Flotation separation of copper sulphides from arsenic minerals at Rosebery copper concentrator Graham Long a,b,⇑ , Yongjun Peng a,c,⇑ , Dee Bradshaw a a Julius Kruttschnitt Mineral Research Centre, University of Queensland, Isles Road, Indooroopilly, Brisbane, QLD 4068, Australia b MMG Rosebery, Hospital Road, Rosebery, TAS 7470, Australia c School of Chemical Engineering, University of Queensland, St. Lucia, Brisbane, QLD 4072, Australia article info Article history: Received 13 December 2013 Revised 28 March 2014 Accepted 3 April 2014 Available online xxxx Keywords: Froth flotation Arsenic depression Regrind abstract The removal of arsenic bearing minerals from concentrates is becoming more important as environmen- tal laws become ever stricter with regard to smelter emissions. The onus is shifting to concentrate producers to remove these minerals from their product, with penalties applying to materials containing greater than background amounts. The arsenic content of Rosebery copper flotation feed is mainly present as arsenopyrite (FeAsS), con- taining approximately 46.0% arsenic with the remainder of the arsenic in copper sulphosalts (tennantite (Cu 12 As 4 S 13 )), in a solid solution series with tetrahedrite (Cu 12 Sb 4 S 13 ). Tennantite contains approximately 20.3% arsenic. Characterisation of the rougher and cleaner concentrates obtained during a plant survey showed that the arsenopyrite was appropriately rejected in the copper flotation circuit. However, tennan- tite showed similar flotation behaviour to the copper sulphide minerals so that the high arsenic content of the final copper concentrate was mainly in the copper sulphosalts. In this study, regrinding the copper rougher concentrate was investigated to reject tennantite in cleaner flotation. It was found that although finer grinding increased the mass fraction in the ultrafine fraction, the tennantite liberation only increased slightly. The copper selectivity against arsenic was improved significantly although the recov- ery of copper, silver and arsenic was lower. The difference in floatability of copper sulphide minerals and tennantite appears to increase at finer sizes. In this study, pH and Eh were also manipulated to further improve the selectivity of copper flotation against tennantite at fine particle sizes with some promise. In order to find an application in the Rosebery circuit, any changes must have a net economic benefit and the trade-offs and implications are discussed in this paper. Ó 2014 Elsevier Ltd. All rights reserved. 1. Introduction 1.1. Arsenic problems in copper flotation As metal reserves around the world, and existing mines, get deeper, ore mineralogy is becoming increasingly more complex. In addition, penalty elements such as arsenic, antimony and bismuth are occurring in increasing concentrations. These are highly toxic inorganic pollutants and can cause serious environ- mental and human health problems. Stringent regulations on smelting emissions are leading to increases in penalty rates for these elements such that many flotation concentrates become dif- ficult to sell to smelters. Arsenic minerals pose a problem for copper flotation concen- trates since they are often associated with copper minerals, display similar flotation behaviour to copper minerals and therefore report to final copper flotation products. Despite extensive research, the rejection of arsenic minerals in copper flotation is still a challenge. Arsenic sulphide mineralogy in copper deposits has been reviewed by Long et al. (2012). A range of arsenic minerals includ- ing arsenopyrite, tetrahedrite, tennantite and enargite occur in various copper deposits in the world. Rejection of arsenic minerals in sulphide flotation has been reviewed by Ma and Bruckard (2009), Plackowski et al. (2012). In general, pre-oxidation of flota- tion pulp and Eh control during flotation are promising options to separate arsenic from other sulphides. Pre-oxidation of flotation pulp utilizes the different floatability of arsenic and other valuable minerals after reacting with oxidizing http://dx.doi.org/10.1016/j.mineng.2014.04.003 0892-6875/Ó 2014 Elsevier Ltd. All rights reserved. ⇑ Corresponding authors at: Julius Kruttschnitt Mineral Research Centre, Univer- sity of Queensland, Isles Road, Indooroopilly, Brisbane, QLD 4068, Australia. Tel.: +61 3 6473 2123; fax: +61 3 6473 2237 (G. Long). Tel.: +61 7 3365 7156; fax: +61 7 3365 3888 (Y. Peng). E-mail addresses: [email protected](G. Long), [email protected]. au (Y. Peng). Minerals Engineering xxx (2014) xxx–xxx Contents lists available at ScienceDirect Minerals Engineering journal homepage: www.elsevier.com/locate/mineng Please cite this article in press as: Long, G., et al. Flotation separation of copper sulphides from arsenic minerals at Rosebery copper concentrator. Miner. Eng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
Please cite this article in press as: Long, G., et al. Flotation separation of copper sulphides from arsenic minerals at Rosebery copper concentrator.Eng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
Graham Long a,b,⇑, Yongjun Peng a,c,⇑, Dee Bradshaw a
a Julius Kruttschnitt Mineral Research Centre, University of Queensland, Isles Road, Indooroopilly, Brisbane, QLD 4068, Australiab MMG Rosebery, Hospital Road, Rosebery, TAS 7470, Australiac School of Chemical Engineering, University of Queensland, St. Lucia, Brisbane, QLD 4072, Australia
a r t i c l e i n f o
Article history:Received 13 December 2013Revised 28 March 2014Accepted 3 April 2014Available online xxxx
Keywords:Froth flotationArsenic depressionRegrind
a b s t r a c t
The removal of arsenic bearing minerals from concentrates is becoming more important as environmen-tal laws become ever stricter with regard to smelter emissions. The onus is shifting to concentrateproducers to remove these minerals from their product, with penalties applying to materials containinggreater than background amounts.
The arsenic content of Rosebery copper flotation feed is mainly present as arsenopyrite (FeAsS), con-taining approximately 46.0% arsenic with the remainder of the arsenic in copper sulphosalts (tennantite(Cu12As4S13)), in a solid solution series with tetrahedrite (Cu12Sb4S13). Tennantite contains approximately20.3% arsenic. Characterisation of the rougher and cleaner concentrates obtained during a plant surveyshowed that the arsenopyrite was appropriately rejected in the copper flotation circuit. However, tennan-tite showed similar flotation behaviour to the copper sulphide minerals so that the high arsenic contentof the final copper concentrate was mainly in the copper sulphosalts. In this study, regrinding the copperrougher concentrate was investigated to reject tennantite in cleaner flotation. It was found that althoughfiner grinding increased the mass fraction in the ultrafine fraction, the tennantite liberation onlyincreased slightly. The copper selectivity against arsenic was improved significantly although the recov-ery of copper, silver and arsenic was lower. The difference in floatability of copper sulphide minerals andtennantite appears to increase at finer sizes. In this study, pH and Eh were also manipulated to furtherimprove the selectivity of copper flotation against tennantite at fine particle sizes with some promise.In order to find an application in the Rosebery circuit, any changes must have a net economic benefitand the trade-offs and implications are discussed in this paper.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
1.1. Arsenic problems in copper flotation
As metal reserves around the world, and existing mines, getdeeper, ore mineralogy is becoming increasingly more complex.In addition, penalty elements such as arsenic, antimony andbismuth are occurring in increasing concentrations. These arehighly toxic inorganic pollutants and can cause serious environ-mental and human health problems. Stringent regulations onsmelting emissions are leading to increases in penalty rates for
these elements such that many flotation concentrates become dif-ficult to sell to smelters.
Arsenic minerals pose a problem for copper flotation concen-trates since they are often associated with copper minerals, displaysimilar flotation behaviour to copper minerals and therefore reportto final copper flotation products. Despite extensive research, therejection of arsenic minerals in copper flotation is still a challenge.
Arsenic sulphide mineralogy in copper deposits has beenreviewed by Long et al. (2012). A range of arsenic minerals includ-ing arsenopyrite, tetrahedrite, tennantite and enargite occur invarious copper deposits in the world. Rejection of arsenic mineralsin sulphide flotation has been reviewed by Ma and Bruckard(2009), Plackowski et al. (2012). In general, pre-oxidation of flota-tion pulp and Eh control during flotation are promising options toseparate arsenic from other sulphides.
Pre-oxidation of flotation pulp utilizes the different floatabilityof arsenic and other valuable minerals after reacting with oxidizing
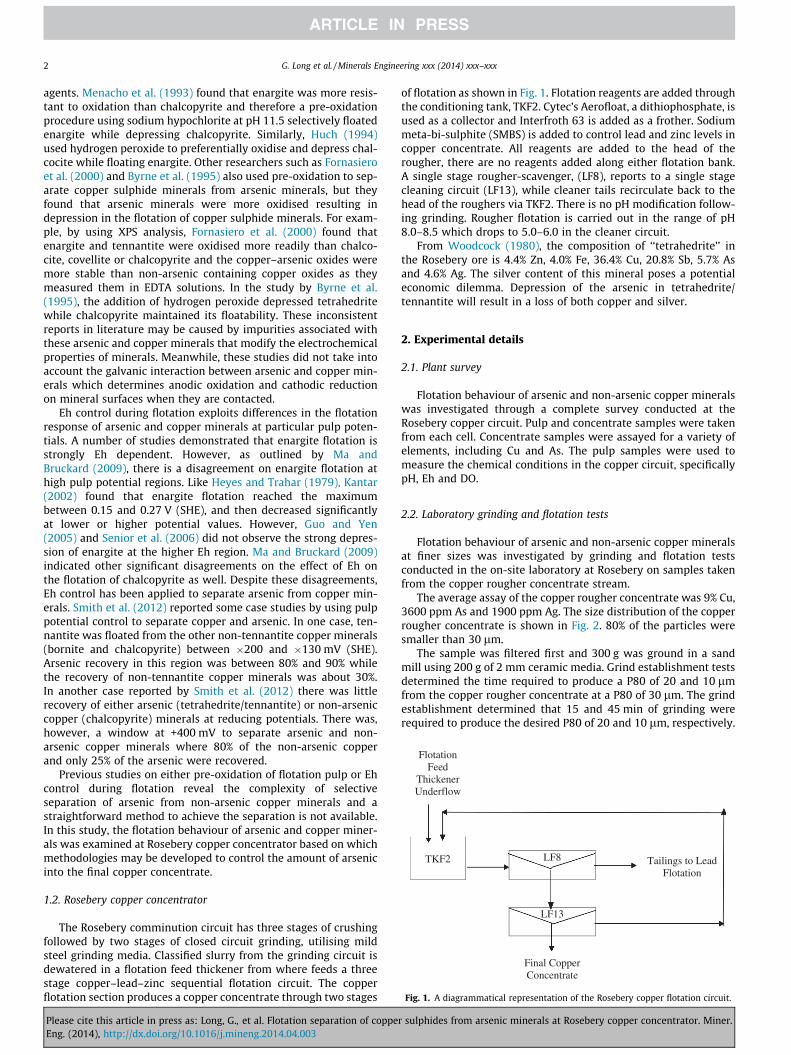
Fig. 1. A diagrammatical representation of the Rosebery copper flotation circuit.
2 G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx
agents. Menacho et al. (1993) found that enargite was more resis-tant to oxidation than chalcopyrite and therefore a pre-oxidationprocedure using sodium hypochlorite at pH 11.5 selectively floatedenargite while depressing chalcopyrite. Similarly, Huch (1994)used hydrogen peroxide to preferentially oxidise and depress chal-cocite while floating enargite. Other researchers such as Fornasieroet al. (2000) and Byrne et al. (1995) also used pre-oxidation to sep-arate copper sulphide minerals from arsenic minerals, but theyfound that arsenic minerals were more oxidised resulting indepression in the flotation of copper sulphide minerals. For exam-ple, by using XPS analysis, Fornasiero et al. (2000) found thatenargite and tennantite were oxidised more readily than chalco-cite, covellite or chalcopyrite and the copper–arsenic oxides weremore stable than non-arsenic containing copper oxides as theymeasured them in EDTA solutions. In the study by Byrne et al.(1995), the addition of hydrogen peroxide depressed tetrahedritewhile chalcopyrite maintained its floatability. These inconsistentreports in literature may be caused by impurities associated withthese arsenic and copper minerals that modify the electrochemicalproperties of minerals. Meanwhile, these studies did not take intoaccount the galvanic interaction between arsenic and copper min-erals which determines anodic oxidation and cathodic reductionon mineral surfaces when they are contacted.
Eh control during flotation exploits differences in the flotationresponse of arsenic and copper minerals at particular pulp poten-tials. A number of studies demonstrated that enargite flotation isstrongly Eh dependent. However, as outlined by Ma andBruckard (2009), there is a disagreement on enargite flotation athigh pulp potential regions. Like Heyes and Trahar (1979), Kantar(2002) found that enargite flotation reached the maximumbetween 0.15 and 0.27 V (SHE), and then decreased significantlyat lower or higher potential values. However, Guo and Yen(2005) and Senior et al. (2006) did not observe the strong depres-sion of enargite at the higher Eh region. Ma and Bruckard (2009)indicated other significant disagreements on the effect of Eh onthe flotation of chalcopyrite as well. Despite these disagreements,Eh control has been applied to separate arsenic from copper min-erals. Smith et al. (2012) reported some case studies by using pulppotential control to separate copper and arsenic. In one case, ten-nantite was floated from the other non-tennantite copper minerals(bornite and chalcopyrite) between �200 and �130 mV (SHE).Arsenic recovery in this region was between 80% and 90% whilethe recovery of non-tennantite copper minerals was about 30%.In another case reported by Smith et al. (2012) there was littlerecovery of either arsenic (tetrahedrite/tennantite) or non-arseniccopper (chalcopyrite) minerals at reducing potentials. There was,however, a window at +400 mV to separate arsenic and non-arsenic copper minerals where 80% of the non-arsenic copperand only 25% of the arsenic were recovered.
Previous studies on either pre-oxidation of flotation pulp or Ehcontrol during flotation reveal the complexity of selectiveseparation of arsenic from non-arsenic copper minerals and astraightforward method to achieve the separation is not available.In this study, the flotation behaviour of arsenic and copper miner-als was examined at Rosebery copper concentrator based on whichmethodologies may be developed to control the amount of arsenicinto the final copper concentrate.
1.2. Rosebery copper concentrator
The Rosebery comminution circuit has three stages of crushingfollowed by two stages of closed circuit grinding, utilising mildsteel grinding media. Classified slurry from the grinding circuit isdewatered in a flotation feed thickener from where feeds a threestage copper–lead–zinc sequential flotation circuit. The copperflotation section produces a copper concentrate through two stages
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
of flotation as shown in Fig. 1. Flotation reagents are added throughthe conditioning tank, TKF2. Cytec’s Aerofloat, a dithiophosphate, isused as a collector and Interfroth 63 is added as a frother. Sodiummeta-bi-sulphite (SMBS) is added to control lead and zinc levels incopper concentrate. All reagents are added to the head of therougher, there are no reagents added along either flotation bank.A single stage rougher-scavenger, (LF8), reports to a single stagecleaning circuit (LF13), while cleaner tails recirculate back to thehead of the roughers via TKF2. There is no pH modification follow-ing grinding. Rougher flotation is carried out in the range of pH8.0–8.5 which drops to 5.0–6.0 in the cleaner circuit.
From Woodcock (1980), the composition of ‘‘tetrahedrite’’ inthe Rosebery ore is 4.4% Zn, 4.0% Fe, 36.4% Cu, 20.8% Sb, 5.7% Asand 4.6% Ag. The silver content of this mineral poses a potentialeconomic dilemma. Depression of the arsenic in tetrahedrite/tennantite will result in a loss of both copper and silver.
2. Experimental details
2.1. Plant survey
Flotation behaviour of arsenic and non-arsenic copper mineralswas investigated through a complete survey conducted at theRosebery copper circuit. Pulp and concentrate samples were takenfrom each cell. Concentrate samples were assayed for a variety ofelements, including Cu and As. The pulp samples were used tomeasure the chemical conditions in the copper circuit, specificallypH, Eh and DO.
2.2. Laboratory grinding and flotation tests
Flotation behaviour of arsenic and non-arsenic copper mineralsat finer sizes was investigated by grinding and flotation testsconducted in the on-site laboratory at Rosebery on samples takenfrom the copper rougher concentrate stream.
The average assay of the copper rougher concentrate was 9% Cu,3600 ppm As and 1900 ppm Ag. The size distribution of the copperrougher concentrate is shown in Fig. 2. 80% of the particles weresmaller than 30 lm.
The sample was filtered first and 300 g was ground in a sandmill using 200 g of 2 mm ceramic media. Grind establishment testsdetermined the time required to produce a P80 of 20 and 10 lmfrom the copper rougher concentrate at a P80 of 30 lm. The grindestablishment determined that 15 and 45 min of grinding wererequired to produce the desired P80 of 20 and 10 lm, respectively.
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx 3
After grinding, flotation testwork was performed in a 2.5 L Agi-tair LA-50 cell at 17% solids with 600 rpm impellor speed. The cellwas filled with slurry to a depth of 12 cm and a 4 cm froth depthwas maintained during the tests. Reagents were made-up fromplant stocks. SMBS (25 g/t) was added at plant strength, the collec-tor and frother (Aeropromoter (diluted to 6 g/t) and Interfroth(diluted to 4 g/t)) were added during the conditioning stage. Thesedosages were added based on previous studies to achieve a copperrecovery in the laboratory that matched the plant performance.Three flotation concentrates were collected after cumulative timesof 0.5, 1.5, and 3.5 min with an air flow rate of 8 dm3/min.
2.2.1. Mineralogical analysis2.2.1.1. Optical mineralogy. Samples for optical mineralogy weresubmitted for analysis to McArthur Ore Deposit Assessments(MODA), in Burnie, Tasmania, the analysis being performed byMODA staff. Samples were firstly sized into +45, +30 (CS1), +20(CS3), +13 (CS4), +10 (CS5) and +5 (CS6) lm fractions, thenmounted in resin and assessed using a Leica DM6000M polarisingmicroscope using either incident (reflected) light for opaque min-erals, or transmitted light for non-opaques. (Some of the smallersize fractions had to be combined to ensure there was sufficientsample for analysis.) Total viewable magnification varies between12.5� and 1000� using a combination of 10� magnification eye-pieces and any of 1.25�, 5�, 10�, 20�, 50� and 100� (oil immer-sion) magnification. The standard MODA technique uses two scans.For the first scan, 100 randomly selected grains were logged withthe mineral content as area % and average area % per grain wheneach mineral present was visually estimated. The MODA softwarethen uses this data to calculate the volume % of each mineral. Inaddition, each grain is then assigned a graphic that is used to rep-resent mineral liberation. The minerals logged were pyrite (Py),pyrrhotite (Po), sphalerite (Sp), galena (Gn), arsenopyrite (As),chalcopyrite (Cp), tetrahedrite (Te) and gangue minerals (quartz,muscovite, carbonate, barite, Fe oxides, etc.). In the second scan,for each fraction, 100 grains containing tetrahedrite were loggedas for the first scan. This improves the count statistics for the targetmineral. Tennantite and tetrahedrite are difficult to distinguishusing the optical methodology employed by MODA, due to theirexistence as a solid solution. They have been reported togetheras tetrahedrite (Te) in the optical mineralogy results.
2.2.1.2. Qemscan. Samples of mill feed and concentrate were sentto the ALS Ammtec laboratory in Perth to determine thedistribution of arsenic minerals. The samples were sized into fourfractions, +106 lm, +45 lm, +CS3 (20 lm) and +CS5 (10 lm). Thescreen fractions were micro-riffle split and then mixed with highquality graphite powders. The graphite addition was to assist with
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
separation of the particles and to minimize density segregation ofthe particles prior to the hardening of the epoxy suspension.
The sample-graphite mixture was set into moulds using atwo-part epoxy resin to produce representative sub-samples ofrandomly orientated particles for each sample. After curing, theresin blocks were cut back to expose a fresh surface and thenground and polished with a 1 lm diamond finish. The polished sec-tions were then carbon coated for conductivity and presented tothe QEMSCAN instrument for analysis.
The samples were measured using the Particle Mineral Analysis(PMA) mode of the QEMSCAN (Quantitative Evaluation of Mineralsby Scanning Electron Microscopy). Characteristic X-ray and back-scatter electron (BSE) information was collected on a grid basiswith points spaced 7.5 lm apart for the + 106 lm fraction, 5 lmapart for the +53 lm fraction, 2.5 lm apart for the +CS3 fractionand 1.5 lm apart for the +CS5 fraction. The information obtainedfrom each analysis point was then classified against a minerallibrary of standards in order to produce a mineral list specific tothis project.
3. Results and discussion
3.1. Survey of copper flotation circuit
3.1.1. Flotation behaviour of arsenic mineralsThe QEMSCAN analysis to determine the distribution of arsenic
in associated minerals in copper rougher flotation feed is shown inTable 1. Although there were some variations in these two surveysin May and August 2010, the predominant arsenic mineral enteringthe copper flotation circuit was arsenopyrite which carried morethan 75% of the arsenic in the copper rougher flotation feed. Coppersulphosalts (mainly the tetrahedrite/tennantite solid solution ser-ies) contained between 4% and 10% arsenic. Sphalerite, galenaand other sulphide minerals contained 10–14% of the arsenic intotal.
The distribution of arsenic in associated minerals in the cleanerconcentrate determined by QEMSCAN is shown in Table 2. TheQEMSCAN results confirm the optical mineralogical result thatthe tetrahedrite/tennantite solid solution series of minerals con-tributes the bulk of the arsenic to the copper concentrate account-ing for 65–76%, while arsenopyrite contributed 21–31% of thearsenic. Since arsenopyrite was the dominant arsenic mineral inthe rougher flotation feed, much more arsenopyrite was depressedin the flotation process than tetrahedrite/tennantite.
Fig. 3 plots cumulative copper, arsenic, silver and mass recover-ies against cumulative water recovery along the rougher bank.Overall arsenic recovery was extremely low relative to copperrecovery, but silver recoveries were close to copper. Copper,arsenic and silver recoveries to rougher concentrate were 66.8%,11.0% and 74.6% respectively. The low arsenic recovery should bedue to the rejection of the arsenopyrite as indicated in Table 1and Table 2. Mass recovery was extremely low, 2.6%, lower thanthe three elements assayed. Arsenic recovery higher was higher
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
Py = Pyrite; Po = Pyrrhotite; Sp = Sphalerite; Gn = Galena; As = Arsenopyrite;Cp = Chalcopyrite; Te = Tetrahedrite; Ga = Gangue.
4 G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx
than the mass recovery, suggesting some true arsenic flotation inthe rougher bank.
An optical mineralogical analysis of the combined rougher con-centrate was conducted and the results are shown in Table 3.Sphalerite was the predominant mineral, followed by chalcopyriteand pyrite. The arsenopyrite content was only 0.4 vol.%, muchlower than tetrahedrite/tennantite (7.1 vol.%). The ratio of arseno-pyrite to tetrahedrite/tennantite has changed dramatically fromthe fresh feed where arsenopyrite was the predominant arsenicmineral, as shown in Table 1, to the rougher concentrate withthe tetrahedrite/tennantite:arsenopyrite ratio being 17.8:1. Arse-nopyrite is therefore significantly depressed in the copper roughercircuit; arsenic is carried into rougher concentrate primarily via thetetrahedrite/tennantite solid solution series.
Cumulative copper and arsenic recoveries along the cleanerbank are shown in Fig. 4. Copper recovery from rougher concen-trate to cleaner concentrate was 53.0%, with 89% of this 53.0% float-ing in the first two cells. A lack of responsive copper mineral afterthe first two cells leads to 47.0% of the chalcopyrite recirculatingback to the roughers. Cleaner bank recoveries also indicate true flo-tation of arsenic minerals, but to a higher degree than that of therougher bank. This indicates that selective flotation of copperminerals against arsenic minerals may be more difficult.
The optical mineralogical analysis of the combined cleaner con-centrate is shown in Table 4. Tetrahedrite/tennantite remains the
Table 3Mineralogical composition of the combined rougher concentrate determined byoptical mineralogy (vol.%).
Py = Pyrite; Po = Pyrrhotite; Sp = Sphalerite; Gn = Galena; As = Arsenopyrite;Cp = Chalcopyrite; Te = Tetrahedrite; Ga = Gangue.
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
predominant arsenic bearing species in cleaner concentrate. Com-pared to rougher concentrate, both arsenopyrite and tetrahedrite/tennantite contents were reduced to 0.3% and 5.8%, respectively,in cleaner concentrate. However, the ratio of tetrahedrite/tennan-tite to arsenopyrite was increased to 19.3 indicating that morearsenopyrite was depressed in the cleaner circuit than tetrahe-drite/tennantite.
3.1.2. Deportment of arsenic minerals in the copper circuitThe optical mineralogical analysis was used to determine the
amount of tetrahedrite/tennantite and arsenopyrite in the rougherand cleaner concentrate streams from the 2010 survey. From thesizings in Table 5, copper cleaner concentrate has a coarser sizingcompared to rougher concentrate, with the +45 lm portionincreasing from 15% retained to 23% retained; the +CS3 portion isconstant at 45% retained. This indicates that the final copper con-centrate grade is increasing in the cleaner circuit through the rejec-tion of fine non-copper bearing particles. The arsenopyrite contentof both the +45 lm and +CS5 portions was reduced as indicatedfrom reductions in the mineral content as area % and average area% per grain between the rougher and cleaner circuits; the +CS3 por-tion shows a threefold increase in arsenopyrite. Tetrahedrite/ten-nantite shows a reverse effect, with these minerals increasingfrom the roughers to the cleaners in the +45 lm and +CS5 portions,but decreasing in the majority +CS3 size fraction as the mineralcontent as area % dropped from 10.7% to 4.9%. Tetrahedrite/tennan-tite rejection is due to depression of middlings particles in the +CS3size fraction.
The optical mineralogical analysis was also conducted to deter-mine the liberation of tetrahedrite/tennantite in the rougher flota-tion feed, and the rougher and cleaner concentrate streams. Resultsare shown in Table 6. In rougher flotation feed, the degree of tetra-hedrite/tennantite liberation was very low, only 28%. The followingpercentages of tetrahedrite/tennantite in binary composites withvarious minerals were obtained: 2% with sphalerite, 9% with galenaand 11% with chalcopyrite. A major occurrence of tetrahedrite/ten-nantite was in ternary composites (50%). However, with passage
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
Sp = Sphalerite; Gn = Galena; Cp = Chalcopyrite.Mono = liberated mineral; binary = subject mineral combined with one othermineral; ternary+ = subject mineral combined with two or more other minerals.
G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx 5
through flotation in the copper circuit, the degree of tetrahedrite/tennantite liberation was increased significantly to 55% and 73%in rougher concentrate and cleaner concentrate, respectively, whilethe percentage of tetrahedrite/tennantite in ternary compositeswas decreased to 28% and 17%, respectively. The percentage oftetrahedrite/tennantite in binary composites with chalcopyritewas decreased significantly through flotation as well. Apparently,free tetrahedrite/tennantite was not well depressed in flotation,and the depression of tetrahedrite/tennantite was through itsoccurrence in composite particles.
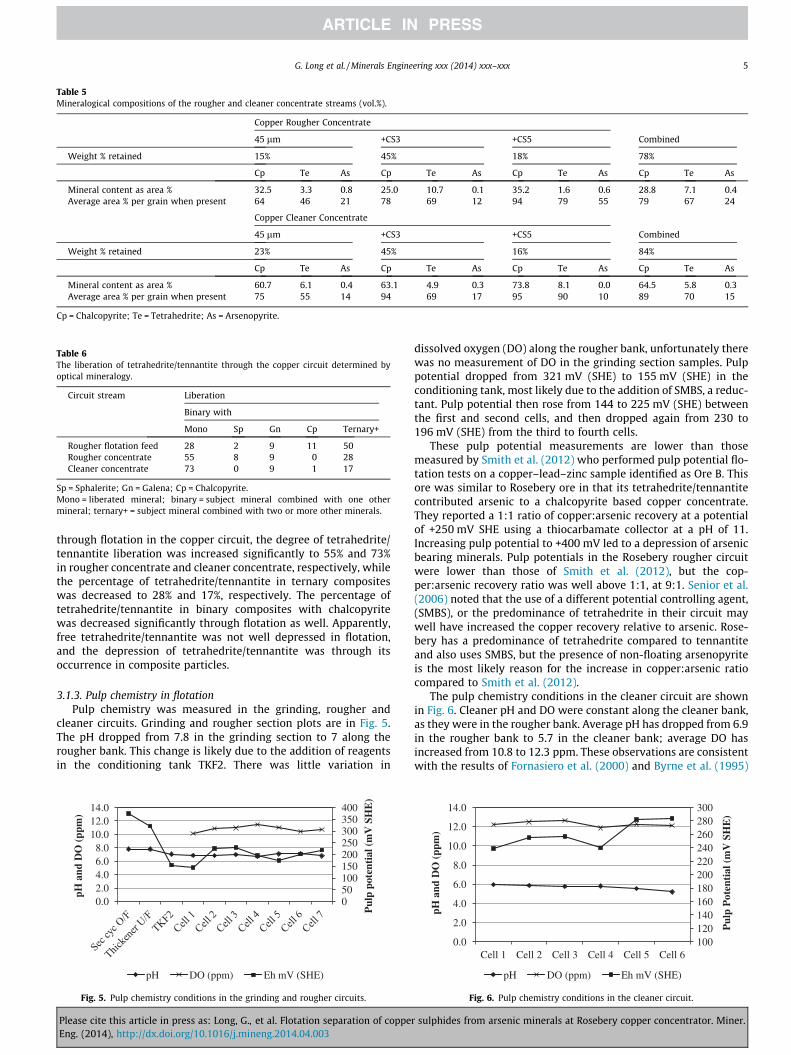
3.1.3. Pulp chemistry in flotationPulp chemistry was measured in the grinding, rougher and
cleaner circuits. Grinding and rougher section plots are in Fig. 5.The pH dropped from 7.8 in the grinding section to 7 along therougher bank. This change is likely due to the addition of reagentsin the conditioning tank TKF2. There was little variation in
050100150200250300350400
0.02.04.06.08.0
10.012.014.0
Pul
p po
tent
ial (
mV
SH
E)
pH a
nd D
O (
ppm
)
pH DO (ppm) Eh mV (SHE)
Fig. 5. Pulp chemistry conditions in the grinding and rougher circuits.
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
dissolved oxygen (DO) along the rougher bank, unfortunately therewas no measurement of DO in the grinding section samples. Pulppotential dropped from 321 mV (SHE) to 155 mV (SHE) in theconditioning tank, most likely due to the addition of SMBS, a reduc-tant. Pulp potential then rose from 144 to 225 mV (SHE) betweenthe first and second cells, and then dropped again from 230 to196 mV (SHE) from the third to fourth cells.
These pulp potential measurements are lower than thosemeasured by Smith et al. (2012) who performed pulp potential flo-tation tests on a copper–lead–zinc sample identified as Ore B. Thisore was similar to Rosebery ore in that its tetrahedrite/tennantitecontributed arsenic to a chalcopyrite based copper concentrate.They reported a 1:1 ratio of copper:arsenic recovery at a potentialof +250 mV SHE using a thiocarbamate collector at a pH of 11.Increasing pulp potential to +400 mV led to a depression of arsenicbearing minerals. Pulp potentials in the Rosebery rougher circuitwere lower than those of Smith et al. (2012), but the cop-per:arsenic recovery ratio was well above 1:1, at 9:1. Senior et al.(2006) noted that the use of a different potential controlling agent,(SMBS), or the predominance of tetrahedrite in their circuit maywell have increased the copper recovery relative to arsenic. Rose-bery has a predominance of tetrahedrite compared to tennantiteand also uses SMBS, but the presence of non-floating arsenopyriteis the most likely reason for the increase in copper:arsenic ratiocompared to Smith et al. (2012).
The pulp chemistry conditions in the cleaner circuit are shownin Fig. 6. Cleaner pH and DO were constant along the cleaner bank,as they were in the rougher bank. Average pH has dropped from 6.9in the rougher bank to 5.7 in the cleaner bank; average DO hasincreased from 10.8 to 12.3 ppm. These observations are consistentwith the results of Fornasiero et al. (2000) and Byrne et al. (1995)
100120140160180200220240260280300
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
Cell 1 Cell 2 Cell 3 Cell 4 Cell 5 Cell 6
Pul
p P
oten
tial
(m
V S
HE
)
pH a
nd D
O (
ppm
)
pH DO (ppm) Eh mV (SHE)
Fig. 6. Pulp chemistry conditions in the cleaner circuit.
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
Mono = liberated mineral; binary = subject mineral combined with one othermineral; ternary = subject mineral combined with two other minerals; quater-nary = subject mineral combined with three or more other minerals.
Table 9Liberation of tetrahedrite/tennantite in copper rougher concentrate (P80 = 10 lm).
Mono = liberated mineral; binary = subject mineral combined with one othermineral; ternary = subject mineral combined with two other minerals; quater-nary = subject mineral combined with three or more other minerals.
15.0
17.0
19.0
21.0
23.0
25.0
27.0
29.0
50.0 60.0 70.0 80.0 90.0 100.0
Cop
per
Gra
de (
%)
Copper Recovery (%)
10 micron 20 micron 30 micron
Fig. 7. Copper grade-recovery curves following regrind.
4000
4500
5000
5500
6000
6500
7000
0.0 20.0 40.0 60.0 80.0 100.0
Ars
enic
Gra
de (
ppm
)
6 G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx
who noted the effect of different oxidation rates on the floatabilityof arsenic bearing minerals from non-arsenic bearing minerals.Pulp potential increased in cells 5 and 6 which may have had aneffect on the copper/arsenic selectivity.
3.2. Regrinding and flotation
3.2.1. The effect of regrind on liberationKappes et al. (2007) reground an unnamed rougher concentrate
to approximately 20 lm to liberate tennantite and chalcopyrite.Flotation tests resulted in 62–80% of the arsenic reporting to clea-ner tails, but so did 7.4–14.1% of the liberated copper. Byrne et al.(1995) reground scavenger concentrate to liberate tetrahedritefrom chalcopyrite resulting in differential flotation of the two min-erals in downstream stages.
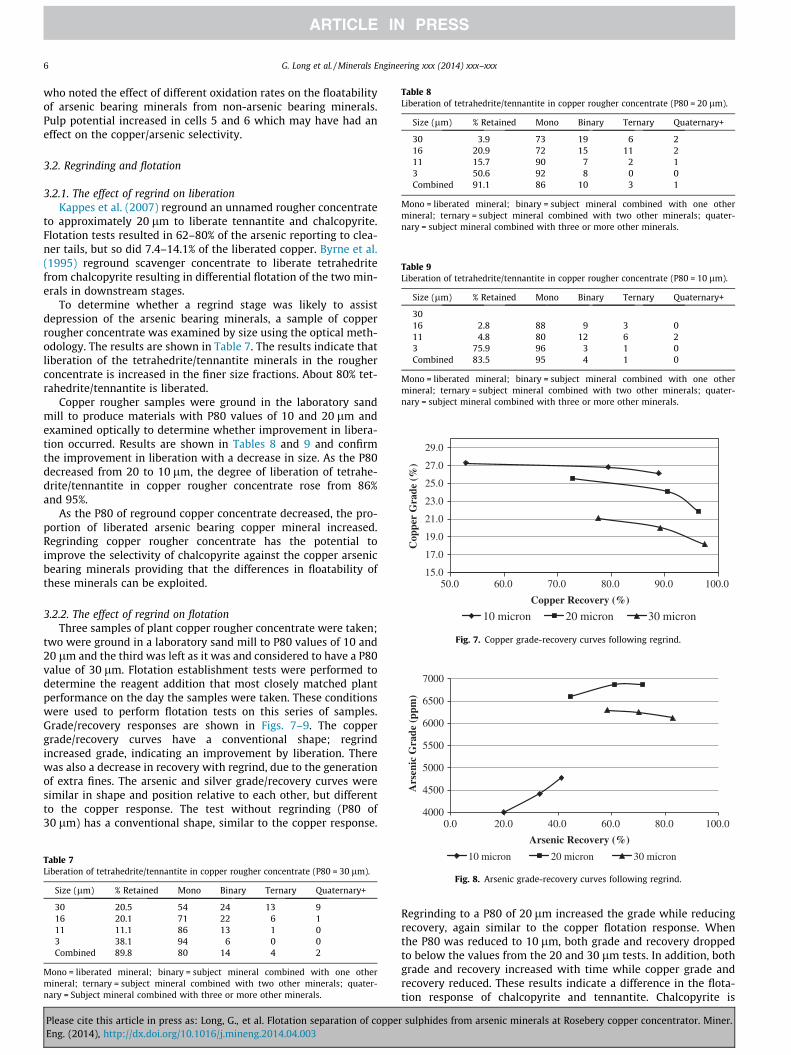
To determine whether a regrind stage was likely to assistdepression of the arsenic bearing minerals, a sample of copperrougher concentrate was examined by size using the optical meth-odology. The results are shown in Table 7. The results indicate thatliberation of the tetrahedrite/tennantite minerals in the rougherconcentrate is increased in the finer size fractions. About 80% tet-rahedrite/tennantite is liberated.
Copper rougher samples were ground in the laboratory sandmill to produce materials with P80 values of 10 and 20 lm andexamined optically to determine whether improvement in libera-tion occurred. Results are shown in Tables 8 and 9 and confirmthe improvement in liberation with a decrease in size. As the P80decreased from 20 to 10 lm, the degree of liberation of tetrahe-drite/tennantite in copper rougher concentrate rose from 86%and 95%.
As the P80 of reground copper concentrate decreased, the pro-portion of liberated arsenic bearing copper mineral increased.Regrinding copper rougher concentrate has the potential toimprove the selectivity of chalcopyrite against the copper arsenicbearing minerals providing that the differences in floatability ofthese minerals can be exploited.
3.2.2. The effect of regrind on flotationThree samples of plant copper rougher concentrate were taken;
two were ground in a laboratory sand mill to P80 values of 10 and20 lm and the third was left as it was and considered to have a P80value of 30 lm. Flotation establishment tests were performed todetermine the reagent addition that most closely matched plantperformance on the day the samples were taken. These conditionswere used to perform flotation tests on this series of samples.Grade/recovery responses are shown in Figs. 7–9. The coppergrade/recovery curves have a conventional shape; regrindincreased grade, indicating an improvement by liberation. Therewas also a decrease in recovery with regrind, due to the generationof extra fines. The arsenic and silver grade/recovery curves weresimilar in shape and position relative to each other, but differentto the copper response. The test without regrinding (P80 of30 lm) has a conventional shape, similar to the copper response.
Table 7Liberation of tetrahedrite/tennantite in copper rougher concentrate (P80 = 30 lm).
Mono = liberated mineral; binary = subject mineral combined with one othermineral; ternary = subject mineral combined with two other minerals; quater-nary = Subject mineral combined with three or more other minerals.
Arsenic Recovery (%)
10 micron 20 micron 30 micron
Fig. 8. Arsenic grade-recovery curves following regrind.
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
Regrinding to a P80 of 20 lm increased the grade while reducingrecovery, again similar to the copper flotation response. Whenthe P80 was reduced to 10 lm, both grade and recovery droppedto below the values from the 20 and 30 lm tests. In addition, bothgrade and recovery increased with time while copper grade andrecovery reduced. These results indicate a difference in the flota-tion response of chalcopyrite and tennantite. Chalcopyrite is
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
Cu income $226,115.23 $254,576.65 $254,576.65Ag income $286,080.62 $423,863.23 $425,775.49As penalty �$1,049.12 �$2,468.36 �$2,516.88Treatment charges �$8,813.95 �$11,823.48 �$14,249.91Refining charges (Cu) �$54,224.67 �$58,773.67 �$59,481.15Refining charges (Ag) �$6,676.89 �$9,884.97 �$9,944.28Total $441,431.22 $595,489.41 $594,159.92
G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx 7
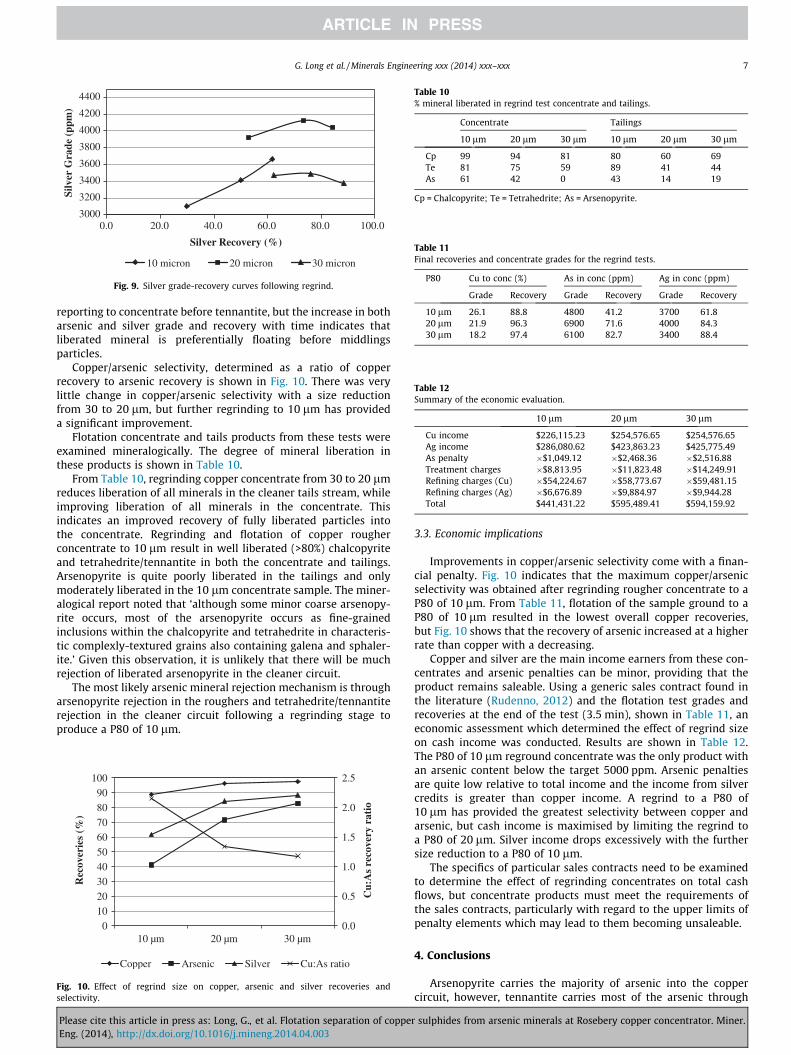
reporting to concentrate before tennantite, but the increase in botharsenic and silver grade and recovery with time indicates thatliberated mineral is preferentially floating before middlingsparticles.
Copper/arsenic selectivity, determined as a ratio of copperrecovery to arsenic recovery is shown in Fig. 10. There was verylittle change in copper/arsenic selectivity with a size reductionfrom 30 to 20 lm, but further regrinding to 10 lm has provideda significant improvement.
Flotation concentrate and tails products from these tests wereexamined mineralogically. The degree of mineral liberation inthese products is shown in Table 10.
From Table 10, regrinding copper concentrate from 30 to 20 lmreduces liberation of all minerals in the cleaner tails stream, whileimproving liberation of all minerals in the concentrate. Thisindicates an improved recovery of fully liberated particles intothe concentrate. Regrinding and flotation of copper rougherconcentrate to 10 lm result in well liberated (>80%) chalcopyriteand tetrahedrite/tennantite in both the concentrate and tailings.Arsenopyrite is quite poorly liberated in the tailings and onlymoderately liberated in the 10 lm concentrate sample. The miner-alogical report noted that ‘although some minor coarse arsenopy-rite occurs, most of the arsenopyrite occurs as fine-grainedinclusions within the chalcopyrite and tetrahedrite in characteris-tic complexly-textured grains also containing galena and sphaler-ite.’ Given this observation, it is unlikely that there will be muchrejection of liberated arsenopyrite in the cleaner circuit.
The most likely arsenic mineral rejection mechanism is througharsenopyrite rejection in the roughers and tetrahedrite/tennantiterejection in the cleaner circuit following a regrinding stage toproduce a P80 of 10 lm.
0.0
0.5
1.0
1.5
2.0
2.5
0102030405060708090
100
10 µm 20 µm 30 µm
Cu:
As
reco
very
rat
io
Rec
over
ies
(%)
Copper Arsenic Silver Cu:As ratio
Fig. 10. Effect of regrind size on copper, arsenic and silver recoveries andselectivity.
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
3.3. Economic implications
Improvements in copper/arsenic selectivity come with a finan-cial penalty. Fig. 10 indicates that the maximum copper/arsenicselectivity was obtained after regrinding rougher concentrate to aP80 of 10 lm. From Table 11, flotation of the sample ground to aP80 of 10 lm resulted in the lowest overall copper recoveries,but Fig. 10 shows that the recovery of arsenic increased at a higherrate than copper with a decreasing.
Copper and silver are the main income earners from these con-centrates and arsenic penalties can be minor, providing that theproduct remains saleable. Using a generic sales contract found inthe literature (Rudenno, 2012) and the flotation test grades andrecoveries at the end of the test (3.5 min), shown in Table 11, aneconomic assessment which determined the effect of regrind sizeon cash income was conducted. Results are shown in Table 12.The P80 of 10 lm reground concentrate was the only product withan arsenic content below the target 5000 ppm. Arsenic penaltiesare quite low relative to total income and the income from silvercredits is greater than copper income. A regrind to a P80 of10 lm has provided the greatest selectivity between copper andarsenic, but cash income is maximised by limiting the regrind toa P80 of 20 lm. Silver income drops excessively with the furthersize reduction to a P80 of 10 lm.
The specifics of particular sales contracts need to be examinedto determine the effect of regrinding concentrates on total cashflows, but concentrate products must meet the requirements ofthe sales contracts, particularly with regard to the upper limits ofpenalty elements which may lead to them becoming unsaleable.
4. Conclusions
Arsenopyrite carries the majority of arsenic into the coppercircuit, however, tennantite carries most of the arsenic through
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.
8 G. Long et al. / Minerals Engineering xxx (2014) xxx–xxx
to the copper concentrate. The majority of arsenopyrite depressionis in the rougher circuit.
Regrinding copper rougher concentrate improved the liberationof tetrahedrite/tennantite and improved copper/arsenic selectivityin laboratory cleaner flotation tests. Depression of arsenic in thecopper cleaner circuit was mainly through reduction in flotationof composite particles containing the arsenic bearing mineraltennantite.
Recoveries of copper and arsenic decreased with a decrease inthe P80 of the copper flotation tests.
A regrind size of 10 lm represents the greatest selectivitybetween copper and arsenic, but silver losses are excessive, result-ing in a large drop in cash income. Economic assessments need tobe made to determine if the reduction in copper and silver reve-nues can compensate financially for the reduction in arsenic penal-ties, but concentrate products must be saleable.
References
Byrne, M., Grano, S., Ralston, J., Franco, A., 1995. Process development for theseparation of tetrahedrite from chalcopyrite in the Neves-Corvo ore of SomincorS.A., Portugal. Miner. Eng. 8, 1571–1581.
Fornasiero, D., Grano, S., Ralston, J., 2000. The selective separation of penaltyelement minerals in sulphide flotation. Int Cong Miner Process Extract Metall,333–337.
Please cite this article in press as: Long, G., et al. Flotation separation of coppeEng. (2014), http://dx.doi.org/10.1016/j.mineng.2014.04.003
Guo, H., Yen, W., 2005. Selective flotation of enargite from chalcopyrite byelectrochemical control. Miner. Eng. 18, 605–612.
Heyes, G.W., Trahar, W.J., 1979. Oxidation–reduction effects in the flotation ofchalcocite and cuprite. Int. J. Miner. Process., 229–252.
Huch, R.O., Method for achieving enhanced copper-containing mineralconcentrategrade by oxidation and flotation, 1994, U.S. Patent 5,295,585.
Kantar, C., 2002. Solution and flotation chemistry of enargite. Colloids Surf. A. 210,23–33.
Kappes, R., Brosnahan, D., Gathje, J., 2007. Characterisation of copper flotationproducts utilizing the JKMRC/FEI mineral liberation analyser (MLA), SMEAnnual Meeting, pp. 1–9.
Long, G., Peng, Y., Bradshaw, D., 2012. A review of copper–arsenic mineral removalfrom copper concentrates. Miner. Eng. 36–38, 179–186.
Ma, X., Bruckard, W.J., 2009. Rejection of arsenic minerals in sulfide flotation — aliterature review. Int. J. Miner. Process. 93, 89–94.
Menacho, J.M., Aliaga, W., Valenuela, R., Ramos, V., Olivares, I., 1993. Selectiveflotation of enargite and chalcopyrite. Minerals 48, 33–39.
Plackowski, C., Nguyen, A.V., Bruckard, W.J., 2012. A critical review of surfaceproperties and selective flotation of enargite in sulphide systems. Miner. Eng.30, 1–11.
Rudenno, V. Dr., 2012. The Mining Valuation Handbook: Mining and EnergyValuation for Investors and management, 2012.
Senior, G.D., Guy, P.J., Bruckard, W.J., 2006. The selective flotation of enargite fromother copper minerals – a single mineral study in relation to beneficiation of theTampakan deposit in the Philippines. Int. J. Miner. Process. 81, 15–26.
Smith, L.K., Davey, K.J. and Bruckard, W.J., The use of pulp potential control toseparate copper and arsenic – an overview based on selected case studies. In:XXVI International Mineral Processing Congress 2012 Proceedings, 2012, NewDelhi, India, pp. 5057–5067.
Woodcock, J.T., 1080. Mining and Metallurgical Practices in Australasia: The SirMaurice Mawby Memorial Volume, AusIMM, 206.
r sulphides from arsenic minerals at Rosebery copper concentrator. Miner.