Page 1
www.olevelmathsandscience.com
Mr Brain
GCE O Level Pure Chemistry
Summary of Catalytic Processes
Typical mechanism
Catalysts generally react with one or more reactants to form an intermediate that subsequently
give the final reaction product, in the process regenerating the catalyst. The
typical reaction scheme, where C represents the catalyst, A and B are reactants, and D is the
product of the reaction of A and B:
A + C → AC (1)
B + AC → ABC (2)
ABC → CD (3)
CD → C + D (4)
Although the catalyst (C) is consumed by reaction 1
so for the overall reaction:
A + B → D
Catalysts and reaction energetics
www.olevelmathsandscience.com
GCE O Level Pure Chemistry
Summary of Catalytic Processes
Catalysts generally react with one or more reactants to form an intermediate that subsequently
give the final reaction product, in the process regenerating the catalyst. The following is a
typical reaction scheme, where C represents the catalyst, A and B are reactants, and D is the
product of the reaction of A and B:
Although the catalyst (C) is consumed by reaction 1, it is subsequently produced by reaction 4,
Catalysts and reaction energetics
Page 1
Catalysts generally react with one or more reactants to form an intermediate that subsequently
following is a
typical reaction scheme, where C represents the catalyst, A and B are reactants, and D is the
, it is subsequently produced by reaction 4,
Page 2
www.olevelmathsandscience.com
Mr Brain Page 2
Generic potential energy diagram showing the effect of a catalyst in an hypothetical exothermic
chemical reaction. The presence of the catalyst opens a different reaction pathway (shown in
red) with a lower activation energy. The final result and the overall thermodynamics are the
same.
Catalysts work by providing an (alternative) mechanism involving a different transition state
and lower activation energy. The effect of this is that more molecular collisions have the
energy needed to reach the transition state. Hence, catalysts can perform reactions that, albeit
thermodynamically feasible, would not run without the presence of a catalyst, or perform them
much faster, more specific, or at lower temperatures.
Catalysts cannot make energetically unfavorable reactions possible — they have no effect on
the chemical equilibrium of a reaction because the rate of both the forward and the reverse
reaction are equally affected. The net free energy change of a reaction is the same whether a
catalyst is used or not; the catalyst just makes it easier to activate.
Types of catalysts
Catalysts can be either heterogeneous or homogeneous. Biocatalysts are often seen as a
separate group. Biocatalysis can be defined as utilization of natural Catalysts, such as protein
Enzymes, to perform chemical transformations on Organic compounds.
Heterogeneous catalysts are present in different phases from the reactants (for example, a
solid catalyst in a liquid reaction mixture), whereas homogeneous catalysts are in the same
phase (for example, a dissolved catalyst in a liquid reaction mixture).
a) Heterogeneous catalysts
A simple model for heterogeneous catalysis involves the catalyst providing a surface on which
the reactants (or substrates) temporarily become adsorbed. For example, in the Haber process
to manufacture ammonia, finely divided iron acts as a heterogeneous catalyst.
Other heterogeneous catalysts include vanadium(V) oxide in the contact process, nickel in the
manufacture of margarine, alumina and silica in the cracking of alkanes and platinum, rhodium
and palladium in catalytic converters.
b) Homogeneous catalysts
Homogeneous catalysts are in the same phase as the reactants.
In homogeneous catalysis the catalyst is a molecule which facilitates the reaction. Examples of
homogeneous catalysts are:
Page 3
www.olevelmathsandscience.com
Mr Brain Page 3
1) The ion H+(aq) which acts as a catalyst in esterification, as well as in the inverse reaction -
hydrolysis of esters such as methyl acetate is catalysed by H+
2) Chlorine free radicals in the break down of ozone. These radicals are formed by the action of
ultraviolet radiation on chlorofluorocarbons (CFCs).
Exploration of major catalytic processes
Case-1) Haber process for synthesis of ammonia
By far the major source of the hydrogen required for the Haber-Bosch process is methane from
natural gas, obtained through a heterogeneous catalytic process, which requires far less
external energy than the process used initially by Bosch at BASF: the electrolysis of water. Far
less commonly, in some countries, coal is used as the source of hydrogen through a process
called coal gasification. The source of the hydrogen is of no consequence in the Haber-Bosch
process.
a. Synthesis gas (H2) preparation
The methane is first cleaned, mainly to remove sulfur oxide and hydrogen sulfide impurities
that would poison the catalysts.
The clean methane is then reacted with steam over a catalyst of nickel oxide. This is called
steam reforming:
Page 4
www.olevelmathsandscience.com
Mr Brain Page 4
CH4 + H2O → CO + 3 H2
Secondary reforming then takes place with the addition of air to convert the methane that did
not react during steam reforming:
2 CH4 + O2 → 2 CO + 4 H2
CH4 + 2 O2 → CO2 + 2 H2O
Then the water gas shift reaction yields more hydrogen from CO and steam:
CO + H2O → CO2 + H2
The gas mixture is now passed into a methanator which converts most of the remaining CO into
methane for recycling:
CO + 3 H2 → CH4 + H2O
This last step is necessary as carbon monoxide poisons the catalyst. (Note, this reaction is the
reverse of steam reforming). The overall reaction so far turns methane and steam into carbon
dioxide, steam, and hydrogen.
b. Ammonia synthesis – Haber process
The final stage, which is the actual Haber process, is the synthesis of ammonia using an iron
catalyst promoted with K2O, CaO and Al2O3
N2 (g) + 3 H2 (g) ⇌ 2 NH3 (g) (ΔH = −92.22 kJ·mol−1
)
This is done at 15–25 MPa (150–250 bar) and between 300 and 550 °C, as the gases are passed
over four beds of catalyst, with cooling between each pass so as to maintain a reasonable
equilibrium constant. On each pass only about 15% conversion occurs, but any unreacted gases
are recycled, and eventually an overall conversion of 97% is achieved.
The steam reforming, shift conversion, carbon dioxide removal, and methanation steps each
operate at absolute pressures of about 2.5–3.5 MPa (25–35 bar), and the ammonia synthesis
loop operates at absolute pressures ranging from 6–18 MPa (59–178 atm), depending upon
which proprietary design is used.
Page 5
www.olevelmathsandscience.com
Mr Brain
Reaction rate and equilibrium
There are two opposing considerations in this synthesis: the position of the equilibrium and the
rate of reaction. At room temperatu
the temperature. This may increase the rate of the reaction but, since the reaction is
exothermic, it also has the effect, according to
reaction and thus reducing the amount of product, given by:
As the temperature increases, the
drops dramatically according to the
temperature is to be used and some other means to increase rate. However, the catalyst itself
requires a temperature of at least 400 °C to be efficient.
Pressure is the obvious choice to favour the forward reaction because there are 4 moles of
reactant for every 2 moles of product (see
alters the equilibrium concentrations to give a profitable yield.
Economically, though, pressure is an expensive commodity. Pipes and reaction vessels need to
be strengthened, valves more rigorous, and there
atm. In addition, running pumps and compressors takes considerable energy. Thus the
compromise used gives a single pass yield of around 15%.
Another way to increase the yield of the reaction would be to remove the product (i.e.
ammonia gas) from the system. In practice, gaseous ammonia is not removed from the reactor
itself, since the temperature is too high; but it is removed from the equilibr
leaving the reaction vessel. The hot gases are cooled enough, whilst maintaining a high pressure,
for the ammonia to condense and be removed as liquid. Unreacted hydrogen and nitrogen
gases are then returned to the reaction vessel to u
Catalysts
The catalyst has no effect on the position of
alternative pathway with lower activation energy
remaining chemically unchanged at the end of the rea
chambers used osmium and ruthenium
the BASF researcher Alwin Mittasch
is still used today. Part of the industrial production now takes place with a ruthenium rather
than an iron catalyst (the KAAP process), because this more active catalyst allows reduced
operating pressures.
www.olevelmathsandscience.com
There are two opposing considerations in this synthesis: the position of the equilibrium and the
. At room temperature, the reaction is slow and the obvious solution is to raise
the temperature. This may increase the rate of the reaction but, since the reaction is
has the effect, according to Le Chatelier's principle, of favouring the reverse
reaction and thus reducing the amount of product, given by:
ature increases, the equilibrium is shifted and hence, the amount of product
drops dramatically according to the Van't Hoff equation. Thus one might suppose that a low
temperature is to be used and some other means to increase rate. However, the catalyst itself
requires a temperature of at least 400 °C to be efficient.
is the obvious choice to favour the forward reaction because there are 4 moles of
reactant for every 2 moles of product (see entropy), and the pressure used (around 200 atm)
alters the equilibrium concentrations to give a profitable yield.
Economically, though, pressure is an expensive commodity. Pipes and reaction vessels need to
be strengthened, valves more rigorous, and there are safety considerations of working at 200
atm. In addition, running pumps and compressors takes considerable energy. Thus the
compromise used gives a single pass yield of around 15%.
Another way to increase the yield of the reaction would be to remove the product (i.e.
ammonia gas) from the system. In practice, gaseous ammonia is not removed from the reactor
itself, since the temperature is too high; but it is removed from the equilibrium mixture of gases
leaving the reaction vessel. The hot gases are cooled enough, whilst maintaining a high pressure,
for the ammonia to condense and be removed as liquid. Unreacted hydrogen and nitrogen
gases are then returned to the reaction vessel to undergo further reaction.
has no effect on the position of chemical equilibrium; rather, it provides an
activation energy and hence increases the reaction rate, while
remaining chemically unchanged at the end of the reaction. The first Haber–Bosch reaction
ruthenium as catalysts. However, under Bosch's direction in 190
Alwin Mittasch discovered a much less expensive iron-based catalyst
t of the industrial production now takes place with a ruthenium rather
than an iron catalyst (the KAAP process), because this more active catalyst allows reduced
Page 5
There are two opposing considerations in this synthesis: the position of the equilibrium and the
re, the reaction is slow and the obvious solution is to raise
the temperature. This may increase the rate of the reaction but, since the reaction is
, of favouring the reverse
is shifted and hence, the amount of product
. Thus one might suppose that a low
temperature is to be used and some other means to increase rate. However, the catalyst itself
is the obvious choice to favour the forward reaction because there are 4 moles of
), and the pressure used (around 200 atm)
Economically, though, pressure is an expensive commodity. Pipes and reaction vessels need to
are safety considerations of working at 200
atm. In addition, running pumps and compressors takes considerable energy. Thus the
Another way to increase the yield of the reaction would be to remove the product (i.e.
ammonia gas) from the system. In practice, gaseous ammonia is not removed from the reactor
ium mixture of gases
leaving the reaction vessel. The hot gases are cooled enough, whilst maintaining a high pressure,
for the ammonia to condense and be removed as liquid. Unreacted hydrogen and nitrogen
; rather, it provides an
and hence increases the reaction rate, while
Bosch reaction
as catalysts. However, under Bosch's direction in 1909,
based catalyst that
t of the industrial production now takes place with a ruthenium rather
than an iron catalyst (the KAAP process), because this more active catalyst allows reduced
Page 6
www.olevelmathsandscience.com
Mr Brain Page 6
In industrial practice, the iron catalyst is prepared by exposing a mass of magnetite, an iron
oxide, to the hot hydrogen feedstock. This reduces some of the magnetite to metallic iron,
removing oxygen in the process. However, the catalyst maintains most of its bulk volume
during the reduction, and so the result is a highly porous material whose large surface area aids
its effectiveness as a catalyst. Other minor components of the catalyst include calcium and
aluminium oxides, which support the porous iron catalyst and help it maintain its surface area
over time, and potassium, which increases the electron density of the catalyst and so improves
its activity.
The reaction mechanism, involving the heterogeneous catalyst, is believed to be as follows:
1. N2 (g) → N2 (adsorbed)
2. N2 (adsorbed) → 2 N (adsorbed)
3. H2(g) → H2 (adsorbed)
4. H2 (adsorbed) → 2 H (adsorbed)
5. N (adsorbed) + 3 H(adsorbed)→ NH3 (adsorbed)
6. NH3 (adsorbed) → NH3 (g)
Reaction 5 occurs in three steps, forming NH, NH2, and then NH3. Experimental evidence points
to reaction 2 as being the slow, rate-determining step.
Review Questions:
1. Why NH3 BP is lower than H2 & N2 ? (What kind of bonding between the atoms?)
2. Why the Haber process need to set at high pressure and temperature ?
Case-2) Contact process for converting SO3 to H2SO4
Page 7
www.olevelmathsandscience.com
Mr Brain Page 7
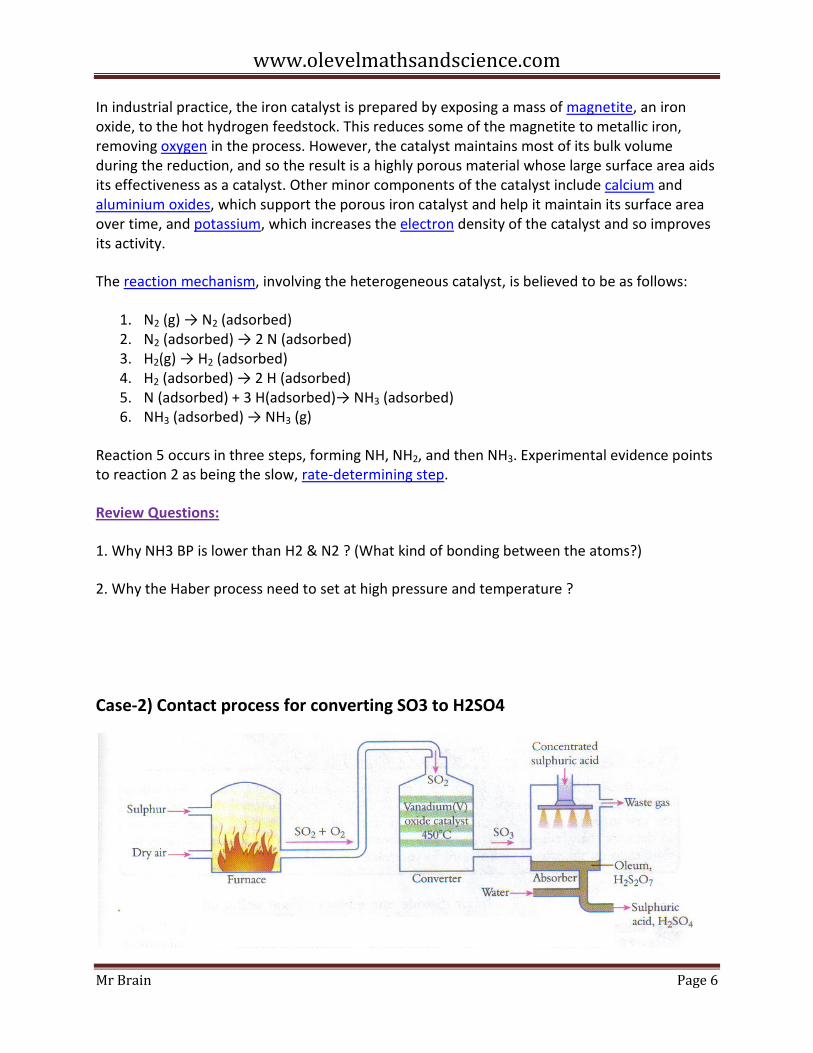
The process can be divided into five stages:
1. combining of sulphur and oxygen;
2. purifying sulphur dioxide in the purification unit;
3. adding excess of oxygen to sulphur dioxide in presence of catalyst vanadium oxide;
4. sulphur trioxide formed is added to sulphuric acid which gives rise to oleum (disulphuric
acid);
5. the oleum then is added to water to form sulphuric acid which is very concentrated.
Purification of air and SO2 is necessary to avoid catalyst poisoning (i.e. removing catalytic
activities). The gas is then washed with water and dried by sulphuric acid.
To conserve energy, the mixture is heated by exhaust gases from the catalytic converter by
heat exchangers.
Sulphur dioxide and oxygen then react as follows:
2 SO2(g) + O2(g) ⇌ 2 SO3(g) : ΔH = −197 kJ mol−1
According to the Le Chatelier's principle, a lower temperature should be used to shift the
chemical equilibrium towards the right, hence increasing the percentage yield. However, too
low of a temperature will lower the formation rate to an uneconomical level. Hence to increase
the reaction rate, high temperatures (450 °C), medium pressures (1-2 atm), and vanadium(V)
oxide (V2O5) are used to ensure a 96% conversion. Platinum would be a more effective catalyst,
but it is very costly and easily poisoned. The catalyst only serves to increase the rate of reaction
as it does not change the position of the thermodynamic equilibrium. The mechanism for the
action of the catalyst comprises two steps:
1. Oxidation of SO2 into SO3 by V5+
:
2 SO2 + 4V5+
+ 2 O2-
→ 2 SO3 + 4V4+
2. Oxidation of V4+
back into V5+
by oxygen (catalyst regeneration):
4 V4+
+ O2 → 4 V5+
+ 2 O2-
Hot sulphur trioxide passes through the heat exchanger and is dissolved in concentrated H2SO4
in the absorption tower to form oleum:
H2SO4(l) + SO3(g) → H2S2O7(l)
Note that directly dissolving SO3 in water is impractical due to the highly exothermic nature of
the reaction. Acidic vapor or mists are formed instead of a liquid.
Page 8
www.olevelmathsandscience.com
Mr Brain Page 8
Oleum is reacted with water to form concentrated H2SO4.
The average percentage yield of this reaction is around 30%.
H2S2O7(l) + H2O(l) → 2 H2SO4(l)
Case-3) Catalytic Convertor for Vehicles
The catalytic converter consists of several components:
1. The catalyst core, or substrate. For automotive catalytic converters, the core is usually a ceramic
monolith with a honeycomb structure. Metallic foil monoliths made of FeCrAl are used in some
applications. This is partially a cost issue. Ceramic cores are inexpensive when manufactured in
large quantities. Metallic cores are less expensive to build in small production runs. Either
material is designed to provide a high surface area to support the catalyst washcoat, and
therefore is often called a "catalyst support".[citation needed]
The cordierite ceramic substrate used in
most catalytic converters was invented by Rodney Bagley, Irwin Lachman and Ronald Lewis at
Corning Glass, for which they were inducted into the National Inventors Hall of Fame in 2002.
2. The washcoat. A washcoat is a carrier for the catalytic materials and is used to disperse the
materials over a high surface area. Aluminum oxide, Titanium dioxide, Silicon dioxide, or a
mixture of silica and alumina can be used. The catalytic materials are suspended in the washcoat
prior to applying to the core. Washcoat materials are selected to form a rough, irregular surface,
which greatly increases the surface area compared to the smooth surface of the bare substrate.
This maximizes the catalytically active surface available to react with the engine exhaust.
3. The catalyst itself is most often a precious metal. Platinum is the most active catalyst and is
widely used, but is not suitable for all applications because of unwanted additional reactions
and high cost. Palladium and rhodium are two other precious metals used. Rhodium is used as a
reduction catalyst, palladium is used as an oxidation catalysts, and platinum is used both for
reduction and oxidation. Cerium, iron, manganese and nickel are also used, although each has
its own limitations. Nickel is not legal for use in the European Union (because of its reaction with
carbon monoxide into nickel tetracarbonyl). Copper can be used everywhere except North
America,[clarification needed]
where its use is illegal because of the formation of dioxin.
Page 9
www.olevelmathsandscience.com
Mr Brain Page 9
A two-way (or "oxidation") catalytic converter has two simultaneous tasks:
1. Oxidation of carbon monoxide to carbon dioxide: 2CO + O2 → 2CO2
2. Oxidation of hydrocarbons (unburnt and partially-burnt fuel) to carbon dioxide and water:
CxH2x+2 + [(3x+1)/2] O2 → xCO2 + (x+1) H2O (a combustion reaction)
This type of catalytic converter is widely used on diesel engines to reduce hydrocarbon and
carbon monoxide emissions. They were also used on gasoline engines in American- and
Canadian-market automobiles until 1981. Because of their inability to control oxides of nitrogen,
they were superseded by three-way converters.
Since 1981, "three-way" (oxidation-reduction) catalytic converters have been used in vehicle
emission control systems in the United States and Canada; many other countries have also
adopted stringent vehicle emission regulations that in effect require three-way converters on
gasoline-powered vehicles. The reduction and oxidation catalysts are typically contained in a
common housing, however in some instances they may be housed separately. A three-way
catalytic converter has three simultaneous tasks:
1. Reduction of nitrogen oxides to nitrogen and oxygen: 2NOx → xO2 + N2
2. Oxidation of carbon monoxide to carbon dioxide: 2CO + O2 → 2CO2
Page 10
www.olevelmathsandscience.com
Mr Brain Page 10
3. Oxidation of unburnt hydrocarbons (HC) to carbon dioxide and water: CxH2x+2 + [(3x+1)/2]O2 →
xCO2 + (x+1)H2O.
These three reactions occur most efficiently when the catalytic converter receives exhaust from
an engine running slightly above the stoichiometric point. This point is between 14.6 and 14.8
parts air to 1 part fuel, by weight, for gasoline. The ratio for Autogas (or liquefied petroleum gas
(LPG)), natural gas and ethanol fuels is each slightly different, requiring modified fuel system
settings when using those fuels. In general, engines fitted with 3-way catalytic converters are
equipped with a computerized closed-loop feedback fuel injection system using one or more
oxygen sensors, though early in the deployment of three-way converters, carburetors equipped
for feedback mixture control were used.
Three-way catalysts are effective when the engine is operated within a narrow band of air-fuel
ratios near stoichiometry, such that the exhaust gas oscillates between rich (excess fuel) and
lean (excess oxygen) conditions. However, conversion efficiency falls very rapidly when the
engine is operated outside of that band of air-fuel ratios. Under lean engine operation, there is
excess oxygen and the reduction of NOx is not favored. Under rich conditions, the excess fuel
consumes all of the available oxygen prior to the catalyst, thus only stored oxygen is available
for the oxidation function. Closed-loop control systems are necessary because of the conflicting
requirements for effective NOx reduction and HC oxidation. The control system must prevent
the NOx reduction catalyst from becoming fully oxidized, yet replenish the oxygen storage
material to maintain its function as an oxidation catalyst.
Case-4) Hydrogenation of Alkenes to Alkanes
Page 11
www.olevelmathsandscience.com
Mr Brain Page 11
Alkenes are relatively stable compounds, but are more reactive than alkanes due to the
presence of a carbon-carbon pi-bond. It is also attributed to the presence of pi-electrons in the
molecule. The majority of the reactions of alkenes involve the rupture of this pi bond, forming
new single bonds.
Alkenes serve as a feedstock for the petrochemical industry because they can participate in a
wide variety of reactions.
Alkenes react in many addition reactions, which occur by opening up the double-bond. Most
addition reactions to alkenes follow the mechanism of electrophilic addition. Examples of
addition reactions are hydrohalogenation, halogenation, halohydrin formation, oxymercuration,
hydroboration, dichlorocarbene addition, Simmons-Smith reaction, catalytic hydrogenation,
epoxidation, radical polymerization and hydroxylation.
Hydrogenation of alkenes produces the corresponding alkanes. The reaction is carried out
under pressure at a temperature of 200 °C in the presence of a metallic catalyst. Common
industrial catalysts are based on platinum, nickel or palladium. For laboratory syntheses, Raney
nickel (an alloy of nickel and aluminium) is often employed. The simplest example of this
reaction is the catalytic hydrogenation of ethylene to yield ethane:
CH2=CH2 + H2 → CH3-CH3
Review Questions:
1. Name another application of Nickel due to its ability to absorb hydrogen gas.
Case-5) Ozone Layer Depletion
Three forms (or allotropes) of oxygen are involved in the ozone-oxygen cycle: oxygen atoms (O
or atomic oxygen), oxygen gas (O2 or diatomic oxygen), and ozone gas (O3 or triatomic oxygen).
Ozone is formed in the stratosphere when oxygen molecules photo-dissociate after absorbing
an ultraviolet photon whose wavelength is shorter than 240 nm. This converts a single O2 into
two atomic oxygen ions. The atomic oxygen ions then combine with separate O2 molecules to
create two O3 molecules. These ozone molecules absorb UV light between 310 and 200 nm,
following which ozone splits into a molecule of O2 and an oxygen atom. The oxygen atom then
joins up with an oxygen molecule to regenerate ozone. This is a continuing process which
Page 12
www.olevelmathsandscience.com
Mr Brain Page 12
terminates when an oxygen atom "recombines" with an ozone molecule to make two O2
molecules.
O + O3 → 2 O2 chemical equation
The overall amount of ozone in the stratosphere is determined by a balance between
photochemical production and recombination.
Ozone can be destroyed by a number of free radical catalysts, the most important of which are
the hydroxyl radical (OH·), the nitric oxide radical (NO·), the atomic chlorine ion (Cl·) and the
atomic bromine ion (Br·). All of these have both natural and man-made sources; at the present
time, most of the OH· and NO· in the stratosphere is of natural origin, but human activity has
dramatically increased the levels of chlorine and bromine. These elements are found in certain
stable organic compounds, especially chlorofluorocarbons (CFCs), which may find their way to
the stratosphere without being destroyed in the troposphere due to their low reactivity. Once
in the stratosphere, the Cl and Br atoms are liberated from the parent compounds by the action
of ultraviolet light, e.g.
CFCl3 + electromagnetic radiation → CFCl2 + Cl
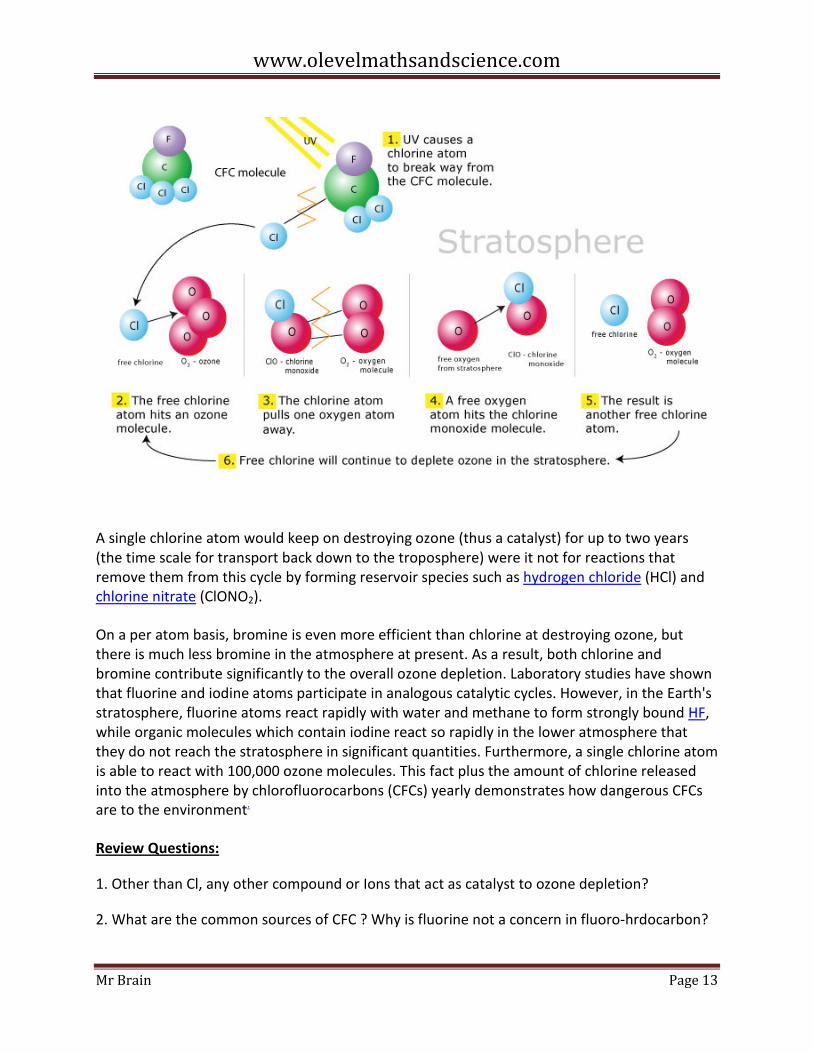
The Cl and Br atoms can then destroy ozone molecules through a variety of catalytic cycles. In
the simplest example of such a cycle, a chlorine atom reacts with an ozone molecule, taking an
oxygen atom with it (forming ClO) and leaving a normal oxygen molecule. The chlorine
monoxide (i.e., the ClO) can react with a second molecule of ozone (i.e., O3) to yield another
chlorine atom and two molecules of oxygen. The chemical shorthand for these gas-phase
reactions is:
• Cl + O3 → ClO + O2 – The chlorine atom changes an ozone molecule to ordinary oxygen
• ClO + O3 → Cl + 2 O2 – The ClO from the previous reaction destroys a second ozone molecule
and recreates the original chlorine atom, which can repeat the first reaction and continue to
destroy ozone
The overall effect is a decrease in the amount of ozone. More complicated mechanisms have
been discovered that lead to ozone destruction in the lower stratosphere as well.
Page 13
www.olevelmathsandscience.com
Mr Brain Page 13
A single chlorine atom would keep on destroying ozone (thus a catalyst) for up to two years
(the time scale for transport back down to the troposphere) were it not for reactions that
remove them from this cycle by forming reservoir species such as hydrogen chloride (HCl) and
chlorine nitrate (ClONO2).
On a per atom basis, bromine is even more efficient than chlorine at destroying ozone, but
there is much less bromine in the atmosphere at present. As a result, both chlorine and
bromine contribute significantly to the overall ozone depletion. Laboratory studies have shown
that fluorine and iodine atoms participate in analogous catalytic cycles. However, in the Earth's
stratosphere, fluorine atoms react rapidly with water and methane to form strongly bound HF,
while organic molecules which contain iodine react so rapidly in the lower atmosphere that
they do not reach the stratosphere in significant quantities. Furthermore, a single chlorine atom
is able to react with 100,000 ozone molecules. This fact plus the amount of chlorine released
into the atmosphere by chlorofluorocarbons (CFCs) yearly demonstrates how dangerous CFCs
are to the environment.
Review Questions:
1. Other than Cl, any other compound or Ions that act as catalyst to ozone depletion?
2. What are the common sources of CFC ? Why is fluorine not a concern in fluoro-hrdocarbon?
Page 14
www.olevelmathsandscience.com
Mr Brain Page 14
Case-6) Hydrogen-Peroxide Decomposition
Hydrogen peroxide decomposes (disproportionate) exothermically into water and oxygen gas
spontaneously:
2 H2O2 → 2 H2O + O2
This process is thermodynamically favorable. It has a ΔHo of −98.2 kJ·mol
−1 and a ΔS of 70.5
J·mol−1
·K−1
. The rate of decomposition is dependent on the temperature (cool environment
slows down decomposition, therefore hydrogen peroxide is often stored in refrigerator) and
concentration of the peroxide, as well as the pH and the presence of impurities and stabilizers.
Hydrogen peroxide is incompatible with many substances that catalyse its decomposition,
including most of the transition metals and their compounds. Common catalysts include
manganese dioxide, silver, and platinum. The same reaction is catalyzed by the enzyme catalase,
found in the liver, whose main function in the body is the removal of toxic byproducts of
metabolism and the reduction of oxidative stress. The decomposition occurs more rapidly in
alkali, so acid is often added as a stabilizer.
The liberation of oxygen and energy in the decomposition has dangerous side-effects. Spilling
high concentrations of hydrogen peroxide on a flammable substance can cause an immediate
fire, which is further fueled by the oxygen released by the decomposing hydrogen peroxide.
High test peroxide, or HTP (also called high-strength peroxide) must be stored in a
suitable,vented container to prevent the buildup of oxygen gas, which would otherwise lead to
the eventual rupture of the container.
Page 15
www.olevelmathsandscience.com
Mr Brain
Propellant
Rocket Belt hydrogen peroxide propulsion system used in a
High concentration H2O2 is referred to as HTP or
monopropellant (not mixed with fuel) or as the oxidizer component of a
Use as a monopropellant takes advantage of the decomposition of 70
hydrogen peroxide into steam and oxygen. The propellant is pumped into a reaction chamber
where a catalyst, usually a silver or platinum screen, triggers decomposition, producing steam
at over 600 °C (1,112 °F), which is expelled through a
monopropellant produces a maximum
it a low-performance monopropellant. Peroxide generates much less thrust than
Bell Rocket Belt used hydrogen peroxide monopropellant.
As a bipropellant H2O2 is decomposed to burn a fuel as an oxidizer. Specific i
350 s (3.5 kN·s/kg) can be achieved, depending on the fuel. Peroxide used as an oxidizer gives a
somewhat lower Isp than liquid oxygen, but is dense, storable, noncryogenic and can be more
easily used to drive gas turbines to give high p
be used for regenerative cooling of rocket engines. Peroxide was used very successfully as an
oxidizer in World-War-II German rockets (e.g.
Me-163), and for the low-cost British
In the 1940s and 1950s, the Walter
submerged; it was found to be too noisy and require too much maintenance compared to
diesel-electric power systems. Some
propellant, but this was dangerous and has been discontinued by most
peroxide leaks were blamed for the sinkings of
was discovered, for example, by the Japanese Navy in torpedo trials, that the concentration of
H2O2 in right-angle bends in HTP pipework can often lead to explosions in submarines and
www.olevelmathsandscience.com
Rocket Belt hydrogen peroxide propulsion system used in a jet pack
is referred to as HTP or High test peroxide. It can be used either as a
(not mixed with fuel) or as the oxidizer component of a bipropellant rocket
Use as a monopropellant takes advantage of the decomposition of 70–98+% concentration
gen peroxide into steam and oxygen. The propellant is pumped into a reaction chamber
where a catalyst, usually a silver or platinum screen, triggers decomposition, producing steam
at over 600 °C (1,112 °F), which is expelled through a nozzle, generating thrust.
monopropellant produces a maximum specific impulse (Isp) of 161 s (1.6 kN·s/kg), which makes
performance monopropellant. Peroxide generates much less thrust than
used hydrogen peroxide monopropellant.
is decomposed to burn a fuel as an oxidizer. Specific impulses as high as
350 s (3.5 kN·s/kg) can be achieved, depending on the fuel. Peroxide used as an oxidizer gives a
than liquid oxygen, but is dense, storable, noncryogenic and can be more
easily used to drive gas turbines to give high pressures using an efficient closed cycle
be used for regenerative cooling of rocket engines. Peroxide was used very successfully as an
II German rockets (e.g. T-Stoff, containing oxyquinoline stabilizer, for the
cost British Black Knight and Black Arrow launchers.
Walter turbine used hydrogen peroxide for use in submarines
submerged; it was found to be too noisy and require too much maintenance compared to
power systems. Some torpedoes used hydrogen peroxide as oxidizer or
angerous and has been discontinued by most navies. Hydrogen
peroxide leaks were blamed for the sinkings of HMS Sidon and the Russian submarine
was discovered, for example, by the Japanese Navy in torpedo trials, that the concentration of
HTP pipework can often lead to explosions in submarines and
Page 15
. It can be used either as a
bipropellant rocket.
98+% concentration
gen peroxide into steam and oxygen. The propellant is pumped into a reaction chamber
where a catalyst, usually a silver or platinum screen, triggers decomposition, producing steam
. H2O2
/kg), which makes
performance monopropellant. Peroxide generates much less thrust than hydrazine. The
mpulses as high as
350 s (3.5 kN·s/kg) can be achieved, depending on the fuel. Peroxide used as an oxidizer gives a
than liquid oxygen, but is dense, storable, noncryogenic and can be more
closed cycle. It can also
be used for regenerative cooling of rocket engines. Peroxide was used very successfully as an
, containing oxyquinoline stabilizer, for the
submarines while
submerged; it was found to be too noisy and require too much maintenance compared to
used hydrogen peroxide as oxidizer or
. Hydrogen
Russian submarine Kursk. It
was discovered, for example, by the Japanese Navy in torpedo trials, that the concentration of
HTP pipework can often lead to explosions in submarines and
Page 16
www.olevelmathsandscience.com
Mr Brain
torpedoes. SAAB Underwater Systems is manufacturing the Torpedo 2000. This torpedo, used
by the Swedish navy, is powered by a piston engine propelled by HTP as an oxidizer and
kerosene as a fuel in a bipropellant system.
While rarely used now as a monopropellant for large engines, small hydrogen peroxide
control thrusters are still in use on some
and handle before launch than hydrazine thrusters. However,
spacecraft because of its higher
Review Questions:
1. 2H2O2 �2H2O + O2 , is this a redox reaction ?
2. Can you sketch the energy profile
3. Why is H2O2 a preferred fuel than fossil fuel as a rocket propellant?
Case-7) Cracking of hydrocarbon
Petroleum crude oil consists primarily of a mixture of hydrocarbons with small amounts of
other organic compounds containing sulfur,
www.olevelmathsandscience.com
torpedoes. SAAB Underwater Systems is manufacturing the Torpedo 2000. This torpedo, used
by the Swedish navy, is powered by a piston engine propelled by HTP as an oxidizer and
as a fuel in a bipropellant system.
While rarely used now as a monopropellant for large engines, small hydrogen peroxide
are still in use on some satellites.They are easy to throttle, and safer to fuel
and handle before launch than hydrazine thrusters. However, hydrazine is more often used in
spacecraft because of its higher specific impulse and lower rate of decomposition.
a redox reaction ?
2. Can you sketch the energy profile diagram for the above reaction?
fuel than fossil fuel as a rocket propellant?
) Cracking of hydrocarbon- Fluid Catalytic Cracking
Petroleum crude oil consists primarily of a mixture of hydrocarbons with small amounts of
containing sulfur, nitrogen and oxygen.
Page 16
torpedoes. SAAB Underwater Systems is manufacturing the Torpedo 2000. This torpedo, used
by the Swedish navy, is powered by a piston engine propelled by HTP as an oxidizer and
While rarely used now as a monopropellant for large engines, small hydrogen peroxide attitude
tle, and safer to fuel
is more often used in
and lower rate of decomposition.
Petroleum crude oil consists primarily of a mixture of hydrocarbons with small amounts of
Page 17
www.olevelmathsandscience.com
Mr Brain Page 17
Fig 1 Example of the catalytic cracking of petroleum hydrocarbons
The fluid catalytic cracking process breaks large hydrocarbon molecules into smaller molecules
by contacting them with powdered catalyst at a high temperature and moderate pressure
which first vaporizes the hydrocarbons and then breaks them. The cracking reactions occur in
the vapor phase and start immediately when the feedstock is vaporized in the catalyst riser.
Figure 1 is a very simplified schematic diagram that exemplifies how the process breaks high
boiling, straight-chain alkane (paraffin) hydrocarbons into smaller straight-chain alkanes as well
as branched-chain alkanes, branched alkenes (olefins) and cycloalkanes (naphthenes). The
breaking of the large hydrocarbon molecules into smaller molecules is more technically
referred to by organic chemists as scission of the carbon-to-carbon bonds.
As depicted in Figure 1, some of the smaller alkanes are then broken and converted into even
smaller alkenes and branched alkenes such as the gases ethylene, propylene, butylenes and
isobutylenes. Those olefinic gases are valuable for use as petrochemical feedstocks. The
propylene, butylene and isobutylene are also valuable feedstocks for certain petroleum refining
processes that convert them into high-octane gasoline blending components.
Catalysts- Aluminum oxides (Alumina) & SiO2 (Silica)
The desirable properties of an FCC catalyst are:
• Good stability to high temperature and to steam
• High activity
• Large pore sizes
Page 18
www.olevelmathsandscience.com
Mr Brain Page 18
• Good resistance to attrition
• Low coke production
A modern FCC catalyst has four major components: crystalline zeolite, matrix, binder and filler.
Zeolites are hydrated Alumina silicate Minerals and have a micro-porous structure Zeolite is the
primary active component and can range from about 15 to 50 weight percent of the catalyst.
The zeolite used in FCC catalysts is referred to faujasite or as Type Y and is comprised of silica
and alumina tetrahedra with each tetrahedron having either an aluminum or a silicon atom at
the center and four oxygen atoms at the corners.
The catalytic sites in the zeolite are strong acids (equivalent to 90% sulfuric acid) and provide
most of the catalyst activity.
The matrix component of an FCC catalyst contains amorphous alumina which also provides
catalytic activity sites and in larger pores that allows entry for larger molecules than does the
zeolite. That enables the cracking of higher-boiling, larger feedstock molecules than are cracked
by the zeolite.
The binder and filler components provide the physical strength and integrity of the catalyst. The
binder is usually silica sol and the filler is usually a clay (kaolin).
Review Questions:
1. Name the ore used for electrolysis extraction of Aluminum?
2. Name another application of Al2O3.
Case-8) Making of Methanol from Methane Gas
Synthesis gas is most commonly produced from the methane component in natural gas rather
than from coal. Methane is a Chemical compound with the molecular formula. It is the simplest
Alkane, and the principal component of Natural gas. Natural gas is a Gaseous Fossil fuel
consisting primarily of Methane but including significant quantities of Ethane, Propane, Three
processes are commercially practiced. At moderate pressures of 1 to 2 MPa (10–20 atm) and
high temperatures (around 850 °C), methane reacts with steam on a nickel or nickel oxide
catalyst to produce syngas according to the chemical equation:
CH4 + H2O → CO + 3 H2
Page 19
www.olevelmathsandscience.com
Mr Brain Page 19
This reaction, commonly called steam-methane reforming or SMR, is endothermic and the heat
transfer limitations place limits on the size of and pressure in the catalytic reactors used.
Methane can also undergo partial oxidation with molecular oxygen to produce syngas, as the
following equation shows:
2 CH4 + O2 → 2 CO + 4 H2
this reaction is exothermic and the heat given off can be used in-situ to drive the steam-
methane reforming reaction.
The carbon monoxide and hydrogen then react on a second catalyst to produce methanol.
Today, the most widely used catalyst is a mixture of copper, zinc oxide, and alumina first used
by ICI in 1966. At 5–10 MPa (50–100 atm) and 250 °C, it can catalyze the production of
methanol from carbon monoxide and hydrogen with high selectivity
CO + 2 H2 → CH3OH
Case-9) Fuel Cells-Electrodes are catalyst for redox electrons transfer
Fuel cells are different from batteries in that they consume reactant, which must be
replenished, whereas batteries store electrical energy chemically in a closed system. In
electronics a battery is a combination of two or more Electrochemical cells which store
chemical Energy which can be converted into electrical energy Additionally, while the
electrodes within a battery react and change as a battery is charged or discharged, a fuel cell's
electrodes are catalytic and relatively stable.
Page 20
www.olevelmathsandscience.com
Mr Brain Page 20
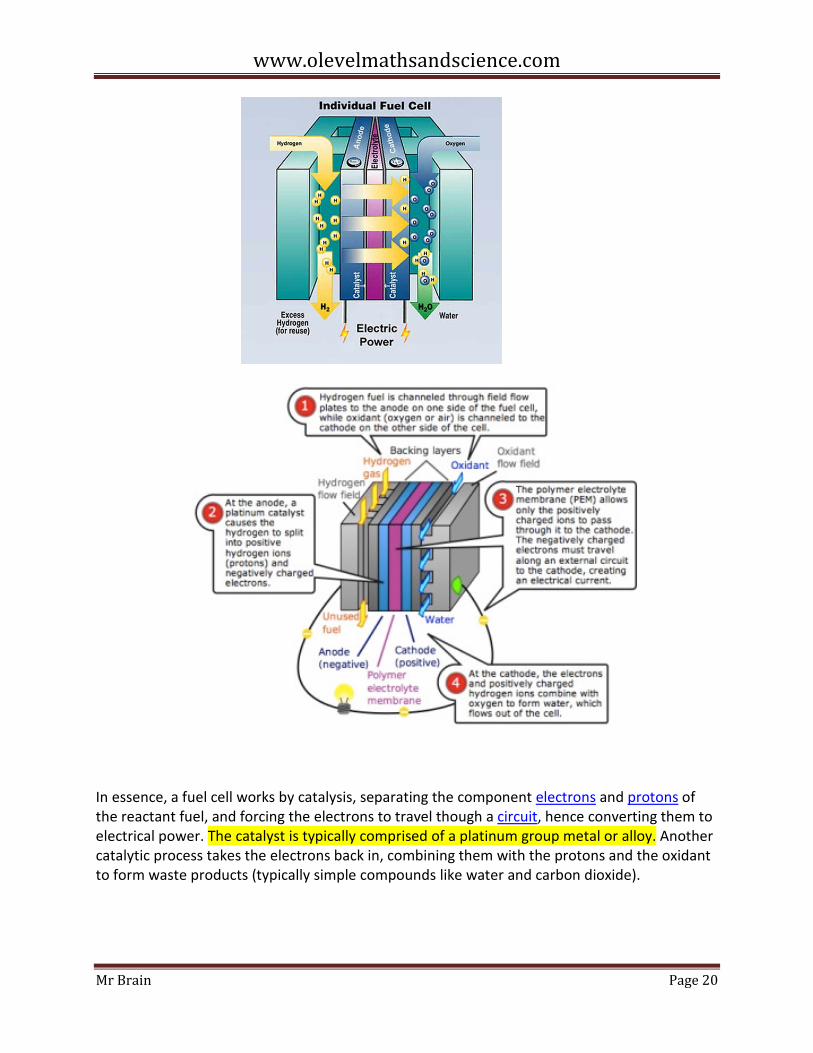
In essence, a fuel cell works by catalysis, separating the component electrons and protons of
the reactant fuel, and forcing the electrons to travel though a circuit, hence converting them to
electrical power. The catalyst is typically comprised of a platinum group metal or alloy. Another
catalytic process takes the electrons back in, combining them with the protons and the oxidant
to form waste products (typically simple compounds like water and carbon dioxide).
Page 21
www.olevelmathsandscience.com
Mr Brain Page 21
Review Questions:
1. Write the redox half reaction equations at both electrodes. Derive the overall reaction
equation for H2/O2 fuel cell.
2. What is the advantage of fuel cell over the chemical cell in generating electricity?
Case-10) Production of Alcohol
Ethanol, also called ethyl alcohol, pure alcohol, grain alcohol, or drinking alcohol, is a volatile,
flammable, colorless liquid. It is a psychoactive drug and one of the oldest recreational drugs.
Best known as the type of alcohol found in alcoholic beverages, it is also used in thermometers,
as a solvent, and as a fuel. In common usage, it is often referred to simply as alcohol or spirits.
Ethanol is produced both as a petrochemical, through the hydration of ethylene and, via
biological processes, by fermenting sugars with yeast. Which process is more economical
depends on prevailing prices of petroleum and grain feed stocks.
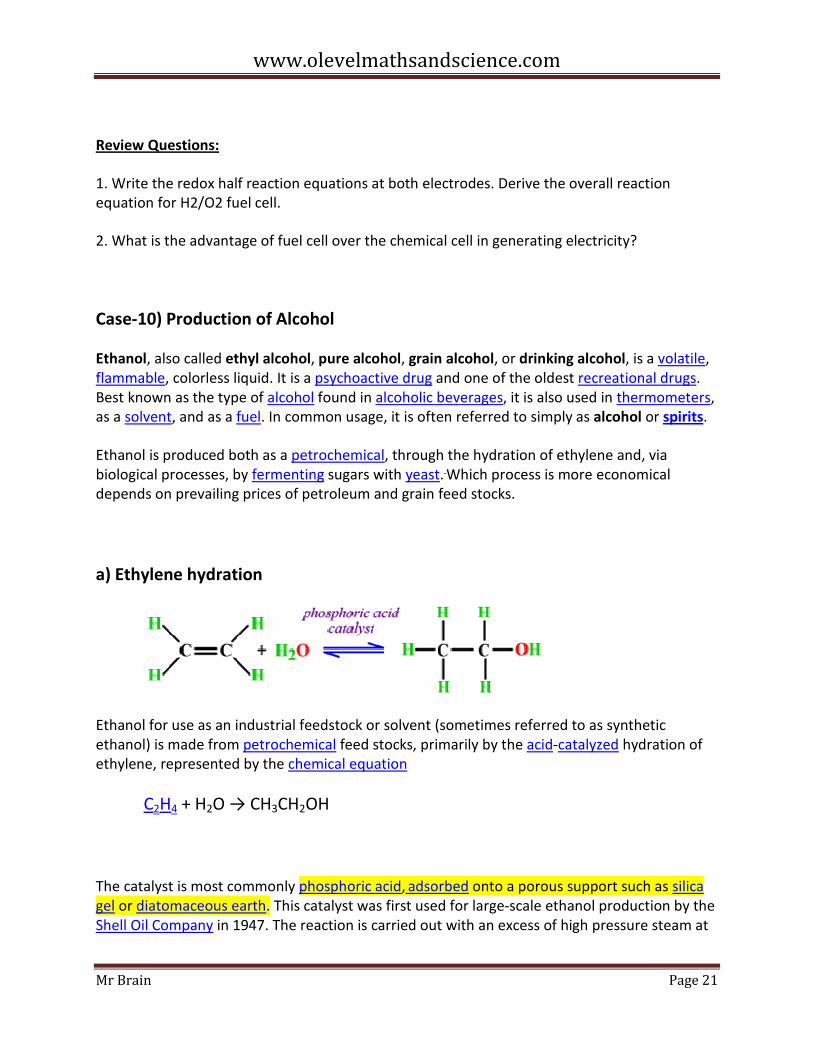
a) Ethylene hydration
Ethanol for use as an industrial feedstock or solvent (sometimes referred to as synthetic
ethanol) is made from petrochemical feed stocks, primarily by the acid-catalyzed hydration of
ethylene, represented by the chemical equation
C2H4 + H2O → CH3CH2OH
The catalyst is most commonly phosphoric acid, adsorbed onto a porous support such as silica
gel or diatomaceous earth. This catalyst was first used for large-scale ethanol production by the
Shell Oil Company in 1947. The reaction is carried out with an excess of high pressure steam at
Page 22
www.olevelmathsandscience.com
Mr Brain Page 22
300 °C. In the U.S., this process was used on an industrial scale by Union Carbide Corporation
and others; but now only LyondellBasell uses it commercially.
b) Fermentation
Ethanol for use in alcoholic beverages, and the vast majority of ethanol for use as fuel is
produced by fermentation. When certain species of yeast (e.g., Saccharomyces cerevisiae)
metabolize sugar they produce ethanol and carbon dioxide. The chemical equations below
summarize the conversion:
C6H12O6 → 2 CH3CH2OH + 2 CO2
C12H22O11 + H2O → 4 CH3CH2OH + 4 CO2
Fermentation is the process of culturing yeast under favorable thermal conditions to produce
alcohol. This process is carried out at around 35–40 °C. Toxicity of ethanol to yeast limits the
ethanol concentration obtainable by brewing; higher concentrations, therefore, are usually
obtained by fortification or distillation. The most ethanol-tolerant strains of yeast can survive
up to approximately 15% ethanol by volume.
To produce ethanol from starchy materials such as cereal grains, the starch must first be
converted into sugars. In brewing beer, this has traditionally been accomplished by allowing the
grain to germinate, or malt, which produces the enzyme amylase. When the malted grain is
mashed, the amylase converts the remaining starches into sugars. For fuel ethanol, the
hydrolysis of starch into glucose can be accomplished more rapidly by treatment with dilute
sulfuric acid, fungally produced amylase, or some combination of the two.
Review Questions:
1. What are the uses of alcohol?
2. What are the advantages and disadvantages of using Alcohol as a fuel?
Case-11) Production of Esters
Fischer esterification or Fischer–Speier esterification is a special type of esterification by
refluxing a carboxylic acid and an alcohol in the presence of an acid catalyst. The reaction was
Page 23
www.olevelmathsandscience.com
Mr Brain Page 23
first described by Emil Fischer and Arthur Speier in 1895.Most carboxylic acids are suitable for
the reaction, but the alcohol should generally be a primary or secondary alkyl. Tertiary alcohols
are prone to elimination, and phenols are usually too unreactive to give useful yields.
Commonly used catalysts for a Fischer esterification include sulfuric acid, tosic acid, and Lewis
acids such as scandium(III) triflate.
Fischer esterification is an example of nucleophilic acyl substitution based on the
electrophilicity of the carbonyl carbon and the nucleophilicity of an alcohol. However,
carboxylic acids tend to be less reactive than esters as electrophiles. Additionally, In dilute
neutral solutions they tend to be deprotonated anions (and thus unreactive as electrophiles).
Though very kinetically slow without any catalysts (most esters are metastable), pure esters will
tend to spontaneously hydrolyse in the presence of water, so when carried out "unaided", high
yields for this reaction is quite unfavourable.
Several steps can be taken to turn this "unfavourable" reaction into a favourable one.
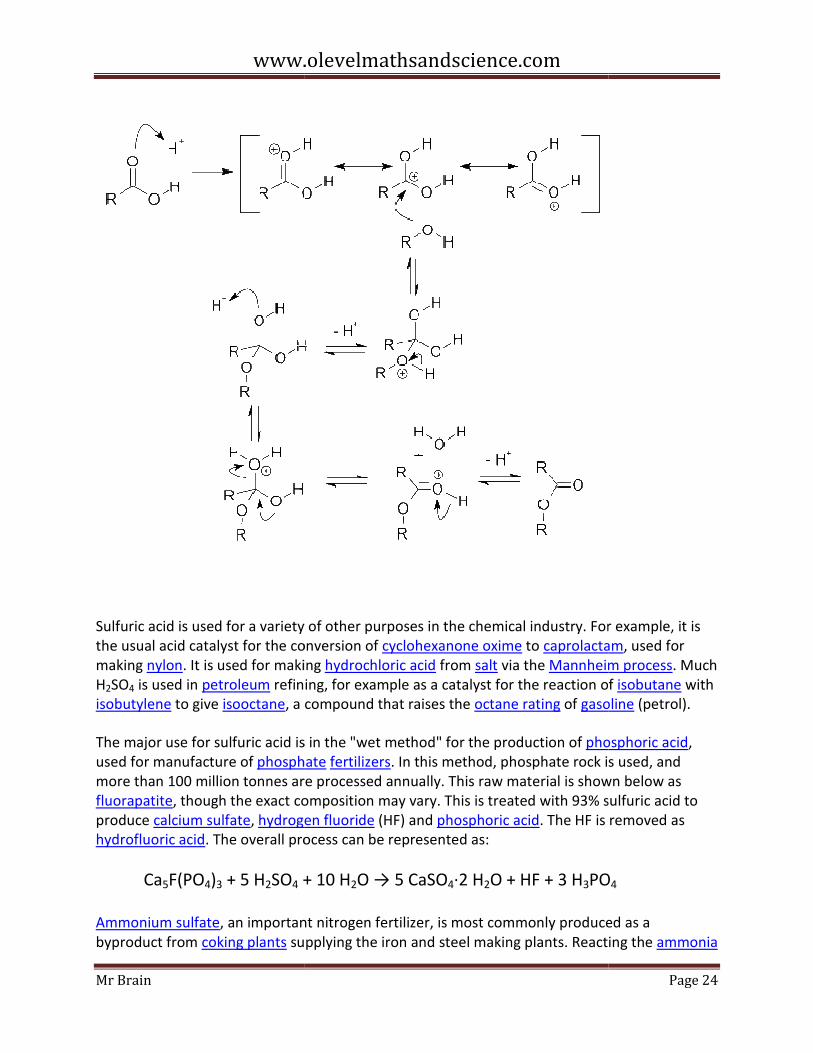
The reaction mechanism for this reaction has several steps:
1. Proton transfer from acid catalyst to carbonyl oxygen increases electrophilicity of carbonyl
carbon.
2. The carbonyl carbon is then attacked by the nucleophilic oxygen atom of the alcohol
3. Proton transfer from the oxonium ion to a second molecule of the alcohol gives an activated
complex
4. Protonation of one of the hydroxyl groups of the activated complex gives a new oxonium ion.
5. Loss of water from this oxonium ion and subsequent deprotonation gives the ester.
A generic mechanism for an acid Fischer esterification is shown below.
Page 24
www.olevelmathsandscience.com
Mr Brain
Sulfuric acid is used for a variety of other purposes in the chemical industry. For example, it is
the usual acid catalyst for the conversion of
making nylon. It is used for making
H2SO4 is used in petroleum refining, for example as a catalyst for the reaction of
isobutylene to give isooctane, a compound that raises the
The major use for sulfuric acid is in the "wet method" for the production of
used for manufacture of phosphate
more than 100 million tonnes are processed annually. This raw material is shown below as
fluorapatite, though the exact composition may vary. This is treated with 93% sulfuric acid to
produce calcium sulfate, hydrogen fluoride
hydrofluoric acid. The overall process can be represented as:
Ca5F(PO4)3 + 5 H2SO4 + 10
Ammonium sulfate, an important nitrogen fertilizer, is most commonly produced as a
byproduct from coking plants supplying the iron and steel making plants. Reacting the
www.olevelmathsandscience.com
uric acid is used for a variety of other purposes in the chemical industry. For example, it is
the usual acid catalyst for the conversion of cyclohexanone oxime to caprolactam
. It is used for making hydrochloric acid from salt via the Mannheim process
refining, for example as a catalyst for the reaction of
, a compound that raises the octane rating of gasoline
The major use for sulfuric acid is in the "wet method" for the production of phosphoric acid
phosphate fertilizers. In this method, phosphate rock is used, and
re processed annually. This raw material is shown below as
, though the exact composition may vary. This is treated with 93% sulfuric acid to
hydrogen fluoride (HF) and phosphoric acid. The HF is removed as
. The overall process can be represented as:
+ 10 H2O → 5 CaSO4·2 H2O + HF + 3 H3PO
, an important nitrogen fertilizer, is most commonly produced as a
supplying the iron and steel making plants. Reacting the
Page 24
uric acid is used for a variety of other purposes in the chemical industry. For example, it is
caprolactam, used for
Mannheim process. Much
refining, for example as a catalyst for the reaction of isobutane with
gasoline (petrol).
phosphoric acid,
. In this method, phosphate rock is used, and
re processed annually. This raw material is shown below as
, though the exact composition may vary. This is treated with 93% sulfuric acid to
. The HF is removed as
PO4
, an important nitrogen fertilizer, is most commonly produced as a
supplying the iron and steel making plants. Reacting the ammonia
Page 25
www.olevelmathsandscience.com
Mr Brain Page 25
produced in the thermal decomposition of coal with waste sulfuric acid allows the ammonia to
be crystallized out as a salt (often brown because of iron contamination) and sold into the agro-
chemicals industry.
Another important use for sulfuric acid is for the manufacture of aluminium sulfate, also known
as paper maker's alum. This can react with small amounts of soap on paper pulp fibers to give
gelatinous aluminium carboxylates, which help to coagulate the pulp fibers into a hard paper
surface. It is also used for making aluminium hydroxide, which is used at water treatment plants
to filter out impurities, as well as to improve the taste of the water. Aluminium sulfate is made
by reacting bauxite with sulfuric acid:
Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O
Sulfuric acid is also important in the manufacture of dyestuffs solutions.
Review Questions:
1. What is the reaction between Conc H2SO4 and Copper?
2. What are other uses of H2SO4?
Case12- d-Block Transition Elements Complexes
Page 26
www.olevelmathsandscience.com
Mr Brain Page 26
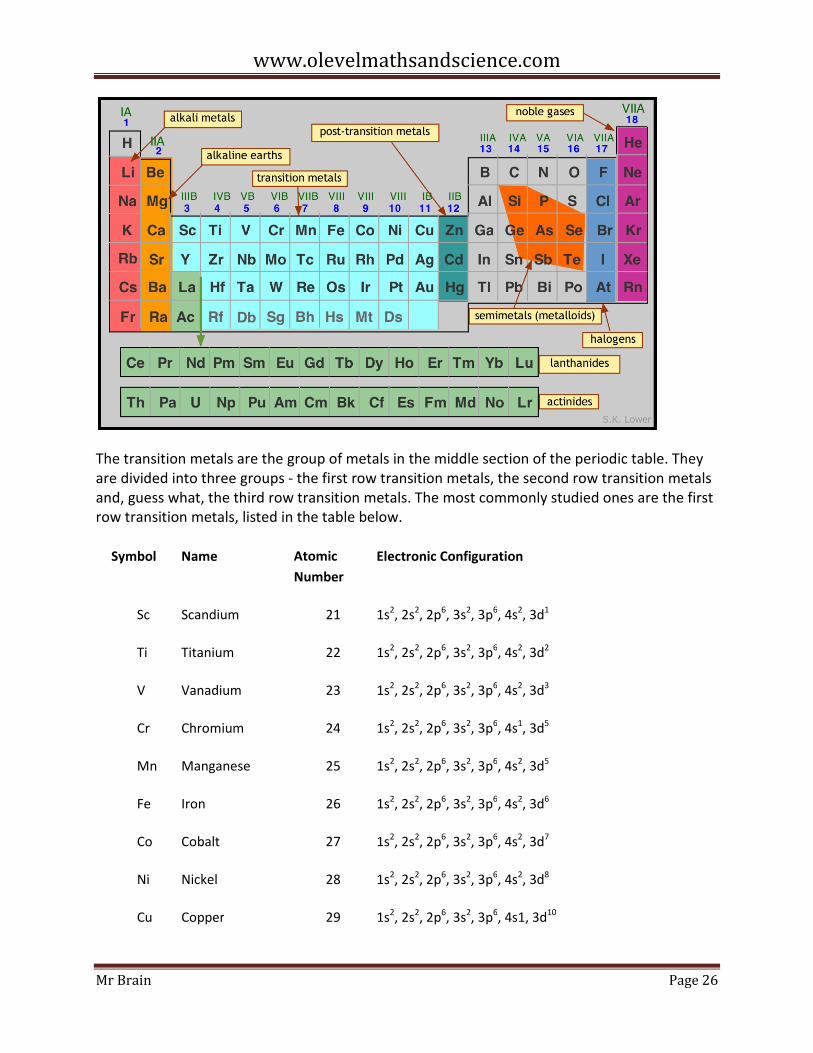
The transition metals are the group of metals in the middle section of the periodic table. They
are divided into three groups - the first row transition metals, the second row transition metals
and, guess what, the third row transition metals. The most commonly studied ones are the first
row transition metals, listed in the table below.
Symbol Name Atomic
Number
Electronic Configuration
Sc Scandium 21 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
1
Ti Titanium 22 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
2
V Vanadium 23 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
3
Cr Chromium 24 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
1, 3d
5
Mn Manganese 25 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
5
Fe Iron 26 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
6
Co Cobalt 27 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
7
Ni Nickel 28 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
8
Cu Copper 29 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s1, 3d
10
Page 27
www.olevelmathsandscience.com
Mr Brain Page 27
Zn Zinc 30 1s2, 2s
2, 2p
6, 3s
2, 3p
6, 4s
2, 3d
10
Why are they called the transition metals? They are the metals which make the transition to
using the d-orbitals for their bonding. Hence they are sometimes called the d-block elements.
(The f-block elements are the ones which make the transition to using their f-orbitals for
bonding.)
All the transition metals have certain properties in common, and exams often ask you to list or
discuss some of these common properties.
• They have a partly filled d-shell either as the element or in their compounds (apart from
Zn).
• They are all metals.
• They are all shiny metals with the typical metallic grey / white colour, except gold, which
is gold coloured, and copper, which is copper coloured.
• They are all good conductors of heat and electricity.
• They have high melting and boiling points.
• Most transition metals form coloured compounds (apart from Sc and Zn).
• They have several stable oxidation states or valencies.
• Many are used as catalysts, either as the metal itself or as some of their compounds.
• They form complex ions, with various co-ordination numbers and geometries.
• Many form compounds which are paramagnetic (have unpaired electrons).
Page 28
www.olevelmathsandscience.com
Mr Brain Page 28
Overall Summary Table to memorize for GCE O Level
Case Catalyst & conditions Application/Processes
1 Finely divided Iron, 450 degree C, High
pressure 250 atm
Haber process for the synthesis of
ammonia gas.
2 Temperatures (450 °C), medium pressures
(1-2 atm), and vanadium(V) oxide (V2O5) Use in 1
st step of Contact process for
making H2SO4 to convert SO2 to SO3.
3 Ceramic elements coated with Platinum
(OA & RA), rhodium(RA) & palladium (OA)
Use in 2/3 ways catalytic convertor of
automobile to remove exhaust gas
pollutants CO, NOx, CxHy
4 Temperature 200 degree C, Nickel Hydrogenation of Alkenes to Alkanes.
5 Free radicals of Chlorine, NO, Bromine
from CFC products in the presence of solar
UV radiation
Root-cause of Ozone layer depletion in
stratosphere
6 Manganese Oxide (MnO2) Decomposition of H2O2 in the
Laboratory to produce Oxygen gas
7 High Temperature 600 degree C,
Aluminum Oxide or Silicon(IV) Oxide
Cracking of heavy Alkanes to hydrogen,
smaller molecule Alkanes or Alkenes.
8 Moderate pressures 10–20 atm and high
temperatures (around 850 °C), Nickel or
Nickel Oxide
In 1st
step of synthesis gas production to
convert methane (natural gas) to CO &
H2 gases.
9 Platinum metal or alloy Used as Fuel cells electrodes’ coating
10 Phosphoric (V) acid, Temperature 300
degree C pressure 60 atm
Industrial process of Alcohol production
by reacting steam with Alkenes.
11 Concentrated Sulphuric Acid Esterification (condensation reaction) of
Alcohol and Carboxylic acid
12 Aqueous ions of Transition metals such as
Copper
Increase speed of reaction between
metals and acids.
------------------End of Summary-----------------