109
BC WELDER TRAINING PROGRAM FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2 Related Knowledge 3 (RK3) (Line H): Welding Metallurgy I Theory and Practical Competencies
BC WELDER TRAINING PROGRAMFOUNDATION AND APPRENTICESHIP
LEVELS 1 AND 2
Related Knowledge 3 (RK3) (Line H): Welding Metallurgy ITheory and Practical Competencies
Acknowledgements & Copyright Permission
The Industry Training Authority of British Columbia would like to acknowledge the Welding Articulation Committee and Open School BC, as well as the following individuals and organizations for their contributions in updating the Welder Training modules:
Version 1 Contributors (2010)
Welding Articulation Committee (WAC) Members and Consultants—“The Working Group”Jim Carson (Welding Articulation Committee Chair), University of the Fraser Valley (writer and senior reviewer)
Peter Haigh (Welding Curriculum Review Committee Chair), Northwest Community College (writer and senior reviewer)
Sheldon Frank, University of the Fraser Valley (writer and reviewer)
Greg Burkett, Okanagan College (writer and reviewer)
Randy Zimmerman (writer and reviewer)
John H.P. Little (reviewer)
Resource Training Organization (RTO)
BC Council on Admissions and Transfer (BCCAT)
The Queen’s PrinterIn 2010, the Queen’s Printer, through its Open School BC unit, provided project management and design expertise in updating the Welder Training Level C print materials.
Open School BCSolvig Norman, Senior Project ManagerEleanor Liddy, Director/AdvisorDennis Evans, Production Technician (print layout, graphics & photographs)Christine Ramkeesoon, Graphics Media CoordinatorKeith Learmonth, EditorMargaret Kernaghan, Graphic Artist
Publishing ServicesSherry Brown, Director of Publishing Services
Intellectual Property ProgramIlona Ugro, Copyright Officer, Ministry of Citizens’ Services, Province of British Columbia
Copyright Permission
The following suppliers have kindly provided copyright permission for selected product images:
Acklands-Grainger Inc.The Crosby GroupJ. Walter Company Ltd.Lincoln Electric CompanyNDT Systems, Inc.Praxair, Inc.Thermadyne Canada (Victor Equipment)The Miller Electric Mfg. Co.ESAB Welding & Cutting Products
Photo of welder walks the high steel at a construction site, Kenneth V. Pilon, copyright 2010. Used under license from Shutterstock.com
A special thank you to Lou Bonin and Jim Stratford at Camosun College (Welding department) for assisting us with additional photographs. An additional thank you to Richard Smith from England, for allowing us to use photographs of hydrogen bubbles.
Version 2 Contributors (2017)
The Welding Level C Modules were updated in 2017 to reflect the 2016 (Harmonized) Program Outline with Levels 1 and 2 referenced throughout the covers, titles, headers, tabs and tab pages.
Welding Articulation Committee
Mark Flynn (Welding Articulation Committee Chair), British Columbia Institute for Technology
Al Sumal, Kwantlen Polytechnic University
Jim Carson, University of the Fraser Valley
Colin Makeiv, Selkirk College
Open School BCJennifer Riddel, Manager of Instructional ServicesSolvig Norman, Project ManagerSharon Barker, Production Technician

ForewordThe Industry Training Authority (ITA) is pleased to release this minor update of learning resources to support the delivery of the 2016 BC Welder Program Foundation and Apprenticeship Levels 1 and 2. It was made possible by the dedicated efforts of the Welding Articulation Committee of BC (WAC).
The WAC is a working group of welding instructors from institutions across the province and is one of the key stakeholder groups that support and strengthen industry training in BC. It was the driving force behind the update of the welding learning modules supplying the specialized expertise required to incorporate technological, procedural and industry-driven changes. The WAC plays an important role in the province’s post-secondary public institutions as discipline specialists that share information and engage in discussions of curriculum matters, particularly those affecting student mobility.
We are grateful to WAC for their contributions to the ongoing development of BC Welder Training Program Learning Resources (materials whose ownership and copyright are maintained by the Province of British Columbia through ITA).
Industry Training AuthorityMarch 2017
DisclaimerThe materials in these modules are for use by students and instructional staff and have been compiled from sources believed to be reliable and to represent best current opinions on these subjects. These manuals are intended to serve as a starting point for good practices and may not specify all minimum legal standards. No warranty, guarantee or representation is made by the British Columbia Welding Articulation Committee, the British Columbia Industry Training Authority or the Queen’s Printer of British Columbia as to the accuracy or sufficiency of the information contained in these publications. These manuals are intended to provide basic guidelines for welding trade practices. Do not assume, therefore, that all necessary warnings and safety precautionary measures are contained in this module and that other or additional measures may not be required.

BC WELDER TRAINING PROGRAM 5
Related Knowledge 3 (RK3) (Line H): Welding Metallurgy ITheory and Practical Competencies
Table of Contents
Theory Competency RK3-1 (Line H-H2): Mechanical and physical properties of metals 7
RK3-1 Learning Task 1: Mechanical and physical properties of metals . . . . . . . . . . . 11
Theory Competency RK3-2 (Line H-H1): Iron and steel 25
RK3-2 Learning Task 1: Types of iron and production methods . . . . . . . . . . . . . . 29
RK3-2 Learning Task 2: Steel production and forming methods . . . . . . . . . . . . . . 37
RK3-2 Learning Task 3: Types of steel and steel classifications . . . . . . . . . . . . . . . 53
Theory Competency RK3-3 (Line H-H3): Identifying metals 71
RK3-3 Learning Task 1: Methods for identifying metals . . . . . . . . . . . . . . . . . . 75
Practical Competency RK3-4 (Line H-H3): Metal identification 93
RK3-4 Learning Task 1: Metal identification practice . . . . . . . . . . . . . . . . . . . . 97
Procedure A: Visually inspect metals for identification . . . . . . . . . . . . . . . . . 98
Procedure B: Perform flame test . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
Procedure C: Perform chip test . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
Procedure D: Perform spark test . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
Procedure E: Perform file test . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
Answer Key 109

Theory CompeTenCy rK3-1 (Line h-h2):Mechanical and physical properties of metals
rK
3-1
(F & L2
)
BC WELDER TRAINING PROGRAM 9
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
OutcomesMetals are used for fabricating industrial equipment, machines and machine parts. A knowledge of the properties of metals is essential when cutting or joining metal. For Welders, this is particularly important, as their work consists almost entirely of either cutting or joining metal. The particular combination of properties of a metal determines its usefulness in fabrication and construction and also its weldability. Weldability is the term used to describe the ability of a metal to be fabricated by a welding process.
In this Theory Competency, you will learn about the types of stresses that metals used in construction are subjected to. You will also define the terms that describe how metals withstand these stresses.
When you have completed the Learning Tasks in this Competency, you should be able to:
• define the terms “ferrous” and “non-ferrous”• describe tensile strength• describe elasticity, elongation, yield strength and ultimate tensile strength• describe ductility and malleability• define “brittleness”• define “impact strength,” “compression strength” and “fatigue strength”• define “hardness”• describe the physical properties of metals• describe corrosion resistance
EvaluationWhen you have completed all the theory competencies in module RK3, you will take a written test. You must score at least 70% on this test. The test will include questions that are based on the following material from Competency K3-1:
• the mechanical and physical properties of metals
ResourcesAll the resources you will require are contained in this Competency.

10 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 11
RK3-1 Learning Task 1:Mechanical and physical properties of metalsMaterials can be grouped as either metals or non-metals (Figure 1). Metals have special properties that distinguish them from non-metals. These properties arise from the structure of the atoms and electrons within metals. Metals have a shiny or lustrous appearance when clean. They are good conductors of electricity and heat and most metals are ductile, which means they can be formed into shapes.
Figure 1—Grouping of materials
MetallurgyIn nature, most metals are not found in their pure state. They are found in chemical compounds called “ores.” The separation of metals from their ores and their purification, mixture with other metals and manufacture into useable shapes and forms is called “metallurgy.”
AlloysAlloys are mixtures of a metal with other metals or non-metals. Alloying can change the properties of a metal. Metals and their alloys are usually divided into two classes: those containing iron and those not containing iron. Alloys containing iron are called “ferrous metals” and those without iron are called “non-ferrous metals” (Figure 1).
Ferrous metalsAll metals that contain iron and all alloys in which iron is the major alloying element are called “ferrous.” The main groups of ferrous metals are:
• wrought iron• cast iron• carbon and low-alloy steels• alloy steels• stainless steels
The most important group is the carbon and low-alloy steels, because they are the most widely used in construction projects.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
12 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Non-ferrous metalsAll metals except iron and all alloys in which iron is not the major alloy element are called “non-ferrous.” Examples of non-ferrous metals include:
• aluminium• copper• lead• magnesium• nickel• silver• tin• zinc
Properties of metalsIn order to accurately identify metals and to determine their usefulness for specific applications, you must understand the properties of metals. The properties or characteristics of metals can be classified as mechanical properties and physical properties. Mechanical properties include tensile strength, compressive strength, hardness and ductility. These characteristics indicate how well the metal will resist an applied force.
Physical properties are not related to the application of a force, but instead indicate characteristics intrinsic to the metal. These properties include density, resistance to corrosion, electrical and thermal conductivity and thermal expansion. In welding, the properties of the parent metal (the metal being welded) are very important, as it is essential that the metal in the welded joint area have properties equal or superior to the properties of the parent metal.
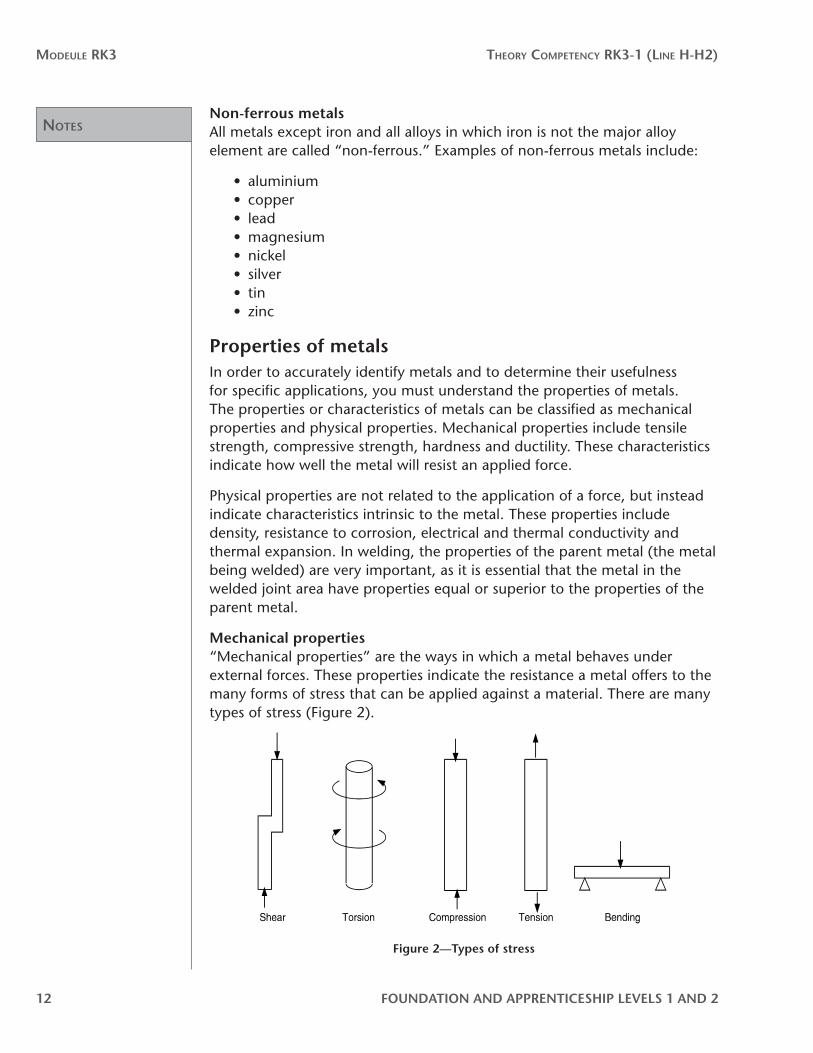
Mechanical properties“Mechanical properties” are the ways in which a metal behaves under external forces. These properties indicate the resistance a metal offers to the many forms of stress that can be applied against a material. There are many types of stress (Figure 2).
Figure 2—Types of stress

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 13
Stress is measured as the load over the cross-sectional area. Stress is measured in metric as kilopascals (kPa) or megapascals (Mpa) and in imperial as pounds per square inch (psi). The physical effect of stress on a metal is called “strain.” Strain is measured by the amount of deformation that occurs and is expressed in millimetres per millimetre (inches per inch).
Tensile strengthTensile strength is a very important property for evaluating a metal. It is defined as the resistance a metal offers to a force that is gradually and steadily pulling it apart. Tensile strength does not mean resistance to loads that are applied suddenly. Tensile strength is measured by determining the maximum load in kilopascals or megapascals (pounds per square inch) that the metal will withstand without failing. This maximum load is also known as “ultimate tensile strength,” because any additional load, no matter how small, will cause failure. Before this point is reached, increasing loads can cause deformation of the metal without actually causing the metal to fail.
To measure tensile strength, divide the cross-sectional area of the metal into the maximum load. In the metric system the cross-sectional area is measured in millimetres and the force of the load is measured in newtons (1 kg = 9.8 N). One newton is the force required to give an acceleration of 1 metre per second squared to a mass of 1 kilogram.
In Figure 3 the bar has a cross-sectional area of 625 mm2 and the maximum load the metal can withstand is 245 000 N. The tensile strength is:
245 000 = 392MPa625
In the imperial system the load is measured in pounds and the cross-sectional area in square inches. A metal bar that has a cross-sectional area of 4 sq. in. and can withstand a load of 240 000 lb. will have a tensile strength of:
240 000 = 60 000 psi4
Figure 3—Tensile strength
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
14 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
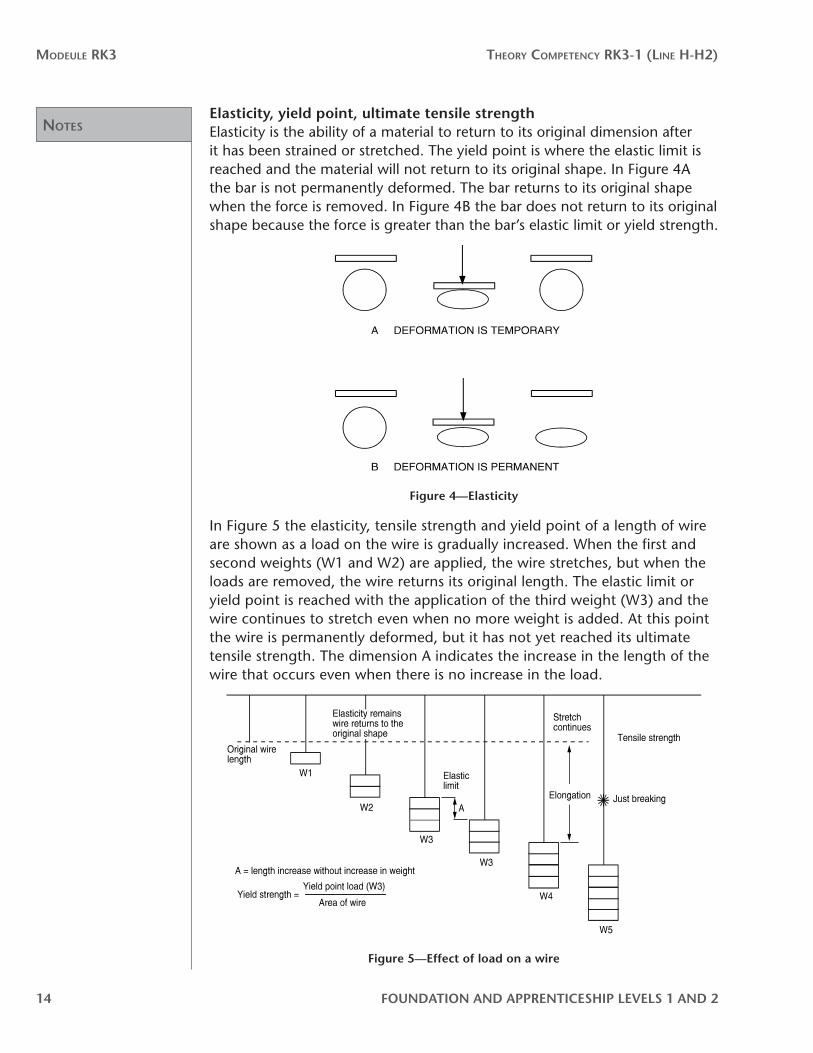
Elasticity, yield point, ultimate tensile strengthElasticity is the ability of a material to return to its original dimension after it has been strained or stretched. The yield point is where the elastic limit is reached and the material will not return to its original shape. In Figure 4A the bar is not permanently deformed. The bar returns to its original shape when the force is removed. In Figure 4B the bar does not return to its original shape because the force is greater than the bar’s elastic limit or yield strength.
Figure 4—Elasticity
In Figure 5 the elasticity, tensile strength and yield point of a length of wire are shown as a load on the wire is gradually increased. When the first and second weights (W1 and W2) are applied, the wire stretches, but when the loads are removed, the wire returns its original length. The elastic limit or yield point is reached with the application of the third weight (W3) and the wire continues to stretch even when no more weight is added. At this point the wire is permanently deformed, but it has not yet reached its ultimate tensile strength. The dimension A indicates the increase in the length of the wire that occurs even when there is no increase in the load.
Figure 5—Effect of load on a wire
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 15
The yield strength of the wire can be calculated by dividing the cross-sectional area of the wire into the yield point load (W3).
yieldstrength = yieldpoint load (W3)cross - sectional area of wire
With more weight (W4) the wire will continue to stretch, but when the fifth weight (W5) is applied, the wire reaches its ultimate tensile strength and breaks.
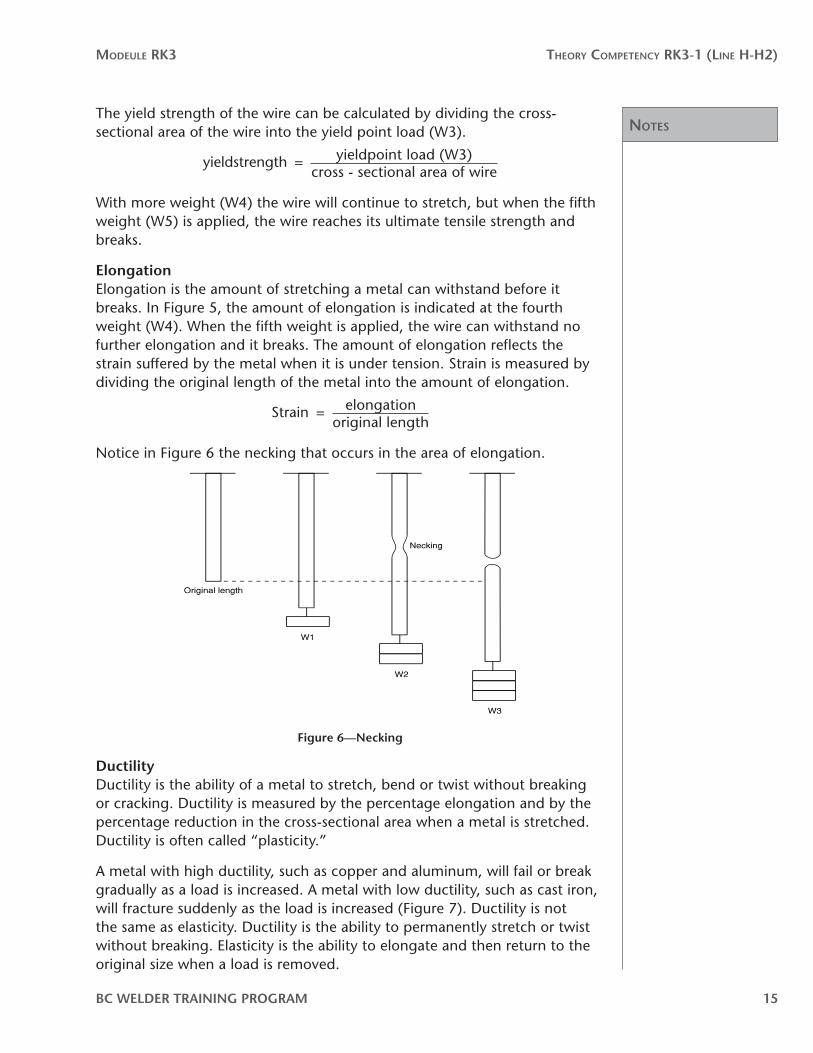
ElongationElongation is the amount of stretching a metal can withstand before it breaks. In Figure 5, the amount of elongation is indicated at the fourth weight (W4). When the fifth weight is applied, the wire can withstand no further elongation and it breaks. The amount of elongation reflects the strain suffered by the metal when it is under tension. Strain is measured by dividing the original length of the metal into the amount of elongation.
Strain = elongationoriginal length
Notice in Figure 6 the necking that occurs in the area of elongation.
Figure 6—Necking
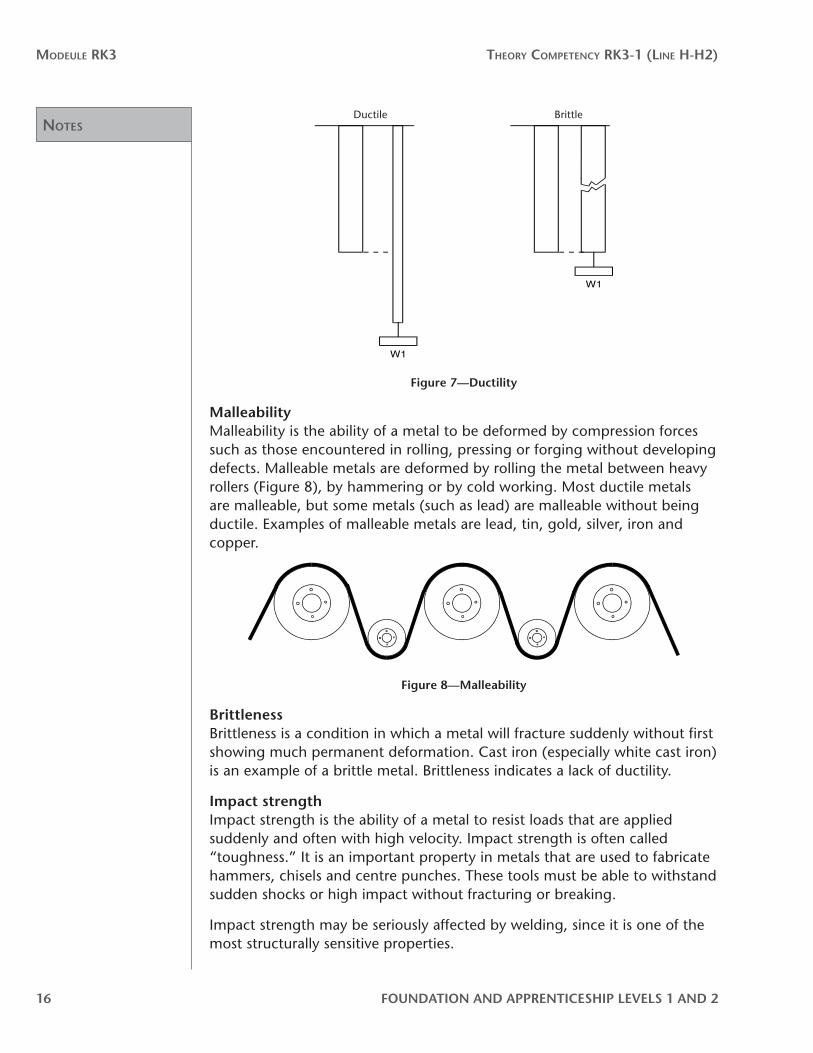
DuctilityDuctility is the ability of a metal to stretch, bend or twist without breaking or cracking. Ductility is measured by the percentage elongation and by the percentage reduction in the cross-sectional area when a metal is stretched. Ductility is often called “plasticity.”
A metal with high ductility, such as copper and aluminum, will fail or break gradually as a load is increased. A metal with low ductility, such as cast iron, will fracture suddenly as the load is increased (Figure 7). Ductility is not the same as elasticity. Ductility is the ability to permanently stretch or twist without breaking. Elasticity is the ability to elongate and then return to the original size when a load is removed.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
16 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Ductile Brittle
Figure 7—Ductility
MalleabilityMalleability is the ability of a metal to be deformed by compression forces such as those encountered in rolling, pressing or forging without developing defects. Malleable metals are deformed by rolling the metal between heavy rollers (Figure 8), by hammering or by cold working. Most ductile metals are malleable, but some metals (such as lead) are malleable without being ductile. Examples of malleable metals are lead, tin, gold, silver, iron and copper.
Figure 8—Malleability
BrittlenessBrittleness is a condition in which a metal will fracture suddenly without first showing much permanent deformation. Cast iron (especially white cast iron) is an example of a brittle metal. Brittleness indicates a lack of ductility.
Impact strengthImpact strength is the ability of a metal to resist loads that are applied suddenly and often with high velocity. Impact strength is often called “toughness.” It is an important property in metals that are used to fabricate hammers, chisels and centre punches. These tools must be able to withstand sudden shocks or high impact without fracturing or breaking.
Impact strength may be seriously affected by welding, since it is one of the most structurally sensitive properties.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 17
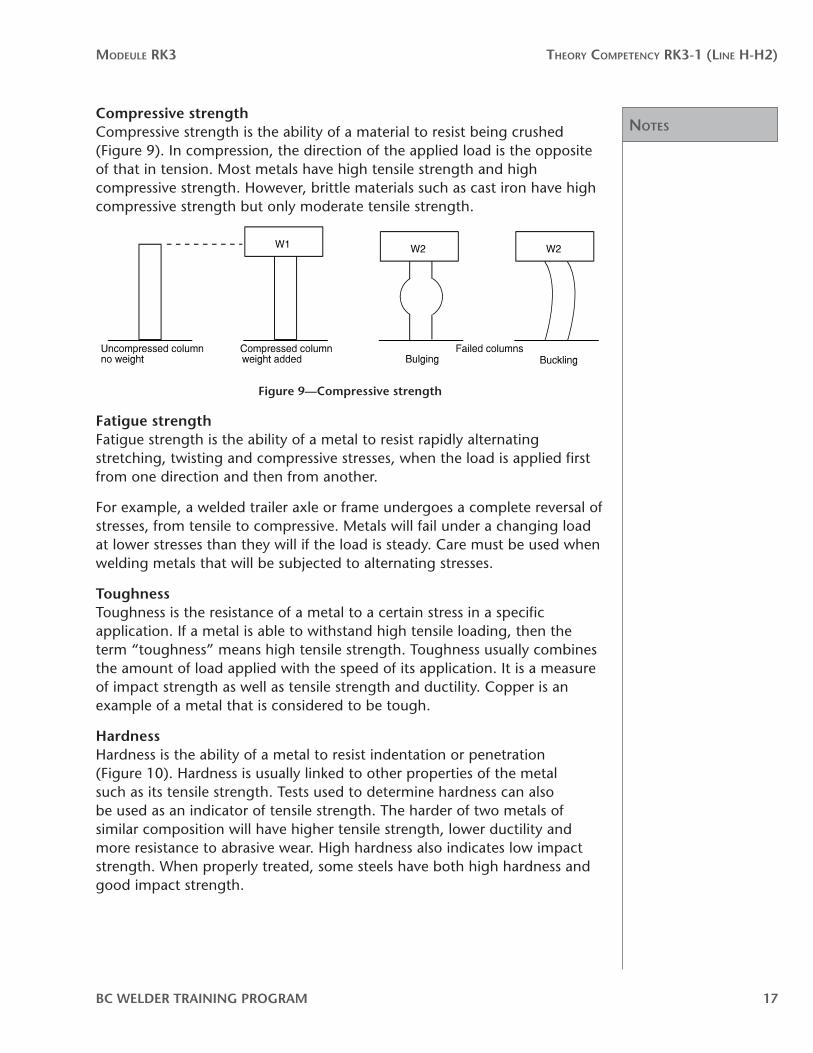
Compressive strengthCompressive strength is the ability of a material to resist being crushed (Figure 9). In compression, the direction of the applied load is the opposite of that in tension. Most metals have high tensile strength and high compressive strength. However, brittle materials such as cast iron have high compressive strength but only moderate tensile strength.
Figure 9—Compressive strength
Fatigue strengthFatigue strength is the ability of a metal to resist rapidly alternating stretching, twisting and compressive stresses, when the load is applied first from one direction and then from another.
For example, a welded trailer axle or frame undergoes a complete reversal of stresses, from tensile to compressive. Metals will fail under a changing load at lower stresses than they will if the load is steady. Care must be used when welding metals that will be subjected to alternating stresses.
ToughnessToughness is the resistance of a metal to a certain stress in a specific application. If a metal is able to withstand high tensile loading, then the term “toughness” means high tensile strength. Toughness usually combines the amount of load applied with the speed of its application. It is a measure of impact strength as well as tensile strength and ductility. Copper is an example of a metal that is considered to be tough.
HardnessHardness is the ability of a metal to resist indentation or penetration (Figure 10). Hardness is usually linked to other properties of the metal such as its tensile strength. Tests used to determine hardness can also be used as an indicator of tensile strength. The harder of two metals of similar composition will have higher tensile strength, lower ductility and more resistance to abrasive wear. High hardness also indicates low impact strength. When properly treated, some steels have both high hardness and good impact strength.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
18 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 10—Hardness resists penetration
Physical propertiesPhysical properties are inherent to the material and are not directly related to the ability to withstand the application of physical stresses.
DensityThe density of a metal is its mass in relation to its volume. For example, a cubic metre of titanium is denser and therefore heavier than a cubic metre of aluminum. A cubic metre of lead is denser and therefore heavier than a cubic metre of steel.
Electrical conductivityElectrical conductivity is the ability of a metal to conduct an electrical current. Of the metals, silver and copper have the highest electrical conductivity, but gold, aluminum and steel are also considered good conductors.
Thermal conductivityThermal conductivity is a measure of the rate at which heat flows through a material. Iron and copper differ in thermal conductivity (Figure 11). The copper conducts heat at a much higher rate and lights the match first.
Figure 11—Thermal conductivity of iron versus copper
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 19
In welding, the thermal conductivity of a metal is of particular importance. Stainless steel, for example, has lower thermal conductivity than low-carbon steel. This difference is important because it affects the amount of heat buildup in the weld area. Stainless steel will have a greater buildup of heat than low-carbon steel, and overheating can become a problem.
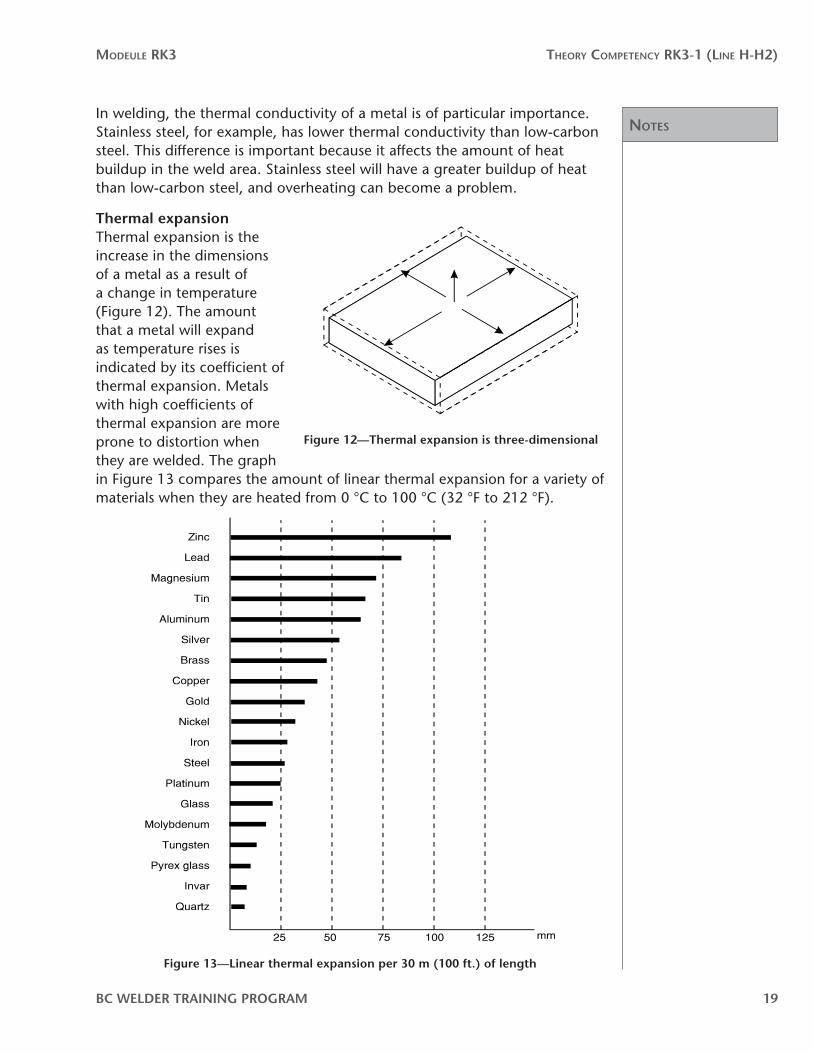
Thermal expansionThermal expansion is the increase in the dimensions of a metal as a result of a change in temperature (Figure 12). The amount that a metal will expand as temperature rises is indicated by its coefficient of thermal expansion. Metals with high coefficients of thermal expansion are more prone to distortion when they are welded. The graph in Figure 13 compares the amount of linear thermal expansion for a variety of materials when they are heated from 0 °C to 100 °C (32 °F to 212 °F).
Figure 13—Linear thermal expansion per 30 m (100 ft ) of length
Figure 12—Thermal expansion is three-dimensional
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
20 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
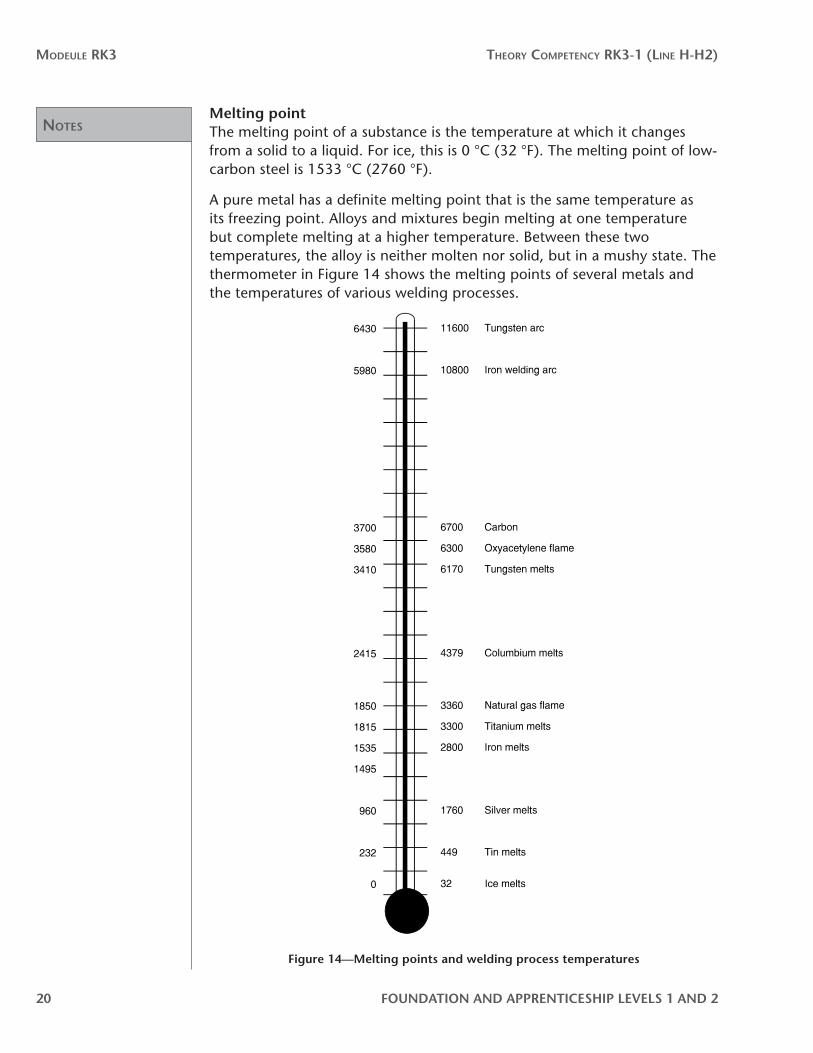
Melting pointThe melting point of a substance is the temperature at which it changes from a solid to a liquid. For ice, this is 0 °C (32 °F). The melting point of low-carbon steel is 1533 °C (2760 °F).
A pure metal has a definite melting point that is the same temperature as its freezing point. Alloys and mixtures begin melting at one temperature but complete melting at a higher temperature. Between these two temperatures, the alloy is neither molten nor solid, but in a mushy state. The thermometer in Figure 14 shows the melting points of several metals and the temperatures of various welding processes.
Figure 14—Melting points and welding process temperatures

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 21
Corrosion resistanceCorrosion resistance is the ability of metals to resist the slow, gradual combination with other elements and chemical compounds. Rust, or iron oxide, is formed when a ferrous metal reacts with the oxygen in air. If the reaction is allowed to continue, all of the iron will rust away.
Other metals oxidize as well, but the effects of oxidization vary. Aluminum, for example, oxidizes rapidly but the aluminum oxide forms a film over the metal that actually protects it from further reaction.
The properties of the materials formed from corrosion and the rate at which corrosion occurs will affect welding.
Now complete Self-Test 1 and check your answers.
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
22 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Self-Test 1Choose the correct response for each question and put it in the Answers column. Cover your answers when reviewing the test for study purposes.
1. Which of the following is a non-ferrous metal?
a. cast iron
b. aluminum
c. stainless steel
d. low-carbon steel
2. The hardness of a metal is its
a. resistance to penetration
b. ability to withstand considerable stress before breaking
c. ability to absorb shock or impact without failure
d. resistance to corrosion
3. Fatigue strength is the
a. ability of a metal to be deformed extensively without rupture
b. amount the material can be permanently elongated
c. ability of a metal to deform permanently under compression without rupture
d. ability of a metal to withstand rapidly alternating loads
4. If a metal has good impact strength it will
a. resist loads that are applied suddenly and at high velocity
b. resist fracture when stresses are variable and alternate through a cycle
c. resist corrosion
d. resist wear and penetration
5. Thermal conductivity is the
a. rate at which heat flows through a metal
b. three-dimensional expansion of a metal
c. resistance to an electrical current
d. melting point of a metal

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
BC WELDER TRAINING PROGRAM 23
6. Match the terms with the definitions.
1. ability of a material to return to its original dimension after it has been stretched
2. increases in a material’s dimensions when heated
3. ability of a metal to be drawn, stretched, twisted or permanently deformed without breaking
4. ability of a metal to resist the slow, gradual combination with other chemicals, such as that which occurs in rusting
5. ability to resist crushing forces
6. ability of a metal to be hammered, rolled or bent without breaking or cracking
7. amount of stretching a metal can withstand
8. point at which a metal will continue to stretch even though there is no increase in load
9. reaction of a metal to stress
10. resistance a metal offers to a force that is steadily and gradually pulling it apart
a. compressive strength
b. tensile strength
c. elongation
d. corrosion resistance
e. malleability
f. yield strength
g. ductility
h. elasticity
i. thermal expansion
j. strain
Now go to the Answer Key and check your answers
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-1 (line h-h2)
24 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Theory CompeTenCy rK3-2 (Line h-h1):Iron and steel
rK
3-2
(F & L2
)

BC WELDER TRAINING PROGRAM 27
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
OutcomesIron and steel are among the most common and most useful materials for construction and for manufacturing. Thousands of products that are used every day are made from them. Most welding tasks are carried out in construction or manufacturing settings using iron and steel. You need to become familiar with iron and steel, how they are produced, and their types, their classification and their applications.
When you have completed the Learning Tasks in this Theory Competency, you should be able to:
• describe the production processes for iron and steel• identify the types of iron and steel• identify classification systems for steel• identify the effect of carbon content on the weldability of steel• identify the main alloying elements in steel• identify the effects of alloying elements on the properties of steel
EvaluationWhen you have completed all the theory competencies in module RK3, you will take a written test. You must score at least 70% on this test. The test will include questions that are based on the following material from Theory Competency K3-2:
• types of iron and production methods• steel production and forming methods• types of steel and steel classification
ResourcesAll of the resources you will require are contained in this Theory Competency.

28 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 29
RK3-2 Learning Task 1:Types of iron and production methodsIron is a manufacturing material in its own right. It comes in a number of different forms and is used for a wide range of products. Iron is also the main ingredient in steel, which is an alloy of iron and small, carefully controlled amounts of carbon and other elements. The greater strength and versatility of steel make it a more useful material than iron.
Iron is a common mineral found mixed with rock, earth or sand. Near the iron mines, processing plants crush and grind rock ore to talcum-fine particles. The iron-rich “fines” are separated from the rock either magnetically or by flotation and then made into pellets.
At the same time, a parallel recovery process occurs at the iron and steel plants. This process, called “sintering,” takes the fine, iron-bearing materials recovered from ore-handling, iron and steel operations and environmental-control equipment and partially fuses these fine particles into 6 mm (1⁄4 in.) material for use in making iron. These materials become the basic charge for the blast furnace.
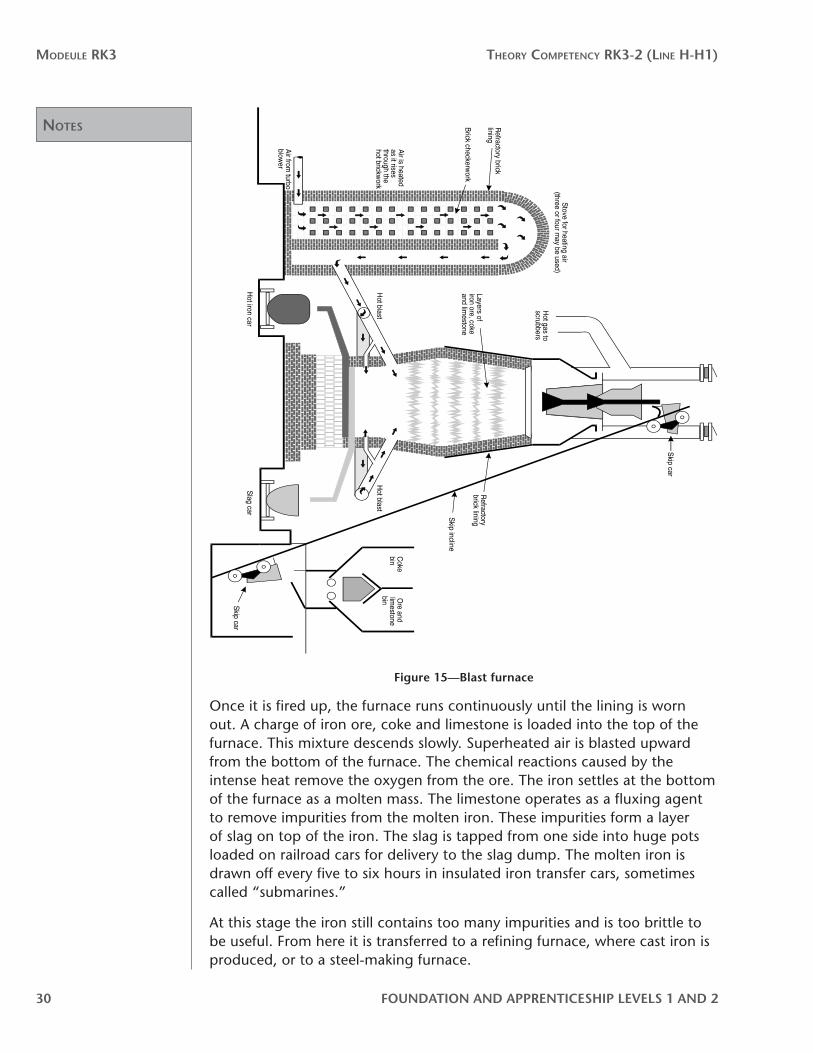
Blast furnace—pig ironPig iron is the product of the blast furnace. This is the first stage in the production of all iron-based metals. A blast furnace is a cylindrical steel structure that is often as tall as a 10-storey building. It is lined with heat-resistant brick (Figure 15).
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
30 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 15—Blast furnace
Once it is fired up, the furnace runs continuously until the lining is worn out. A charge of iron ore, coke and limestone is loaded into the top of the furnace. This mixture descends slowly. Superheated air is blasted upward from the bottom of the furnace. The chemical reactions caused by the intense heat remove the oxygen from the ore. The iron settles at the bottom of the furnace as a molten mass. The limestone operates as a fluxing agent to remove impurities from the molten iron. These impurities form a layer of slag on top of the iron. The slag is tapped from one side into huge pots loaded on railroad cars for delivery to the slag dump. The molten iron is drawn off every five to six hours in insulated iron transfer cars, sometimes called “submarines.”
At this stage the iron still contains too many impurities and is too brittle to be useful. From here it is transferred to a refining furnace, where cast iron is produced, or to a steel-making furnace.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 31
Cast ironTo produce cast iron, pig iron from the blast furnace along with scrap iron, scrap steel and other elements are melted in a cupola furnace or an air furnace. The molten iron is analyzed and, after modifications to the composition of the charge to meet the specifications required, the molten metal is tapped and then cast into shapes.
There are four main types of cast iron:
• grey cast iron• white cast iron• malleable iron• nodular (ductile) iron
Grey cast ironGrey cast iron has a high silicon content and has been cooled slowly, usually in sand moulds. The silicon is dissolved in the iron ferrite and combines with the carbon to form graphite. It is the separation of the carbon from the iron that makes grey cast iron brittle. When grey cast iron is broken, it is easily identified by the dark grey flecks of graphite and by the porous grain structure.
The tensile strength of grey cast iron is fairly low, about 207 Mpa to 276 Mpa (30 000 psi to 40 000 psi). Some grey irons are alloyed with nickel, copper and chromium to provide greater strength and corrosion resistance. Grey cast iron is widely used in making castings for many kinds of machine parts, including engine blocks, transmission housings and brake drums.
White cast ironWhite cast iron is cooled more rapidly than grey cast iron, usually in steel moulds. Because cooling is rapid, the carbon does not separate from the iron. The resulting compound is called “cementite” and it is very hard and brittle. White cast iron is generally considered unweldable and has very few applications in its original state.
Although its uses are limited, white cast iron is used on the outer surfaces of castings where extreme hardness and wear resistance are required. For this purpose, white cast iron is widely used on crusher jaws, wear plates, balls and liners for ball mills and lathe beds.
Malleable ironMalleable iron is white cast iron that has been subjected to a long annealing process (heating and slow cooling). This process removes the brittleness from the casting and leaves the metal softer but with considerable toughness and strength. The fracture of a piece of malleable cast iron will show a white rim and a dark centre. Malleable iron has a higher tensile strength than grey cast iron, ranging from 276 Mpa to 690 Mpa (40 000 psi to 100 000 psi). Uses for malleable iron include pipe fittings, farm implements and automobile parts.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
32 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Nodular iron (ductile iron)Nodular iron has the ductility of malleable cast iron, the corrosion resistance of grey cast iron and a greater tensile strength than grey cast iron. The tensile strength ranges from 410 Mpa to 828 Mpa (60 000 psi to 120 000 psi). Nodular iron is obtained by adding a small amount of magnesium to the iron at the time of melting. The addition of magnesium causes a vigorous mixing reaction and this, along with a controlled cooling rate, causes the graphite to change from a stringer structure (like that in grey cast iron) to rounded masses in the form of spheroids (balls). This structural change is the main reason for the greater ductility of nodular iron.
Now complete Self-Test 1 and check your answers.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 33
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
34 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Self-Test 1Choose the correct response for each question and put it in the Answers column. Cover your answers when reviewing the test for study purposes.
1. Pig iron is produced in
a. an open-hearth furnace
b. a basic oxygen furnace
c. a Bessemer converter
d. a blast furnace
2. Which of the following is used as a fluxing agent to remove the impurities from iron?
a. limestone
b. hydrochloric acid
c. phosphorus oxide
d. sulphuric acid
3. Pig iron, scrap iron and scrap steel are melted in a cupola furnace to make
a. cast iron
b. pig iron
c. alloy steel
d. cast steel
4. Which element combines with the carbon in grey cast iron to form graphite?
a. sulphur
b. silicon
c. phosphorus
d. boron
5. In the blast furnace the impurities removed from the iron
a. combine with phosphorus to form a carbide
b. form a layer of slag on top of the iron
c. transform to a gas by the blast of superheated air
d. form a layer of coke on top of the iron
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 35
6. When broken, grey cast iron may be identified by
a. a fine, silver grain structure
b. a white rim and dark centre
c. dark spheroid masses in the grain structure
d. dark grey graphite flakes in the grain structure
7. When broken, nodular iron is identifiable by
a. a fine, silver grain structure
b. a white rim and dark centre
c. dark spheroid masses in the grain structure
d. dark grey graphite flakes in the grain structure
8. Which type of cast iron has the greatest hardness and wear resistance?
a. white cast iron
b. grey cast iron
c. malleable cast iron
d. nodular cast iron
9. Which type of cast iron has magnesium added?
a. white cast iron
b. grey cast iron
c. malleable cast iron
d. nodular iron
10. Which type of cast iron has undergone a long annealing process?
a. white cast iron
b. grey cast iron
c. malleable cast iron
d. nodular iron
Now go to the Answer Key and check your answers

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
36 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 37
RK3-2 Learning Task 2:Steel production and forming methodsSteel is produced by refining pig iron, although in practice the material charged into the refining furnace usually contains 40% or more of scrap steel. The main methods of steel production are:
• the open-hearth furnace• the basic oxygen furnace• the electric furnace• the Bessemer converter
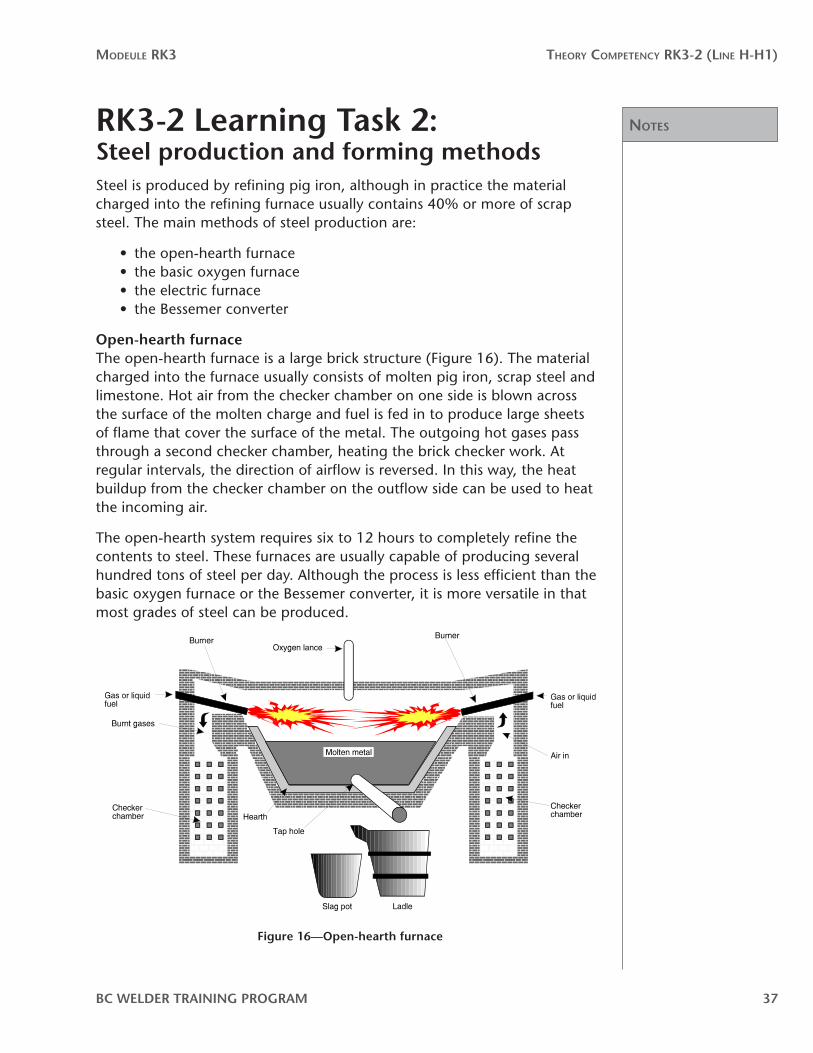
Open-hearth furnaceThe open-hearth furnace is a large brick structure (Figure 16). The material charged into the furnace usually consists of molten pig iron, scrap steel and limestone. Hot air from the checker chamber on one side is blown across the surface of the molten charge and fuel is fed in to produce large sheets of flame that cover the surface of the metal. The outgoing hot gases pass through a second checker chamber, heating the brick checker work. At regular intervals, the direction of airflow is reversed. In this way, the heat buildup from the checker chamber on the outflow side can be used to heat the incoming air.
The open-hearth system requires six to 12 hours to completely refine the contents to steel. These furnaces are usually capable of producing several hundred tons of steel per day. Although the process is less efficient than the basic oxygen furnace or the Bessemer converter, it is more versatile in that most grades of steel can be produced.
Figure 16—Open-hearth furnace

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
38 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Basic oxygen furnaceThe basic oxygen furnace (Figure 17) has a production rate of about 250 tons an hour, which is much more rapid than the open-hearth furnace.
The first step for making a “heat” of steel in a basic oxygen furnace (B.O.F.) is to tilt the furnace and load the charge. The furnaces are mounted on trunnions and can be rotated through a full circle. Molten pig iron from the blast furnace accounts for up to 80% of the metallic charge. Scrap steel comprises the other metallic component. After the charge has been loaded, the furnace is returned to an upright position. A water-cooled oxygen lance is lowered into the furnace. Oxygen is blown onto the surface of the molten metal at high speed. The oxygen rapidly combines with carbon and other impurities in the molten charge. Lime and other materials are added as fluxes to help carry off the oxidized impurities. After the steel has been refined, the furnace is tilted and molten steel pours into a ladle through a top hole. Alloys are added to give the steel the precise chemistry desired.
Figure 17—Basic oxygen furnace
Electric furnaceElectric furnaces are usually reserved for the production of alloy, stainless, tool and specialty steels. The heat within the furnace can be precisely

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 39
controlled and there is no contamination from fuel oil or the combustion of gases. Electric furnaces have been developed with the size and capability to produce large quantities of carbon steel as well.
The heat in an electric furnace is produced as the electric current arcs from one electrode (of the three inserted through the furnace roof) to the metallic charge and back to another electrode (Figure 18). The charge is usually carefully selected scrap steel and pure iron. Once the charge is in place, the three carbon electrodes are lowered and the arcs generate the heat to melt the charge. Limestone and flux are added after the scrap becomes molten. Impurities in the steel rise into a floating layer of slag, some or most of which can be poured off. Alloys are added and, when the chemical composition of the steel meets specifications, the furnace is tilted and the steel poured out the spout into a ladle.
Figure 18—Electric furnace
Bessemer converterThe Bessemer converter is similar to the basic oxygen furnace in design and operation. The process is fast and relatively inexpensive, producing up to 20 tons of steel in 10 to 15 minutes, but the product is not as pure as that produced by other processes. With the development of the open-hearth furnace and the refinements of the basic oxygen furnace, the use of the Bessemer converter has declined. Today its use is largely confined to the production of pipe, easily machinable steel and wire.
IngotsMolten steel from the basic oxygen furnace, electric furnace or open-hearth furnace flows into ladles and then follows one of the two major routes to the rolling mills that shape most of the finished products. The traditional method involves pouring the molten steel from the ladle into ingot moulds. When the steel has solidified sufficiently, the moulds are removed and the ingots are taken to furnaces called “soaking pits.” There, they are “soaked” in heat until they reach a uniform temperature.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
40 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
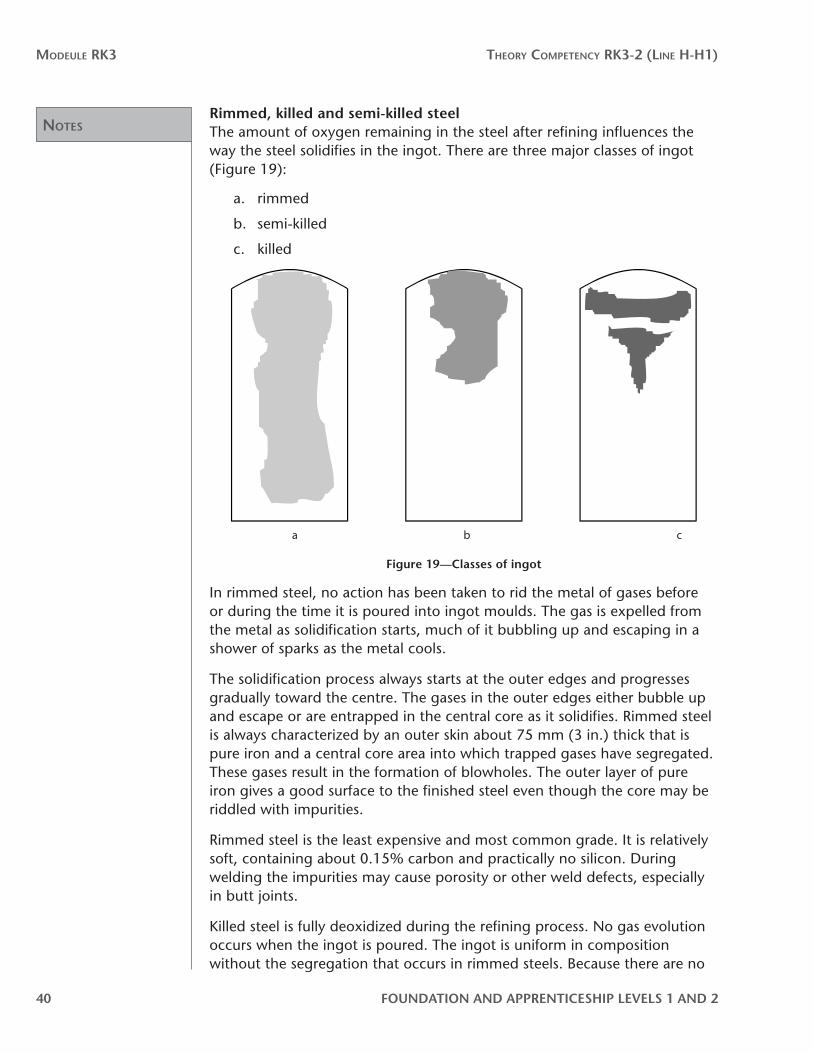
Rimmed, killed and semi-killed steelThe amount of oxygen remaining in the steel after refining influences the way the steel solidifies in the ingot. There are three major classes of ingot (Figure 19):
a. rimmed
b. semi-killed
c. killed
a b c
Figure 19—Classes of ingot
In rimmed steel, no action has been taken to rid the metal of gases before or during the time it is poured into ingot moulds. The gas is expelled from the metal as solidification starts, much of it bubbling up and escaping in a shower of sparks as the metal cools.
The solidification process always starts at the outer edges and progresses gradually toward the centre. The gases in the outer edges either bubble up and escape or are entrapped in the central core as it solidifies. Rimmed steel is always characterized by an outer skin about 75 mm (3 in.) thick that is pure iron and a central core area into which trapped gases have segregated. These gases result in the formation of blowholes. The outer layer of pure iron gives a good surface to the finished steel even though the core may be riddled with impurities.
Rimmed steel is the least expensive and most common grade. It is relatively soft, containing about 0.15% carbon and practically no silicon. During welding the impurities may cause porosity or other weld defects, especially in butt joints.
Killed steel is fully deoxidized during the refining process. No gas evolution occurs when the ingot is poured. The ingot is uniform in composition without the segregation that occurs in rimmed steels. Because there are no

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 41
blowholes caused by gas formation, shrinkage results and killed steel ingots are characterized by a cavity or “pipe” that forms at the top of the ingot. This pipe portion is sheared off before further processing.
Semi-killed steel is the compromise between fully killed and rimmed steel. A small amount of deoxidizing material (usually ferro-silicon) is added to the melt. This reduces the oxygen content, reducing the gas evolution in the solidifying ingot. There is, however, sufficient gas formation to compensate for shrinkage during solidification, and blowholes are generally confined to the upper half of the ingot. Welding semi-killed steels generally presents few problems.
Continuous casting processContinuous casting is a method in which the ingot sequence is bypassed in making the blooms, billets and slabs. The process shown in Figure 20 makes slabs. The molten steel is lifted in a ladle to the top of the strand caster. Steel flows from the bottom of the ladle into a reservoir called the “tundish” and from there into copper moulds.
Figure 20—Continuous casting
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
42 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
The moulds are internally cooled with water. This causes a thin skin to form on the outside of the liquid metal. As the steel emerges from the mould, it is further cooled by the water spray cooling system until it is solid throughout. The pinch rolls form the metal into shape (in this case slabs), and a torch cuts each to size.
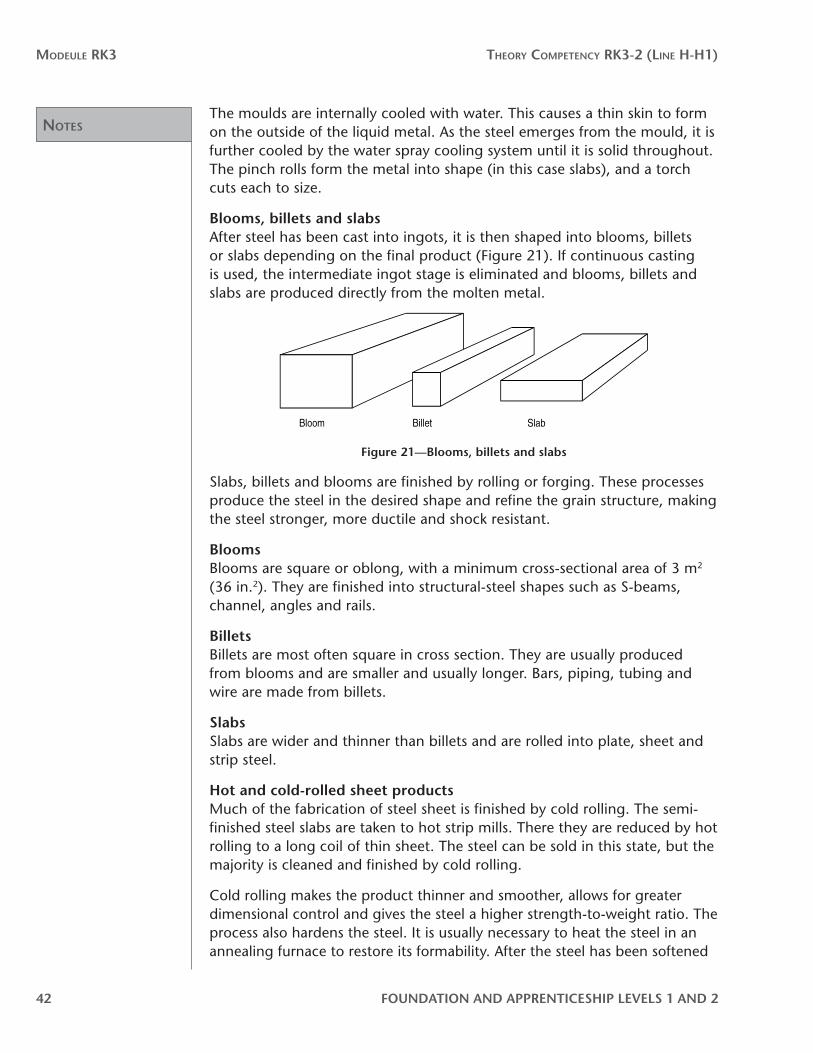
Blooms, billets and slabsAfter steel has been cast into ingots, it is then shaped into blooms, billets or slabs depending on the final product (Figure 21). If continuous casting is used, the intermediate ingot stage is eliminated and blooms, billets and slabs are produced directly from the molten metal.
Figure 21—Blooms, billets and slabs
Slabs, billets and blooms are finished by rolling or forging. These processes produce the steel in the desired shape and refine the grain structure, making the steel stronger, more ductile and shock resistant.
BloomsBlooms are square or oblong, with a minimum cross-sectional area of 3 m2 (36 in.2). They are finished into structural-steel shapes such as S-beams, channel, angles and rails.
BilletsBillets are most often square in cross section. They are usually produced from blooms and are smaller and usually longer. Bars, piping, tubing and wire are made from billets.
SlabsSlabs are wider and thinner than billets and are rolled into plate, sheet and strip steel.
Hot and cold-rolled sheet productsMuch of the fabrication of steel sheet is finished by cold rolling. The semi-finished steel slabs are taken to hot strip mills. There they are reduced by hot rolling to a long coil of thin sheet. The steel can be sold in this state, but the majority is cleaned and finished by cold rolling.
Cold rolling makes the product thinner and smoother, allows for greater dimensional control and gives the steel a higher strength-to-weight ratio. The process also hardens the steel. It is usually necessary to heat the steel in an annealing furnace to restore its formability. After the steel has been softened
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 43
in the annealing process, it is put through a temper to give the steel the desired flatness, metallurgical properties and surface finish. The product may be shipped as coils or further side-trimmed or sheared to cut lengths.
Hot-rolled steel features slightly rounded edges, while cold-rolled products with the higher dimensional control have squared edges.
Galvanized sheet steel productsTo prevent steel sheet and strip from rusting, it is often coated with zinc, a process called “galvanizing.” Once coated, galvanized steel is highly versatile. It is used in the underbodies of automobiles and in making air ducts, garbage cans, culverts and storage tanks. Galvanized sheet and strip are often painted. Painting adds to the corrosion resistance and improves the appearance of the product. Painted galvanized sheet is frequently used for roofing and siding on industrial buildings, for gutter downspouts and for interior cabinets and appliances.
Tin mill productsTin plate and chromium-coated steels are mainly used to make cans and other containers. “Tin” cans, in fact, are usually 99% steel and 1% tin. Tin plate is made from black-plate (a thin, cold-rolled sheet) by applying a thin tin coating electrolytically. Chromium-coated sheet (“tin-free”) is made in the same way, except that a chromium surface is applied.
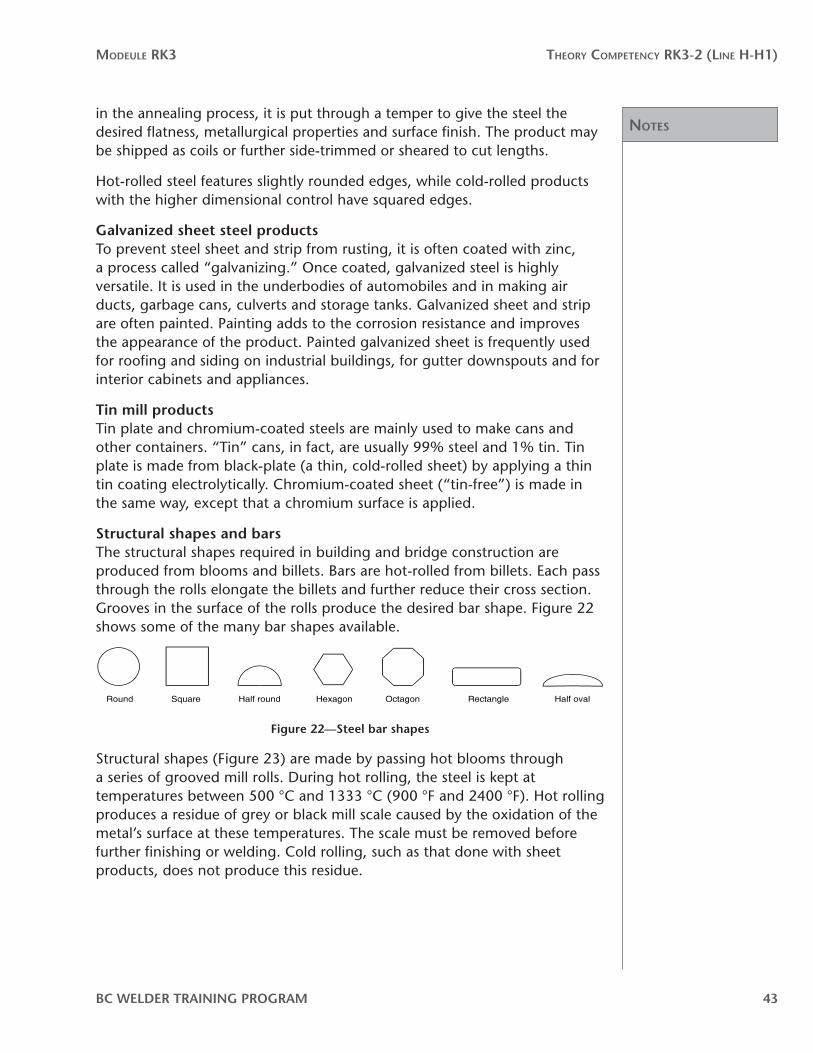
Structural shapes and barsThe structural shapes required in building and bridge construction are produced from blooms and billets. Bars are hot-rolled from billets. Each pass through the rolls elongate the billets and further reduce their cross section. Grooves in the surface of the rolls produce the desired bar shape. Figure 22 shows some of the many bar shapes available.
Figure 22—Steel bar shapes
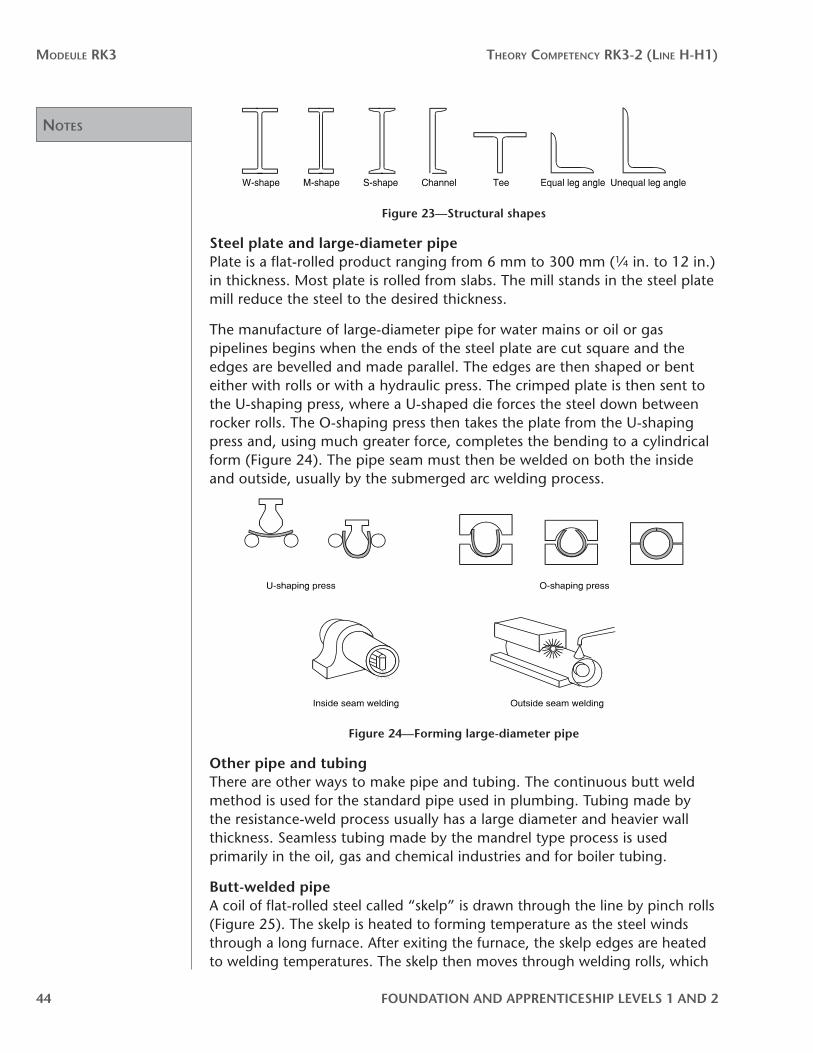
Structural shapes (Figure 23) are made by passing hot blooms through a series of grooved mill rolls. During hot rolling, the steel is kept at temperatures between 500 °C and 1333 °C (900 °F and 2400 °F). Hot rolling produces a residue of grey or black mill scale caused by the oxidation of the metal’s surface at these temperatures. The scale must be removed before further finishing or welding. Cold rolling, such as that done with sheet products, does not produce this residue.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
44 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 23—Structural shapes
Steel plate and large-diameter pipePlate is a flat-rolled product ranging from 6 mm to 300 mm (1⁄4 in. to 12 in.) in thickness. Most plate is rolled from slabs. The mill stands in the steel plate mill reduce the steel to the desired thickness.
The manufacture of large-diameter pipe for water mains or oil or gas pipelines begins when the ends of the steel plate are cut square and the edges are bevelled and made parallel. The edges are then shaped or bent either with rolls or with a hydraulic press. The crimped plate is then sent to the U-shaping press, where a U-shaped die forces the steel down between rocker rolls. The O-shaping press then takes the plate from the U-shaping press and, using much greater force, completes the bending to a cylindrical form (Figure 24). The pipe seam must then be welded on both the inside and outside, usually by the submerged arc welding process.
Figure 24—Forming large-diameter pipe
Other pipe and tubingThere are other ways to make pipe and tubing. The continuous butt weld method is used for the standard pipe used in plumbing. Tubing made by the resistance-weld process usually has a large diameter and heavier wall thickness. Seamless tubing made by the mandrel type process is used primarily in the oil, gas and chemical industries and for boiler tubing.
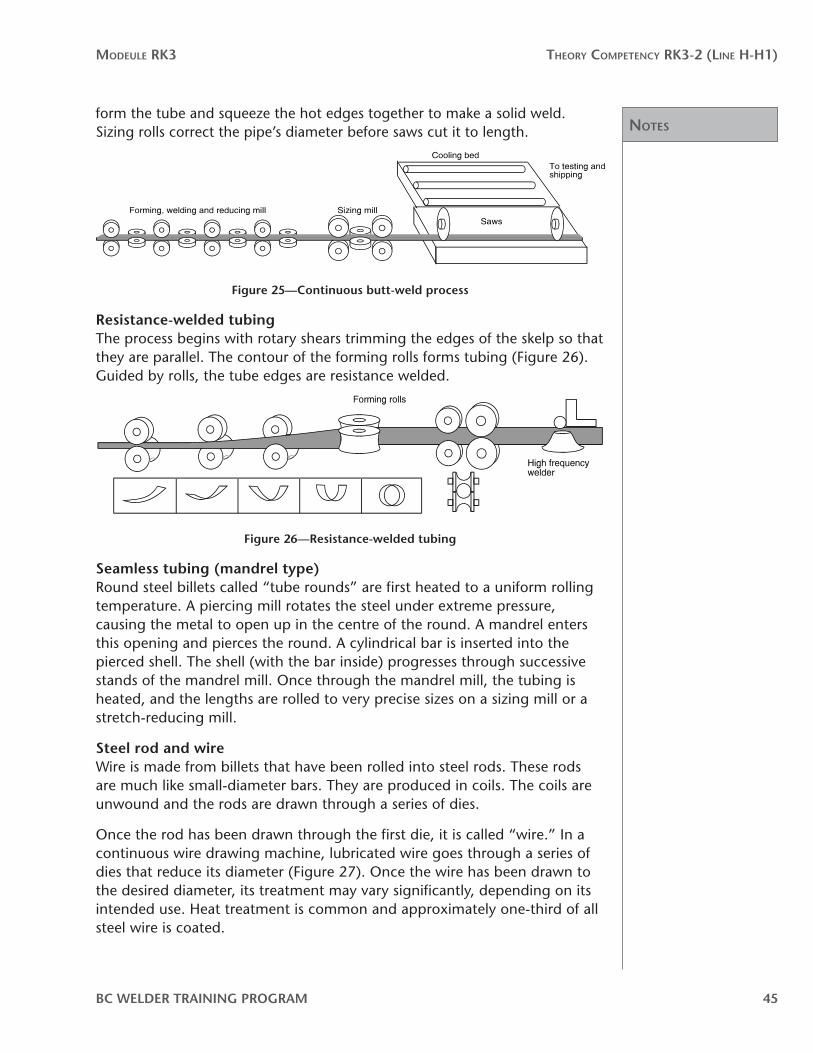
Butt-welded pipeA coil of flat-rolled steel called “skelp” is drawn through the line by pinch rolls (Figure 25). The skelp is heated to forming temperature as the steel winds through a long furnace. After exiting the furnace, the skelp edges are heated to welding temperatures. The skelp then moves through welding rolls, which
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 45
form the tube and squeeze the hot edges together to make a solid weld. Sizing rolls correct the pipe’s diameter before saws cut it to length.
Figure 25—Continuous butt-weld process
Resistance-welded tubingThe process begins with rotary shears trimming the edges of the skelp so that they are parallel. The contour of the forming rolls forms tubing (Figure 26). Guided by rolls, the tube edges are resistance welded.
Figure 26—Resistance-welded tubing
Seamless tubing (mandrel type)Round steel billets called “tube rounds” are first heated to a uniform rolling temperature. A piercing mill rotates the steel under extreme pressure, causing the metal to open up in the centre of the round. A mandrel enters this opening and pierces the round. A cylindrical bar is inserted into the pierced shell. The shell (with the bar inside) progresses through successive stands of the mandrel mill. Once through the mandrel mill, the tubing is heated, and the lengths are rolled to very precise sizes on a sizing mill or a stretch-reducing mill.
Steel rod and wireWire is made from billets that have been rolled into steel rods. These rods are much like small-diameter bars. They are produced in coils. The coils are unwound and the rods are drawn through a series of dies.
Once the rod has been drawn through the first die, it is called “wire.” In a continuous wire drawing machine, lubricated wire goes through a series of dies that reduce its diameter (Figure 27). Once the wire has been drawn to the desired diameter, its treatment may vary significantly, depending on its intended use. Heat treatment is common and approximately one-third of all steel wire is coated.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
46 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 27—Wire making
Forging processesForging is a process that uses hammering or pressing to reduce a roughly shaped metal into a specific shape. Forging adds to the mechanical properties of the steel and is widely used for parts that will be subjected to high stress in service. Forging “kneads” the original steel into a denser structure. It also shapes the steel to close dimensional tolerances so that minimal machining is necessary after forging. There are two major forging processes: open-die (or hydraulic press forging) and closed-die (or drop hammer forging).
Open-die forgingIn this process uniformly heated steel is forged in a hydraulic press. A piston-driven flat-faced upper die is forced down onto the steel, which is moved and turned on the bottom die. The steel is heated and then worked repeatedly until the shape is achieved. Open-die forging is done on blooms, billets and rounds. When large parts are required, the original ingot is used.
Closed-die forgingThis process uses the impact of hammers rather than the squeezing of hydraulic presses. Billets are usually used as the original shape. Special dies, with the half shape of the desired product machined into each, are set in a steam hammer. The heated steel is placed between two dies, which are then hammered together. The hot metal flows inside the closed dies to fill the two halves. The dies are removed and if necessary the shape is machined to specific dimensions.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 47
Casting processesCastings of iron, steel and brass are made in foundries. This process is often called “foundry metallurgy.” Casting involves pouring molten metal into precisely shaped moulds. The metal solidifies in the shape of the mould. The moulds are then broken away from the metal. Most metals, when molten, can be cast. Parts produced by casting may range in size from a fraction of a kilogram to several tonnes.
Casting moulds are made of heat-resistant material such as sand, plaster of paris, ceramic material or metal. The three main methods of casting are:
• sand• centrifugal• die
Sand castingIn sand casting, atmospheric pressure, gravity and the skill of the operator all play important roles in the formation of castings that are free from shrinkage and other defects. In this process, the mould is made by packing and ramming sand around the pattern. When the sand has hardened, the pattern is removed and the molten metal is poured into the mould, where it solidifies. Once the metal has cooled sufficiently, the mould is broken apart and removed.
Centrifugal castingCentrifugal casting uses centrifugal action to perform the function of gravity in sand castings. Molten metal is poured into a rapidly rotating mould. The rotation forces the liquid metal outward to fill the mould cavity. Wheels, tubing and pipe are often made by centrifugal casting.
Die castingDie castings are often called “white metal,” as the metals most commonly die cast are lighter in colour, including aluminum, tin, lead and magnesium. The process differs from other casting processes in that the metal is injected under high pressure rather than poured into the mould.
Now complete Self-Test 2 and check your answers.

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
48 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Self-Test 2Choose the correct response for each question and put it in the Answers column. Cover your answers when reviewing the test for study purposes.
1. Which steel production method accounts for most of the world’s steel production?
a. open-hearth furnace
b. basic oxygen furnace
c. electric furnace
d. Bessemer converter
2. Most alloy and tool steels are produced in
a. an open-hearth furnace
b. a basic oxygen furnace
c. an electric furnace
d. a Bessemer converter
3. When the continuous casting process is used, which stage in steel production is eliminated?
a. ingot
b. die casting
c. blast furnace
d. oxygen blow
4. Which class of ingot has the highest purity?
a. rimmed
b. killed
c. semi-killed
d. skinned
5. Which class of ingot is characterized by an outer skin and by blowholes?
a. rimmed
b. killed
c. semi-killed
d. skinned

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 49
6. Which type of steel-producing furnace is shown in Figure 28?
a. open-hearth
b. basic oxygen
c. electric
d. Bessemer converter
Figure 28
7. Which type of ingot is shown in Figure 29?
a. rimmed
b. killed
c. semi-killed
d. skinned
Figure 29
8. What is the main advantage of the open-hearth furnace for steel production?
9. What is the major advantage of the basic oxygen furnace over the open-hearth furnace?
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
50 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
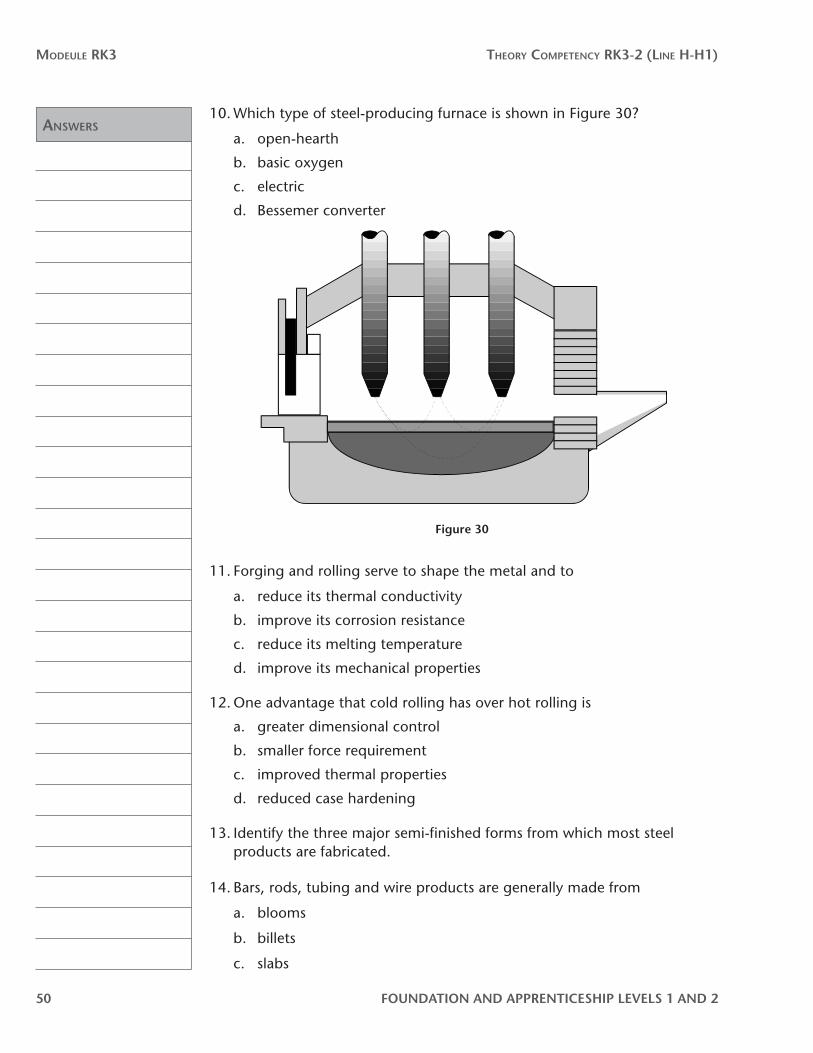
10. Which type of steel-producing furnace is shown in Figure 30?
a. open-hearth
b. basic oxygen
c. electric
d. Bessemer converter
Figure 30
11. Forging and rolling serve to shape the metal and to
a. reduce its thermal conductivity
b. improve its corrosion resistance
c. reduce its melting temperature
d. improve its mechanical properties
12. One advantage that cold rolling has over hot rolling is
a. greater dimensional control
b. smaller force requirement
c. improved thermal properties
d. reduced case hardening
13. Identify the three major semi-finished forms from which most steel products are fabricated.
14. Bars, rods, tubing and wire products are generally made from
a. blooms
b. billets
c. slabs

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 51
15. Structural shapes are made from
a. blooms
b. billets
c. slabs
16. Sheet, plate and strip steel are generally made from
a. blooms
b. billets
c. slabs
17. Most sheet products are finished by
a. centrifugal casting
b. drop forging
c. hot rolling
d. cold rolling
18. Galvanized products are products that have been coated with
a. chromium
b. tin
c. zinc
d. copper
19. Structural shapes and bars are produced by
a. hot rolling
b. cold rolling
c. drawing over a mandrel
d. U-ing rolls
20. A disadvantage of hot rolling is
a. a reduction in the steel’s tensile strength
b. the residue of mill scale left on the steel’s surface
c. the risk of “hot-shortness” in the steel at high temperature
d. carbide precipitation
21. Seamless tubing is manufactured by
a. drawing round bar through a series of dies
b. shaping skelp in pinch rolls and then resistance welding
c. piercing round tube with a mandrel
d. hydraulic press forging
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
52 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
22. Wire is manufactured by
a. drawing rods through a series of dies
b. shaping skelp in pinch rolls
c. drawing round bar over a mandrel
d. drawing strip through a stretch-reducing mill
23. Open-die forging is characterized by the use of to shape the metal.
a. hammers
b. mandrels
c. hydraulic presses
d. pinch rolls
24. Closed-die forging is typified by the use of to shape the metal.
a. hammers
b. mandrels
c. hydraulic presses
d. pinch rolls
25. Describe the effect forging has on the properties of steel.
26. Centrifugal casting is typified by
a. high-pressure injection of the metal
b. rapid rotation of the mould
c. repeated movement of the die
d. continuous squeezing by a hydraulic press
27. Which method is generally used for fabricating the standard pipe used in plumbing?
a. butt-welded process
b. resistance-welded process
c. seamless process
d. die-casting process
Now go to the Answer Key and check your answers
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 53
RK3-2 Learning Task 3:Types of steel and steel classifications
Effect of adding carbonIron in its pure state is too soft to be useful in commercial manufacturing. With small additions of carbon the properties of high tensile strength and hardness begin to appear. These are the characteristics that give steel great value and make it the most widely used metal in the world.
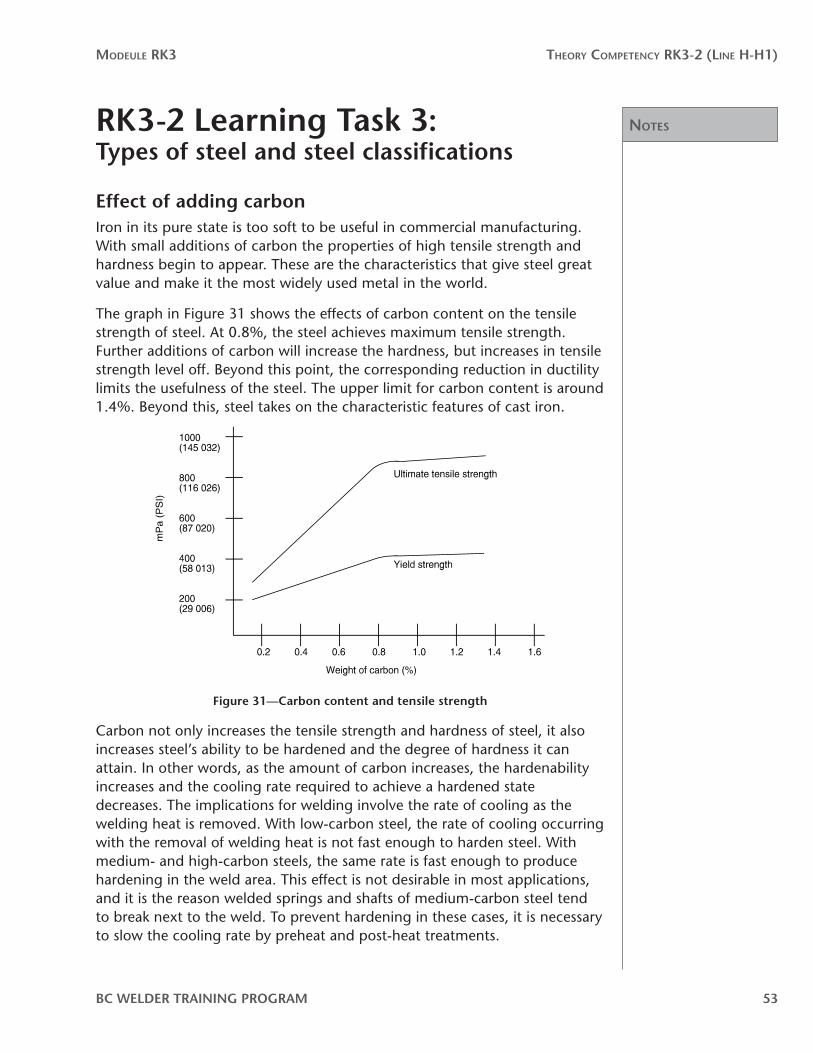
The graph in Figure 31 shows the effects of carbon content on the tensile strength of steel. At 0.8%, the steel achieves maximum tensile strength. Further additions of carbon will increase the hardness, but increases in tensile strength level off. Beyond this point, the corresponding reduction in ductility limits the usefulness of the steel. The upper limit for carbon content is around 1.4%. Beyond this, steel takes on the characteristic features of cast iron.
Figure 31—Carbon content and tensile strength
Carbon not only increases the tensile strength and hardness of steel, it also increases steel’s ability to be hardened and the degree of hardness it can attain. In other words, as the amount of carbon increases, the hardenability increases and the cooling rate required to achieve a hardened state decreases. The implications for welding involve the rate of cooling as the welding heat is removed. With low-carbon steel, the rate of cooling occurring with the removal of welding heat is not fast enough to harden steel. With medium- and high-carbon steels, the same rate is fast enough to produce hardening in the weld area. This effect is not desirable in most applications, and it is the reason welded springs and shafts of medium-carbon steel tend to break next to the weld. To prevent hardening in these cases, it is necessary to slow the cooling rate by preheat and post-heat treatments.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
54 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Types of steelThere are several ways steels can be grouped or classified. These include:
• chemical composition• mechanical properties• heat treatment• ease of machining• specific usage
Steels usually fall into one of three categories, based on their chemical composition. The categories are:
• carbon steel• low-alloy steel• alloy steel
Carbon steelsPlain carbon steels have carbon as the only alloying element. These steels are classified according to the percentage of carbon they contain. They are called low-, medium- and high-carbon steels. The chart in Figure 32 identifies the carbon content of the categories of carbon steel and describes common applications. Depending on the steel manufacturer, the percentage of carbon may vary as much as 0.5% to 0.10% in each of the categories.
Carbon content (%) Typical uses
Low-carbon steel (0.10 to 0.30)
General-purpose steel for auto frames, wheels, welding electrodes, wire, sheet products, nails, tubing, structural steel shapes, plate and bar, forgings.
Medium-carbon steel (0.30 to 0.60)
Machine parts and tools, crankshafts, gears, axles.
High-carbon steel (0.60 to 1.0)
Railroad rails, dies, springs, cold chisels, hammers, wrenches, band saws, axes.
Very-high-carbon steel (1.0 to 1.7)
Twist drills, taps and dies, lathe tool files, razors, ball races. Hardness is the prime consideration.
Figure 32—Carbon content for different uses
Low-carbon steelSteel in this category is tough, ductile and easily machined and formed. It can be successfully welded by all the commercial welding processes. Low-carbon steel can be cast or shaped by forging. Most types do not respond to heat treatment, but they can be quenched and tempered to enhance their mechanical properties.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 55
Medium-carbon steelHigher carbon content gives this steel high strength and hardness. It cannot be worked or welded as easily as low-carbon steel. Successful welding often requires special electrodes, and special care must be taken to prevent cracking in the weld area. Preheating and post-heating may also be necessary. The higher carbon content also means this steel can be successfully heat-treated.
High- and very-high-carbon steel (tool steel)This steel becomes very difficult to weld as the carbon content increases. As a rule, steel up to 0.65% can be welded, provided special electrodes and heat treatments are used. With the high carbon content this steel responds well to heat treatment. It is not usually practical or possible to successfully weld high-carbon steel beyond 0.65%.
Low-alloy and alloy steelThis steel also contains other elements as well as carbon that have been added to enhance specific properties of the steel. For example, they can be added to improve mechanical properties (strength and toughness), to increase or decrease hardenability or to improve corrosion resistance. Although maximum hardness is determined mainly by the carbon content, other properties such as ductility, machinability or magnetic properties can be improved by adding other elements. Other than carbon, the main elements used in the low-alloy and alloy steels include:
• chromium• cobalt• copper• manganese• molybdenum• nickel• titanium• tungsten• vanadium
ChromiumChromium increases both the hardness and hardenability of steel as well as its resistance to abrasion and corrosion. It also increases tensile strength. Chromium refines the grain structure of the steel, increasing its toughness. There is some sacrifice of ductility, but this is minimal and the increases in the mechanical properties occur without the steel becoming too brittle.
Chromium is used alone in carbon steel or in combination with other elements such as nickel, vanadium, molybdenum or tungsten. Chromium is used in stainless steel and acid-resisting steels. Typical applications include tools, knives, instruments and bearings.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
56 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
CobaltCobalt improves the high-temperature properties or the magnetic properties of steel. Cobalt is often used in combination with tungsten to develop red hardness, which is the ability to remain hard when red hot. The most common applications are magnetic products and high-speed, high-temperature cutting tools.
CopperCopper is used as an alloying element in steel to increase resistance to atmospheric corrosion. Copper-bearing steels are widely used for sheet roofing and siding.
ManganeseManganese is one of the most basic alloying elements in steel. It is an effective deoxidizer. It improves the grain structure and surface appearance of steel. It enhances the hardenability, toughness, strength and ductility.
MolybdenumThis element produces the greatest hardening effect of any element except carbon and checks enlargement of the grain structure. Molybdenum also increases shock resistance, high-temperature strength and enhances corrosion resistance. Molybdenum-bearing steels find use in tools, machining parts, ball bearings, aircraft and steam plants.
NickelNickel improves the ductility of steel without sacrificing tensile strength. It also improves the low-temperature toughness of steel. Large quantities of nickel (25% to 35%) dramatically increase resistance to corrosion and shock. Nickel-bearing steel finds wide use in tools, pressure vessels, armour, stainless steels, drills, gears and ball bearings.
TitaniumTitanium is used to increase the high-temperature strength of steel. It can also be used to stabilize the grain structure of the steel or to act as a deoxidizer.
TungstenTungsten, when used as an alloying element in steel, improves the toughness, hardness and wear resistance of the steel, notably at high temperatures. Tungsten in combination with cobalt gives steel red hardness. Tungsten (often combined with molybdenum and chromium) is used extensively in the high-speed, high-temperature steels from which tools are produced.
VanadiumVanadium is widely used in construction steel to produce a fine grain structure and to promote toughness and shock resistance. Vanadium-bearing steel is used in high-strength pressure pipe, steel springs, gears, shafts and axles where fatigue and impact resistance are prime considerations.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 57
Low-alloy steelLow-alloy steel contains a total of less than 5% of all alloying elements, including carbon. The major components of this group are in the high-strength low-alloy steels (HSLA), which are used extensively in structural applications. This steel has higher yield strength than plain carbon steel, but it still has good weldability and formability. A wide range of HSLA steel is commercially produced using many combinations of alloying elements.
HSLA steel was originally developed to improve the strength-to-weight ratio of steel designed for the transportation industry. Since then, HSLA steel has found extensive application in structural shapes used for construction and in pipelines. For pipeline applications, carbon content is reduced to improve the weldability of the steel.
Alloy steelSteel with more than a 5% component of two or more of the alloying elements is considered alloy steel. Steel containing from 5% to 9% alloying elements is considered medium-alloy steel. These include specialized steel for high- or low-temperature service and much of the automotive, aircraft and machinery steel. When the level of chromium, nickel or manganese reaches 10% or higher, the steel is considered high-alloy steel. This includes austenitic manganese steel, stainless steel and specialized heat-resisting steel.
Most alloy steel can be welded, provided special electrodes are used and proper preheat and post-heat treatments are followed.
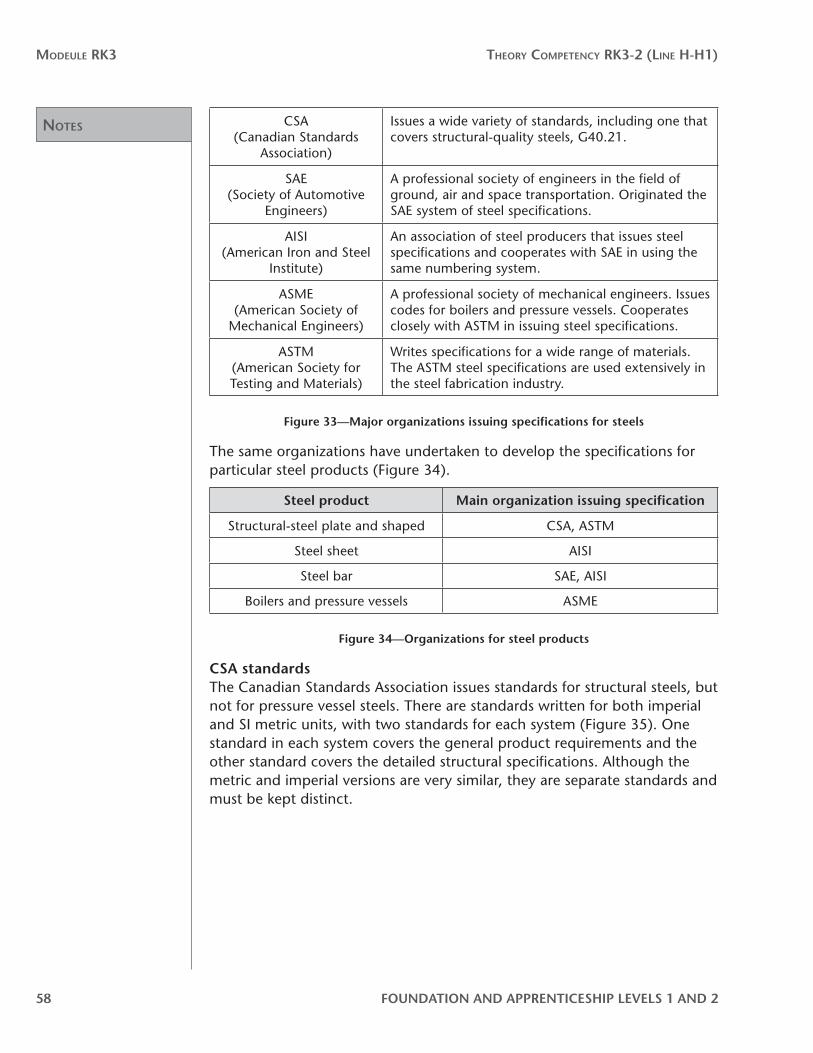
Steel classificationTo meet the broad range of manufacturing and construction needs, steel is made in hundreds of standard grades. Each grade is designated by code numbers, and these code numbers appear on drawings. A number of organizations issue specifications for the types and grades of steel. Simple specifications cover only the chemical composition of the steel, whereas others are more complex, identifying the steel-making method, heat treatment and mechanical properties, as well as the composition.
Professional societies, standards associations and government agencies all write specifications. Figure 33 lists the major organizations concerned with steel specifications.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
58 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
CSA (Canadian Standards
Association)
Issues a wide variety of standards, including one that covers structural-quality steels, G40.21.
SAE (Society of Automotive
Engineers)
A professional society of engineers in the field of ground, air and space transportation. Originated the SAE system of steel specifications.
AISI (American Iron and Steel
Institute)
An association of steel producers that issues steel specifications and cooperates with SAE in using the same numbering system.
ASME (American Society of
Mechanical Engineers)
A professional society of mechanical engineers. Issues codes for boilers and pressure vessels. Cooperates closely with ASTM in issuing steel specifications.
ASTM (American Society for Testing and Materials)
Writes specifications for a wide range of materials. The ASTM steel specifications are used extensively in the steel fabrication industry.
Figure 33—Major organizations issuing specifications for steels
The same organizations have undertaken to develop the specifications for particular steel products (Figure 34).
Steel product Main organization issuing specification
Structural-steel plate and shaped CSA, ASTM
Steel sheet AISI
Steel bar SAE, AISI
Boilers and pressure vessels ASME
Figure 34—Organizations for steel products
CSA standardsThe Canadian Standards Association issues standards for structural steels, but not for pressure vessel steels. There are standards written for both imperial and SI metric units, with two standards for each system (Figure 35). One standard in each system covers the general product requirements and the other standard covers the detailed structural specifications. Although the metric and imperial versions are very similar, they are separate standards and must be kept distinct.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 59
CSA standards for structural steel
Imperial
CSA G40.20-1976General requirements for rolled or welded structural-quality steel.
CSA G40.21-1976Detailed structural specifications for structural-quality steels.
SI metric
CSA G40.20-M1978General requirements for rolled or welded structural-quality steel.
CSA G40.21-M1978Detailed structural specifications for structural-quality steels.
Figure 35—CSA standards
There are eight types of steel covered by the CSA G40.21M standard. Within each of the eight classifications in both the imperial and SI systems, the steel is further specified by its yield strengths and other properties.
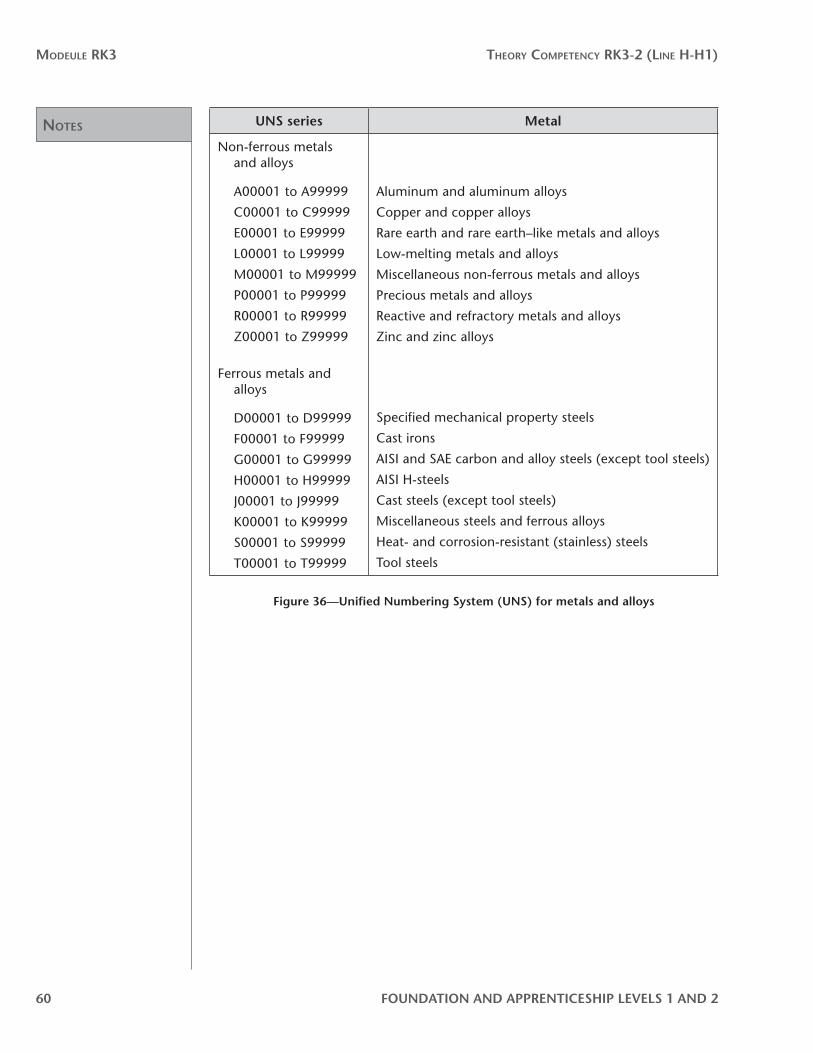
Unified Numbering SystemThe Unified Numbering System (UNS) was developed through a joint effort of the ASTM and the SAE to provide a means of correlating the different numbering systems for metals and alloys that have a commercial standing. This system avoids the confusion caused when more than one identification number is used to specify the same material or when the same number is assigned to two entirely different materials. A UNS number is not a specification, it is an identification number for metals and alloys that have additional detailed specifications.
There are 16 series of UNS numbers (Figure 36). Each UNS number consists of a letter prefix followed by five digits. In some cases the letter is suggestive of the family of metals identified by the series, such as A for aluminum and C for copper. Whenever possible, the numbers in the UNS number groups contain numbering sequences taken directly from other systems in order to facilitate the identification of the material. For example, the corresponding UNS number for AISI 1020 steel is G10200. Figure 37 shows the UNS numbers that correspond to the AISI-SAE numbers commonly used to identify plain carbon alloy and tool steels.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
60 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
UNS series Metal
Non-ferrous metals and alloys
A00001 to A99999
C00001 to C99999
E00001 to E99999
L00001 to L99999
M00001 to M99999
P00001 to P99999
R00001 to R99999
Z00001 to Z99999
Ferrous metals and alloys
D00001 to D99999
F00001 to F99999
G00001 to G99999
H00001 to H99999
J00001 to J99999
K00001 to K99999
S00001 to S99999
T00001 to T99999
Aluminum and aluminum alloys
Copper and copper alloys
Rare earth and rare earth–like metals and alloys
Low-melting metals and alloys
Miscellaneous non-ferrous metals and alloys
Precious metals and alloys
Reactive and refractory metals and alloys
Zinc and zinc alloys
Specified mechanical property steels
Cast irons
AISI and SAE carbon and alloy steels (except tool steels)
AISI H-steels
Cast steels (except tool steels)
Miscellaneous steels and ferrous alloys
Heat- and corrosion-resistant (stainless) steels
Tool steels
Figure 36—Unified Numbering System (UNS) for metals and alloys

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 61
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
Plain carbon steels
1005
1006
1008
1010
1012
1015
1016
1017
1018
1019
1020
1021
1022
1023
1025
1026
1029
G10050
G10060
G10080
G10100
G10120
G10150
G10160
G10170
G10180
G10190
G10200
G10210
G10220
G10230
G10250
G10260
G10290
1030
1035
1037
1038
1039
1040
1042
1043
1044
1045
1046
1049
1050
1053
1055
1059
1060
G10300
G10350
G10370
G10380
G10390
G10400
G10420
G10430
G10440
G10450
G10460
G10490
G10500
G10530
G10550
G10590
G10600
1070
1078
1080
1084
1086
1090
1095
1513
1522
1524
1526
1527
1541
1548
1551
1552
1561
G10700
G10780
G10800
G10840
G10860
G10900
G10950
G15130
G15220
G15240
G15260
G15270
G15410
G15480
G15510
G15520
G15610
1566
1110
1117
1118
1137
1139
1140
1141
1144
1146
1151
1211
1212
1213
1215
12L14
...
G15660
G11100
G11170
G11180
G11370
G11390
G11400
G11410
G11440
G11460
G11510
G12110
G12120
G12130
G12150
G12144
Alloy steels
1330
1335
1340
1345
4023
4024
4027
4028
4037
4047
4118
4130
4137
4140
4142
4145
4147
G13300
G13350
G13400
G13450
G40230
G40240
G40270
G40280
G40370
G40470
G41180
G41300
G41370
G41400
G41420
G41450
G41470
4150
4161
4320
4340
E4340
4615
4620
4626
4720
4815
4817
4820
5117
5120
5130
5132
5135
G41500
G41610
G43200
G43400
G43406
G46150
G46200
G46260
G47200
G48150
G48170
G48200
G51170
G51200
G51300
G51320
G51350
5140
5150
5155
5160
E51100
E52100
6118
6150
8615
8617
8620
8622
8625
8627
8630
8637
8640
G51400
G51500
G51550
G51600
G51986
G52986
G61180
G61500
G86150
G86170
G86200
G86220
G86250
G86270
G86300
G86370
G86400
8642
8645
8655
8720
8740
8822
9260
50B44
50B46
50B50
50B60
51B60
81B45
94B17
84B30
...
...
G86420
G86450
G86550
G87200
G87400
G88220
G92600
G50441
G50461
G50501
G50601
G51601
G81451
G94171
G94301
...
...
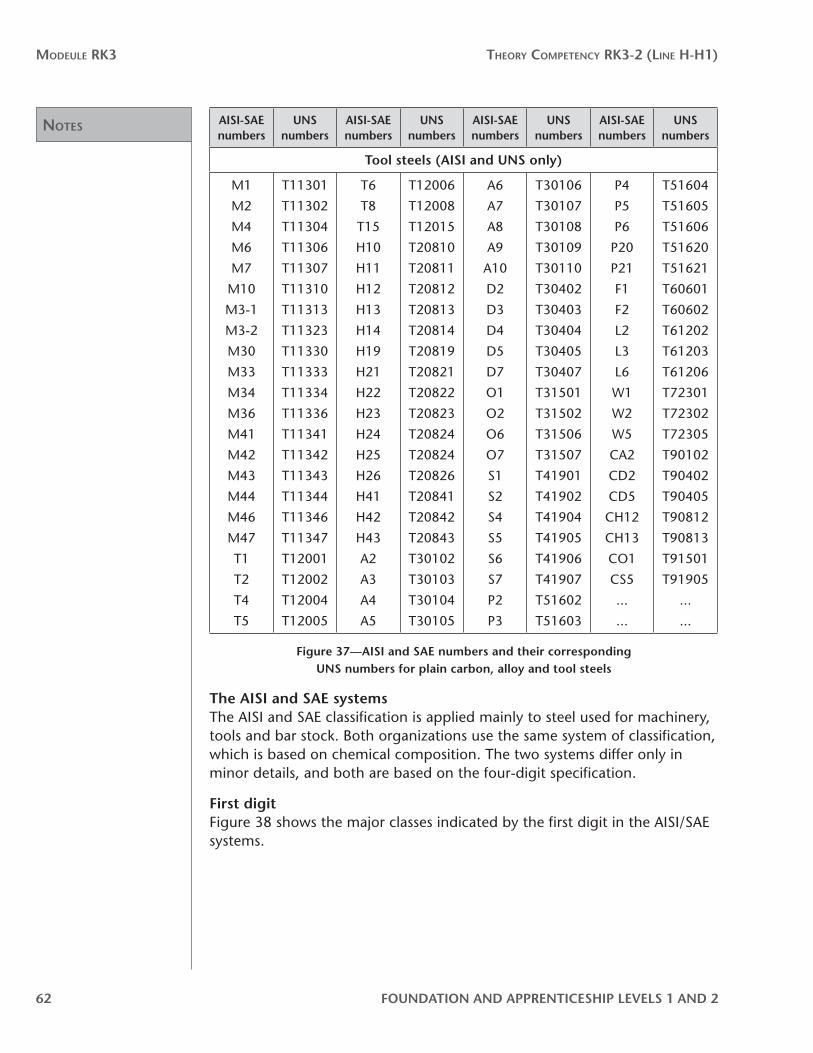
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
62 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
AISI-SAE numbers
UNS numbers
Tool steels (AISI and UNS only)
M1
M2
M4
M6
M7
M10
M3-1
M3-2
M30
M33
M34
M36
M41
M42
M43
M44
M46
M47
T1
T2
T4
T5
T11301
T11302
T11304
T11306
T11307
T11310
T11313
T11323
T11330
T11333
T11334
T11336
T11341
T11342
T11343
T11344
T11346
T11347
T12001
T12002
T12004
T12005
T6
T8
T15
H10
H11
H12
H13
H14
H19
H21
H22
H23
H24
H25
H26
H41
H42
H43
A2
A3
A4
A5
T12006
T12008
T12015
T20810
T20811
T20812
T20813
T20814
T20819
T20821
T20822
T20823
T20824
T20824
T20826
T20841
T20842
T20843
T30102
T30103
T30104
T30105
A6
A7
A8
A9
A10
D2
D3
D4
D5
D7
O1
O2
O6
O7
S1
S2
S4
S5
S6
S7
P2
P3
T30106
T30107
T30108
T30109
T30110
T30402
T30403
T30404
T30405
T30407
T31501
T31502
T31506
T31507
T41901
T41902
T41904
T41905
T41906
T41907
T51602
T51603
P4
P5
P6
P20
P21
F1
F2
L2
L3
L6
W1
W2
W5
CA2
CD2
CD5
CH12
CH13
CO1
CS5
...
...
T51604
T51605
T51606
T51620
T51621
T60601
T60602
T61202
T61203
T61206
T72301
T72302
T72305
T90102
T90402
T90405
T90812
T90813
T91501
T91905
...
...
Figure 37—AISI and SAE numbers and their corresponding UNS numbers for plain carbon, alloy and tool steels
The AISI and SAE systemsThe AISI and SAE classification is applied mainly to steel used for machinery, tools and bar stock. Both organizations use the same system of classification, which is based on chemical composition. The two systems differ only in minor details, and both are based on the four-digit specification.
First digitFigure 38 shows the major classes indicated by the first digit in the AISI/SAE systems.
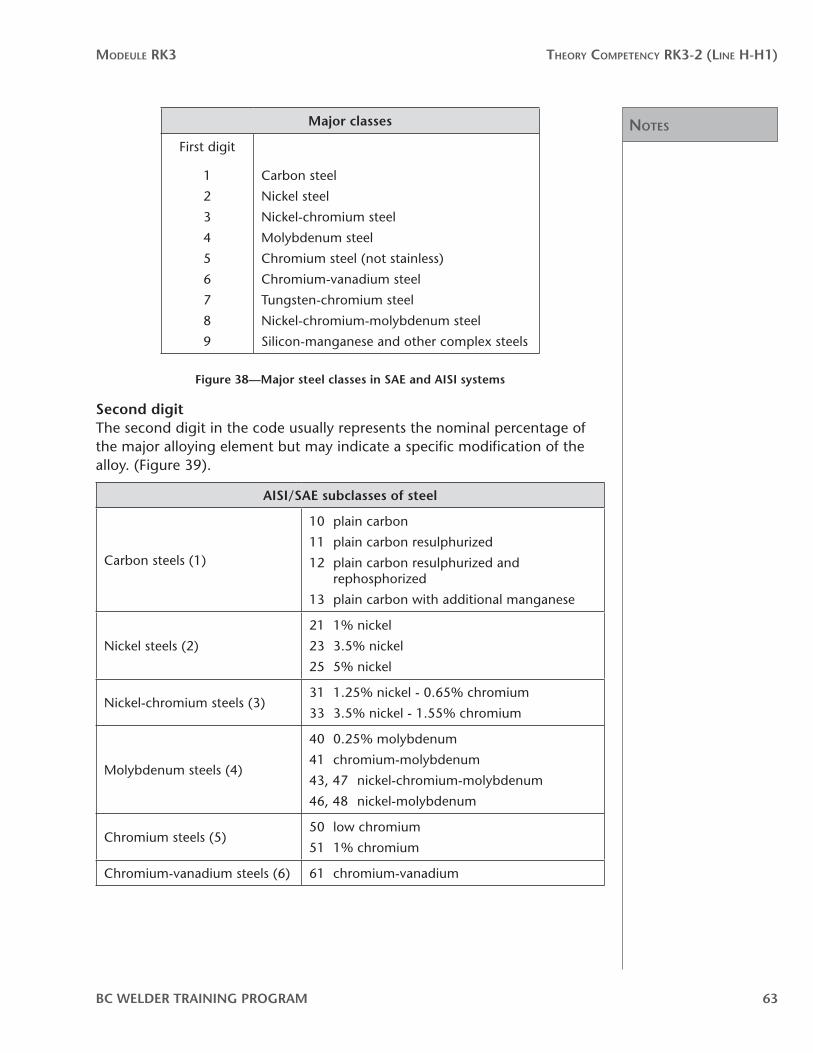
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 63
Major classes
First digit
1
2
3
4
5
6
7
8
9
Carbon steel
Nickel steel
Nickel-chromium steel
Molybdenum steel
Chromium steel (not stainless)
Chromium-vanadium steel
Tungsten-chromium steel
Nickel-chromium-molybdenum steel
Silicon-manganese and other complex steels
Figure 38—Major steel classes in SAE and AISI systems
Second digitThe second digit in the code usually represents the nominal percentage of the major alloying element but may indicate a specific modification of the alloy. (Figure 39).
AISI/SAE subclasses of steel
Carbon steels (1)
10 plain carbon
11 plain carbon resulphurized
12 plain carbon resulphurized and rephosphorized
13 plain carbon with additional manganese
Nickel steels (2)
21 1% nickel
23 3.5% nickel
25 5% nickel
Nickel-chromium steels (3)31 1.25% nickel - 0.65% chromium
33 3.5% nickel - 1.55% chromium
Molybdenum steels (4)
40 0.25% molybdenum
41 chromium-molybdenum
43, 47 nickel-chromium-molybdenum
46, 48 nickel-molybdenum
Chromium steels (5)50 low chromium
51 1% chromium
Chromium-vanadium steels (6) 61 chromium-vanadium
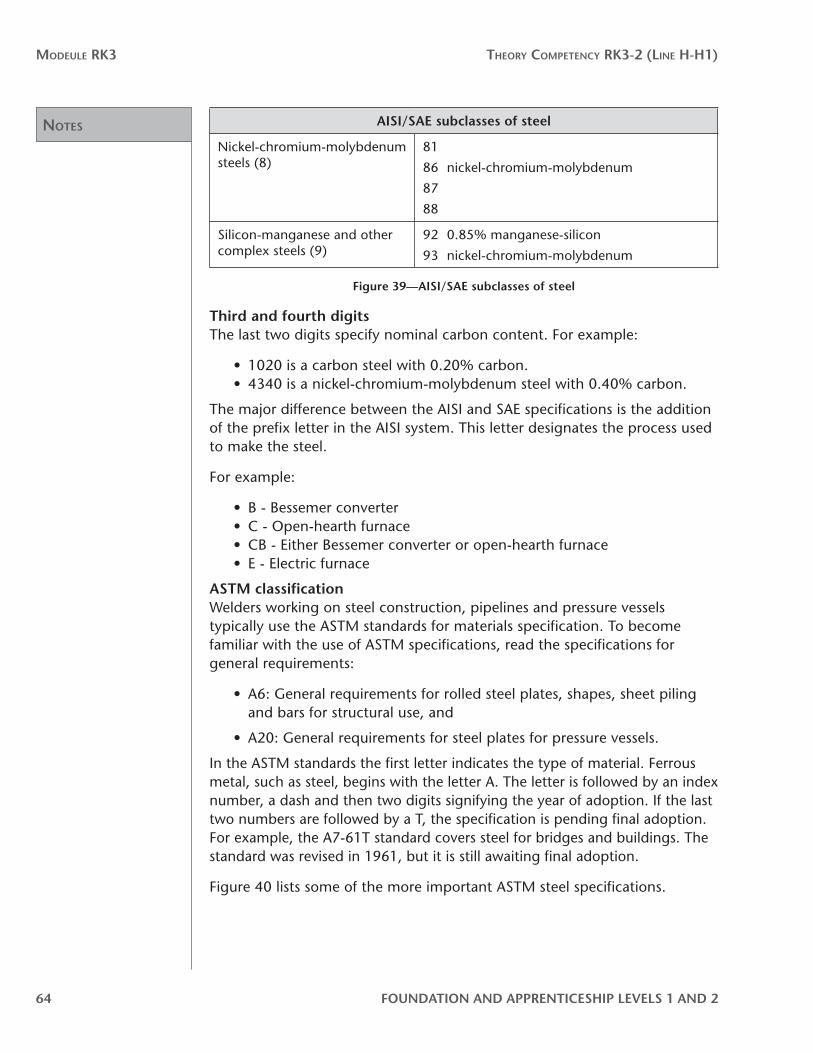
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
64 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
AISI/SAE subclasses of steel
Nickel-chromium-molybdenum steels (8)
81
86 nickel-chromium-molybdenum
87
88
Silicon-manganese and other complex steels (9)
92 0.85% manganese-silicon
93 nickel-chromium-molybdenum
Figure 39—AISI/SAE subclasses of steel
Third and fourth digitsThe last two digits specify nominal carbon content. For example:
• 1020 is a carbon steel with 0.20% carbon.• 4340 is a nickel-chromium-molybdenum steel with 0.40% carbon.
The major difference between the AISI and SAE specifications is the addition of the prefix letter in the AISI system. This letter designates the process used to make the steel.
For example:
• B - Bessemer converter• C - Open-hearth furnace• CB - Either Bessemer converter or open-hearth furnace• E - Electric furnace
ASTM classificationWelders working on steel construction, pipelines and pressure vessels typically use the ASTM standards for materials specification. To become familiar with the use of ASTM specifications, read the specifications for general requirements:
• A6: General requirements for rolled steel plates, shapes, sheet piling and bars for structural use, and
• A20: General requirements for steel plates for pressure vessels.
In the ASTM standards the first letter indicates the type of material. Ferrous metal, such as steel, begins with the letter A. The letter is followed by an index number, a dash and then two digits signifying the year of adoption. If the last two numbers are followed by a T, the specification is pending final adoption. For example, the A7-61T standard covers steel for bridges and buildings. The standard was revised in 1961, but it is still awaiting final adoption.
Figure 40 lists some of the more important ASTM steel specifications.
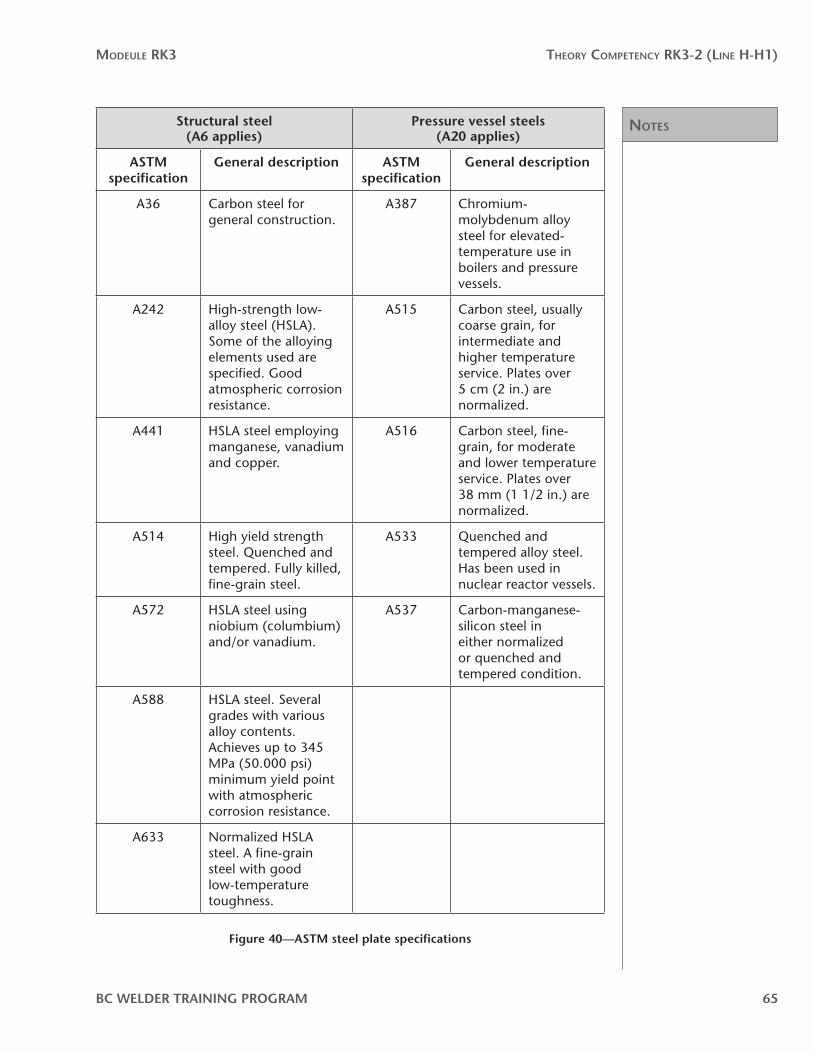
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 65
Structural steel (A6 applies)
Pressure vessel steels (A20 applies)
ASTM specification
General description ASTM specification
General description
A36 Carbon steel for general construction.
A387 Chromium-molybdenum alloy steel for elevated-temperature use in boilers and pressure vessels.
A242 High-strength low-alloy steel (HSLA). Some of the alloying elements used are specified. Good atmospheric corrosion resistance.
A515 Carbon steel, usually coarse grain, for intermediate and higher temperature service. Plates over 5 cm (2 in.) are normalized.
A441 HSLA steel employing manganese, vanadium and copper.
A516 Carbon steel, fine-grain, for moderate and lower temperature service. Plates over 38 mm (1 1/2 in.) are normalized.
A514 High yield strength steel. Quenched and tempered. Fully killed, fine-grain steel.
A533 Quenched and tempered alloy steel. Has been used in nuclear reactor vessels.
A572 HSLA steel using niobium (columbium) and/or vanadium.
A537 Carbon-manganese-silicon steel in either normalized or quenched and tempered condition.
A588 HSLA steel. Several grades with various alloy contents. Achieves up to 345 MPa (50.000 psi) minimum yield point with atmospheric corrosion resistance.
A633 Normalized HSLA steel. A fine-grain steel with good low-temperature toughness.
Figure 40—ASTM steel plate specifications

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
66 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
ASME systemThe ASME code covers the design and construction of power-generation boilers, heating boilers, nuclear power plant components and any pressure vessel that will operate at a pressure above 103 kPa (15 psi). The code contains 11 sections. Section II is the materials specifications section. This section includes specifications on code-accepted ferrous materials, non-ferrous materials, welding rod electrodes and other filler metals. The materials specifications are based on the same coding system developed by ASTM, with minor modifications.
The other section of the ASME Code that is important is Section IX. This section covers the qualification of welders and welding operators and the procedures that must be followed to comply with the code.
Now complete Self-Test 3 and check your answers.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 67

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
68 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Self-Test 3Choose the correct response for each question and put it in the Answers column. Cover your answers when reviewing the test for study purposes.
1. One of the main effects of carbon content in steel is
a. improved ductility
b. improved tensile strength
c. increased coefficient of thermal expansion
d. increased corrosion resistance
2. Which of the carbon steels is most weldable?
a. low-carbon steel
b. medium-carbon steel
c. high-carbon steel
3. Low-carbon steel is typically used for
a. chisels
b. gears and axles
c. tapes and dies
d. structural shapes
4. Which of the carbon steels is hardest?
a. low-carbon steel
b. medium-carbon steel
c. high-carbon steel
5. For welding medium- and high-carbon steels, special electrodes and __________ are usually required.
a. pre- and post-purging
b. pre- and post-heat treatments
c. solar fluxes
d. deoxidization
6. At which percentage of carbon content does steel develop maximum tensile strength?
a. 0.65%
b. 0.8%
c. 1.4%
d. 1.7%

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
BC WELDER TRAINING PROGRAM 69
7. As the carbon content increases, the steel becomes more resistant to
a. hardening
b. corrosion and erosion
c. heat treatments
d. forming and working
8. Which of the following is a primary use for the high-carbon steels?
a. tools
b. crankshafts
c. auto frames
d. structural-steel shapes
9. Chromium is used as an alloying element in steel to
a. increase ductility
b. increase resistance to corrosion and abrasion
c. develop red hardness
d. deoxidize the steel
10. Nickel, when added to steel, increases the steel’s
a. tensile strength
b. hardness
c. electrical conductivity
d. ductility
11. Which of the following is a basic alloying element that can be used to deoxidize the steel and, in greater quantities, to improve the steel’s hardenability, strength, toughness and ductility?
a. aluminum
b. cobalt
c. manganese
d. tungsten
12. In low-alloy steels, the total of all alloying elements is less than
a. 5%
b. 6.5%
c. 8%
d. 10%
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-2 (line h-h1)
70 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
13. Describe the major advantages of the high-strength, low-alloy steels over the plain carbon steels.
14. Identify the requirements for welding most alloy steels.
15. Match the organizations from Column II that issue specifications for the steel products identified in Column I.
Column I Column II
1. ___ steel sheet a. CSA & ASTM
2. ___ boilers and pressure vessels b. AISI
3. ___ steel bar c. SAE & AISI
4. ___ structural-steel shapes and plate d. ASME
16. Which organization issues specifications in both the SI metric and imperial systems of measurement?
a. AISI
b. CSA
c. SAE
d. ASME
17. In the SAE or AISI systems, the specification 1020 indicates a
a. plain carbon steel
b. chromium steel
c. nickel steel
d. molybdenum steel
Now go to the Answer Key and check your answers

Theory CompeTenCy rK3-3 (Line h-h3):Identifying metals
rK
3-3
(F & L2
)

BC WELDER TRAINING PROGRAM 73
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
OutcomesEach metal has its own characteristics and properties. These must be taken into account when choosing a welding process, procedure and filler metal. To correctly match these to the type of metal to ensure effective welding, you must be able to accurately identify the metal to be welded.
When you have completed the Learning Tasks in this Competency, you should be able to:
• identify the visual appearance, relative weight, typical shape and texture of metals• describe chip testing• describe spark testing• describe hardness tests and identify the relative hardness of a variety of metals• describe the flame test and identify the melting rate and characteristics of several
metals
EvaluationWhen you have completed all the theory competencies in module RK3, you will take a written test. You must score at least 70% on this test. The test will include questions that are based on the following material from Theory Competency RK3-3:
• the visual appearance, relative weight, typical shape and texture of a variety of metals
• chip tests, spark tests, hardness tests and flame tests
You will be required to identify metals.
ResourcesAll the resources you will require for the theory portion of this Competency are contained in this Competency.
The Practical Competency identifies the materials you will need to complete the assigned tasks. Your instructor will arrange for these materials to be available to you.

74 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 75
RK3-3 Learning Task 1:Methods for identifying metalsThere are several methods for identifying metals. Some are simple and straightforward and are based on the appearance of the metal. Others are more involved and use shop equipment and tools to examine the metal’s reaction to chipping, filing or grinding.
Physical characteristicsThe physical characteristics of a metal include its visual appearance and texture when it is unfinished, machined and fractured. The physical characteristics also include the metal’s relative weight, typical shape and texture.
Your instructor might have a set of metal samples that you can examine while you read the descriptions in this Learning Task.
SteelHot-rolled steel has a heat scale or black mill scale. Cold-rolled steel has a surface with a metallic lustre. Depending on the alloy content of the steel and its exposure to moisture, there also may be evidence of oxidization (rust) on the surface.
Before machining, the surface of steel is dark grey and relatively rough. Rolling or forging lines may be noticeable. When steel has been ground and polished, it has a very smooth, bright grey finish. When fractured, alloy steels are medium grey, low-carbon steels are bright grey and high-carbon steels are a very light grey in the area of fracture.
Colour coding of steelSteel usually has a colour code mark located at one end of the bar. This identifies the alloy and carbon content of the particular piece of bar or round stock. The disadvantage of relying on the colour code is that the mark often becomes lost. Frequently, a length is cut from the end that has been marked, leaving the remaining stock without an identifying mark. In repair or maintenance work, the marking on the part that needs to be welded is often unrecognizable. Another complicating factor is that colour coding has not been standardized among steel companies.
Cast ironsWhite and grey cast iron is characterized by a rough, dull grey surface appearance. Malleable iron is smoother and a lighter grey. When fractured, cast iron and malleable iron are easily distinguished. Malleable iron has a silver-coloured skin that outlines the fractured area, a feature that is absent in fractured cast iron (Figure 41). The shapes of cast iron are usually distinctive and there is frequently evidence of the casting material (especially if it is sand). In addition, the surface is rough and often pitted.
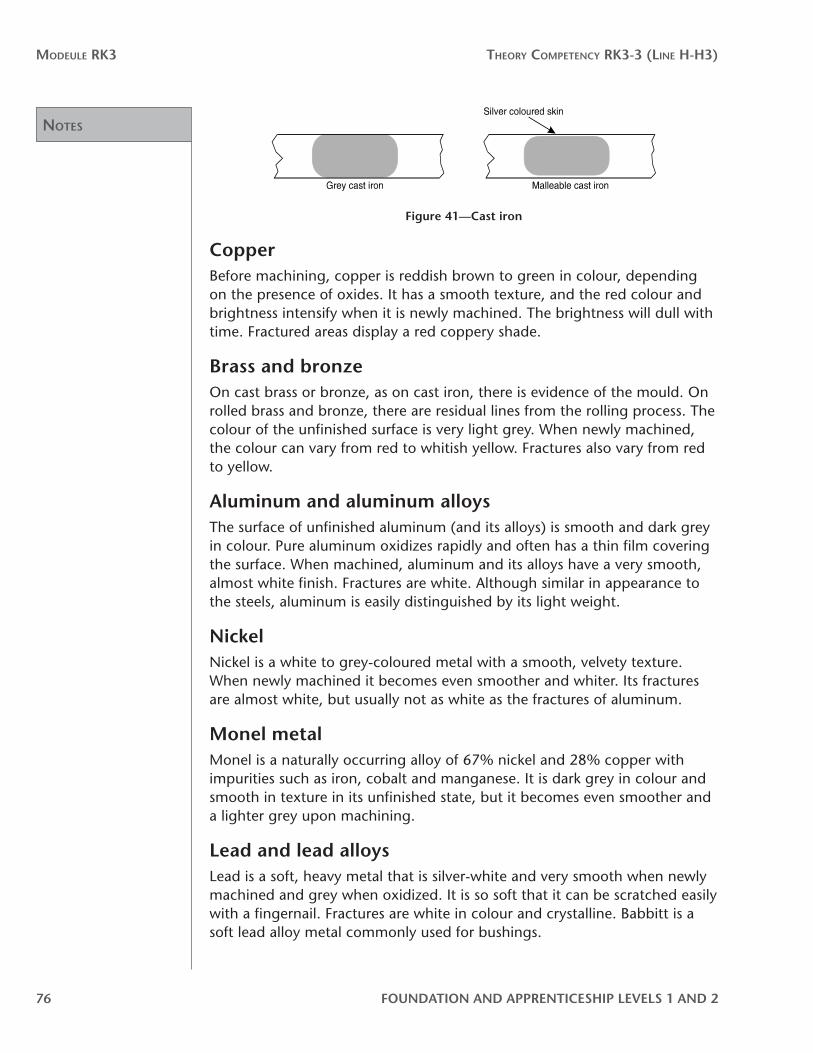
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
76 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 41—Cast iron
CopperBefore machining, copper is reddish brown to green in colour, depending on the presence of oxides. It has a smooth texture, and the red colour and brightness intensify when it is newly machined. The brightness will dull with time. Fractured areas display a red coppery shade.
Brass and bronzeOn cast brass or bronze, as on cast iron, there is evidence of the mould. On rolled brass and bronze, there are residual lines from the rolling process. The colour of the unfinished surface is very light grey. When newly machined, the colour can vary from red to whitish yellow. Fractures also vary from red to yellow.
Aluminum and aluminum alloysThe surface of unfinished aluminum (and its alloys) is smooth and dark grey in colour. Pure aluminum oxidizes rapidly and often has a thin film covering the surface. When machined, aluminum and its alloys have a very smooth, almost white finish. Fractures are white. Although similar in appearance to the steels, aluminum is easily distinguished by its light weight.
NickelNickel is a white to grey-coloured metal with a smooth, velvety texture. When newly machined it becomes even smoother and whiter. Its fractures are almost white, but usually not as white as the fractures of aluminum.
Monel metalMonel is a naturally occurring alloy of 67% nickel and 28% copper with impurities such as iron, cobalt and manganese. It is dark grey in colour and smooth in texture in its unfinished state, but it becomes even smoother and a lighter grey upon machining.
Lead and lead alloysLead is a soft, heavy metal that is silver-white and very smooth when newly machined and grey when oxidized. It is so soft that it can be scratched easily with a fingernail. Fractures are white in colour and crystalline. Babbitt is a soft lead alloy metal commonly used for bushings.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 77
MagnesiumMagnesium is the lightest metal. Its weight is about 1/5 the weight of copper and about 2/3 the weight of aluminum. It is a silver-white metal, similar in appearance to aluminum.
ZincZinc is a bluish white, relatively hard, brittle metal. Because zinc has a low melting point, it is well suited for die casting. After casting, the surface is dull and has a roughish texture. It is usually denser than the cast irons and is not as rough or as pitted.
TitaniumTitanium is a silver-grey metal that has half the weight of stainless steel. Titanium usually retains its lustre long after it has been machined because it is so highly resistant to corrosion.
Shop methods for identifying metalsThere are a number of shop procedures that can be used to determine more precisely the identity of a particular metal. These procedures include:
• chip test• spark test• hardness test• flame test• magnetic test• melting point test
Chip testThe characteristics of metal chips, as they are removed by a cold chisel, can help in identifying a metal. Low-carbon steel contains only small amounts of the hardening element carbon, so it is easily cut with a chisel and the chips are smooth and continuous. With higher carbon content the steel becomes more difficult to cut and the chips become more brittle. In steels with a high carbon content, the edges of the chip are lighter in colour than chips from low-carbon steel.
Cast iron with a carbon content of 1.7% is very difficult to chip, and the chips break off in small fragments. Figure 42 compares the characteristics of chips from some common metals.
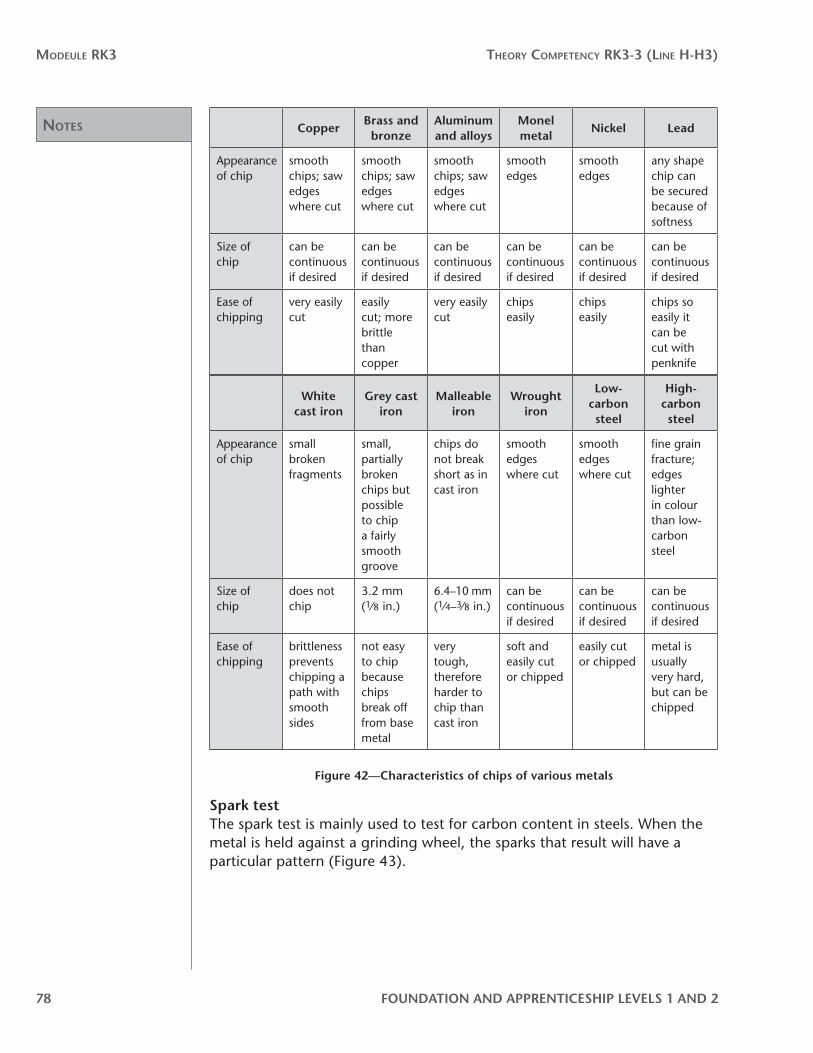
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
78 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
CopperBrass and
bronzeAluminum and alloys
Monel metal
Nickel Lead
Appearance of chip
smooth chips; saw edges where cut
smooth chips; saw edges where cut
smooth chips; saw edges where cut
smooth edges
smooth edges
any shape chip can be secured because of softness
Size of chip
can be continuous if desired
can be continuous if desired
can be continuous if desired
can be continuous if desired
can be continuous if desired
can be continuous if desired
Ease of chipping
very easily cut
easily cut; more brittle than copper
very easily cut
chips easily
chips easily
chips so easily it can be cut with penknife
White cast iron
Grey cast iron
Malleable iron
Wrought iron
Low-carbon steel
High-carbon steel
Appearance of chip
small broken fragments
small, partially broken chips but possible to chip a fairly smooth groove
chips do not break short as in cast iron
smooth edges where cut
smooth edges where cut
fine grain fracture; edges lighter in colour than low-carbon steel
Size of chip
does not chip
3.2 mm (1∕8 in.)
6.4–10 mm (1∕4–3∕8 in.)
can be continuous if desired
can be continuous if desired
can be continuous if desired
Ease of chipping
brittleness prevents chipping a path with smooth sides
not easy to chip because chips break off from base metal
very tough, therefore harder to chip than cast iron
soft and easily cut or chipped
easily cut or chipped
metal is usually very hard, but can be chipped
Figure 42—Characteristics of chips of various metals
Spark testThe spark test is mainly used to test for carbon content in steels. When the metal is held against a grinding wheel, the sparks that result will have a particular pattern (Figure 43).

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 79
Carbon bursts
Carrier linesWheel spark
Branches Centre stream
Figure 43—Parts of a spark stream
With low-carbon steels the straight carrier lines are yellowish in colour. There is very little branching and very few carbon bursts. High-carbon steel shows many more bursts than low-carbon steel. The carrier lines are short, white or light yellow, and they display many starlike bursts. Many sparks follow around the grinding wheel (Figure 44).
Low-carbon steel High-carbon steel
Figure 44—Carbon bursts on low-carbon and high-carbon steel
Almost all tool steels contain alloying elements (in addition to carbon) that affect the carbon burst. For example, chromium, molybdenum, silicon, aluminum and tungsten restrain the carbon burst. Unless you know that the steel you are testing is a plain carbon steel, the spark test may not be a reliable indicator of carbon content since the effects of the other elements cannot be distinguished from those of carbon.
Cast iron can easily be distinguished from steel by its spark pattern. The stream is characterized by short carrier lines with many carbon bursts, which are red near the grinder and orange-yellow further out (Figure 45). To produce carbon bursts with cast iron, you need to apply considerable pressure on the metal against the grinding wheel.
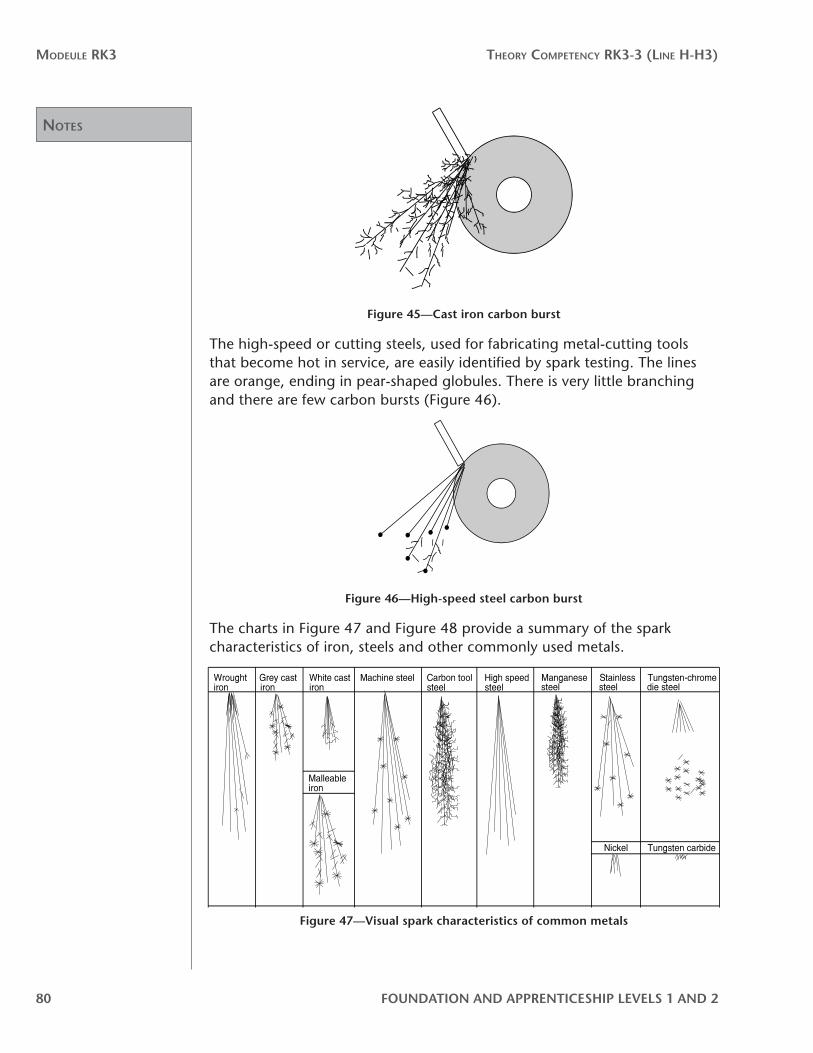
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
80 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 45—Cast iron carbon burst
The high-speed or cutting steels, used for fabricating metal-cutting tools that become hot in service, are easily identified by spark testing. The lines are orange, ending in pear-shaped globules. There is very little branching and there are few carbon bursts (Figure 46).
Figure 46—High-speed steel carbon burst
The charts in Figure 47 and Figure 48 provide a summary of the spark characteristics of iron, steels and other commonly used metals.
Figure 47—Visual spark characteristics of common metals
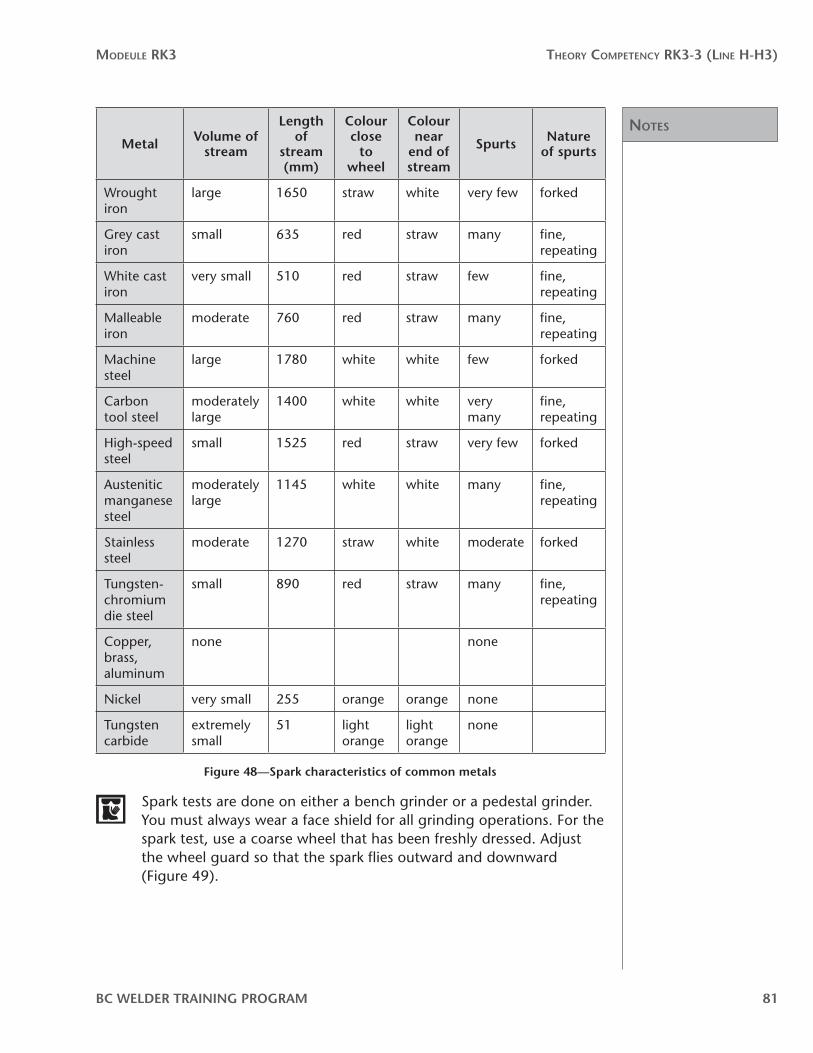
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 81
Metal Volume of stream
Length of
stream (mm)
Colour close
to wheel
Colour near
end of stream
Spurts Nature of spurts
Wrought iron
large 1650 straw white very few forked
Grey cast iron
small 635 red straw many fine, repeating
White cast iron
very small 510 red straw few fine, repeating
Malleable iron
moderate 760 red straw many fine, repeating
Machine steel
large 1780 white white few forked
Carbon tool steel
moderately large
1400 white white very many
fine, repeating
High-speed steel
small 1525 red straw very few forked
Austenitic manganese steel
moderately large
1145 white white many fine, repeating
Stainless steel
moderate 1270 straw white moderate forked
Tungsten-chromium die steel
small 890 red straw many fine, repeating
Copper, brass, aluminum
none none
Nickel very small 255 orange orange none
Tungsten carbide
extremely small
51 light orange
light orange
none
Figure 48—Spark characteristics of common metals
Spark tests are done on either a bench grinder or a pedestal grinder. You must always wear a face shield for all grinding operations. For the spark test, use a coarse wheel that has been freshly dressed. Adjust the wheel guard so that the spark flies outward and downward (Figure 49).
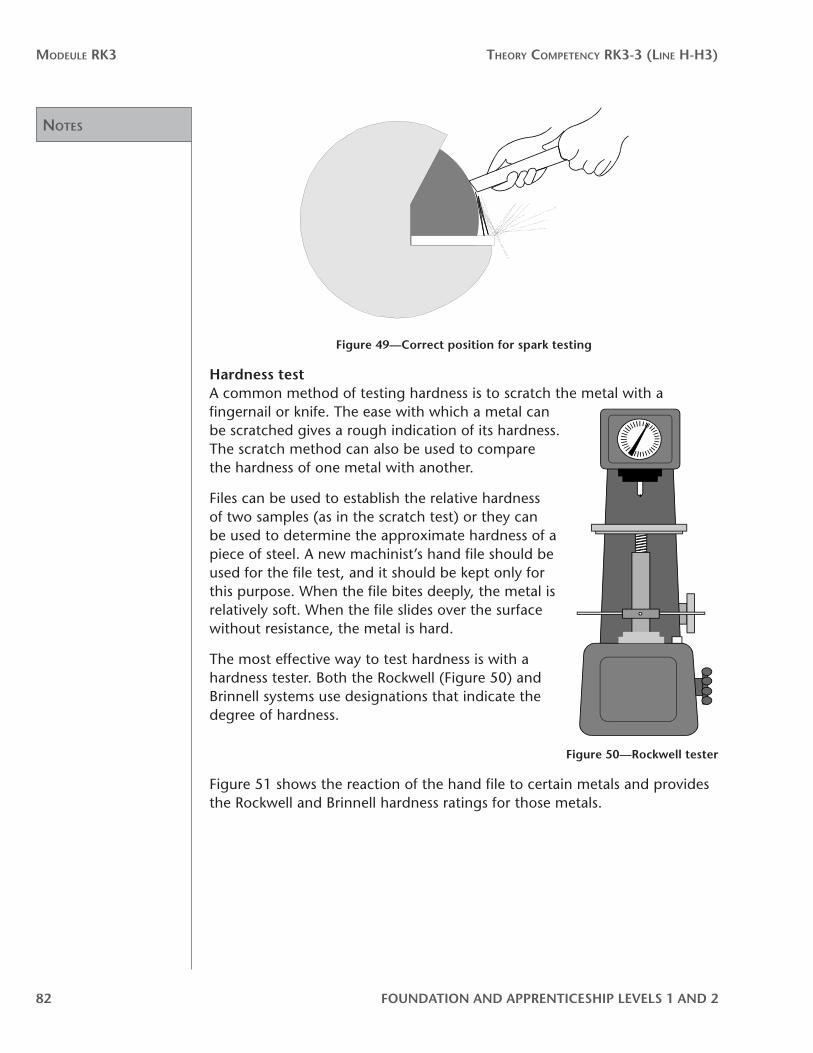
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
82 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 49—Correct position for spark testing
Hardness testA common method of testing hardness is to scratch the metal with a fingernail or knife. The ease with which a metal can be scratched gives a rough indication of its hardness. The scratch method can also be used to compare the hardness of one metal with another.
Files can be used to establish the relative hardness of two samples (as in the scratch test) or they can be used to determine the approximate hardness of a piece of steel. A new machinist’s hand file should be used for the file test, and it should be kept only for this purpose. When the file bites deeply, the metal is relatively soft. When the file slides over the surface without resistance, the metal is hard.
The most effective way to test hardness is with a hardness tester. Both the Rockwell (Figure 50) and Brinnell systems use designations that indicate the degree of hardness.
Figure 50—Rockwell tester
Figure 51 shows the reaction of the hand file to certain metals and provides the Rockwell and Brinnell hardness ratings for those metals.
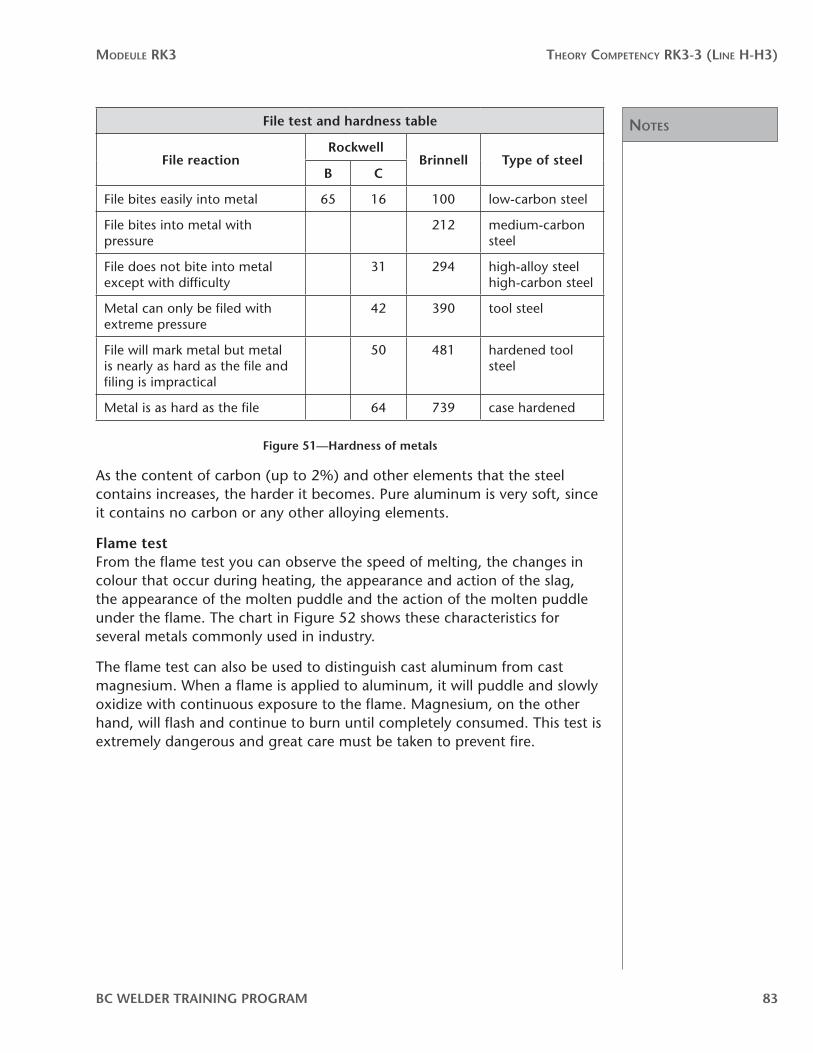
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 83
File test and hardness table
File reactionRockwell
Brinnell Type of steelB C
File bites easily into metal 65 16 100 low-carbon steel
File bites into metal with pressure
212 medium-carbon steel
File does not bite into metal except with difficulty
31 294 high-alloy steel high-carbon steel
Metal can only be filed with extreme pressure
42 390 tool steel
File will mark metal but metal is nearly as hard as the file and filing is impractical
50 481 hardened tool steel
Metal is as hard as the file 64 739 case hardened
Figure 51—Hardness of metals
As the content of carbon (up to 2%) and other elements that the steel contains increases, the harder it becomes. Pure aluminum is very soft, since it contains no carbon or any other alloying elements.
Flame testFrom the flame test you can observe the speed of melting, the changes in colour that occur during heating, the appearance and action of the slag, the appearance of the molten puddle and the action of the molten puddle under the flame. The chart in Figure 52 shows these characteristics for several metals commonly used in industry.
The flame test can also be used to distinguish cast aluminum from cast magnesium. When a flame is applied to aluminum, it will puddle and slowly oxidize with continuous exposure to the flame. Magnesium, on the other hand, will flash and continue to burn until completely consumed. This test is extremely dangerous and great care must be taken to prevent fire.

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
84 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Low-carbon
steel and cast steel
High-carbon cteel
Grey cast iron
Malleable iron Copper
Speed of melting (from cold state)
fast fast moderate moderate slow
Colour change while heating
becomes bright red before melting
becomes bright red before melting
becomes dull red before melting
becomes red before melting
may turn black and then red
Appearance of slag
similar to molten metal
similar to molten metal
thick film develops
medium film develops
little slag, hardly noticeable
Action of slag
quiet quiet quiet; tough but possible to break up
quiet; tough but can be broken
quiet
Appearance of molten pool
straw-coloured liquid
lighter than low-carbon steel, has a cellular appearance
fluid and watery; reddish-white
reflective surface directly under the flame
Action of molten pool under the flame
molten metal sparks
sparks more freely than low-carbon steel
quiet; no sparks; depression under flame disappears when flame is removed
tendency to bubble; puddle solidifies slowly and may sink slightly
Brass and bronze
Aluminum and aluminum
alloysMonel Nickel
Speed of melting (from cold state)
Moderate to fast
Faster than steel Slower than steel
Slower than steel
Colour change while heating
Becomes noticeably red before melting
No apparent change in colour
Becomes red before melting
Becomes red before melting

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 85
Brass and bronze
Aluminum and aluminum
alloysMonel Nickel
Appearance of slag
Various quantities of white fumes; bronze may not have any
Stiff black film Considerable amounts of grey film
Grey film; less than Monel
Action of slag
Appears as fumes
Quiet Quiet; hard to break
Quiet; hard to break
Appearance of molten pool
Liquid Same colour as unheated metal; very fluid under slag film
Fluid under slag film
Fluid under slag film
Action of molten pool under the flame
Like drops of water; will bubble with oxidizing flame
Quiet Quiet Quiet
Figure 52—Flame tests
Magnet testsYou can classify a metal into one of three groups by using a magnet (Figure 53):
• non-magnetic• magnetic• slightly magnetic
Bring the magnet into contact with the sample to be tested, taking care that there is no magnetic material in the vicinity. The sample may or may not be attracted to the magnet. To determine slight magnetic properties, balance the piece to be examined on the edge of a bench or on a thin, flat bar. When the magnet is brought close to the metal, the balance will be upset if the metal has any magnetic properties.
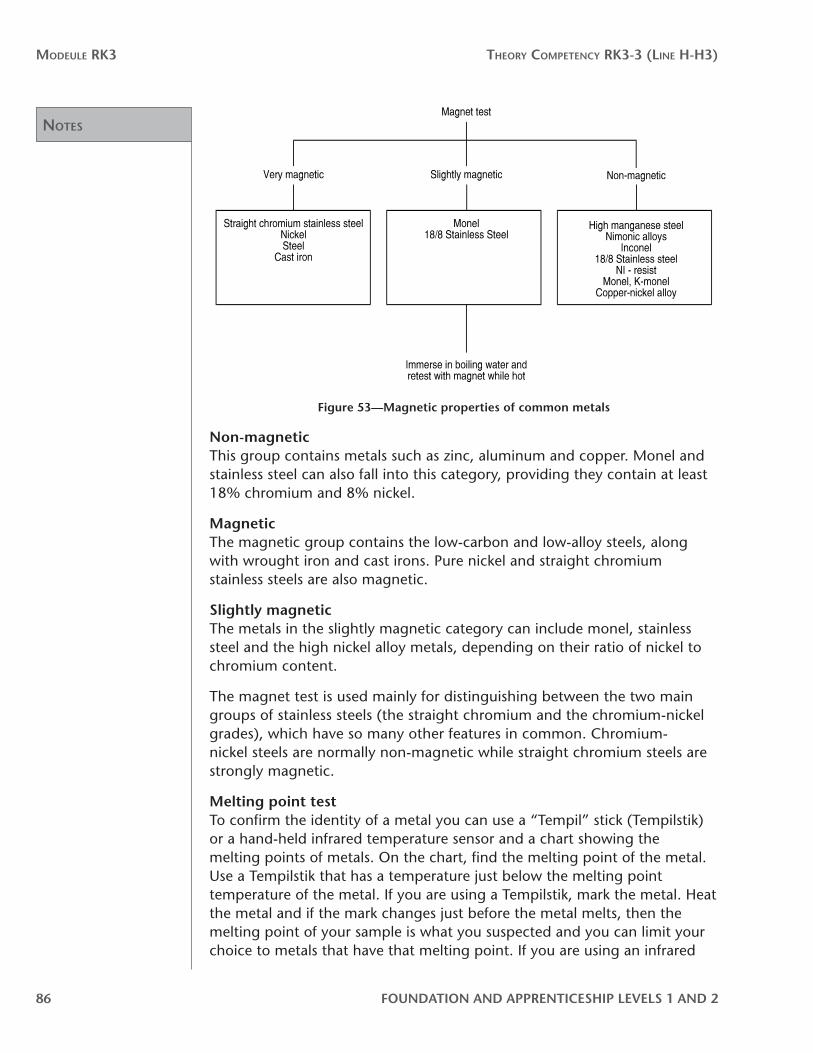
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
86 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Figure 53—Magnetic properties of common metals
Non-magneticThis group contains metals such as zinc, aluminum and copper. Monel and stainless steel can also fall into this category, providing they contain at least 18% chromium and 8% nickel.
MagneticThe magnetic group contains the low-carbon and low-alloy steels, along with wrought iron and cast irons. Pure nickel and straight chromium stainless steels are also magnetic.
Slightly magneticThe metals in the slightly magnetic category can include monel, stainless steel and the high nickel alloy metals, depending on their ratio of nickel to chromium content.
The magnet test is used mainly for distinguishing between the two main groups of stainless steels (the straight chromium and the chromium-nickel grades), which have so many other features in common. Chromium-nickel steels are normally non-magnetic while straight chromium steels are strongly magnetic.
Melting point testTo confirm the identity of a metal you can use a “Tempil” stick (Tempilstik) or a hand-held infrared temperature sensor and a chart showing the melting points of metals. On the chart, find the melting point of the metal. Use a Tempilstik that has a temperature just below the melting point temperature of the metal. If you are using a Tempilstik, mark the metal. Heat the metal and if the mark changes just before the metal melts, then the melting point of your sample is what you suspected and you can limit your choice to metals that have that melting point. If you are using an infrared
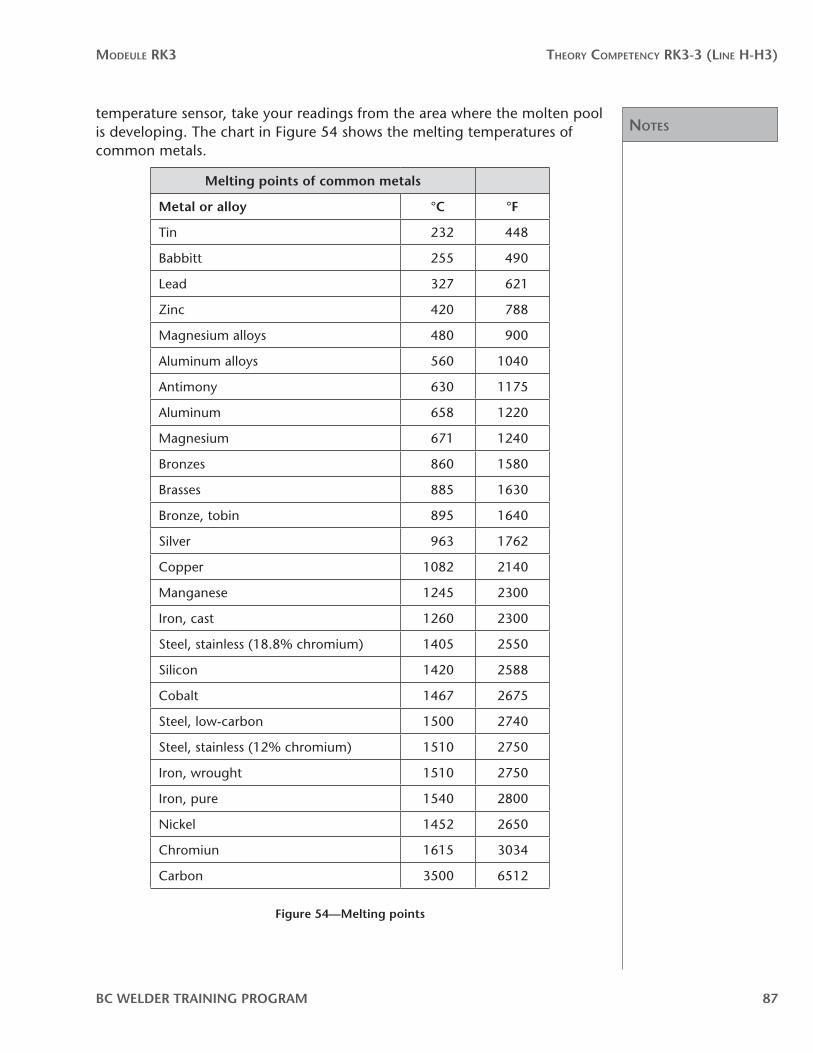
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 87
temperature sensor, take your readings from the area where the molten pool is developing. The chart in Figure 54 shows the melting temperatures of common metals.
Melting points of common metals
Metal or alloy °C °F
Tin 232 448
Babbitt 255 490
Lead 327 621
Zinc 420 788
Magnesium alloys 480 900
Aluminum alloys 560 1040
Antimony 630 1175
Aluminum 658 1220
Magnesium 671 1240
Bronzes 860 1580
Brasses 885 1630
Bronze, tobin 895 1640
Silver 963 1762
Copper 1082 2140
Manganese 1245 2300
Iron, cast 1260 2300
Steel, stainless (18.8% chromium) 1405 2550
Silicon 1420 2588
Cobalt 1467 2675
Steel, low-carbon 1500 2740
Steel, stainless (12% chromium) 1510 2750
Iron, wrought 1510 2750
Iron, pure 1540 2800
Nickel 1452 2650
Chromiun 1615 3034
Carbon 3500 6512
Figure 54—Melting points

Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
88 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
In some cases you can weld metals without knowing their identity by comparing the melting temperatures of various filler metal rods with the melting temperature of the metal to be welded. The filler metal that melts under the flame at the same time as the metal is the one you should select (Figure 55).
Figure 55—Melt test
Now complete Self-Test 1 and check your answers.
Notes
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 89
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
90 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Self-Test 1Choose the correct response for each question and put it in the Answers column. Cover your answers when reviewing the test for study purposes.
1. Which of the following is often a feature of hot-rolled steel?
a. black mill scale
b. metallic lustre
c. silver-coloured skin
d. smooth, velvety texture
2. Which of the following metals is the lightest?
a. aluminum
b. brass
c. magnesium
d. nickel
3. Although aluminum is similar in appearance to steel, it is distinguishable by its
a. black mill scale
b. light weight
c. softness
d. dark grey finish when machined
4. When malleable iron is fractured it shows
a. evidence of a mould, especially if it is sand cast
b. whitish yellow flecks
c. white crystalline grain structure
d. a silver-coloured skin around the fractured surface
5. Which metal, when machined, becomes almost white in colour, and, when fractured, is white in the fractured area?
a. aluminum
b. cast iron
c. monel
d. titanium

Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
BC WELDER TRAINING PROGRAM 91
6. In a chip test, cast iron chips appear
a. small and hard
b. smooth and continuous
c. very large
d. silver and large
7. In a spark test, the carrier lines for low-carbon steel appear
a. short, and very white with considerable forking
b. orange, ending in pear-shaped globules, with no branching
c. with many bursts that are red near the grinding wheel and orange further out
d. straight, yellowish in colour with very little branching and few carbon bursts
8. When performing spark tests, you should wear
a. a face shield
b. full leathers
c. a welding helmet
d. a respirator
9. Which of the following metals has the lowest melting temperature?
a. stainless steel
b. copper
c. aluminum
d. bronze
10. In a magnet test, which of the following metals does not respond to the magnet?
a. low-carbon steel
b. high-carbon steel
c. cast iron
d. aluminum
11. Which of the following metals is the softest?
a. high-speed steel
b. tool steel
c. ground and polished steel bar
d. low-carbon steels
Answers
Modeule RK3 TheoRy CoMpeTenCy RK3-3 (line h-h3)
92 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
12. Files can be used to establish the approximate hardness of a piece of steel. Which of the following metals is the easiest to file?
a. case-hardened parts
b. tool steel
c. low-carbon steel
d. medium-carbon steel
13. Which of the following is magnetic?
a. chromium-nickel steels
b. straight chromium stainless steels
c. austenitic stainless steels
d. monel
14. Which of the following has the fastest speed of melting?
a. aluminum
b. copper
c. grey cast iron
d. nickel
15. The spark test is mainly used to determine the
a. hardness of metals
b. melting point of steels
c. comparative melting rate of metals
d. carbon content in steels
Now go to the Answer Key and check your answers
praCTiCaL CompeTenCy rK3-4 (Line h-h3):Metal identification
rK
3-4
(F & L2
)
BC WELDER TRAINING PROGRAM 95
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
OutcomesIn this Practical Competency you will gain experience using a variety of methods to identify metals.
When you have completed the procedures in Practical Competency RK3-4, you will be able to:
• Identify a variety of metals using visual and mechanical methods
EvaluationYou will be required to do the following:
• Identify metals by visual inspection• perform flame, chip, spark and file tests
Your instructor will evaluate your ability at each step.
MaterialsEach Learning Task procedure identifies the materials and tools you will need to complete the assigned task. Your instructor will arrange for these tools and materials to be available to you.
WARNING!
If a Practical Competency procedure requires that you use a tool or piece of equipment that you have not previously operated—or you feel unsure about the operation of any tools or equipment—ask your instructor to demonstrate the correct procedures for the tool or piece of equipment before you use it.
Use of materialsWelding is a very expensive trade. The cost of steel, filler metal and other consumables can rise or fall, depending on the marketplace. The only area in which there can be significant potential savings is in how we use steel. Steel is the largest single consumable cost. This is true in both training and industry.

96 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
Training institutions often have to buy scrap material to practise on. Therefore, steel used for practice might not be the exact size or thickness laid out in the Practical Competencies. This will not affect your learning. In fact, it might even better reflect the reality of the real welding world, where it is common practice to substitute material sizes.
When cutting new steel or steel crops, always strive for maximum use and minimum waste. Cut pieces from one end of plate so as to leave the largest possible area untouched for later use.
General procedures for all welding Practical Competencies1. Arrange with your instructor for a demonstration of all procedures and for the
tools and equipment you will need.
2. Follow all safety precautions, wear all personal protective clothing and use all personal protective equipment. Review P1-2: Use safe work practices.
3. Clean the base metal, if necessary. Remove any rust, mill scale or paint.
4. You will be required to repeat procedures until you receive an acceptable evaluation from your instructor.

Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 97
RK3-4 Learning Task 1:Metal identification practiceTo complete this Learning Task you will be required to perform the following procedures:
• Procedure A: Perform visual inspection of metals for identification• Procedure B: Perform flame test• Procedure C: Perform chip test• Procedure D: Perform spark test• Procedure E: Perform file test
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
98 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Procedure A:Visually inspect metals for identificationMaterialsThe following metal samples:
• aluminum• copper• stainless steel sheet• brass• low-carbon steel• cast iron• cast stainless steel• carbon steel• cast steel
Each sample must be properly identified by letter or number stamp.
Directions:
1. Your instructor will arrange for the metal samples for you to examine.
2. Examine the samples and check for the following:
• weight• colour• surface appearance• grain structure• shape
3. Fill in the metal identification chart provided and ask your instructor to evaluate your findings.
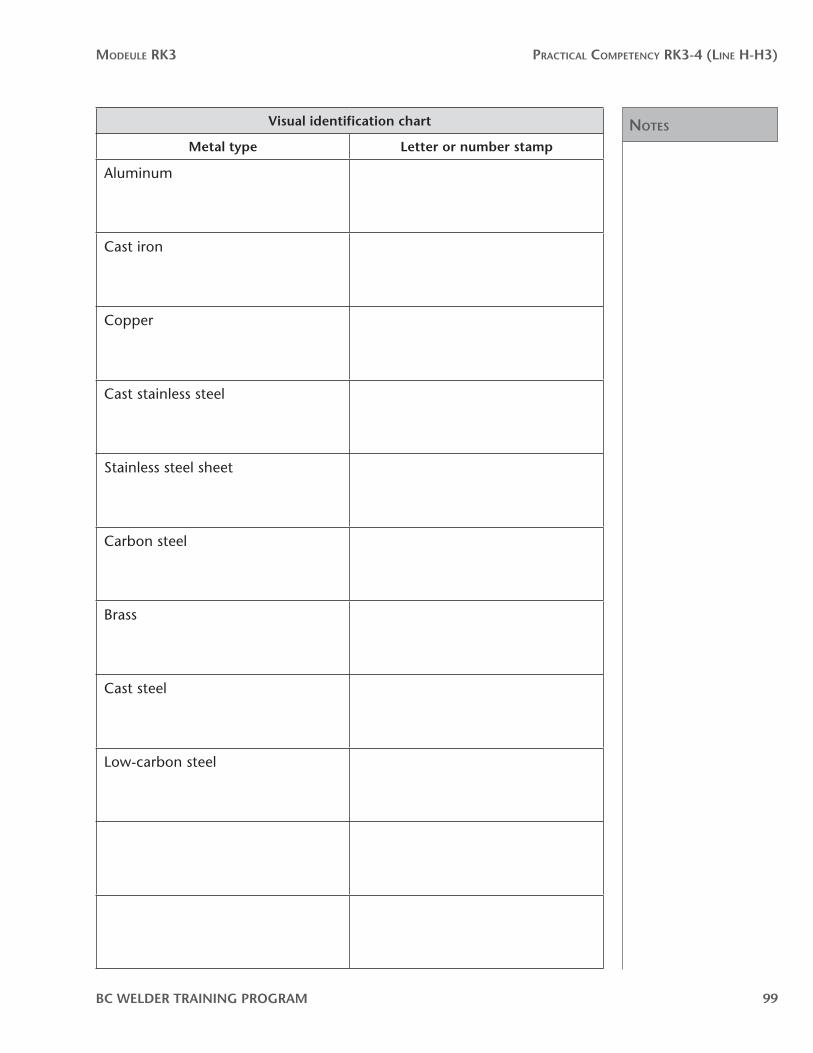
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 99
Visual identification chart
Metal type Letter or number stamp
Aluminum
Cast iron
Copper
Cast stainless steel
Stainless steel sheet
Carbon steel
Brass
Cast steel
Low-carbon steel
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
100 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Procedure B:Perform flame testTools
• oxyacetylene torch• welding goggles• pliers• striker• leather gloves• workbench• Tempilstik or infrared temperature sensor
Materials• aluminum• cast iron• stainless steel sheet• copper• low-carbon steel sheet
Directions:
1. Obtain the metal.
2. On a workbench, lay the metal pieces on fire brick.
3. Adjust the oxyacetylene equipment to the proper pressure, according to the welding tip you are using.
4. Light the torch. Adjust it to a neutral flame.
5. Apply heat to individual metal pieces.
6. Watch for a colour change as the heat is applied.
7. Note the temperature at which the metals melt.
8. Check the fluidity of molten pool for various metals.
9. Note all your findings on the chart provided and give it to your instructor for evaluation.

Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 101
Flame test chart
Colour at melting point
Fluidity of molten pool
Temperature at melting point
Aluminum
Cast iron
Copper
Stainless steel
Low-carbon steel
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
102 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Procedure C:Perform chip testTools
• cold chisel• hammer• goggles or face shield• bench vise• leather gloves
Materials• aluminum• low-carbon steel• cast iron
Directions:
Wear eye protection and leather gloves while using a chisel and hammer.
1. Obtain the metal pieces.
2. Place the metal in the jaws of the bench vise and tighten the vise securely.
3. Holding the chisel at approximately a 30° angle, use a hammer to strike the chisel to remove a metal chip.
4. Enter your findings in the chip chart provided, and give it to your instructor for evaluation.

Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 103
Chip test chart
Appearance of chip
Size of chip Ease of chipping
Aluminum
Cast iron
Low-carbon steel

Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
104 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Procedure D:Perform spark testTools
• face shield• pliers• bench or pedestal grinder• leather gloves
Materials• cast iron• low-carbon steel• medium-carbon steel• stainless steel
Directions:
Wear a face shield and leather gloves.
If you are not familiar with the operation of the pedestal grinder, refer to Theory Competency P1-5 and ask your instructor to demonstrate its use.
1. Obtain the metal.
2. Using pliers, hold the metal against the revolving grinding wheel. Remember that you may have to increase the pressure for the cast iron.
3. Study the spark stream.
4. On the chart provided, analyze the spark stream for volume of stream, relative length of stream, colour of stream close to the wheel, colour of the streaks near the end of stream, quantity of sparks and the nature of spurts.
5. Ask your instructor to evaluate your findings.
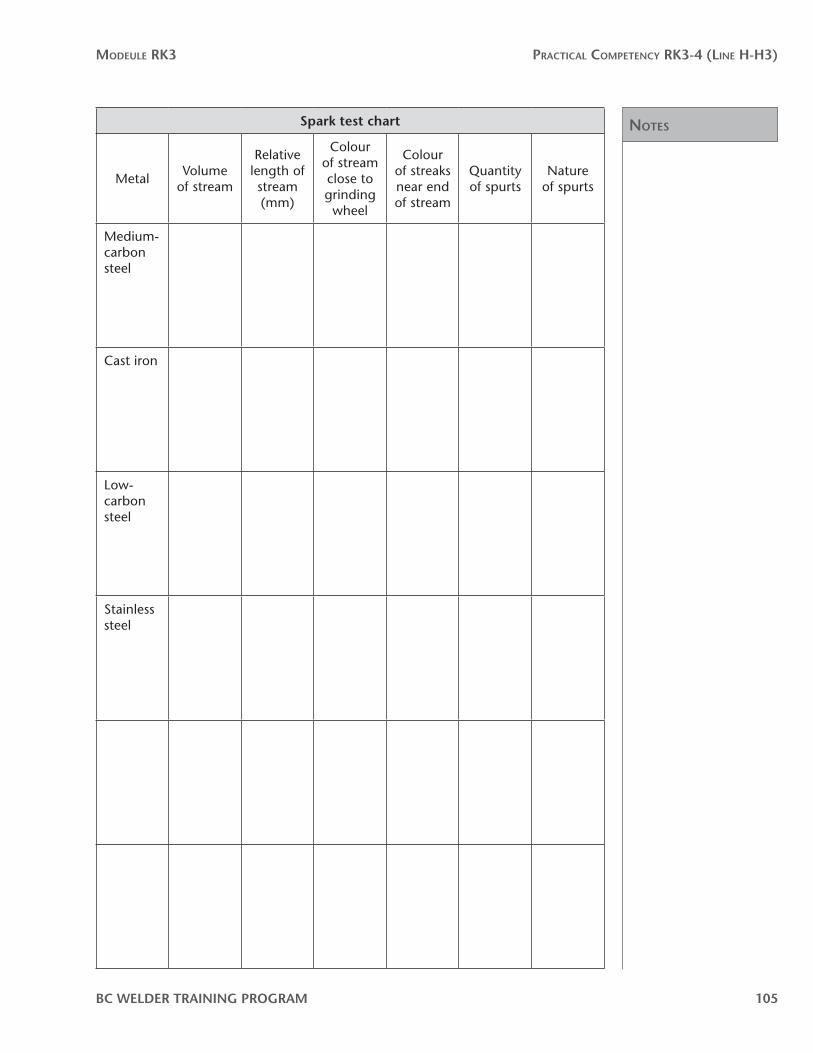
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 105
Spark test chart
MetalVolume
of stream
Relative length of stream (mm)
Colour of stream close to grinding
wheel
Colour of streaks near end of stream
Quantity of spurts
Nature of spurts
Medium-carbon steel
Cast iron
Low-carbon steel
Stainless steel
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
106 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Procedure E:Perform file testTools
• machinist’s file• leather gloves• vice
Materials• cast iron• medium-carbon steel• low-carbon steel
Directions:
Wear safety glasses and leather gloves.
If you are not familiar with the proper method of filing, ask your instructor to demonstrate.
1. Obtain the metal pieces.
2. Use the vise or hold the metal piece in your hand.
3. Use the tip end or edge of the file so as not to damage the file.
4. Record your findings in the file test hardness chart provided.
5. Ask your instructor to evaluate your findings.

Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
BC WELDER TRAINING PROGRAM 107
File test chart
Type of metalAppearance of
filingsSize of filings Ease of filing
Cast iron
Low-carbon steel
Medium-carbon steel
Notes
Modeule RK3 pRaCTiCal CoMpeTenCy RK3-4 (line h-h3)
108 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2

answer Key
an
swer K
ey
Notes
Modeule RK3 answeR Key
BC WELDER TRAINING PROGRAM 111
Theory Competency RK3-1Self-Test 11. b aluminum
2. a resistance to penetration
3. d ability of a metal to withstand rapidly alternating loads
4. a resist loads that are applied suddenly and at high velocity
5. a rate at which heat flows through a metal
6. 1. h elasticity
2. i thermal expansion
3. g ductility
4. d corrosion resistance
5. a compressive strength
6. e malleability
7. c elongation
8. f yield strength
9. j strain
10. b tensile strength
Theory Competency RK3-2
Self-Test 11. d a blast furnace
2. a limestone
3. a cast iron
4. b silicon
5. b form a layer of slag on top of the iron
6. d. dark grey graphite flakes in the grain structure
7. c dark spheroid masses in the grain structure
8. a white cast iron
Notes
Modeule RK3 answeR Key
112 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
9. d nodular iron
10. c malleable cast iron
Self-Test 21. b basic oxygen furnace
2. c an electric furnace
3. a ingot
4. b killed
5. a rimmed
6. a open-hearth
7. c semi-killed
8. It is suitable for producing most grades of steel.
9. The basic oxygen furnace is much faster.
10. c electric
11. d improve its mechanical properties
12. a greater dimensional control
13. blooms, billets and slabs
14. b billets
15. a blooms
16. c slabs
17. d cold rolling
18. c zinc
19. a hot rolling
20. b the residue of mill scale left on the steel’s surface
21. c piercing round tube with a mandrel
22. a drawing rods through a series of dies
23. c hydraulic presses
24. a steam hammers
25. Forging “kneads” the steel into a denser structure, which greatly adds to its mechanical properties. It is widely used for parts that will be subjected to high stresses.
Notes
Modeule RK3 answeR Key
BC WELDER TRAINING PROGRAM 113
26. b rapid rotation of the mould
27. a butt-welded process
Self-Test 31. b improved tensile strength
2. a low-carbon steel
3. d structural shapes
4. c high-carbon steel
5. b pre- and post-heat treatments
6. b 0.08%
7. d forming and working
8. a tools
9. b increase resistance to corrosion and abrasion
10. d ductility
11. c manganese
12. a 5%
13. Higher strength-to-weight ratio while still retaining good weldability and formability
14. Special electrodes and preheat and post-heat treatments
15. 1. b. steel sheet
2. d. boilers and pressure vessels
3. c. steel bar
4. a. structural-steel shapes and plate
16. b CSA
17. a plain carbon steel
Notes
Modeule RK3 answeR Key
114 FOUNDATION AND APPRENTICESHIP LEVELS 1 AND 2
Theory Competency RK3-3Self-Test 11. a black mill steel
2. c magnesium
3. b light weight
4. d a silver-coloured skin around the fractured surface
5. a aluminum
6. a small and hard
7. d straight, yellowish in colour with very little branching and few carbon bursts
8. a a face shield
9. c aluminum
10. d aluminum
11. d low-carbon steels
12. c low-carbon steel
13. b straight chromium stainless steels
14. a aluminum
15. d carbon content in steels

















