomites at similarconditions also are given for comparison. The calcination procedure used in thesetests was heating at 10 OC/rninto 900 “C in nitrogen. In comparison of the catalysts,it is the data on residual “condensing” tar that best represents differences in activity,since this fraction contains mainly the most difficult tar components, i.e.naphthalene. Values for the rate constant kwwere estimated based on the conversionof naphthalene. It should be pointed out that these figures are approximate, since dataobtained in a separate reference run with empty reactor was used as reference, andsince naphthalene is also formed in parallell to its further conversion.
In this test, as well as in the test with naphthalene alone, it was shown that, in spite ofits larger specific surface area, the catalytic ability of Microdol for tar was lower thane.g. that of Glanshammar. The specific surface area of Glanshamrnar obtained afterthe calcination procedure used in this test is 8.5 m2/g. The Microdol was calcinatedby the same procedure in this test. The BET area was not determined for this sample,but it should have a BET area which is larger than 13.9 @g, since this area wasdetermined for a Microdol sample after a more severe pre-treatment, 1050 “C with~0 and CO, present.
The result for the Orsa limestone verifies previous results using naphthalene alone.This material is thus about as effective as the G1anshammar dolomite, also when it isused for conversion of real tar. Thus, it is more effective than most other dolomiteswe have tested previously (which includes a much larger number than the examplesgiven in the table above).
TPS Termiska Processer AB 31
Table 4. Comparison of ability of dolomites and a limestone to convert real tar.Results from bench-scale unit with fixed bed.
Catalyst Tar, total Tar, “condensing” “k~”mglg d.s. mg/o d+so m3/kg,m3
Temperature of pyrolyse~ 700“cTemperature of catalytic reactor 850 “CFuel Aspen woodAmount of fuel 80 gMoisture content in fuel approx. 7’%0Calcination procedure 10 “Chin to 900 “C, I h in N2 at 900 ‘CFeeding time approx. 100 finAmount of catalyst: 70 g (before calcination)Carrier gas flow 0.676 Iiter-nhinSteam added 3.6 g/h1) Microdol was tested in a later series where generally lower yield of tar were obtained.
Results with Glanshammar within the same series is given for reference.2) Larger addition of steam 6gfh
WP-C2 Kinetics of NH3
TPS Termiska Processer AB 32
A large part of the nitrogen content in fuels is converted to NI$ in gasification. Thiscomponent should be eliminated from fuel gas since it is a source of NOX formationwhen the gas is burnt. Dolomite is not active for conversion of NI$ to N,. Thus it isof interest to find some other cheap catalyst for this purpose, that could-be used inprocess schemes where sophisticated catalysts are not suitable. The iron catalystdescribed above (WP-B2) was tested as a candidate. A catalytic effect was foundand quantified. Very different activity was obtained with different gas mixtures,representing different oxygen potentials. The two gas compositions used are shownin Figure 33.
The rate constants determined for IW$ in the two gas mixtures are shown in Figure31 and 33. The kinetics of naphthalene with dolomite is also shown in the samediagrams for comparison. The rate of the catalysed conversion of NI$ at 830 ‘C,using the iron catalyst, is similar to the reaction rate obtained for naphthalene, usingdolomite (Figure 31). This result is obtained by a calculation which is based on thenumber of moles of converted components and on the weight of the catalysts. Equalvalues for the rate constants based on particle volume is obtained at 850 ‘C, asshown in Figure 33. The influence from temperature on the reaction rate washowever found to be much lower for the case of NI$ + iron catalyst.
The ability to convert NI$ is a promising result and it seems likely that a furtherimprovement of the performance of this type of cheap catalyst can be achieved. Thiscatalyst can possibly be useful in combination with a tar-converting catalyst inprocess schemes where a sophisticated catalyst not can be afforded.
The testing with NH3 was done using a microreactor (4 ml bed). Ammonia wasanalysed continuously by FTIR. A reference experiment was also performed with thereactor empty. No detectable conversion was found without the catalyst.
The apparent activation energy determined for the reaction of NHs in the simulatedbiofuel gas was 38.2 K.T/mol,as shown in Figure 32. The reaction was found to havea first order relationship to the NH3 content. By using a simple first order kineticmodel to evaluate the results the following rate expression is obtained.
k.= 549*exp(- 4603/T) [m3/kg,h]
TPS Termiska Processer AB 33
40. I I I
E Gas MiX 1 (High HZ)
35- — m●
A Gae Mix 2 ~LCW)
30- —● kw for NaphthaIene+Ddmlle
25-
s.
; 213
i
15- ●
10 - M ....------~----------
5 ------- 1
---- --------”- 4L.---’
07?
500 550 600 650 700 750 800 850 900
Figure 31.
T.mPr.tum. dou.C
Comparison of Rate Constants (Weight Basis) for the reactionofNH3 using Fe Catalyst vs. Naphthalene using Dolomite Catalyst(Glanshammar).
2.5.
A
2.0-
Ea= 38 kJ/mo
1.5-3x= Gas Mixture
1.0 -—9.5 Y. H212’70 H201170 C02llYOCO
0.5 -— 3 ‘%. CH4+ Argon
0.0 i I
0.00080 0.00090 0.00100 0.00110 0.00120
ln, lIK
Figure 32. Arrhenius data for the reaction of NH3 with Fe catalyst in asimulated fuel gas, using a weight based rate constant.
TPS Termiska Processer AB 34
45
40
35
30
15
10
5
0
~
3O%H2+1O%I-I2O+1O%C02+I O%CO+3%CH4
9.5%H2+12%H20+I1%C02+11 %CO+3%CH4
L I
._..l..-.--””-””
m----- “’ ‘“- ‘-m
--.--, ---
+-1 I
500 550 600 650 700 750 800 850 900
Temperature, deg. C
Figure 33. Comparison of Rate Constants (Particle Volume Basis) for the reactionof ~ using Fe Catalyst vs. Naphthalene using Dolomite Catalyst(Glanshammar).
WP-C3 Reactor modelling
Probe measurements were performed in order to reveaI a picture of the distribution oftar component at early positions of a catalytic fixed bed of dolomite duringconversion of real tar, and to show concentration profiles of the main tarcomponents. This work was done in order to show the relevance in using only of fewselected tar components in design of catalytic reactors.
The bed contained 70 g, the bed length was 101 mm and the particle size used was0.7-1.4 mm. Probing was done using a quartz glass capillary, which was connecteddirectly to a mass spectrometer analyzer. The gas processed in the bed was obtainedfrom high temperature pyrolysis (700 ‘C) of 80 g of biomass, fed continuouslyduring 100 minutes. The temperature of the catalytic bed was 850 ‘C. Measurementswere done at 7 positions along the length of the fixed bed.
It was found that only a few tar species remained already at the first sampling point,at a position corresponding to about 15% of the total amount of catalyst and using aratio of total-amount-of-catalyst to gas-volume-flow at 1.0 kg raw dolomite/(Nm3/h).Concentration profiles of the main components found in the mass range 61-300 arnuare shown in Figure 34, where the position in the bed is expressed as the ratiobetween catalyst-amount-passed and gas-flow. (The first point at 15% of the totalbed length can not be shown due to an accidental loss of data). Some responses wereobtained also for molecular weights corresponding to phenol, biphenyl andphenanthrene. However, these were close to the limit of detection, which was a fewppm.
This result shows that relevant modelling of tar conversion in the main part of fixedbed reactors can be done using kinetic data for a limited number of most stable tarcomponents. It should however be pointed out that it might still be needed to take thebehaviour of other components into account in some cases, where the reactor usedhave a flow scheme with considerable by-passing. This might be the case e.g. in
‘ large fluidised beds.
TPS Termiska Processer AB 35
20001800
~ 1600
g 1400
~ 1200
. 1000~ 800
: 600
0 400200
0
+ Benzene —
A
w Toluene
Naphthalene
+ v
●
●
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Catalyst Weight/Gas Flow, (kg,h)/Nm3
Figure 34. Concentration profiles measured using a probe in a fixed bed ofdolomite, 850 C.
WP-D1 Gasifvin~ and Gas C1eanin~ Units
A few runs were performed, complementary to the similar work done by UCM, in asmall pilot plant with a bubbling fluidised bed gasifier, and using dolomite ascatalyst in the gasifier. The bed consisted only of dolomite and some accumulatedash. Low contents of tar were obtained. In most cases, the naphthalene content wasbelow 500 mgLNm3and the content of “condensing” tar components (i.e. excludingbenzene and toluene) was well below 1000 mg/Nm3. The tar sampling method usedwas by absortion in acetone, cooled by a salt-ice bath. A rather low fuel load wasused in these initial runs. The fuel feed rate was about 6 kg dry woodlh and theamount of dolomite was 12 kg, calcined weight. The influence from differentdistributions of secondary air and time-on-stream was investigated. Increase of thesecondary-to-primary air ratio lowered the tar yield. A slight increase of tar yield wasobserved with increasing time-on-stream from 11 to 38 hours. After a total time-on-stream of 40 hours, the content of the main component naphthalene was still at 500mg/Nm3 or lower. Each set of parameters was used for about 2 hours. Fuel feed wasclosed overnight and the temporary shut-downs included some bum-out in the bed,which was kept at about 500 “C in nitrogen overnight.
The results results were compared with the results obtained by UCM in theirfluidised bed gasifier of similar size, and using air to the gasifier. Typical tar contentthat was achieved by UCM, was 1 g/Nm3. Considering that UCM used lower contentof dolomite in the bed (15-30% in silica sand), a higher throughput (7-12 kglh), andby a calculation based on the kinetics of the main remaining tar compound(naphthalene), it was found that the results obtained by UCM and TPS were in goodagreement.
Probe sampling and analysis of tar components was done in this equipment. The, probe used contains a capillary, which passes through a heated line and is mounted
TPS Termiska Processer AB 36
directly into the MS. The results gained from these measurements indicate that theconversion of tar in the bed is very rapid. Scanning was done for the mass range 60-300 amu during sampling above the bed, as well as in the bed. At both positions, aquite limited number of components were present in detectable concentrations.Measurements on naphthalene, benzene and toluene were done at different heightsalong the center of the gasifier shaft. The ratios of local concentrations oftoluene/naphthalene were found to be higher than expected, especially in the bed andimmediately above the bed. This indicates that toluene is important in the reactionpathway of tar elimination. The data on naphthalene and benzene indicate that theconcentration of both these components is higher in the freeboard than in the bed.This latter result is questionable, since the content of tar species which can formthese components was very low at that position. Possibly can a presence ofdevolatilising fuel particles in the freeboard be an explanation.
The low number of detected components give further support to the conclusion thatthe kinetics of just a few hydrocarbon conversion reactions are needed for theoptimal design and analysis of results on tar conversion in catalytic fluidised bedreactors, as well as for the end part of fixed beds.
The iron-based catalyst and the FCC catalysts were found not to be useful forconversion of tar in gasified biomass. Thus, no investigation into kinetics wasperformed with these catalysts.
All other tasks were performed as planned.
4. Conclusions
●
●
●
●
●
●
●
●
Kinetics for decomposition of biphenyl with dolomite was determined, tocomplement data on naphthalene, benzene and toluene obtained by partners inthis project and previously.
It was shown that interdependence of decomposition rates of slow reacting tarcompounds, as well dependence of light hydrocarbons is negligible.
It was verified that a carbonaceous layer is formed as an intermediate on thesurface of dolomite during decomposition of naphthalene and benzene. Amountsof carbon, its influence on the overall reaction rate, the rate for its formation,reactivity of the surface layer and time dependent effects were determined.
It was shown that particle size during calcination can have an influence on thepore structure for small particles (< 0.5 mm), when calcination takes place duringslow heating.
There is no clear relationship between internal surface area and catalytic abilityof calcined Ca-catalysts.
Conditions where dolomite is poisoned by HC1 was accurately determined.
An iron-based catalyst was shown to be active for conversion of NH3 in asynthetic fuel gas from biomass, and a rate equation was derived
It was shown that very low tar contents can be obtained (<500 mg/Nm3), usingdolomite as bed mate~al in a small pilot plant gasifier. It is expected that theefficiency for tar conversion is dependent on scale, with higher tar yields at largerscale. Further this was shown at a relatively low throughput.
Nomenclature
k, First order reaction rate constant, based on catalyst particle volume[1/s]
kW First order reaction rate constant, based on weight of catalyst (beforecalcination) [1/s]
TPS Termiska Processer AB
Reference
Andersson, E, Blid, C, Lindqvist, O, Nielsen, B-MReport No. A8201, Chalmers University, 1982. (In swedish).
38
TPS Termiska Processer AB 1
Steam
generator
Pt -&i flows are controlledby mass flow controllers
H 2_ H20co. air
Odrer Model Hydrocarbonsin Ar on
7’:, ,II :1X7II.“—?
Ttrermostatedbox
Iltl Reactor II-II-I I
Tube near surrounding temperature
—
Tube at about 250 “C temperature
* By-pass, used for determination ofreactor inlet concermation
%
PIQMS
L1
DryerLX
NDIR
Cooling trap
+/
FI
To vent
Drawing of the microreactor system for catalyst testing using selected tarcomponents.