Technology Day, 2017 September 13 th Fluxes and Solders Changing requirements over the last decades - From Pine tree rosin to solid plasma fluxing -From lead containing to lead-free, green sustainable solders 2017/09/13 | [email protected] | 1
Transcript
Technology Day, 2017 September 13th
Fluxes and Solders
Changing requirements over the last decades- From Pine tree rosin to solid plasma fluxing
- From lead containing to lead-free, green sustainable solders
Reason for development of No-Clean fluxes in the late 80‘s
• CFC (chlorofluorocarbons as cleaning agent) ban in the early 90‘s lead to change in manufacturing processes usage.
• With CFC cleaning of boards was easy, and eliminating this cheap and easy to use cleaning agents results in development of so called “No-Clean” fluxes
• No-Clean does not mean: There are no visible residues to see
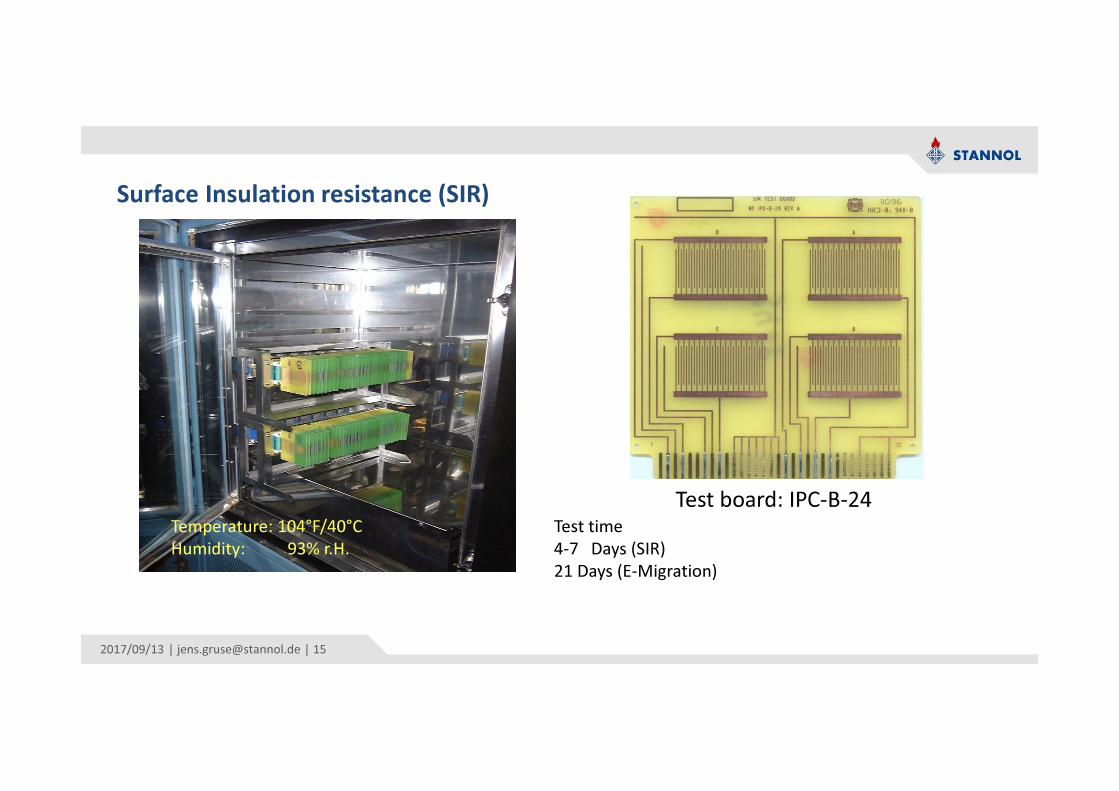
• No-Clean describes, that remaining residues after standard soldering processes are not corrosive and are electrical safe
– Always only according to standard laboratory tests!
– If your PCBAs are operated under elevated conditions, please check always, if residues are safe to be left on the PCBA!
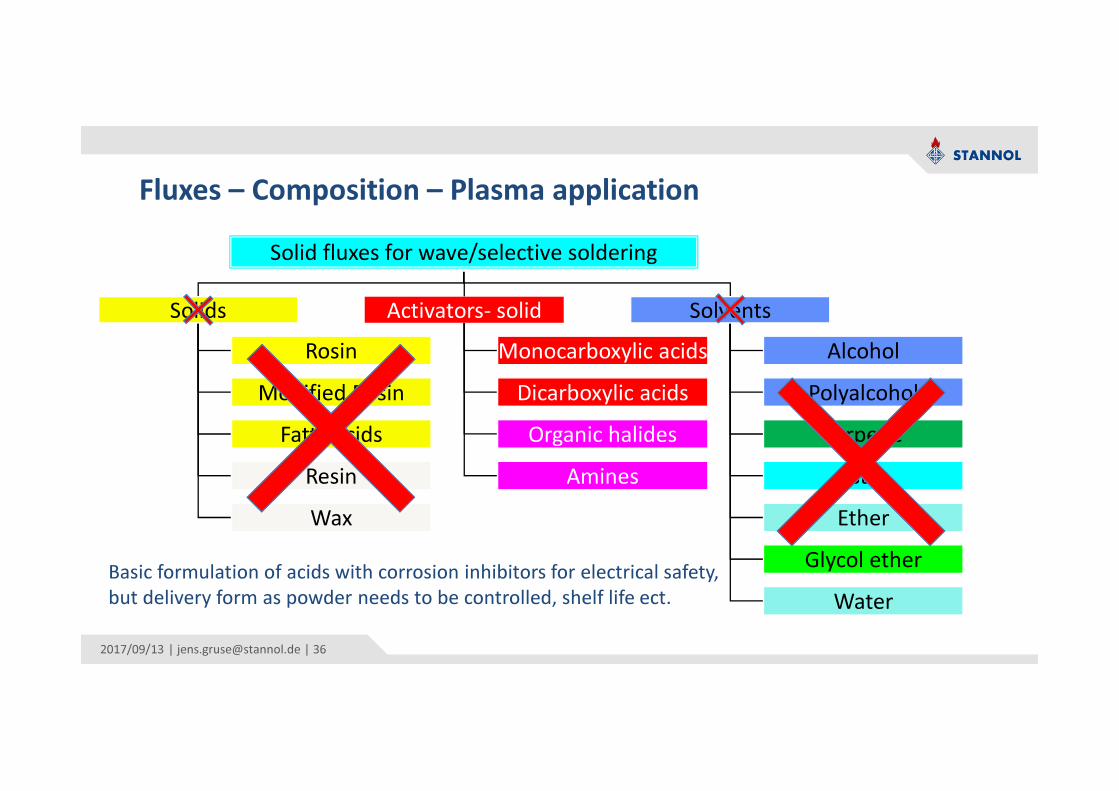
- No solvents, 100% solids, only solid activators and solid additives
- Less contamination of PCB
- Less contamination between PCB and frame (no capillary effect due to absence
of solvent)
- Less contamination of flux and preheat chamber – maintenance reduced
- Activity of applied flux will remain over some time – 1 Fluxing unit for several
soldering machines?
- Cheaper process due to lower flux consumption
• Alcohol based fluxes with minor amounts of rosin give mostly the best compromise between:
– Fast evaporation of main solvents, always consider the bottleneck time/preheat at batch processes like selective soldering
• Water based fluxes: Limitations in most selective soldering units is the pre-heat. – The higher the boiling point of the used solvent, the longer it takes to get rid of it! Costs a lot of cycle time!
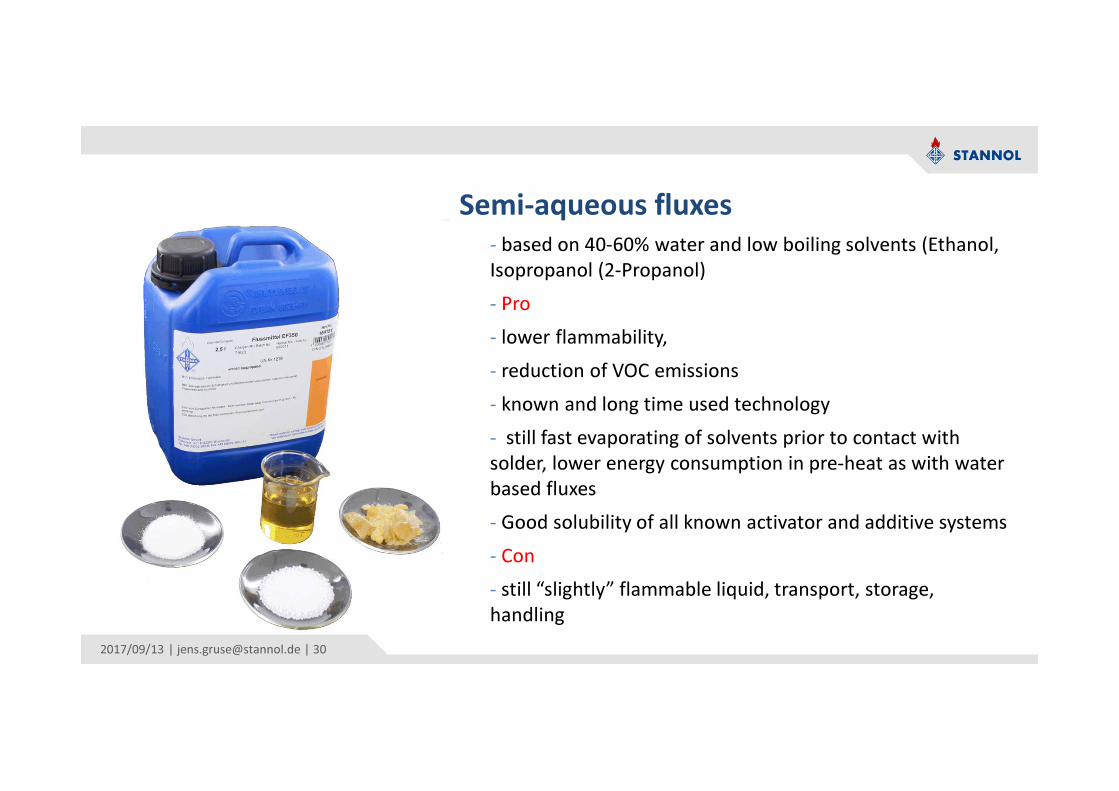
• Semi-aqueous fluxes– Depending on the used amount of water a good compromise between VOC emissions and required pre
heat time for evaporating the main solvent mixture
– Better 30-40% water than 50-60% for selective soldering
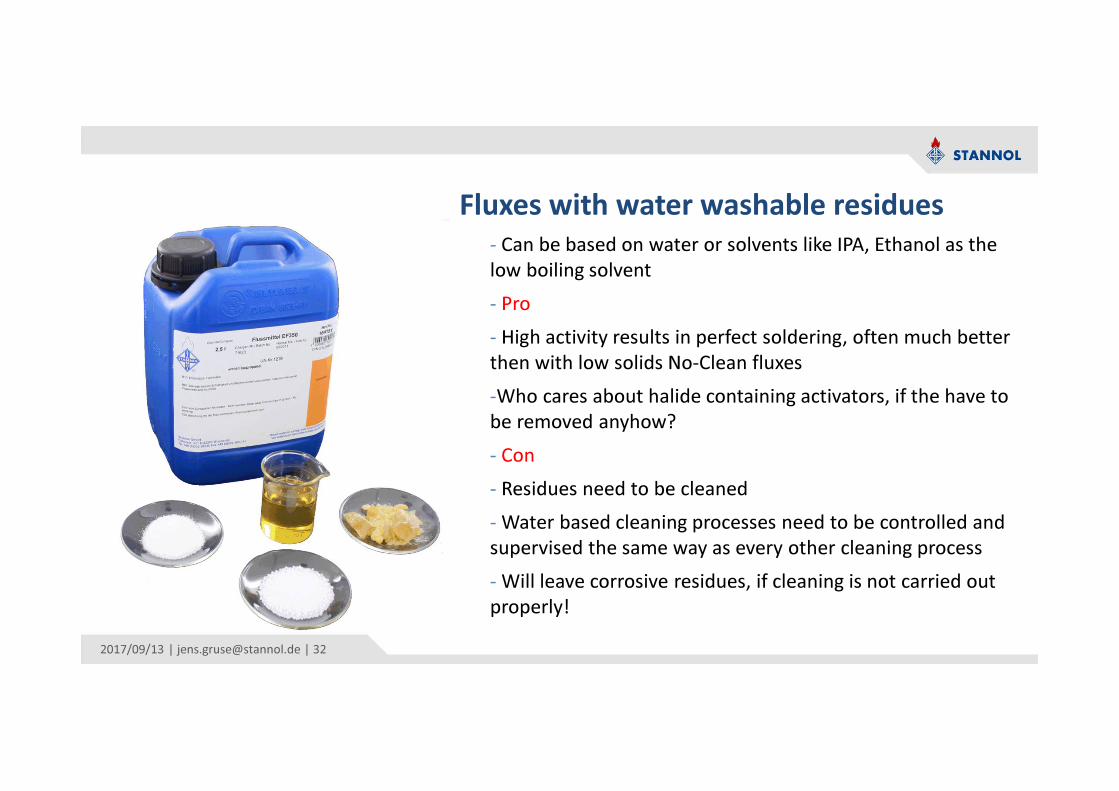
• Fluxes with water washable residues– If based on low boiling solvents, evaporation is fast and pre heat is not necessarily the bottleneck
– If based on water, preheat time and reachable temperature can be the process bottleneck
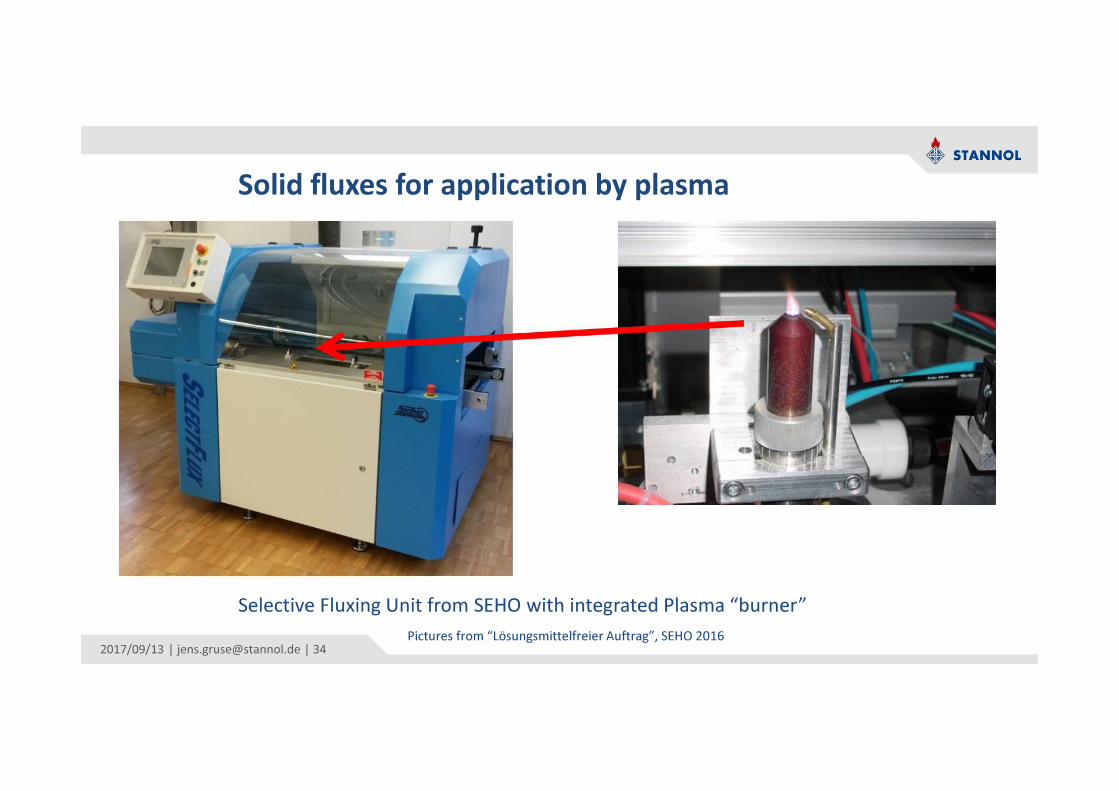
• Solid fluxes for plasma application– Advantage: No solvent to be evaporated! No flammable material! Shorter Preheat! Less contamination!
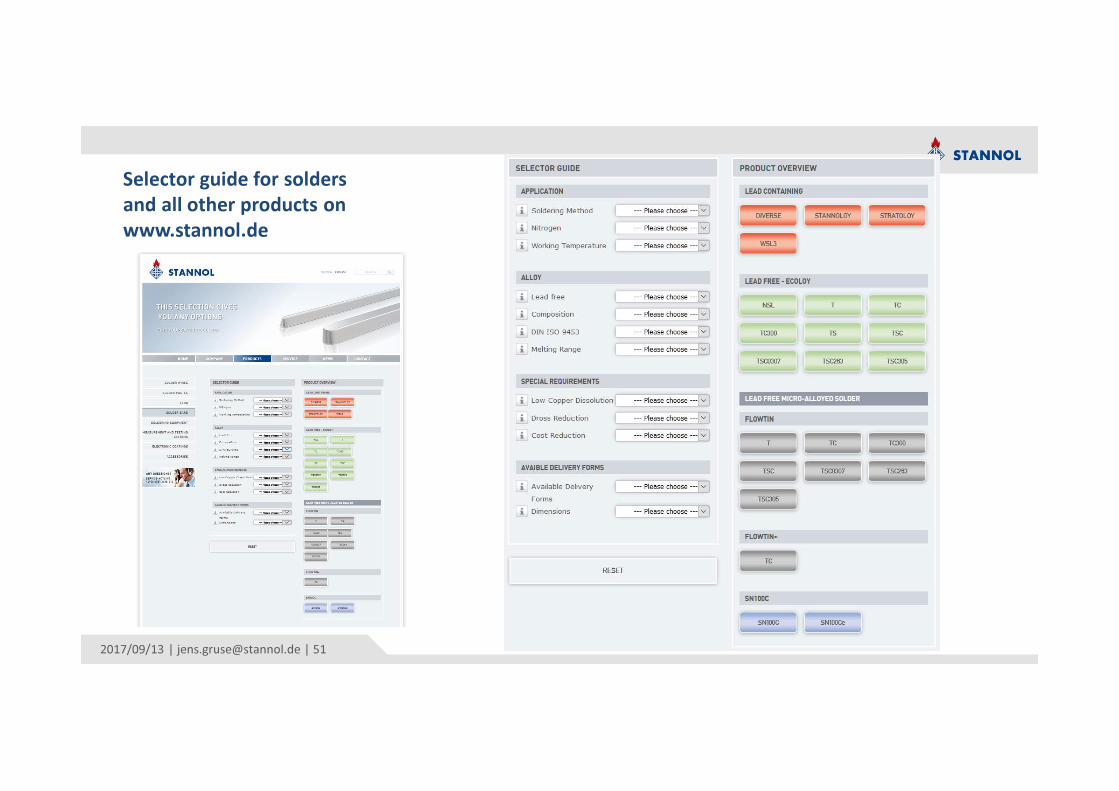
Fluxes for selective solderingWhich group of fluxes is used best?
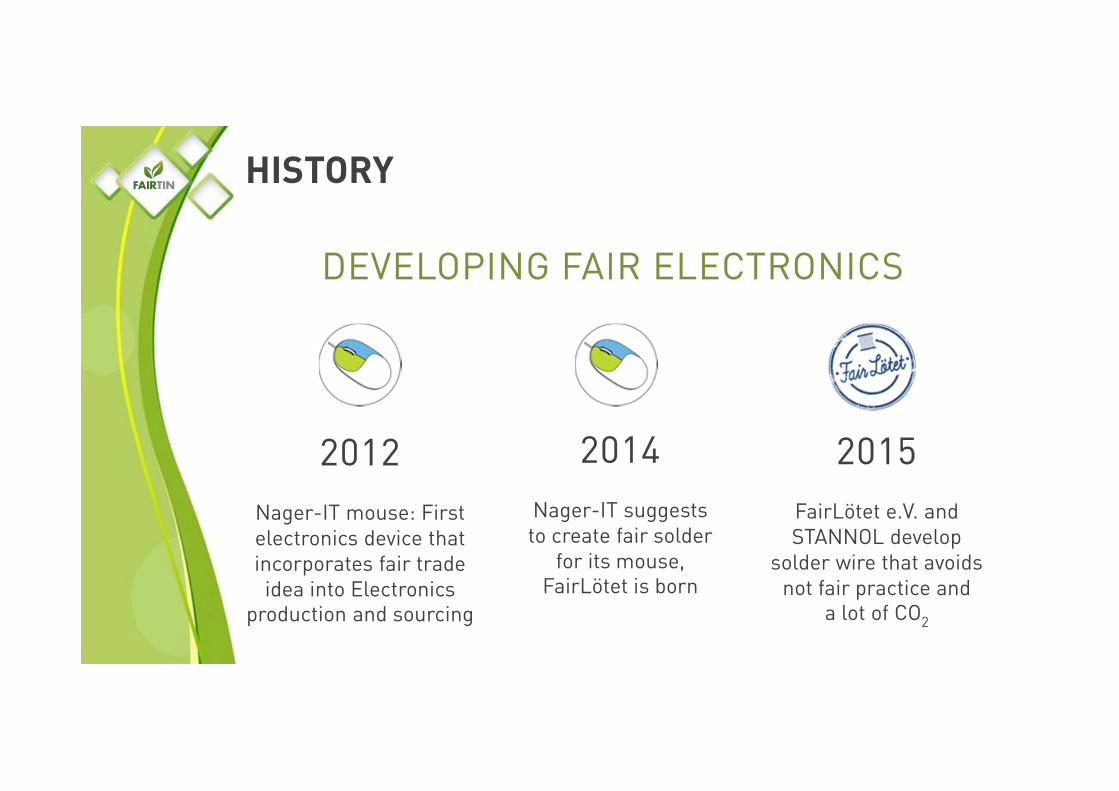
Nager-IT mouse: First electronics device that incorporates fair trade idea into Electronics
production and sourcing
2014
Nager-IT suggests to create fair solder
for its mouse, FairLötet is born
2015
FairLötet e.V. and STANNOL develop
solder wire that avoids not fair practice and
a lot of CO2
FIRST COMMITMENT TO SUSTAINABILITY
First fair solder wire in cooperation with FairLötet e.V.Made from recycled tin and solders
HS10 FairReleased October 2015
PURCHASING CRITERIA
Until now there were only 2 important purchasing criteria for the price of solder:
• QUALITY
High-purity primary tin for solders from Stannol
• PRICE
World market price according to the London Metal Exchange plus premium for the production and quality service
... more criteria are gaining in importance:
POTENTIAL OF IMPROVEMENT
In many mining areas are disastrous working and living
conditions due to the growing demand for raw materials
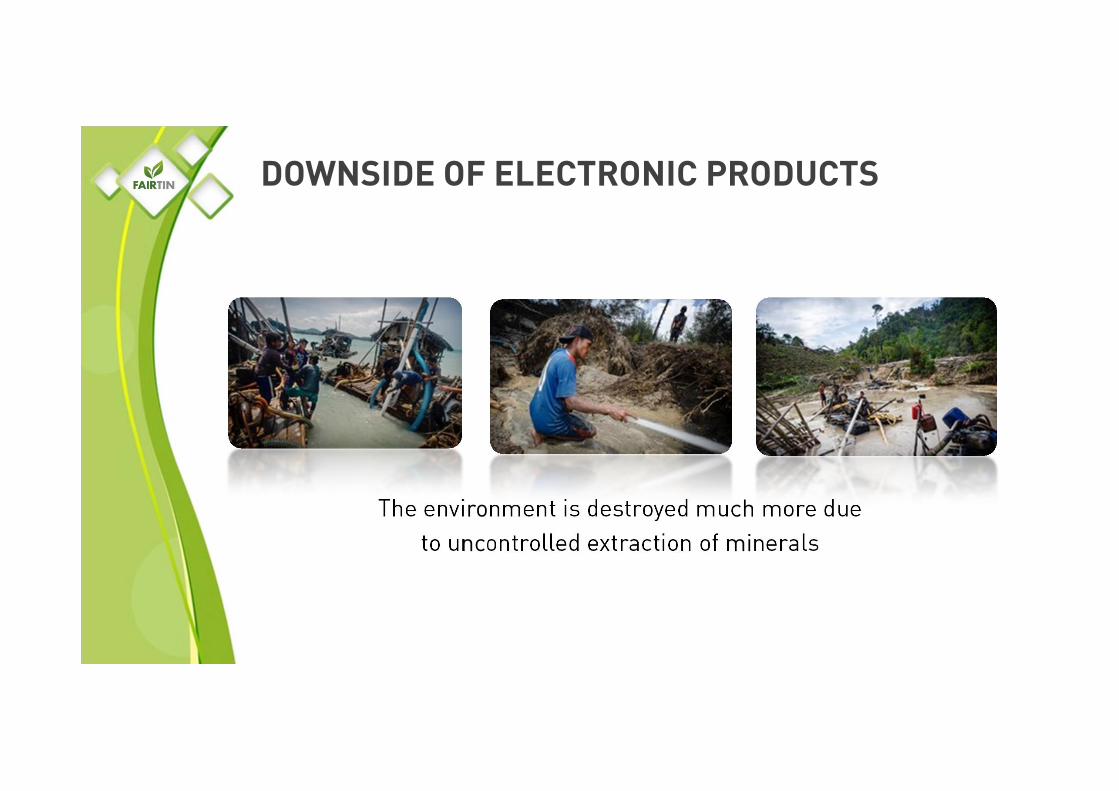
DOWNSIDE OF ELECTRONIC PRODUCTS
The environment is destroyed much more due
to uncontrolled extraction of minerals
BEYOND CONFLICT FREE
• The industry's current efforts focus on avoiding the financing of armed conflict in the Great Lakes Region, DR Congo (Dodd-Frank-Act, Section 1502)
• FAIRTIN goes far beyond being conflict free and buys tin from environmentally and socially sustainable sources
ALTERNATIVES
Ecologically and socially sustainable sources of tin
MAKE A DIFFERENCE WITH FAIRTIN
What is FAIRTIN?
For our FAIRTIN products we exclusively use tin from suppliers who …
• take care about the environment
• take social responsibility for employees and local population
• act transparently beyond the legal minimum and adhere to fair trade
MAKE A DIFFERENCE WITH FAIRTIN
TOGETHER ON THE ROAD TO FAIRER TIN
There is currently no certified fair tin mining available on an industrial scale. With Stannol as a strong partner you can start with the fairest available primary tin and participate actively in
future improvements.
THE 2 PILLARS OF OUR PRODUCT RANGE
STANNOL's well-proven product range
- Solder Bars
- Solder Wires Primary Tin
from producers who are strongly committed to employees,
society and the environment
FAIRTINTin from environmentally and socially sustainable
sources
+1.5% (0.3€/kg alloy)
NEW PRODUCTS FROM STANNOL
All of our existing lead-free products
- Solders/Alloys
- Solder wires
can be manufactured with Tin from our chosen suppliers for FairTin.
The solder and solder wire will remain the same high quality, as expected from our customers.
When using an average amount of 3g solder per double Eurocard PCBA the surchargefor using FairTin per PCBA is
0.0009 €/PCBA = 0,09 Cent/PCBA
Fairtin Surcharge for 2017 = 0.30€/kg alloy
NEW PRODUCTS FROM STANNOL
NEW PRODUCTS FROM STANNOL
Each customer will receive a certificate with each delivery/batch
A few words about the solder wire sample in front of you…..
New solder wire, REL0 activated - Lower spitting as current Kristall series
- Low odour, more like rosin based solder wire fluxes
- Good wetting as L0 activation
Available documents:
- Technical data sheet
- Laboratory result 1127, Reliability testing
- SDS for alloy TSC305
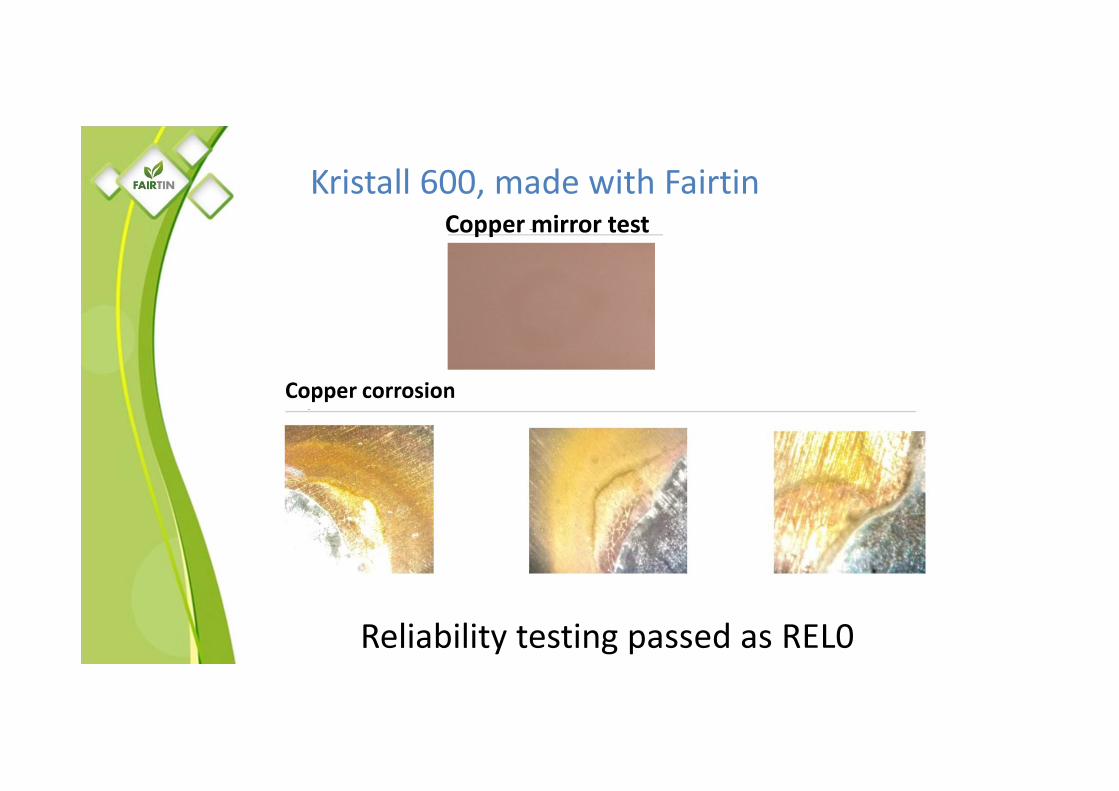
Kristall 600, made with Fairtin
Reliability testing passed as REL0
Copper mirror test
Copper corrosion
Kristall 600, made with Fairtin
New solder wire, REL1 activated - Extremely low flux spitting
- Recognizable odour, best to be used in automated soldering
units
- Good wetting , clear residues
Available documents:
- Technical data sheet
- Laboratory results , Reliability testing
- SDS for various alloys
Trilence 3505, made with Fairtin
TOWARDS THE FUTURE WITH STANNOL
Soldering products from STANNOL enable youto satisfy you and your customers