72
NOVEL WASTE MINIMIZATION FOR STEEL MANUFACTURING NOVEMBER 27 TH , 2012 Adriano Arnini , Amir Fakhruddin Mohamed, Anika Mohammed, Francis Bui, Xiaobo Pan, Sonia Liscio
| Date post: | 14-Jul-2015 |
| Category: |
Education |
| Upload: | henry-miyamoto |
| View: | 815 times |
| Download: | 5 times |

NOVEL WASTE
MINIMIZATION FOR STEEL
MANUFACTURINGN O V E M B E R 2 7 T H , 2 0 1 2
Adriano Arnini , Amir Fakhruddin Mohamed,
Anika Mohammed, Francis Bui,
Xiaobo Pan, Sonia Liscio
OVERVIEW
Integrated Steel Mill Waste Management Plan
Glacius’ Proposal
Key Unit: Reactor
Settling and Storage Sites
Economics
Recommendations & Conclusions
1
2.
4.
6.
5.
1.
3.
1.Steel Mill Waste Management
2.Glacius’ Proposal 3.Key Unit: Reactor
4.Settling & Storage 5.Economics
6. Recommendations &Conclusions

2
US Steel Canada
Steel-making Process
INTEGRATED STEEL MILL
WASTE MANAGEMENT PLAN

Objectives
1. Maximize the amount of waste utilized from
an integrated steel mill
2. Reduce the costs associated with waste
management
3 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Formerly Stelco Inc.
Site chosen to
demonstrate concept
Steel production
capacity:
2.6 Million tonnes/year
4
US Steel Canada – Hamilton Works Plant
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Hamilton Harbor
Hamilton Works
Google. (2012). Google Maps. Retrieved November 20,
2012, from https://maps.google.ca/)
Lake Ontario

Integrated Steel Mill
Blast Furnace Slag
Iron ore
Coke
Limestone
Blast
Furnace
Basic Oxygen
or Electric Arc
Furnace
Steel Slag
Pig Iron
Species Composition [%wt]
SiO2 15
CaO 45
Al2O3 2
MgO 10
MnO 4
Fe2O3 22
Trace Metals 2
Species Composition [%wt]
SiO2 35
CaO 33
Al2O3 20
MgO 7
MnO 1
Fe2O3 1
SO3 2
Trace Metals 1
Molten Steel
5 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Recycled
SteelO2 Limestone

Integrated Steel Mill Regeneration
HCl(aq) recycle
Costs $150/tonne WPL
Energy intensive
6
Species Composition [%wt]
H2O 67
HCl 10
FeCl2 20
Trace Metals 3
Finishing
Processes
Refining
Casting
Rolling
Steel
Products
Molten Steel
Waste Pickle
Liquor
Pickle Liquor
(30% HCl(aq))
Regeneration
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Pickle Liquor
Acid bath
Strip iron oxide layer
from steel surface

Waste Streams: Product:
The Proposal
Source:
http://www.betweenthelake
s.com/iron/fobf_7_5_03.ht
m
Source:
http://www.environmentallever
age.com/industry/steel/Steel.h
tml
Steel Slag Waste Pickle
Liquor
De-icing Fluid
Source:
http://www.mto.gov.on.ca/english/transtek/roadtalk/r
t16-4/index.shtml
Utilize two major waste streams from the steel mill to make a significant value added product
7 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Background
Stelco Inc. initially proposes idea
Preliminary lab studies conducted
Results show idea is feasible
Revealed no major environmental concerns
US Steel Corp. purchases Stelco Inc.
Project suspended indefinitely
8 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

9
Design Philosophy
Process Schedule
Background Chemistry
Product Specifications
GLACIUS’ PROPOSAL

Design Philosophy
SimplicityEase of operation
Economic ReturnMinimize capital and operating costs
Novel and InnovativePatent and license opportunity
Ability to implement globally
10 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

De-icing Fluid Production Schedule
11
Waste Pickle
LiquorSteel Slag
Reactors
Sediment Pond
Reservoir
Solids to Steel
Mill
Solids to Steel
Mill
Set 1 Set 2
Finishing Process
Basic Oxygen
Furnace
De-icing Fluid
Sediment
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Main Chemical Reactions
1. CaO(s) + 2HCl(aq) CaCl2(aq)+ H2O(l)
∆H = - 190kJ/mol
2. MgO(s) + 2HCl(aq) MgCl2(aq) + H2O(l)
∆H = -150kJ/mol
3. CaO(s) + FeCl2(aq) CaCl2(aq) + FeO(s)
∆H = -720kJ/mol
12
Steel SlagWaste Pickle LiquorDe-icing Fluid
By-Product
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Water
∆T =
20oC

Reaction Data Assumptions
Limited Access to Preliminary Research Pilot studies required
Literature for Similar Reaction Ideal batch reactor 0 to 31 Hours reaction Less than 10mm particle size
Buffer time allotted Varying particle sizeoUp to 35mm
13

Product Quality
Minimize amount of heavy metals
pH = 9.5
Control with neat HCl
14 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Retrieved from Dyer, J. A., Scrivner, N. C. and Dentel, S. K. (1998), A practical guide for determining the
solubility of metal hydroxides and oxides in water. Environ. Prog., 17: 1–8. doi: 10.1002/ep.670170112

Final Product Specifications (De-icing Fluid)
15
Trace Metals
(ppm)
FeCl2 390
Fe(OH)2 0.80
Ca(OH)2 390
Mg(OH)2 40
Cr(OH)3 0.02
Ni(OH)2 0.00017
Cd(OH)2 0.11
Pb(OH)2 1.5
Trace Metals, 0.003%
H2O70%
CaCl224%
MgCl26%
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

By-Product Specifications (Sediment)
16
Fe58%
Ca10%
Mg3%
Si14%
Cr5%
Trace10%
Trace (wt%)
Mn 0.04
Al 0.020
Ni 0.03
Ti 0.009
S 9.0 E-04
P 4.6 E-03
CN- 1.2 E-05
As 1.5 E-05
Pb 0.004
Trace Metals
(ppm)
Cd <1
Cr 22
Ni 15
Pb 28Source: Bavrlic, K., & Quenselle, P.
(2010). Monitoring Forest Integrity
within the Credit River Watershed.
Meadowvale.
Forest Soil
Compariso
n

17
Design
Recirculation System
Internal Design
External Design
KEY UNIT: REACTOR

Plant Layout
18
Reactors
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
HCL
Storag
e Shed
Main
Reservoi
r
Back-Up
Reservoi
rLoading
Area
Sedimen
t Pond
WPL
Tanks

Batch reactor
Sloped walls
Capacity = 110m3
Dimensions
L = 7m
W = 5m
19
Reactor Design
0.3 m
2.0 m
2.0 m
2.0 m 2.0 m1.0 m
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

3-D Reactor Layout
20 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Recirculation Process
21 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Unites States Patent Office. (1976). Patent #3958952. (Original work published 1974). Retrieved from http://www.google.com/patents/US3958952?printsec=drawing#v=onepage&q&f=false
Benefits
Increased mixing effect
oResulting solution is
denser than solvent
Avoid clogging of the
plate with fines
Less movement of slag
reduces wear on lining
Top View

Stop Logs
Stacked
Removable
Manual or Automatic
Stop Logs vs. Pumps
Gravity vs. electricity
oHorsepower is 6hp
oMinimal energy
oMinimize operating cost
22
http://www.internationalwastewater
.com/Products/Gates.aspx
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

23
Sediment Pond
Reservoirs
Covering Structure
SETTLING & STORAGE SITES

Sediment Pond
24
Sediment
Pond
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Purpose To settle the solids
Material Carbon steel lined
with Reinforced Polypropylene
Dimensions 40m x 14m x 5m
Capacity 2800m3
25
Sediment Pond
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Settling rate
The settling rate is
0.1m/h
All solids will settle in
one week
Drainage Time
1 stop log = 7 minutes
26
Settling Rate & Drainage Time
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Reservoirs
27
Backup
Reservoir
Main
Reservoir
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Purpose
To store
deicing fluid
Dimensions
51m x 60m x 3m
Capacity
9200m3
28
Main Reservoir
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Purpose
When reservoir is full
& for maintenance
To store extra
production
Dimensions
28m x 28m x 3m
Capacity
2400m3
29
Backup Reservoir
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Vegetation
Fill Dirt
Slag
RPP
Clay
Body
1. Vegetation
2. Fill Dirt
3. Steel Slag
Lining
1. Reinforced
polypropylene sheets
2. Calcium bentonite clay
30
Materials of Reservoirs
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Purpose
To cover product
from rain
Dimension
125m x 155m
Area
19400m2
31
Covering Structure
Covering Structure

Hazard Mitigation
32
Reactors
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
HCL
Storage
Shed
WPL
Tanks

33
Comparison Between Existing and Proposed Plan
Cash Flow and Sensitivity Analysis
Current Market of De-icing Agents
Cost-saving Benefits
ECONOMICS

Replacing Regeneration Process
De-Icing Fluid Production: 11,000 tonnes per year
De-Icing Fluid Unit Price: $300 per tonne
34
Proposed Plan Current Process
Revenue from De-
icing Fluid
$3,300,000 Regeneration of
Waste Pickle Liquor
($15,800,000)
Cost of Neat Pickle
Liquor
($16,800,000)
Total Cost $13,500,000 Total Cost $15,800,000
Net Benefit: $2,300,000
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Total capital investment: $8.6M
Annual operating cost:
$727,000
Annual earnings before tax and
interest: $2.73M
Payback period: 6 years
Net present value: $24.7M
35
Cash Flow Analysis
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
$(10,000,000.00)
$(8,000,000.00)
$(6,000,000.00)
$(4,000,000.00)
$(2,000,000.00)
$-
$2,000,000.00
$4,000,000.00
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30

Sensitivity of Project
36
0
10
20
30
40
50
60
-50 -40 -30 -20 -10 0 10 20 30 40 50
Inte
rna
l R
ate
of
Retu
rn (
IRR
) in
%
Variation in %
Internal Rate of Return vs. Variation of Factors
Total Capital Investment
Revenue
Maintenance
MARR

Ontario usage500,000 to 600,000
tonnes of salt per year
De-icing trucksCity of Hamilton already
purchasing new liquid application trucks
Infrastructure in placeFixed Automated Spray
Technology (F.A.S.T)
37
Current Market for De-icing Agents
Fixed Automated Spray Technology. (n.d.). Retrieved November 18, 2012, from http://www.ibigroup.com/Pages/Project.aspx?ProjectId=430&DisciplineId=3&PracticeId=50&pageName=AreaOfPractice.aspx&backString=AreaOfPractice.aspxxDisciplineID=3ppracticeID=50ppage=
1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

City of Hamilton – Cost of Materials
Unit price: $50 per tonne
Annual Usage:
26,000 tonnes per year
Total cost: $1,300,000
De-icing fluid
Unit Price: $300 per tonne
Annual Usage:
2,730 tonnes per year
Total cost: $830,000
38 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions
Road salt
Savings of $470,000

Cost Savings & Benefits
Environmentally friendly material
Zero release of ferrocyanide
Introduction of calcium ions in soil
Corrosion reduction
Reduced chloride release
Socioeconomic benefits
Vehicular accident reduction (F.A.S.T)
39 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

40
Market Expansion
International Implementation
Paramagnetic Iron Oxide Recovery
RECOMMENDATIONS &
CONCLUSIONS

Recommendations
Market ExpansionScale-up production
Solid product
Global Implementation Minimizing footprint
Top steel producers & calcium chloride consumers
Alternate uses for calcium chloride solution
Alternate Use for Sediment Paramagnetic iron oxide recovery Magnetite
Potential source of greater revenue
41 1.Background 2.Process Description
3.Reactor 4.Equipment 5.Hazards
6.Economics 7.Conclusions

Conclusions
Maximized amount of waste used
Converted to a marketable product
Cost savings of $2,300,000/year
Novel, simple, energy-efficient
Adaptable to steel mills world-wide
42

Acknowledgements
Henry Miyamoto
Jill Lam
Donald Kirk
Graeme Norval
Rosanna Kronfli
Lydia Wilkinson
43

44
QUESTIONS

Overview Back-up Slides
Slide 58
45

Reactor Dimensions with Reactant Levels
46

Mass Balance
Per Set of 2 Batch Reactors (Weekly basis)
47

P&ID
48

pH Control
49
HCl
Tote
Metering
Pump
Reactors
Turn on
Turn off
A
E
AES
L
AESH

Concentration Control
50

Recirculation – P&ID
51

Loading Reactor – P&ID
52

Time to Drain Calculation
53

Settling Time Calculation
54

Reactor Flow rate & Pump Required
55
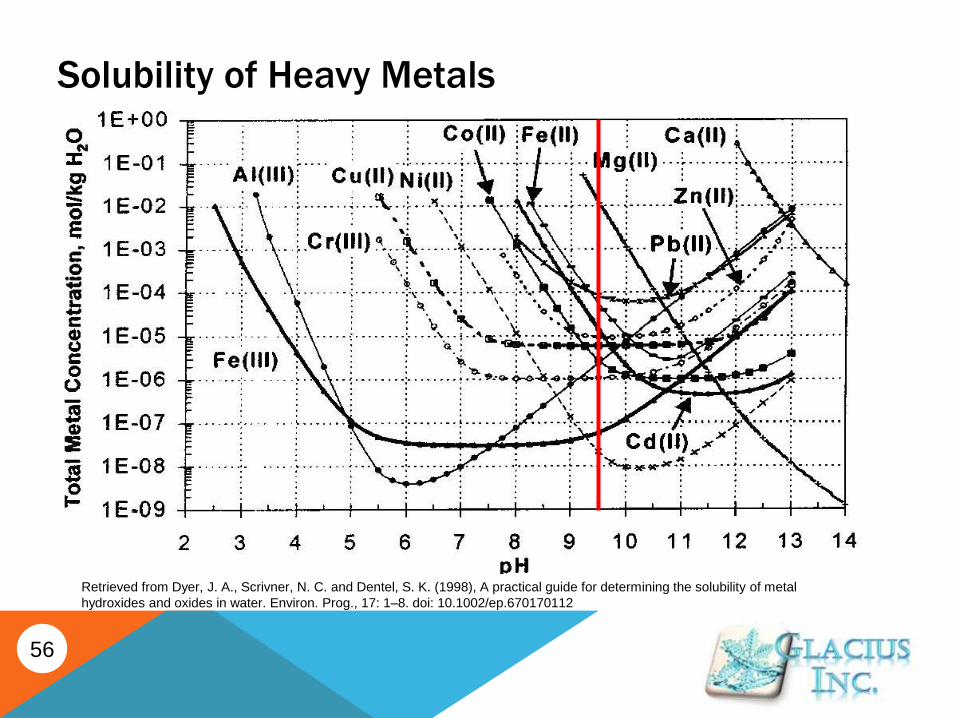
Solubility of Heavy Metals
Retrieved from Dyer, J. A., Scrivner, N. C. and Dentel, S. K. (1998), A practical guide for determining the solubility of metal
hydroxides and oxides in water. Environ. Prog., 17: 1–8. doi: 10.1002/ep.670170112
56

Production Schedule
Reactor
• 1 Week of Mixing
• Recirculation process
• 1 Week of Settling
• Vacuum Pumped
Sediment Pond
• 1 Week of Settling
• Sediment removed during maintenance
Reservoir
• 10 000 tonnesproduced
57
2 Batch Reactors per week
Staggered Production 4 Reactors in total

HCl Price
Current price of HCl $250
Maximum HCl price when regeneration process
becomes preferred: $284
58

Vacuum Truck
Datasheet
3000 gallons (us), Stainless tank, D.O.T. 407/412
6400 cfm, 27'' Hg., high vacuum pump
59
Source: http://www.supervac2000.com/en/specialized-
trucks/vacuum-truck/svpt-6400-tc-and-dot-coded-tank-
29.html

Total Capital Investment
60
A. Direct Cost
1. Equipment 2,415,834.91$
2. Instrumentation and Controls 238,989.58$
3. Electrical Installations 183,838.14$
4. Building Including Services 128,686.70$
5. Yard Improvements 367,676.28$
6.Service Facilities 367,676.28$
B. Indirect Cost
1. Engineering and Supervision 551,514.42$
2. Construction Cost 1,295,945.66$
3. Contingencies 888,648.45$
4. Startup Expense 999,729.51$
C. Working Capital 1,190,166.39$
Total Capital Investment

61
A. Direct Cost
1. Equipment Unit Cost Quantity Unit Installation Total Unit Cost
HCl Units
Semi Bulk Tanks/Totes 455.00$ 12 tote 5,460.00$
Metering Pump 3,485.00$ 2 per pump 1,394.00$ 9,758.00$
Spill Skid 765.50$ 2 per skid 1,531.00$
Waste Pickle Liquor Units
Low Carbon Steel Tanks 67,400.00$ 3 per tank 30,330.00$ 293,190.00$
HDPE Liner 7.00$ 435 per m2 0.33$ 3,188.55$
Centrifugal Pump 28,200.00$ 4 per pump 11,280.00$ 157,920.00$
Concrete Berm 260,000.00$ 1 per berm 260,000.00$
Reactor Units
Low Carbon Steel Tanks 53,900.00$ 4 per tank 24,255.00$ 312,620.00$
HDPE Liner 7.00$ 516 per m2 1.33$ 4,298.28$
Double Piston Diaphragm Pump 89,300.00$ 5 per pump 35,720.00$ 625,100.00$
Settling Pond Unit
Reinforced Polypropylene Liner 10.00$ 1100 per m2 0.38$ 11,418.00$
Low Carbon Steel Body 304,200.00$ 1 per body 136,890.00$ 441,090.00$
Conveyor Belt 118,200.00$ 1 per belt 118,200.00$
Reservoir Units
Calcium Bentonite 300.00$ 25 per tonne 7,500.00$
Reinforced Polypropylene Liner 10.00$ 4950 per m2 0.38$ 51,381.00$
Sump Pump 20,500.00$ 1 per pump 8,200.00$ 28,700.00$
Auxiliary Units
Pipe 36.88$ 330 per feet 16.60$ 17,647.08$
Level Indicator Controller 1,450.00$ 7 per controller 10,150.00$
pH Controller 1,500.00$ 4 per controller 6,000.00$
Pressure Indicator Controller 1,694.00$ 4 per controller 6,776.00$
HDPE Pipe Reducer 18.00$ 4 per reducer 72.00$
Check Valves 300.00$ 1 per valve 300.00$
Butterfly Valves 750.00$ 18 per valve 13,500.00$
3-way Valve 600.00$ 1 per valve 600.00$
Magmeter 1,455.00$ 1 per magmeter 1,455.00$
Flow Control Valve 420.00$ 1 per valve 420.00$
Filter 560.00$ 22 per filter 420.00$ 21,560.00$
Solenoid Valves 2,000.00$ 3 per valve 6,000.00$
Purchased Equipment Subtotal 1,838,381.40$ 2,415,834.91$
Total Capital Investment
Plant Initial Investment Detailed Spreadsheet 1/2

62
2. Instrumentation and Controls
Normal Solid-fuild Chemical Processing 13% of Purchased-equipment 238,989.58$ 238,989.58$
3. Electrical Installations
Electrical-installations cost 10% of Purchased-equipment 183,838.14$ 183,838.14$
4. Building Including Services
Solid-fuild Expansion at an existing site 7% Purchased-equipment 128,686.70$ 128,686.70$
5. Yard Improvements
Approximates 20% of Purchased-equipment 367,676.28$ 367,676.28$
6.Service Facilities
Approximates 20% of Purchased-equipment 367,676.28$ 367,676.28$
Subtotal 3,702,701.89$
B. Indirect Cost Cost Total Cost
1. Engineering and Supervision
Approximates 30% purchased-equipment 551,514.42$ 551,514.42$
2. Construction Cost
Contractor's Fee 5% 185,135.09$ 185,135.09$
Construction 10% of fixed capital 1,110,810.57$ 1,110,810.57$
3. Contingencies
Approximates 8% of fixed capital 888,648.45$ 888,648.45$
4. Startup Expense
Approximates 9% of fixed capital 999,729.51$ 999,729.51$
Subtotal 3,735,838.05$
C. Fixed Capital Investment 7,438,539.94$
D. Working Capital (10-20% of Total Capital Investment) 1,190,166.39$
E. Total Capital Investment 8,628,706.33$
Total Capital Investment
Plant Initial Investment Detailed Spreadsheet 1/2

Production Annual Cost
63
A. Manufacturing Cost
Direct Production Cost Quantity Unit Unit Cost Total Cost
1. Raw Materials
HCl 12 totes/year 455.00$ 5,460.00$
Waste Pickle Liquor
Steel Slag
2. Operating Labor 2 operator/year 56,600.00$ 113,200.00$
3. Utilities
Electricity 46250 kW-hr/year 0.08$ 3,700.00$
Fuel - Petro 17500 liter/year 1.30$ 22,750.00$
4. Maintenance and Repairs
0.05 of FCI 371,927.00$
5. Operating Supplies
0.15 of Main&Rep 55,789.05$
6. Laboratory Charges
0.15 of Op&Labor 16,980.00$
Direct Production Cost 589,806.05$
Fixed Costs
Insurance
0.007 of FCI 52,069.78$
Plant-overhead costs
0.6 of Op&Labor 67,920.00$
Manufactuing Cost Total 709,795.83$
B. General Expenses
Administrative costs
0.15 of Op&Labor 16,980.00$
Total Product Cost 726,775.83$
Detailed Plant Annual Operating Cost Spreadsheet
Total Production Cost

Top Steel Producers vs.
Top Calcium Chloride Consumers
64
Source: IHS Chemical. (2012). Calcium
Chloride. Retrieved November
2012, from IHS Chemical Web Site:
http://www.ihs.com/products/chemical/pl
anning/ceh/calcium-chloride.aspx
Country Steel Production
[million tons]
China 626.7
Japan 109.6
United States 80.5
India 68.3
Russia 66.9
South Korea 58.4
Germany 43.8Source: Badkar, M. (2011, July 26). The
10 Biggest Steel Producing Countries In
The World. Retrieved from Business
Insider:
http://www.businessinsider.com/countrie
s-that-produce-the-most-steel-2011-
7?op=1

Alternate Uses Of Calcium Chloride Solution
65
Source: http://www.calciumchloride.com/market.shtml

Paramagnetic Iron Oxide Recovery
Magnetite
• 3 Fe(OH)2 → Fe3O4 + 2 H2O + H2
Separation
• Wet low intensity magnetic separators
66
Potential Iron in Solid Waste: 2,300 tonne/year
Alternative Price
($/tonne)
Revenue
($/ year)
Magnetic Iron Oxide Recovery $320 $736,000
Sintering Plant $120 $276,000
Difference $200 $460,000
Source: (Iron Ore: Market Outlook to 2020, 7th edition 2012, 2012)
Source: http://www1.southafricacrusher.com/optional
-equipment/low-intensity-magnetic-separator.php

Material Selection Process
67
Corrosion Resistance
Mechanical Reliability
Economic
Viability

Process Equipment MaterialsEquipment Body Lining Advantages
Reactor A242 Steel HDPE -A242 highly resistant to
atmospheric corrosion
(Brockenbrough, 2006)
- HDPE chemically inert to
reactants & products and
highly resistant to wear;
widely used with abrasive
slurries (Gabriel, 2001)
Settling Pond A242 Steel Reinforced PP -RPP highly resistant to UV
exposure (Western
Environmental Liner, 2009)
Reservoir 1st layer : Steel Slag
2nd layer: Fill Dirt
3rd layer:
Vegetation
1st layer : Reinforced PP
Lining Sheets
2nd layer: Calcium bentonite
clay
-RPP resistant to UV
exposure
- Clay is a self-healing pond
sealant to provide extra
safety against leaks (Moine-
Ledoux, 2000)
Stop logs Carbon Steel HDPE
- With EPDM seals and epoxy
painted steel guides
-HDPE lining chemically inert
to reactants & products
-EPDM weathering, UV and
chemically resistant (Rubber-
Cal, 1999)
-Epoxy paint protects steel
from corrosion by chloride
ions
68

Secondary Equipment Materials
Piping Body Lining Advantages
WPL
HCl
Recirculation
De-icing fluid
Flush (Water)
Piping
A242 Steel HDPE -A242 highly resistant to atmospheric corrosion
-HDPE chemically inert to reactants & products and
highly resistant to wear; widely used with abrasive
slurries
69
Pumps Body Lining Advantages
Diaphragm
(Recirculation)
Centrifugal
Metering
Sump
Carbon
Steel
Natural
Rubber
-Steel provides structural strength
-Natural Rubber excellent resistance to severe
abrasion, chemically resistant and low cost (Soft
Natural Rubber, 2012)
Valves Body Lining Advantages
Butterfly
Solenoid
Check
Flow Control
3-way
PVC EPDM -PVC is low cost and mechanically strong (Curbell
Plastics, 2012)
-EPDM provides chemically and UV resistant seal

Equipment Sizing
Product Mass
[kg]
Density
[kg/m3]
Actual
Volume
[m3]
% Volume Design
Volume
[m3]
Width
[m]
Depth
[m]
Height
[m]
Comments Stop Logs
[m]
Reactor
(1 unit)
WPL 107000 1450 74.3 0.74
Holds half a
batch of raw
materials
7x0.3048
3x0.1524HCl 378 1490 0.25 0.00
Water 0.00 1000 0.00 0.00
Slag 37000 3750 9.88 0.10
Total 84.4 100 5 6.875 4
Settling
Pond
Liquid 4210000 1380 304 0.11
Holds 1 yr solids
+ 2 liquid
batches
14x 0.3048
4x0.1524Solids 3990000 2020 1980 0.72
Total 2280 2740 40 13.9 5
Reservoi
r
Liquid 10500000 1380 7600 0.83
Holds 1 yr of
product -Solids 0.00 0.00 0.00 0.00
Total 7600 9120 60 51 3
70
Table 13: Process Equipment Sizing 1 of 2

Equipment Sizing Continued
HCl Supply Mass Balance
Vol. [m3]
Vol. with OD [m3] Dimensions [m] of
OD
Design Vol. [m3] Comments
0.51 0.61
Radius= 0.5 &Height
= 1 Holds 2 batches
WPL Supply
455.69 535 (Total) - - Holds 3 weeks of WPL
- 178 (1/3 of Total)
Radius = 3 & Height
= 7 198 Holds 1 week of WPL
Back-Up
Reservoir - 9120/4 = 2280 28 x 28 x 3 2352 Holds ¼ of main reservoir
71
Table 14: Process Equipment Sizing 2 of 2

















