19
FINA - Port Arthur, Texas Refinery
| Date post: | 28-Dec-2015 |
| Category: |
Documents |
| Upload: | sydney-wilkins |
| View: | 220 times |
| Download: | 5 times |
FINA - Port Arthur, Texas Refinery
SigmaFine Economic Findings
Presentation Topics
• Refinery Overview
• Typical Product Slate
• Model Overview
• SigmaFine Yield System Structure
• Boundary Model Setup
• Results– Liquid Recovery and Weight Loss
– System Events
• Yield System Comparison
• Future Model Plans

• Refinery Overview
– Located in Port Arthur, Texas
– 180,000 B/D refinery
– Typical crude feedstock origin:• Mexico• Venezuela• Middle East• U.S. Gulf of Mexico
– Constructing world’s largest single-train steam cracker

• Typical Product Slate:
– Unleaded Gasolines
– Diesel/Jet Fuel
– Chemicals Feedstocks
– Heavy Oils
– LPG
• Model Overview:
Project Start: July 1998
Boundary Model Construction/Testing: 9 months
Parallel Testing: 1 month
Model Activation: May 1999
Model Operation: Real Time (5AM to
5AM)

• Sigmafine Yield System Structure
Data Sources and Input Import Files Sigmafine Reporting and Analysis
Import Script
TDC
Labware
PIData Historian
Pumper's LogManual Entry
Meter Data
TankInventories
Marine,Weighed Trucks,
Pipelines &Interplant
Transactions
Lab Data
SigmaFine
Inventory
Yield Accounting
Mass Balance
Data Reconciliation
MeasurementSystemsAnalysis
RoutineReporting
SQL ServerDatabase
Corrected DataReconciled Data
Fina PARWeb Server
Technical Analysis: - Refinery level
- Unit level
FTZ Accounting
Non-routineReporting
DiamondGasoline/Diesel
Truck RackTransactions
Future Potential:Input to Process
Controls Applications
Integrate w/ LP model

Port Arthur Refinery
Rec
eipt
s
Intermediates
Shipm
entsFuel / Flaring
• Boundary Model:

• Results:
– Improved accuracy calculating/predicting liquid recovery
• Verify tank information daily for 131
tanks
–Tank gauges
–Temperatures
–API Gravity

Liquid Recovery, Vol %
Month
Vol
%
SigmaFine implemented as refinery yield model 5-1-99
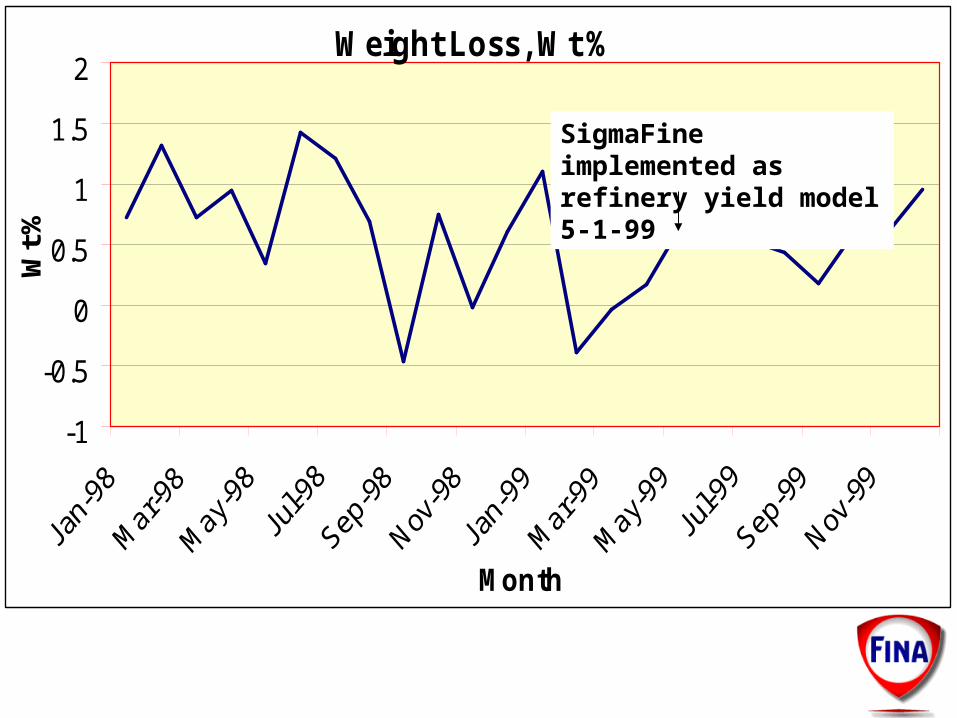
Weight Loss, Wt %
-1
-0.5
0
0.5
1
1.5
2
Month
Wt %
SigmaFine implemented as refinery yield model 5-1-99

• Results:
– Improved ability to detect product downgrades through tank gauge and meter comparisons
– Summary:
• Identified Events: 4
• Reduced Product Downgrade: 34000 bbls
• Monetary Savings: 125 K$

• Event #1:
– Distillate Product System• FCCU light cycle oil to #6 Fuel Oil
– Intended disposition: light cycle oil tankage– Reduced downgrade by 16000 bbls
• Incident involved a leaking valve in an inactive piping system.
• Discovered during model reconciliation comparing the light cycle oil tank gauge against product meter.
• Operations investigated and found valve leaking through.

• Event #2:
– Distillate Product System• Diesel Fuel to #6 Fuel Oil
– Intended disposition: diesel tankage– Reduced downgrade by 5000 bbls
• Incident involved tank to tank transfer of diesel. • Discovered during tank gauge verification of the
diesel and #6 Fuel Oil tanks comparing tank gauge changes.
• Operations investigated and discovered a valve open between the two product systems.

• Event #3:
– Distillate Product System• Diesel Fuel to #6 Fuel Oil
– Intended disposition: finished tankage– Reduced downgrade by 7000 bbls
• Discovered during verification of tank gauge data and comparing product meter information.
• Operations investigated and discovered a valve open between the two systems.

• Event #4:
– Vacuum Gas Oil Product System• DMO to #6 Fuel Oil
– Intended disposition: FCCU feed system– Reduced downgrade by 6000 bbls
• Incident involved misalignment of product flow off unit.
• Discovered during model reconciliation comparing tank gauge to #6 Fuel Oil system meter information.
• Operations investigated and discovered the misalignment.

• Yield System Comparison:
Category Previous SigmaFine
Personnel involved 2 3Time Required: Single day 4-6 hours 4-6 hours Weekend 4-6 hours 10-12 hours
Transaction Information Hand-written ElectronicMeter to Gauge Comparisons None AvailableCustody Transfer Calculations Internal External
Multiple User Capability Yes No

• Future Model Plans:
– Boundary Model:
1. Incorporate new tank and meter information for
the steam cracker project.
2. Incorporate new condensate splitter meter information.
3. Develop process for functionality with SAP.

• Future Model Plans:
– Unit Level Model:
1. Incorporate new meter information for refinery projects.
2. Implement running on a weekly basis (eventually increase frequency).

















