30
1 Filtration and Separation Application in Refineries and Petrochemical Plants

1
Filtration and Separation Application in Refineries and Petrochemical Plants
2
Filtration of Solids from Liquids
Filtration and Separation Applications in Refineries
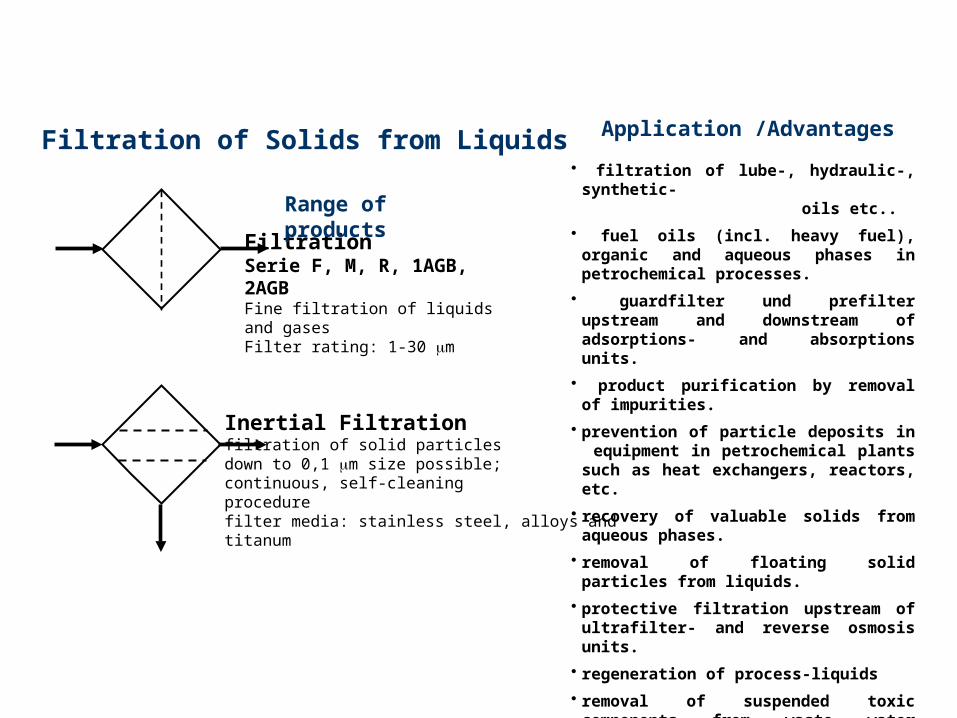
Filtration Serie F, M, R, 1AGB,2AGBFine filtration of liquidsand gasesFilter rating: 1-30 mm
Inertial Filtrationfiltration of solid particlesdown to 0,1 mm size possible;continuous, self-cleaning procedurefilter media: stainless steel, alloys andtitanum
• filtration of lube-, hydraulic-, synthetic- oils etc..
• fuel oils (incl. heavy fuel), organic and aqueous phases in petrochemical processes.
• guardfilter und prefilter upstream and downstream of adsorptions- and absorptions units.
• product purification by removal of impurities.
• prevention of particle deposits in equipment in petrochemical plants such as heat exchangers, reactors, etc.
• recovery of valuable solids from aqueous phases.
• removal of floating solid particles from liquids.
• protective filtration upstream of ultrafilter- and reverse osmosis units.
• regeneration of process-liquids
• removal of suspended toxic components from waste water streams
Range of products
Application /Advantages
3
Filtration of Solids from Liquids
Filtration and Separation Applications in Refineries
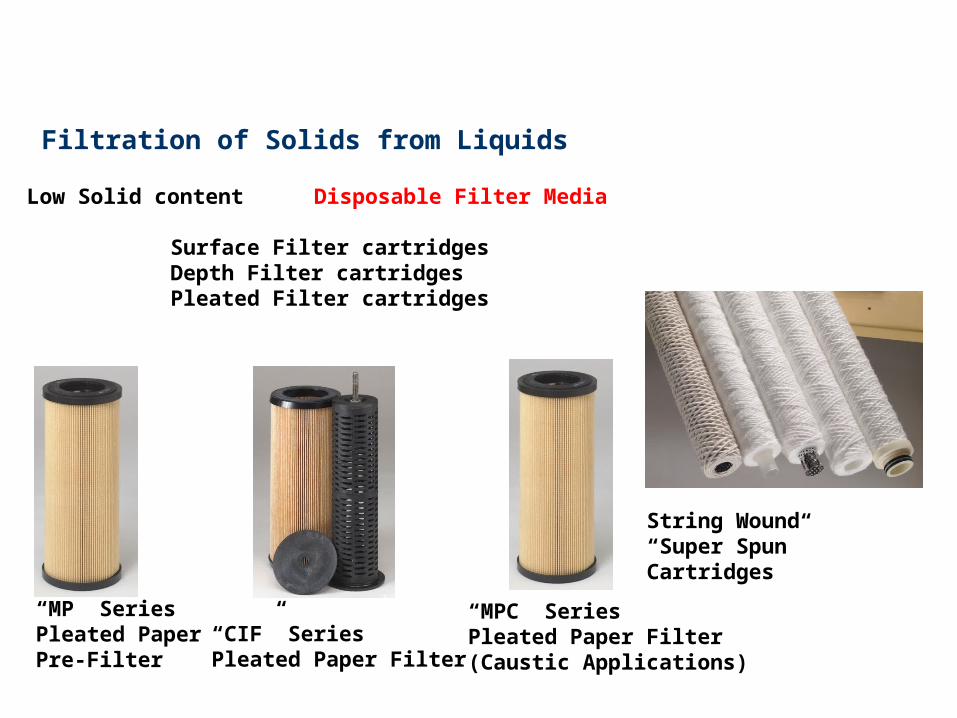
Low Solid content Disposable Filter Media
Surface Filter cartridgesDepth Filter cartridgesPleated Filter cartridges
“MP” SeriesPleated Paper Pre-Filter
“CIF” SeriesPleated Paper Filter
“MPC” SeriesPleated Paper Filter(Caustic Applications)
String Wound “Super Spun” Cartridges

4
Filtration of Solids from Liquids
Filtration and Separation Applications in Refineries
High solid concentration Cleanable / Re-usable Filter MediaSintered Metal cartridgesSlotted wedge wire cartidgesMetal Mesh Cartridges
“MM” Series
“Poroplate” Cartridges “Poromesh” Cartridges

5
Separation of Liquids from Liquids
Filtration and Separation Applications in Refineries
Range of products
Application /Advantages
• separation of water and acids from hydrocarbons, thereby prevention of corrossion and saving of inhibitor.
• salt extraction from hydrocarbons.
• Instead of complicated stripping and purging procedures the use of coalescers is recommendable; which is more efficient, simplier and produce less waste water.
• Downsizing of drying units or extension of lifetime in ad- absorption units by use of an upstream coalescer unit.
• Quality control of fuel oils; removal of water haze and solids before loading.
• Reduction of storage volume/capacity, hazy fuels can be dried by means of a caolescer before fueling. Long settling times can be reduced.
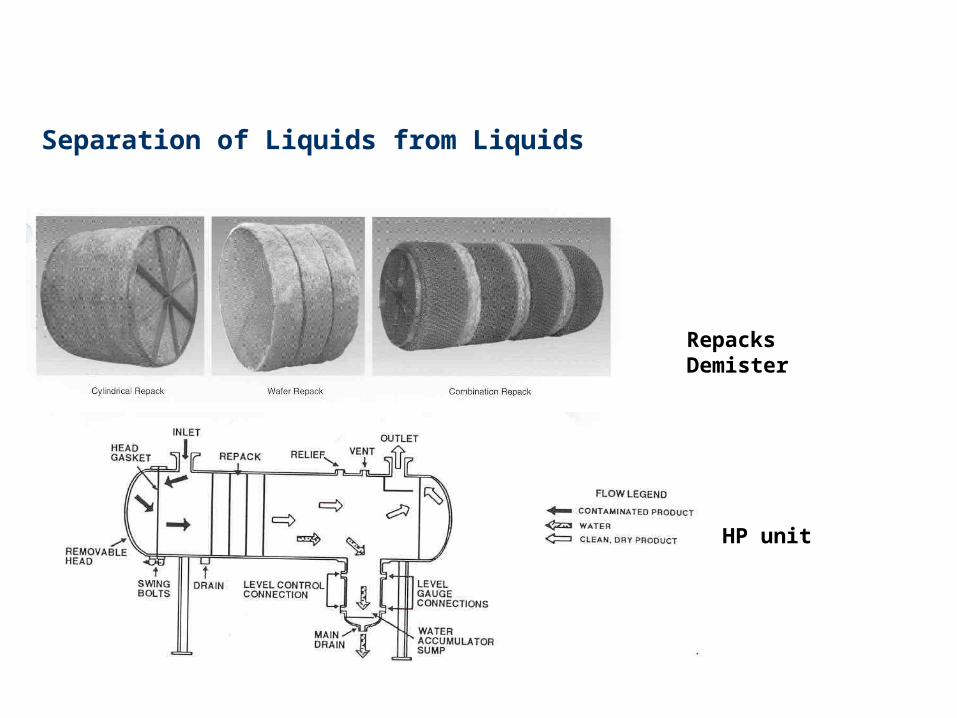
Coalescing / SeparationSerie HP, HPISingle stage Separation of two immiscible non soluable liquids by means of coalescing repacks or demisters in horizontal vessels
Filtration / Separation/SettlingSerie HC, HCI, VCGood separation of a liquid phase from a main phase by means ofcoalescing elements, which have incorporated filter section(HC + HCI) and a possibleadditional prefiltration(PFC + PFCI)
6
Separation of Liquids from Liquids
Filtration and Separation Applications in Refineries
RepacksDemister
HP unit
7
Separation of Solids / Liquids from Liquids
Filtration and Separation Applications in Refineries
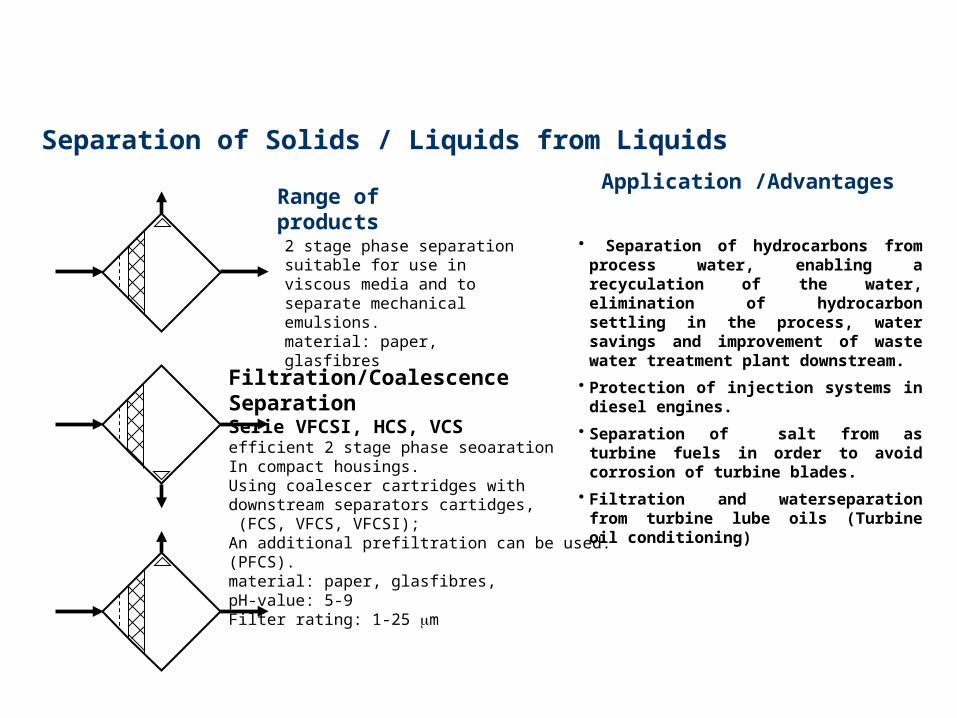
Range of productsApplication /Advantages
Filtration/CoalescenceSeparationSerie VFCSI, HCS, VCSefficient 2 stage phase seoarationIn compact housings.Using coalescer cartridges withdownstream separators cartidges, (FCS, VFCS, VFCSI);An additional prefiltration can be used.(PFCS).material: paper, glasfibres,pH-value: 5-9Filter rating: 1-25 mm
2 stage phase separationsuitable for use in viscous media and to separate mechanical emulsions.material: paper, glasfibres
• Separation of hydrocarbons from process water, enabling a recyculation of the water, elimination of hydrocarbon settling in the process, water savings and improvement of waste water treatment plant downstream.
• Protection of injection systems in diesel engines.
• Separation of salt from as turbine fuels in order to avoid corrosion of turbine blades.
• Filtration and waterseparation from turbine lube oils (Turbine oil conditioning)
8
Separation of Liquids from Liquids
Filtration and Separation Applications in Refineries
Liquid / Liquid Coalescers2 stage systems which provide solid filtration and liquid phase separation at the same time
Removal of water from gasoline, Jet FuelDiesel and kerosene
Protection catalysts from water contamination
Removal of carried-over caustic from caustic treatment processes
Removal of carried-over amine from LPG
Reduction of sodium/potassium levels in gasoline

9
Separation of Liquids from Liquids
Filtration and Separation Applications in Refineries
“ST” Separator
“AG Series”Coalescers
Fuels with Additives (Surfactants) which cause Low Interfacial Tension - <15 Dynes per centimeter
“CMP” SeriesPolyester Coalescer
pH Range From 5 to 13Designed for Caustic (Merox Treatment) Applications
Filter Water Separator
“CB”, “CC”, “CR” Coalescer
10
Separation of Liquids from Liquids
Filtration and Separation Applications in Refineries
Range of products
Application /Advantages
Coalescing-Plate-SeparatorSerie CPS, MAS, MCSHigh efficiency coalescence to efficiently remove hydrocarbon from waste- produced- and injectionwater. The caolescing plate shape promotes hydrdynamic collision, thereby capturing the majority of droplets down 20 mm diameter.
• High efficiency separation of oil and solids from injectionwater (oil exploration)
• High efficiency separation of oil for produced water disposal
• High efficiency separation of oil for desalterwater disposal
• High efficiency separation of oil from wash-down
• Efficiency increase of existing API oil separators or oil interceptors by retrofitment of Facet M Paks®.
• Installations upstream of chemical- and biological waste water treatment plants. Saving of polyelectrolytes and flocculants
• Oil separation from surface water of sealed areas.
• Automatic tank de-watering (crude oil to fuel oils, gasoline, etc.
11
Separation of Solids and Liquids from Gases
Filtration and Separation Applications in Refineries
Range of productsApplication /Advantages
Air/Gassolid particulate / liquid mist separatorSerie 3 AGBThe three stage Baffle/Coalescer/Separator design to efficiently remove liquid mist and fog from Gas streams.Effluents down ppm values per m³ Air/Gas; filterrating 0,5 – 5 mm.
• Gasturbine protection by separation of liquid mist and salt from gaseous fuels Protection of injectionsystems and protection against corrosion of turbine blades.
• Qualitiy control for pipeline delivery
• Glycol recovery
• Relief of dryers by 100 % separation of liquid mist, thereby smaller dryer with less energy consumption and lower regeneration frequence possible.
• Protection of Gas Booster or pressure control stations, Rotating compressors etc.
12
Separation of Solids and Liquids from Gases
Filtration and Separation Applications in Refineries
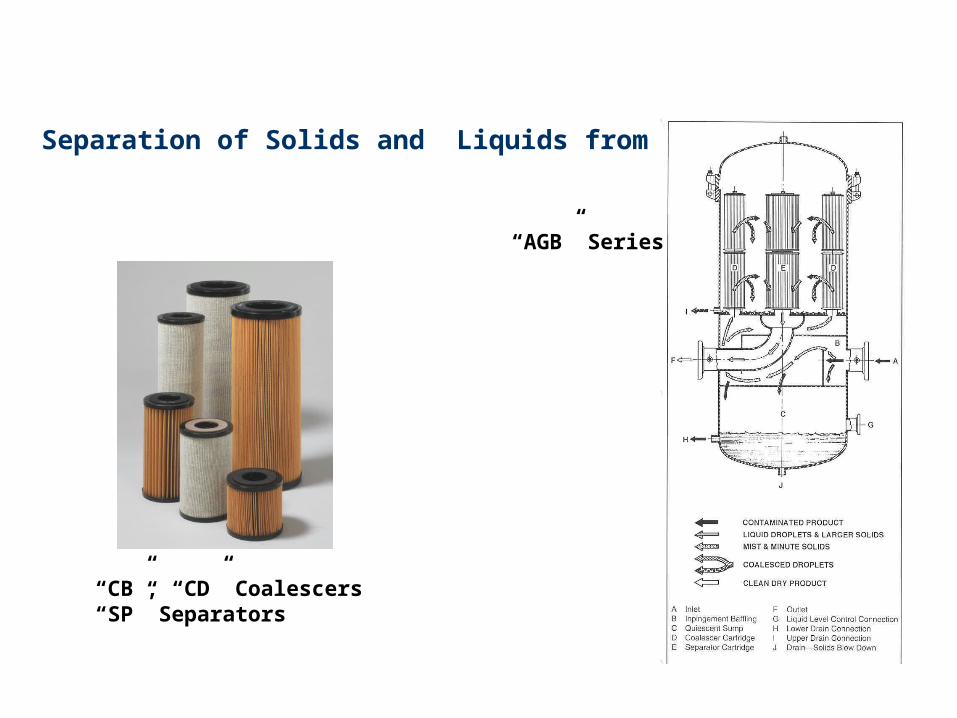
“AGB” Series
“CB”, “CD” Coalescers“SP” Separators
13
Refinery Application /Advantages
Filtration and Separation Applications in Refineries
Alkylation adding of an alkyl group to a molecule – reaction of low mw olefin with an isoparaffin to form heavier isoparaffines with high octane values.Fresh feed, reactor effluent, recycle.
Amine Sweetening Amine treatment units are used to remove hydrogen sulfide H²S from different refinery sour gas streams producing low-sulfur fuel gas and after regeneration of the amine in a stripper an acid
gas stream containing H²S. The main solvents are MEA, DEA, MDEA
Catalytic Reformer process to convert low octane naphta to high octane gasoline
Caustic Treating Caustic treatment is used to remove hydrogen sulfide and phenolic compounds from various streams. High caustic carry-over from gasoline, LPG treating units.Prevent caustic dilution or carry over.
Corrosion control Protect heat exchangers, lines, process equipment.

14
Refinery Application /Advantages
Filtration and Separation Applications in Refineries
Dehydration Eliminate free waterload on desccant beds
Fluid Catalytic Cracker Removal of catalyst fines from slurry oil
Gas Plant
Gravity settling Eliminate large expensive gravity settlers
Hydrocracking Protection of catalyst bed- Improving Conversion
Hydrotreating protection of catalyst bed Improving conversion
Inhibited products Break troublesome emulsions
Loading racks Dehaze and remove water cloud and corrosion product
Recovery of expensiveTreatin agents Entrained amine solutions or DEG
15
Filtration and Separation Applications in Refineries
16
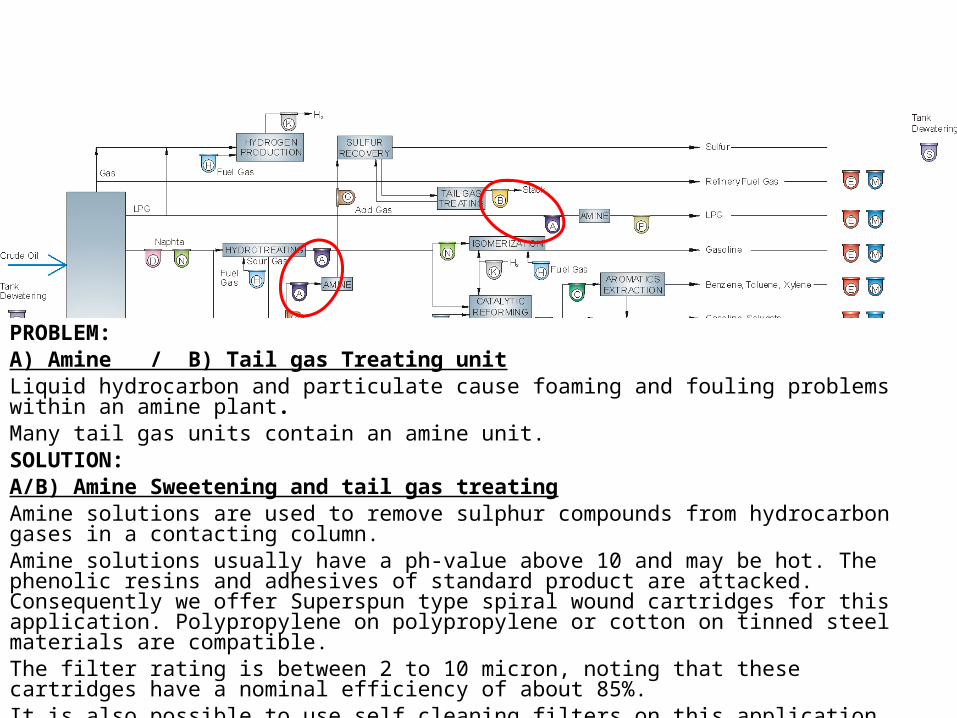
PROBLEM:A) Amine / B) Tail gas Treating unitLiquid hydrocarbon and particulate cause foaming and fouling problems within an amine plant.Many tail gas units contain an amine unit.SOLUTION:A/B) Amine Sweetening and tail gas treatingAmine solutions are used to remove sulphur compounds from hydrocarbon gases in a contacting column.Amine solutions usually have a ph-value above 10 and may be hot. The phenolic resins and adhesives of standard product are attacked. Consequently we offer Superspun type spiral wound cartridges for this application. Polypropylene on polypropylene or cotton on tinned steel materials are compatible.The filter rating is between 2 to 10 micron, noting that these cartridges have a nominal efficiency of about 85%.It is also possible to use self cleaning filters on this application.
Refinery Applications / Problems - Solutions

17
C) Aromatics
Problem
Liquid hydrocarbon and particulate cause foaming and fouling problems.
Solution We can filter and coalesce aromatics using a standard product option using special adhesives. When the temperature and concentration are high the CB28M type coalescer could be appropriate. This has had the resin paper filter element removed and replaced with a 1 micron coalescing wrap. A prefilter is necessary if the fluid is not clean. Superspun prefilter can be used if necessary.CC-U5-2DP are specially compatible with aromatics (BTX)
Refinery Applications / Problems - Solutions
18
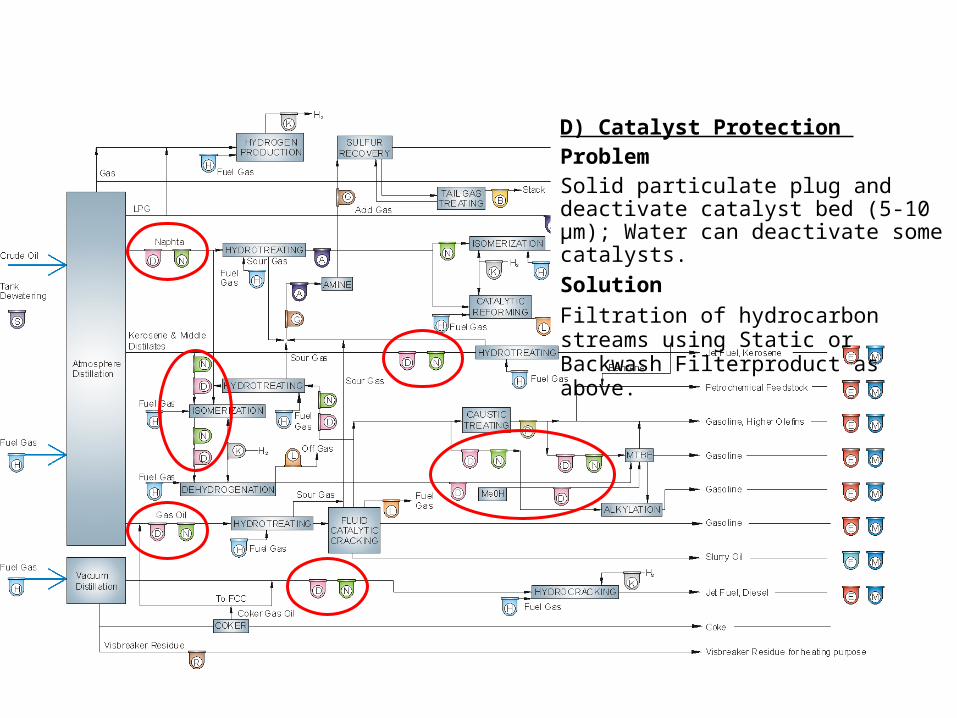
D) Catalyst Protection ProblemSolid particulate plug and deactivate catalyst bed (5-10 µm); Water can deactivate some catalysts.
Solution
Filtration of hydrocarbon streams using Static or Backwash Filterproduct as above.
Refinery Applications / Problems - Solutions

19
Refinery Applications / Problems - Solutions
E) Final Product Filtration
Problem:
Refinery final products contain particulate and water
Solution:
We can filter final products using static micronic filter housings.
Depending on solid load backwash filters are an option.

20
Refinery Applications / Problems - Solutions
F) Fluid Catalytic Cracking Unit Slurry Oil:
Problem:
Catalyst fines reduce value of slurry oil.
Solution:
automatic backwash filters are used for catalyst recovery. The most suitable cartridges are of the sintered metal type, Poroplate
21
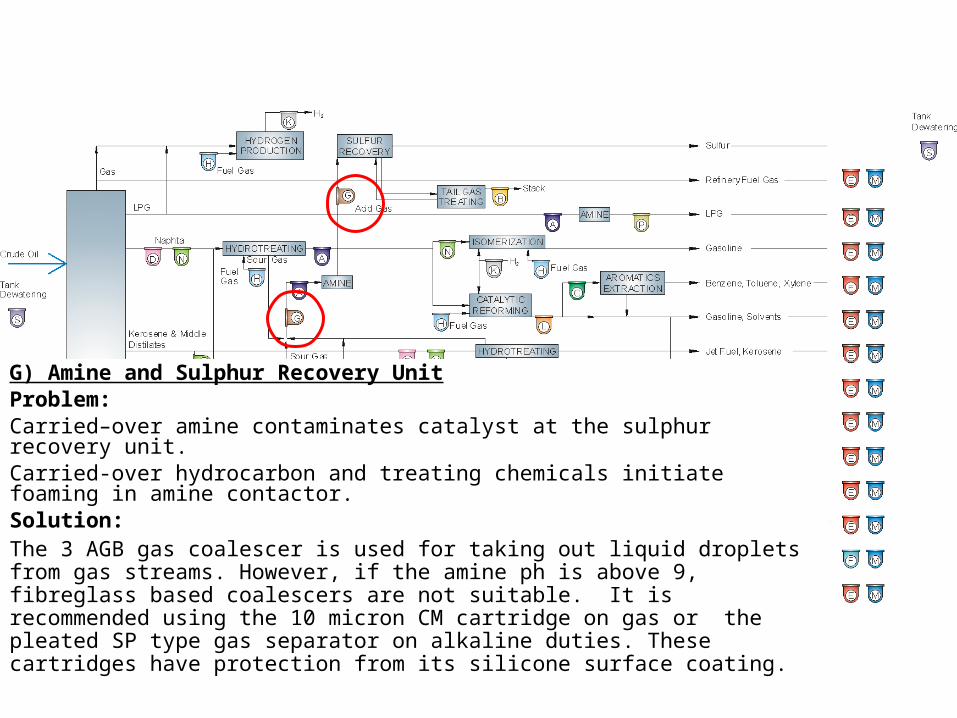
G) Amine and Sulphur Recovery UnitProblem:Carried–over amine contaminates catalyst at the sulphur recovery unit. Carried-over hydrocarbon and treating chemicals initiate foaming in amine contactor. Solution:The 3 AGB gas coalescer is used for taking out liquid droplets from gas streams. However, if the amine ph is above 9, fibreglass based coalescers are not suitable. It is recommended using the 10 micron CM cartridge on gas or the pleated SP type gas separator on alkaline duties. These cartridges have protection from its silicone surface coating.
Refinery Applications / Problems - Solutions

22
H) Refinery Fuel Gas
Problem:
Fuel Gas composition changes rapidly, and contains condensable hydrocarbons; liquids and solids will foul, plug burners and combusters; especially low N0x burners are very sensitive to plugging.
Solution:
The 3 AGB gas separator has been widely used on this duty.
Refinery Applications / Problems - Solutions
23
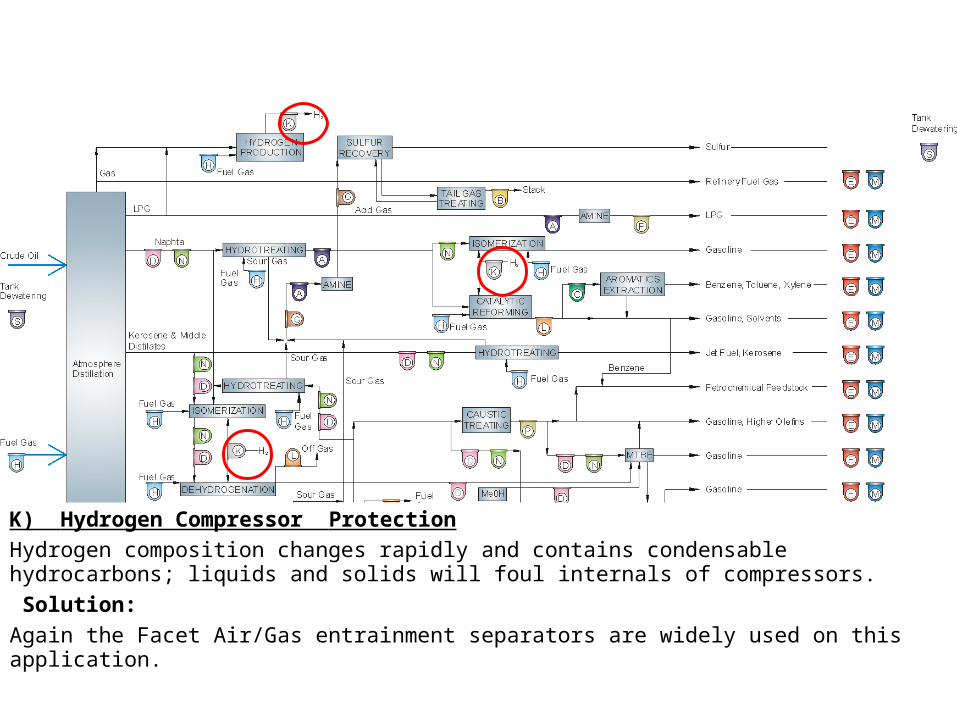
K) Hydrogen Compressor Protection
Hydrogen composition changes rapidly and contains condensable hydrocarbons; liquids and solids will foul internals of compressors.
Solution:
Again the Facet Air/Gas entrainment separators are widely used on this application.
24
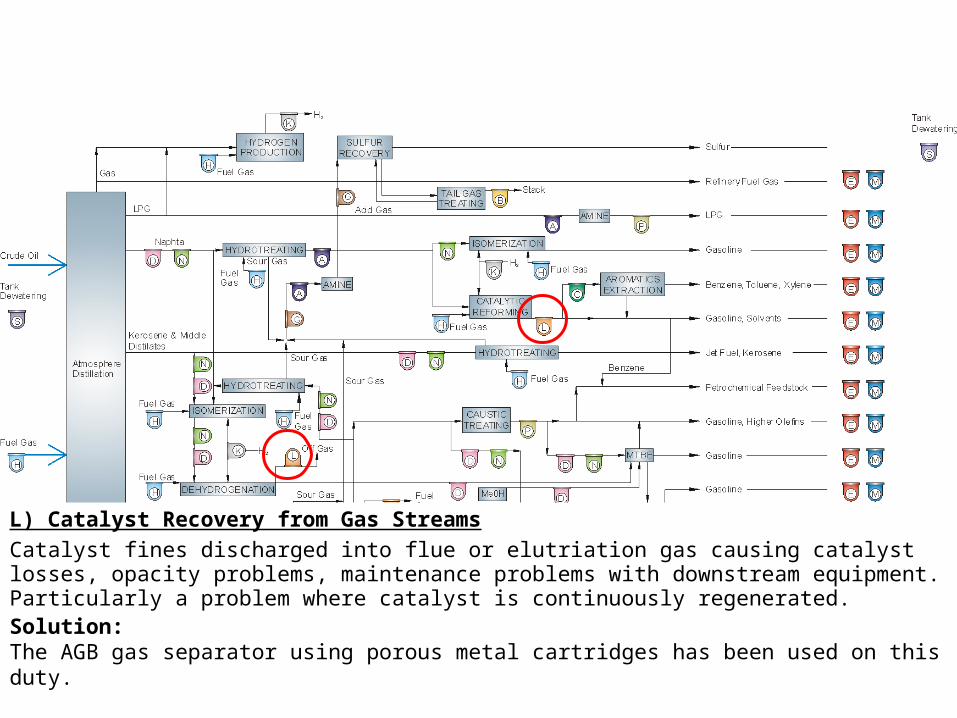
L) Catalyst Recovery from Gas Streams
Catalyst fines discharged into flue or elutriation gas causing catalyst losses, opacity problems, maintenance problems with downstream equipment. Particularly a problem where catalyst is continuously regenerated. Solution:The AGB gas separator using porous metal cartridges has been used on this duty.

25
Refinery Filtration Recommendations
Applications/ProblemsM) Final Product Separation:
Refinery´s final products contain particulate and water.
Solution:We can coalesce water from final products ranging from Diesel to fuel gas using a standard 2 stage Coalescer/Separator combination.There are option to using special adhesives. Depending on product and contaminant different coalescer and separator materials are available.
26
Refinery Filtration Recommendations
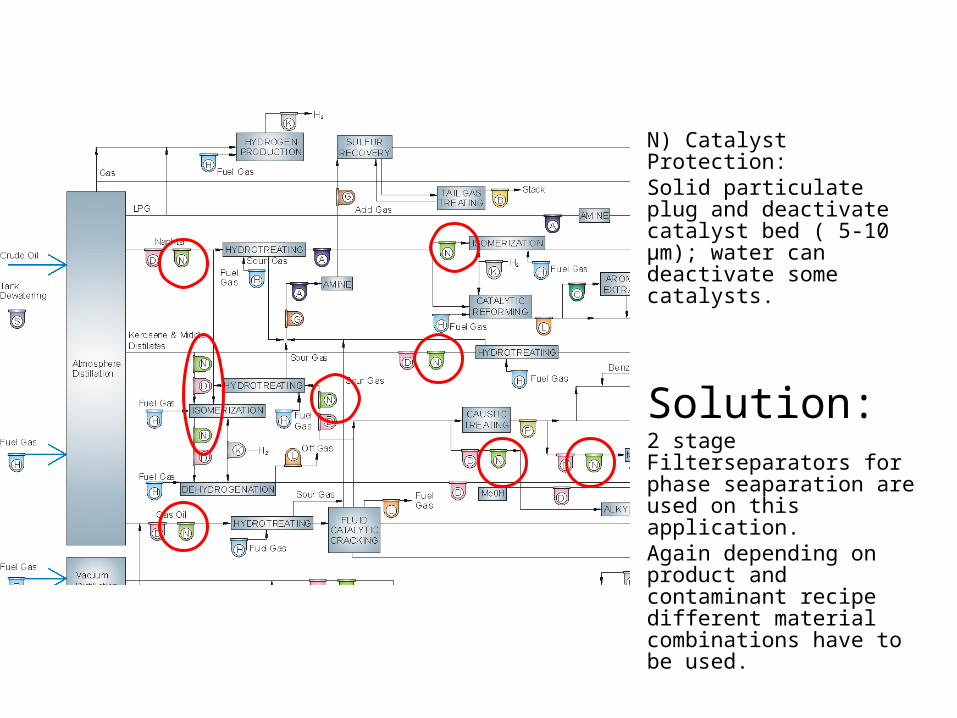
Applications/ProblemsN) Catalyst Protection:
Solid particulate plug and deactivate catalyst bed ( 5-10 µm); water can deactivate some catalysts.
Solution:2 stage Filterseparators for phase seaparation are used on this application.Again depending on product and contaminant recipe different material combinations have to be used.

27
Refinery Filtration Recommendations Applications/Problems
P) Treating:
Caustic or amine carries over into product stream causing off-specification product; carried over caustic can form a precipitate downstream resulting in equipment fouling.
Solution:
2 stage liquid liquid caolescers are used. CM type coalescers are used .
28
Refinery Filtration Recommendations Applications/Problems
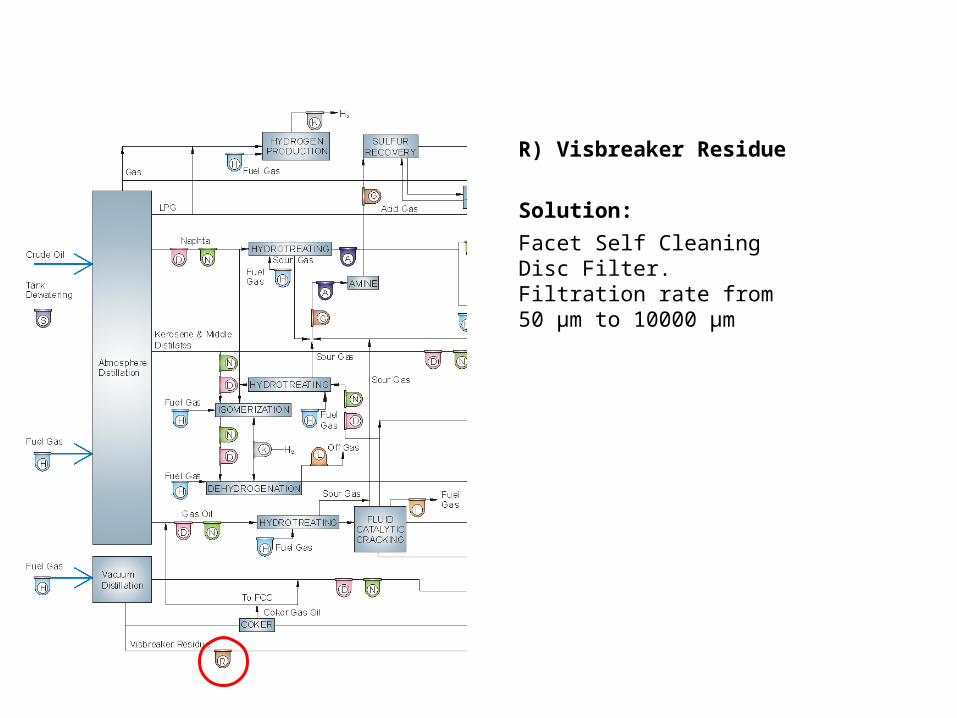
R) Visbreaker Residue
Solution:
Facet Self Cleaning Disc Filter. Filtration rate from 50 µm to 10000 µm
29
Refinery Filtration Recommendations Applications/Problems
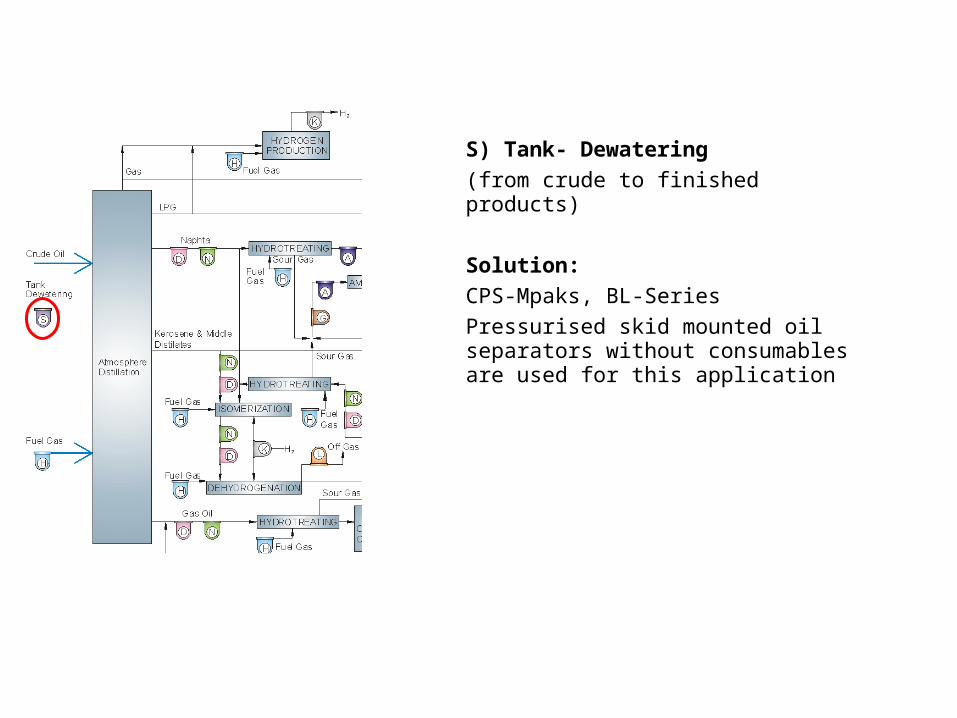
S) Tank- Dewatering
(from crude to finished products)
Solution:
CPS-Mpaks, BL-Series
Pressurised skid mounted oil separators without consumables are used for this application

30
Thank you for your kind attention

















