48
glass fines FINAL REPORT Michael Flood Tanmay Bhat Dr Everson Kandare Dr Liam Fennessy Dr Simon Lockrey Dr Areli Avedano Dr Judith Glover

glass finesFinal report
Michael FloodTanmay BhatDr Everson KandareDr Liam Fennessy
Dr Simon LockreyDr Areli AvedanoDr Judith Glover

glass finesfinal report2
glass finesfinal report
3
glass finesFinal report
Michael FloodTanmay BhatDr Everson KandareDr Liam Fennessy
Prepared for Sustainability Victoria
Jean YoungEnvironmental Project Advisor Resource Recovery Strategies & Programs
Dr Simon LockreyDr Areli AvedanoDr Judith Glover
QA Review
Simon Lockrey13th November 2017
Liam Fennessy11th December 2017
Simon Lockrey (1A)13th December 2017
Everson Kandare20th April 2018
Issue and Change Record
13th December 2017Simon Lockrey/ Issue 1 (Draft Report)Change version A
26th May 2018Simon Lockrey / Issue 2 (Final Report)Change version A
ISBN 9780646806983
Simon Lockrey29th April 2018
Liam Fennessy18th May 2018
Simon Lockrey (2A)22th May 2018

glass finesfinal report4
contents
CONTACT
Dr. Areli AvendanoSchool of Architecture and Design RMIT UniversityGPO Box 2476Melbourne VIC 3001
RMIT University would like to thank all external parties for their time and help providing data and industry insights.
We would like to thank Sustainability Victoria, Mark Douglass Designs and Alex Fraser Group for their participation and expertise throughout the project.
Particular thanks are extended to students from the Industrial Design program at RMIT, for their creative inputs which proved invaluable in testing ideas throughout this research.
acknowledgements
Stage 2 application Sampling and Matching 30
Vitrification 34
Application: Vitrified Waste 34
Application: Glass Ceramics 34
Application: Electrical Insulation 35
Application: Glass ceramic composites for
architectural products 36
Application: Thermal energy storage 36
Foaming 37
Application: Filtration 38
Application: Artificial Floating Island 38
Application: Thermal Insulation 38
Application: Agriculture and Aquaculture 38
Application: Humidity Control 39
Application: Electromagnetic Absorbent 39
Application: Light weight Bricks and
Building Products 39
Glass Microspheres 40
Application: Hydrogen Generation
& Storage 40
Application: Alternative to
Plastic Microbeads 40
Application: Concrete Aggregate 40
Abstract 8
Project Scope 11
project Methodology 13
Stage 1
Material Characterisation (Material Science)
and Process Conceptualisation 14
Stage 2
Application Sampling and
Accelerated Matching Process 17
Results and Discussion 19
Stage 1 Material Characterisation 20
Properties of Glass 20
Glass Waste Issues 21
Glass Fines Definition 23
Glass Fines Characterisation 24
Results and Discussion:
Stage 1 Process Conceptualisation 26
Cleaning Waste Glass 26
Removing Heavy Metals / Colours 29

Ceramics 41
Application: Tiles 41
Application: Bricks 41
Application: Porcelain 41
Application: Stoneware 41
Application: Glazes 41
Cementitious Materials 42
Application: Concrete 42
Application: Ultra High-Performance
Concrete 42
Application: Mortar 42
Application: Aesthetic and
Transparent Concretes 43
Application: Alkaline Cement
(Geopolymer) 43
Application: Water Glass 43
Application: Bio-cement 43
Application: Cementitious Glass 44
Application: Iron Carbonate Concrete 44
raw Fines 45
Application: Filtration 45
Application: Beach replenishment
and bioremediation 45
Decorative aggregates 45
Application: Fly Ash, Portland Cement,
and Glass Aggregate 45
Application: Gypsum-Acrylic
Glass Composite Solid Surface
Materials 46
artisanal Uses 52
Application: Marving 52
Application: Fusing 52
Application: Lamination 52
Filament pulling or Drawing 54
Fused Glass Fines 55
Application: Artificial Reef and
Cultch Structures 55
Application: Sea-Grass Meadow
Erosion Control 55
Application: Alternative to Granitic Sand for
Landscaping and Weed Suppression 56
Application: Interior Products 56
Mycelium Biocomposites 57
nano applications 60
Future Opportunities 61
Conclusion 72
References 74
Glossary 81
Appendix A 83

glass finesfinal report8
glass finesfinal report
9
abstract
Glass fines are a hard waste to sort and the lowest value in the mixed waste stream due to their size, colour mix, and the range of non-glass contaminates that are additionally a part of the recovery system.
glass finesfinal report
9
In Australia, over 1.3 million tons of packaging glass
is consumed per annum. Each year only around
40% of the used glass in this pool is recovered
nationally via a complex system of collection,
sorting and re-processing. The shortfalls in used
glass recovery are system wide; beginning at the
point of resource degradation through commingled
kerbside recycling collection, and extending right
through to the various regulatory frameworks and
commercial imperatives that impact recovered
glass commodity values, and ultimately recycling
rates. When this system is combined with an influx
of imported packaging glass, often of a lower
cost than locally recycled or produced glass, the
capacity for increasing the rate of glass recovery
becomes a significant challenge.
Throughout the recovery process, glass packaging
is progressively broken into ever smaller pieces
called cullet. Cullet develops as glass packaging
moves from the point of consumption to binning,
collection and transportation to material
reprocessing facilities. At each stage along this path
the size of glass cullet is broken down further and
mixed with small particles from other waste streams
caught in the process, to eventually form what is
known as glass fines. Glass fines are a hard waste
to sort and the lowest value in the mixed waste
stream due to their size, colour mix, and the range
of non-glass contaminates that are additionally a
part of the recovery system. Despite the high value
the public holds for glass recycling, glass fines
are in fact a by-product of a recovery process that
enables the systemic degradation of an otherwise
perfectly recyclable material.
As a waste stream glass fines present a paradox,
where they contain an extraordinary amount of
embodied energy and highly refined silica, but
they have a marginal resource value as they are
unable to serve as feed stock for conventional glass
manufacturing. While glass fines can be largely
seen as a by-product of an ineffective mixed waste
recovery and sorting process, they are also actively
generated by the same system as a solution to
other pressures. For instance, when the commodity
market for recycled glass is strong the glass fines
are largely produced as by-product that the process
attempts to limit through complex sorting chains.
However, when the commodity value of recycled
glass is low (due to silica being cheap, or a glut
of recovered glass), otherwise easily sortable and
recyclable glass cullet is frequently crushed and
mixed with glass fines further reducing its value.
Such outcomes are compounded by poor regulatory
frameworks, low virgin material prices, and a
steady stream of imported material into an already
saturated glass manufacturing system.

glass finesfinal report10
glass finesfinal report
11
While glass fines are produced through the mixed
waste recovery and have particular limitations
as a conventional recycled commodity, they
offer a number of key opportunities for recycling
industries. As such, RMIT University’s Industrial
Design and Engineering disciplines partnered
with Alex Fraser Group and glass designer Mark
Douglass, to examine two fundamental issues
related to increased use of recovered glass fines:
1. The conceptualisation of innovative and
alternative processing approaches for producing
higher quality glass fines.
2. Identifying ‘fit-for-purpose’ applications for glass
fines for various industries, enabled by alternative
processes identified during the research.
This report details key findings of research
undertaken in two stages, aimed at addressing
the points above. Stage 1 consisted of the
characterisation and the conceptualisation of
thermo-mechanical and cost-effective quality
enhancement processing of glass fines. Stage 2
used a ‘market-pull strategy’ through the design-led
sampling of novel product and process applications
including, but not limited to: nano-enhanced
glass fines for decorative and structural products;
processes to inform the extraction of silica anodes
from waste glass; and an accelerated matching
process for testing ‘fit-for-purpose’ applications
in unexplored industries or markets. These stages
of research were designed to identify ‘application
appropriate’ methods for yielding high purity
glass fines, and to increase their uptake in re-
manufacturing. As the project progressed, the
research team gave a more specific focus to the
integration of novel cleaning and manufacturing
processes appropriate for various applications
and markets. Applications of interest that were
identified included; high-value consumer products;
construction materials; and products/materials for
civil engineering and environmental applications.
glass finesfinal report10
project scope

glass finesfinal report12
glass finesfinal report
13
project methodology
Given the complexity and scale of the waste
glass problem, and the nascent industrial need
for glass fines as a key material for manufacture,
a multidisciplinary approach was required for
this research. Bringing together experts in
industrial design, material science, engineering
and sustainable systems, the project team sought
to identify new opportunities for glass fines
repurposing. Two key industry partners, that
represent separate ends of the repurposed glass
fines use, were engaged in the project to test the
viability of processes and applications in an
iterative manner.
Mark Douglass Designs is an artisanal glass-works.
Mark has decades of experience in low volume
glass product manufacture, bespoke architectural
glasswork, and small-scale glass recycling with
significant expertise in production processes.
alex Fraser Group is a major company in the
demolition and urban waste mining industries. The
Group has contracts to stockpile un-processed
glass fines and produce glass sand used in various
road-base and drainage applications.
With these participants, we sought to address the
complete glass fines recovery process and the wide
array of opportunities for reuse. Research included
examination of appropriate cleaning processes
through to the development of new product and
material applications. Design thinking methods,
detailed in the next section, were applied to
tackle the complexity of glass fines recovery and
repurposing from both the system and application
perspectives. Useful in that design thinking
recognises that the problem at hand is unique
and does not have definitive conditions (Clune &
Lockrey, 2014); selected design methodologies
enabled the research team to explore multiple
avenues through practical and iterative processes
to achieve innovative outputs.
The first stage of the project was multi-faceted.
A thorough literature review was undertaken
to catalogue cleaning technologies, processes
and known applications related to glass waste.
Concurrently Dr Everson Kandare performed
a series of experiments to characterise (i.e.
identify the constituent materials) glass fines
control samples provided by the Alex Fraser
Group. Kandare and his team also ran a range of
application-based experiments, alongside their
evaluating a thermal cleaning hypothesis. Finally,
Dr Liam Fennessy conducted a practical design
research studio with Mark Douglass Designs and 18
undergraduate Industrial Design and Engineering
students supported by Dr Simon Lockrey and
Dr Judith Glover. The studio involved the
combination of intensive design methods with the
industry partners, to rapidly develop, design, test
and evaluate the efficacy of numerous applications
for repurposed glass fines. The following section
details the research methodology applied to
undertaking this research.

glass finesfinal report14
glass finesfinal report
15
This glass fines research project was divided into
two main stages being:
1. Material characterisation and process
conceptualisation, and
2. Application sampling and accelerated matching
process.
Material characterisation consisted of identifying
the constituent elements within a control batch of
glass fines procured from the Alex Fraser Group
stockpile. Process conceptualisation involved the
design of innovative and alternative processing
approaches for enhancing the quality of glass fines
post recovery.
Application sampling and accelerated matching
consisted of conceptualising ‘fit-for- purpose’
applications for glass fines for different industries,
enabled by alternative processes or markets.
The following sub-sections provide details of the
key activities undertaken in each stage:
STAGe 1 Material Characterisation (Material Science) and process Conceptualisation
Glass fines characterisation involved a detailed
material description of both raw and enhanced
glass-fines, thereby providing industry with reliable
material specifications. Alex Fraser Group provided
a range of glass fines samples from across their
glass fines pool at their Laverton North (VIC) site,
and technical advice about the samples. For the
first task of Stage 1, the RMIT School of Engineering
team conducted a series of laboratory tests on the
glass fines samples including:
a) A chemical assay for the characterisation of
glass fines using an appropriate technique.
b) Thermogravimetric analysis (TGA) to assess the
levels of toxicity and feasibility for safe large-
scale operations.
c) Experimentation with furnace thermal based
techniques to separate (either by melting
or decomposition) elements, including
contaminants, attached to the glass fines.
d) Experimentation through mechanical techniques
to separate any elements that do not decompose
at elevated temperatures.
e) Analysis of the preliminary results from the
chemical assay and TGA experiments.
A summary of the processes undertaken for each of
these experiments are outlined below.
a) Chemical assay for the characterisation of
glass fines
• Due to the unavailability of the X-ray
Fluorescence (XRF), elemental analysis
was performed using an FEI Quanta 200
Environmental Scanning Electron Microscope
with an Oxford X-MaxN 20 Energy Dispersive
X-ray Spectrometer (EDS) attached. The EDS
data was collected under an accelerating
voltage of 30 kV and a spot size of 5 with the
subsequent spectra analysis performed using
AZtecEnergy EDS software.
• The received (un-processed) or heat treated
glass fines were mounted onto an electrically
conductive carbon tape for SEM analysis.
• Due to the variation in the constituents of
the glass fines, multiple specimens were
prepared to provide a representative
mapping.
• The prepared discs were then analysed using
the EDS to generate spectrographs and the
amount of chemical species present in the
glass fines was determined.
b) Thermogravimetric analysis (TGA) to assess the
levels of toxicity and feasibility for safe large-
scale operations:
• The as-received and heat-treated glass fines
were ground into a fine powder form.
• The powder was loaded into a TGA
instrument to measure the changes in the
mass with increasing temperature. TGA
experiments were carried out between 25°C
and 800°C at a heating rate of 10°C/ minute.
Heating the sample to 800°C and cooling the
instrument using forced cold air requires a
total of 2 hours.
• The test materials (as-received and heat-
treated) were tested multiple times to
determine their average thermal degradation
behaviours.
• TGA experiments were conducted under
different conditions including varied
atmospheres (e.g. air and nitrogen).
• These processes were repeated throughout
the project to verify the effects of thermal
treatment on the thermal degradation of the
glass fine contaminants.
c) Experimentation with furnace-thermal based
techniques to separate (either by melting
or decomposition) elements, including
contaminants, attached to the glass fines:
• Once the thermal degradation behaviour of
the glass fines were ascertained using the
TGA instrument, the conditions that yield
the least contaminated glass fines were
replicated on a larger scale using the furnace
with an attached extractor fan. However, to
achieve the same outcomes as those realized
glass finesfinal report16
glass finesfinal report
17
under TGA conditions, some parametric
alterations were required including the
placements of glass fines in a pre-heated
furnace.
• A number of trials were carried out before
a particular heat treatment procedure
was selected. This exercise required
approximately four weeks of iterative
refinement, and once the most effective
thermal treatment procedure was
determined; all the glass fines were treated
following an identical procedure.
d) Experimentation through mechanical techniques
to separate any elements that do not decompose
at elevated temperatures:
• Mechanical separation experiments were
conducted together with the experiments
described in letter (c) above.
e) Analysis of the preliminary results from SEM and
TGA experimental work:
• From the tests above, a conceptualisation
of glass fines quality enhancement and
cleaning processes was developed to
both inform current practices, and to
highlight new cost-effective operations as
potential new opportunities.
The RMIT Industrial Design and the Engineering
teams also conducted the following tasks in this
Stage 1:
a) An extensive literature review of glass fines
quality enhancement/ cleaning.
b) Brainstorming and research of viable glass fines
quality enhancement processes.
c) Experimentation and concept development of
glass fines quality enhancement process.
d) Process testing and design specification.
Results from the tasks above were designed to
assist in obtaining high quality raw materials
extracted from the un-processed glass fines, and to
test insights in view of new business streams for the
Australian recycling industry.
STAGe 2 application Sampling and accelerated Matching process
In consultation with the industry partners Alex
Fraser Group and Mark Douglass Designs, Stage
2 consisted of a variety of technical and design
activities undertaken to reveal new opportunities
for the use of glass fines. Specific focus was given
to the relationship between manufacturing process
inputs, market value propositions, and the unique
qualities of glass fines. The speed and breadth of
these research activities helped the team identify
errors and limitations of different opportunities to
fast track paths for application development.
The first task in Stage 2 investigated opportunities
for nano-enhanced glass fines. This task was
conducted by the RMIT Engineering team, and
consisted of:
a) The creation of surface-modified glass fines
particles through the use of the TGA equipment
enabling the variation of thermal treatment
parameters. Following the thermal treatment
process, SEM images from multiple test samples
were collected to determine the nature of the
glass fines surfaces.
b) A sampling of various engineered composites
for high-end applications led to the development
of gypsum composite materials incorporating
modified glass fines. This involved composite
manufacturing activities at RMIT University and
a series of trials before a viable manufacturing
process could be determined.
c) The mechanical integrity and suitability of the
developed gypsum/glass fines engineered
composites for use in semi-structural
applications (e.g. kitchen bench tops and
decorative tiles) was evaluated through a series
of compression mode mechanical tests carried
out by the RMIT Engineering team.
In a second task for Stage 2, the viability of the
extraction of silica anodes from glass fines was
explored with the Mark Douglass Design glass-
works in Kensington (VIC).
Finally, an accelerated matching task was
conducted by the RMIT Industrial Design team.
Activities conducted and documented included:
a) An extensive literature review of viable glass
fines processing techniques and applications.
b) An exploration of plausible and impactful uses
for glass fines (both processed and raw) as
material substitutes for a range of pre-existing
applications.
c) An exploration of novel applications for
glass fines in markets yet to be identified as
opportunities.
d) A 14-week undergraduate design studio (an
industry embedded course, RMIT course code
GRAP-1034) with Industrial Design/ Engineering
students to research, develop and design
a variety of potential applications. Design
methods included:
Results from the tasks were designed to assist in obtaining high quality raw materials extracted from the un-processed glass fines, and to test insights in view of new business streams for the Australian recycling industry.

glass finesfinal report18
glass finesfinal report
19
• A hackathon with Industrial Design students
where the characteristics, qualities and
available volumes of the glass fines
were linked to a wide range of impactful
applications in areas including civil
infrastructure, bio- remediation, construction
industries, product manufacture, and
agricultural and aquaculture industries to
reveal concept directions.
• Building on hackathon findings in the form
of collaborative design sprints to research,
develop, design and test application
opportunities and limitations.
• A week-long prototyping intensive (held
at RMIT University) to experiment with
processing and separation methods, and to
explore and produce a range of glass fines
composite materials and the use of glass
fines as decorative aggregates and bulking
agents in cast and cured materials including,
but not limited to, gypsum acrylic resins,
fly ash cements, cementitious glass, and
Portland cements.
• A week-long prototyping intensive to
experiment with methods of hot processing
the glass fines at Mark Douglass Design
glass works. This included process of fusing,
filament pulling, laminating, marving, casting,
roll and pinch forming and blowing.
• Students built on their learning from
the hackathon, design sprints and two
prototyping intensives to further develop
‘fit-for-purpose’ applications in unexplored
industries. Through this, students developed
linkages between academia, the glass fines
industry, and other sectors of industry
presently peripheral but with future capacity
as net consumers of quality enhanced glass
fines or glass fines products.
Stage 2 aimed to generate and test a breadth
of plausible uses for waste glass with two key
agendas:
1. To link cleaning and sorting methods appropriate
to application requirements to ensure
investments in post recovery processing are well
targeted; and,
2. To ensure through design ways to ensure
that waste glass materials used in specific
applications provide benefits over and above
commodity prices, including, but not limited
to, net sustainability values, durability, and
aesthetic qualities.
As the markets for repurposed glass fines are yet
undeveloped, such an approach sought to provide
tangible insights for businesses and investors on
the use of waste glass as a low cost but high value
material. Ultimately the research team hopes the
research findings, discussed in the next section, will
be exploited to fast track the full development of
new applications.
results and discussions

glass finesfinal report20
glass finesfinal report
21
StaGe 1 Material Characterisation
properties of Glass
Glass is made from a mixture of different oxides
and the common glass types have varying chemical
compositions. The table below, adapted from
Rincon et al (2016), summarises the typical chemical
constituents for common glass types.
The primary composition of recycled glass within
this study is that of soda lime glass as it is the
dominant glass type used in food and beverage
lime glass exhibits various states of transparency,
reasonable strength, a rapid phase change from hot
and pliable to solid state, and predictability making
it the ideal glass for packaging applications.
Glass Waste issues
In Australia, over 1.3 million tons of packaging
glass moves through consumption to waste
and recovery systems each year (Industry Edge
& Equilibrium OMG, 2015). Of this volume
approximately 40% is recovered for the purpose of
recycling. Compounding an already low recovery
rate imported empty glass containers, food and
beverages packaged in glass have spiked sharply
in recent years, adding large volumes of additional
virgin glass into an already saturated glass cullet
market (Industry Edge & Equilibrium OMG, 2015).
Most glass waste is generated in domestic and
hospitality settings, and recovered through co-
mingled kerbside collection. The problems with
recovering waste glass begin at kerbside collection,
where the glass gets broken into small pieces
during binning, collection and transport, and is
mixed with all manner of the other waste materials
before it is separated at a material recovery facility
(MRF) (Fowler, 2015). Glass packaging once broken
is the hardest waste to sort, the lowest by value in
the mixed waste stream, and contaminates other
more valuable streams in the process (Sustainability
Victoria, 2015). As the heaviest fraction of the
municipal mixed waste stream, the costs incurred
when transporting glass waste are highest
(Sustainability Victoria, 2015), and its sharp edges
wear down MRF increasing maintenance costs
oxide Soda lime Glass
Borosilicate Glass
Crt panel Crt Funnel lCD Glass Fluorescent lamps
SiO2 70.8 72 57.87-60.7 51.5-54.1 61.2 67.9
Al2O3 2.4 7 1.7-3.76 1.80-3.21 16.3 2.26
Na2O 13 6 7.5-12.89 6.20-10.21 - 17.5
K2O 1.1 2 6.9-7.29 8.2-9.47 - 1.6
CaO 9.4 1 0.1 3.5-3.77 1.5 5.09
MgO 2.1 - - 1.43 1.16 2.96
BaO 0.2 <0.1 7.95-9.90 0.8-1.28 0.94
Fe2O3 0.3 - 0.22 0.13 B.D. 0.08
MnO - - - - -
B2O3 0.12 12 - - 10.72 -
PbO 0.07 - 0.01-0.02 18.40-22.00 - 0.79
ZnO 0.12 - 0.63 0.41 - -
SrO - - 8.06 0.7-0.89 -
As2O3 0.02 - - - - -
Sb2O3 0.01 - - - - 0.08
Cr2O3 - - - - -
Table 1 Chemical composition of different glasses(adapted from Rincon et al, 2016)
and downtime (Fowler, 2015), and thus limiting
throughput of all recyclable waste streams.
Although glass is 100% recyclable, glass packaging
waste is a very specific form of glass, designed to
melt, flow and freeze within highly sophisticated
mass manufacturing systems. As such there
are limits to its potential outside of its primary
established market (recycled glass packaging
manufacture), which when combined with a steady
flow of imported glass containers contributes to
waste processors being forced to stockpile the
material (Meldrum- Hanna et al., 2017). Glass
recyclers require a highly purified and colour
sorted feedstock to reprocess the glass waste into
new containers, adding an even higher cost to
MRF operators (Fowler, 2015). These operational
issues in combination with increasing importation
of glass containers from Asia challenge the
economic viability of many glass waste recycling
operations in Australia (Davis, 2017). The only
notable exception to this confluence of technical
constraints and oversupply is in South Australia,
where a container collection scheme incentivises
careful post-consumption collection by way of
a financial redemption or deposit model. Only
unbroken bottles can be redeemed for money and
bottles are sorted by colour at point of collection
for cullet production and returned into the glass
manufacturing sector. Unlike other States that
use co-mingled municipal collection models the
South Australian approach has practically avoided
the issue of glass fines generation within its MRF
systems (Davis, 2017).
packaging. The use of soda lime glass is well
established in industry and has been a staple of
the packaging industry for generations due to
its favourable properties. Biologically inert, this
variety of glass when used for food and beverage
packaging does not alter the taste of its contents
over time during storage, and can be readily
coloured to reduce the impact of light on its
contents. Developed for the speed and quality of
output in mass manufacturing processes, soda

glass finesfinal report22
glass finesfinal report
23
While all recycled commodities have economic
peaks and troughs in their markets, the public
perception of the efficacy of recycling systems
has significant weight. In August 2017, ABC’s
Four Corners aired an expose on the billion-
dollar waste management industry in Australia.
It showed the fallout of shifts in the value of key
materials collected and processed in this industry,
and how the unfavourable economics of glass
recycling have forced waste contractors to cease
glass throughput. The consequence of this is
hundreds of thousands of tonnes of glass waste
stored in warehouses, or in large piles outdoors.
Where the stockpiling of waste is illegal, or is cost
prohibitive, strategies that seem counter to the
public perception of recycling can occur. Waste
and recycling contractors admitted to various
strategies including landfilling large volumes of
recovered glass, sending it overseas, or trucking
it interstate to be similarly stockpiled for future
recycling (Meldrum-Hanna et al., 2017). The market
conditions for recycled glass are so tenuous that
problems go beyond the glass fines issue. Glass
cullet, the larger and readily sortable pieces of
broken glass which are useable in traditional glass
applications, is also being stockpiled, exported or
crushed into fines. While industry and government
bodies have been aware of a stockpiling problem
for quite some time (Davis, 2017), now that
the situation has public attention, pressure is
mounting for industry to find new solutions. It is
an opportune time for investment in the research
and development of new markets to harness this
underutilized resource.
The glass waste problem is the confluence of
steady demand for glass packaging in the local
food and alcoholic beverage industries (Ibis World,
2017), a low economic material value, over supply
of cullet, and regulation that encourages poor
waste management practices at the other end of
the recycling system. However, while much of the
focus is in major urban centres, where consumption
and collection are at their highest, the glass
packaging of regional and remote communities
is even less likely to be processed effectively,
given the additional transportation costs required
for adequate recovery. The problem is further
amplified for many waste contractors that are
locked into multi-year contracts with regional
councils (Meldrum-Hanna et al., 2017) where
the cumulative costs of collecting and sorting
a material of such low value has them operating
at a loss. When stable, the commodity value of
glass cullet offsets the high costs of transporting
heavy glass waste to and from centralized MRF
facilities. There are suggestions that regional
communities ought to no longer recycle glass after
these contracts are up, and divert to landfill instead
(Meldrum-Hanna et al., 2017).
However, opportunities exist in reprocessing glass
waste into high value materials for manufacture into
products at, or near, the source of collection where
the impost of transport costs may be mitigated
through value adding activities. New localised
glass repurposing and manufacturing approaches
may provide opportunities to stimulate regional
businesses in the future, particularly if they are tied
into supporting local communities or supplying key
re-purposed glass materials for regional industries.
Glass Fines Definition
Throughout the rather coarse processes of the co-
mingled recycling system, glass bottles are broken
up into smaller and smaller pieces. Once collected
and delivered to a MRF, non-glass recyclables (i.e.
paper, plastics and metals) are separated along
sorting lines and full bottles, jars, and cullet are
typically diverted by colour to be introduced back
into glass packaging recycling. Glass which is either
too small a size to easily collect, or a non-recyclable
glass type, is not diverted for recycling. Glass not
collected for recycling is often mixed with other
hard to remove contaminants such as ceramics,
which are not diverted in the sorting process. The
remaining glass particles, typically of a certain
size (smaller than 10 mm), mixed colours and with
a variety of non-glass contaminants, are removed
from the sorting system all together.
Depending on the age of the recovery facility,
glass particles can be up to 15mm in size (Zeiger,
2014) but generally glass fines are below 10mm
in size (Sustainability Victoria, 2015). These
particles, defined as glass fines, are primarily
made up of soda lime glass from a mix of grades,
colours and freeze points, which while similar, are
incompatible if returned to a conventional glass
packaging manufacture. Aside from being made
of odd mixed grades of soda lime glass, glass fines
are typically contaminated with a range of other
components of the waste stream. Small particles
of ceramics, stones and porcelain (CSP), melamine
and other plastics not removed in sorting, as well
as organics. Organics derive from paper labelling,
glues, and food residue including sugars yeast. The
combination of non-glass particles in glass fines
make them unfit for direct input into conventional
recycling back into the glass industry (Sustainability
Victoria, 2015).
Glass fines differ from glass cullet, in that cullet is
glass that has been through the recycling stream,
cleaned of contaminants, sorted into respective
colour grades and crushed to specific sizes ready to
be put back into the glass manufacturing industry
as a recycled commodity portion (Sustainability
Victoria, 2015). Even though the process of sorting
recycled glass types into cullet is a well-established
practice, when there is very low market demand
for cullet some recyclers stockpile it along with
low value glass fines in the hope of some future
recycling potential. Others send it to landfill, or
export it for recycling in other parts of the world
(Meldrum-Hanna et al., 2017). While systems and
While all recycled commodities have economic peaks and troughs in their markets, the public perception of the efficacy of recycling systems has significant weight.

glass finesfinal report24
glass finesfinal report
25
markets for reusing cullet are in place, it typically
represents around 48% of the glass that goes
through MRFs (Sustainability Victoria, 2015). The
remainder is classified as glass fines, and by volume
represents a significant and underutilized resource.
This otherwise unutilised material could be used
for range of potential low cost, high value product
development opportunities.
Glass Fines Characterisation
To assess the levels of organic contaminants and
feasibility for safe large-scale operations as, a
series of technical explorations were undertaken
to ascertain the characteristics of glass fines.
Thermogravimetric analysis was conducted on
varied batches of glass fines in oxidative (e.g. air)
and inert (e.g. nitrogen) environments at various
heating rates ranging between 10°C and 50 °C/
min using the Pyris 1 TGA instrument. The TGA
data was then used to determine the decomposition
onset temperatures of the contaminants under
oxidative and inert environments. As shown in
Figure 1, the onset of thermal decomposition for
the organic contaminants began at temperatures
between 220°C and 250°C. Following the onset
of decomposition, material oxidation resulted in
the formation of a primary carbonaceous char
at temperatures ranging between 450°C and
550°C. The primary carbonaceous char was fully
oxidized at temperatures greater than 550°C. Thus,
the TGA experiments were successfully used to
identify and quantify organic surface contaminants
and establish their thermal decomposition
temperatures.
Based on the results obtained from TGA, small-
scale isothermal heating tests were conducted
using the same equipment to simulate the practical
methodology for large-scale operations. As-
received glass fines were isothermally-treated
at temperatures ranging from 250°C to 550°C
for up to 90 minutes. The data collected through
isothermal tests suggested that large-scale (e.g.
gram quantity) thermal treatments be carried out at
550°C for 15 minutes inside a conventional furnace.
In undertaking the characterisation, organic and
inorganic contaminants in multiple batches of
as-received and heat-treated glass fines were
identified and quantified using chemical assay
techniques. Due to the unavailability of the X-ray
Fluorescence (XRF), elemental analysis was
performed using an FEI Quanta 200 Environmental
Scanning Electron Microscope with an Oxford
X-MaxN 20 Energy Dispersive X-ray Spectrometer
(EDS) attached to the apparatus. The EDS data
was collected under an accelerating voltage of
30 kV and a spot size of 5 with the subsequent
spectra analysis performed using AZtecEnergy
EDS software. Major surface contaminants of glass
fines were identified to be composed of carbon
(C), sodium (Na), calcium (Ca), sulphur (S), iron (Fe),
potassium (K), aluminium (Al), and chlorine (Cl) as
shown in Figure 2 below.
The amount of carbon identified using EDS were
between 30–35% by weight, suggesting that the
primary contaminants of the supplied glass fines
are organic materials. Heat treated glass fines
revealed low levels or trace amounts of ferrous
and non-ferrous metals. While these inorganic
contaminants are minimal in terms of the total
characterisation, mechanical separation techniques
were investigated to explore ways of achieving
a total glass material free of contaminates that
might impact repurposing opportunities. While
magnets were used to separate ferrous particles
from the recovered glass fines in this analysis (an
approach that us easily deployed in large scale
separation), non-ferrous metals may require optical
identification and either mechanical, pneumatic,
eddy current or electrostatic segregation.
Figure 1 TGA mass loss curve of the organic contaminants
600 700
100
100 200 300
Temperature (°C)
Remaining Mass (%)
400 500
80
60
40
20
0
This otherwise unutilised material could be used for a range of potential low cost, high value product development opportunities.

glass finesfinal report26
glass finesfinal report
27
StaGe 1 process Conceptualisation
Cleaning Waste Glass
In conventional MRFs, waste separation is a
subtractive process that starts with a mixed
waste of paper, plastic, metals, and glass. Waste
materials are conveyed through a sequence of
steps that finishes with a heavy fraction primarily
composed of contaminated glass. Ferrous metals
are removed by large magnets, and non-ferrous
metals through eddy current devices, while plastic
and paper are removed using negative or positive
air pressure systems. These steps occur in a variety
of sequences depending on the specifications
waste in a cost-effective manner (Farcomeni
et al., 2008), or to find new markets for CSP
contaminated glass fines where the contamination
is inconsequential to the application.
Researchers and recycling technology developers
around the world have employed all known forms of
optic identification to try and refine contaminated
glass waste. These include, but are not limited to
X-ray fluorescence (XRF), infrared (IR), ultraviolet
(UV), digital imaging and spectroscopy (Beerkens
et al., 2011). Manufacturers of recycling system
equipment often use a combination of techniques
to ensure viable contaminant capture rates. For
instance, Redwave, a German manufacturer, uses
IR sensors to isolate ceramics, minerals, porcelain
and metals, XRF to separate out glasses with
different chemistries like window or leaded glass,
and digital imaging to separate by colour (JDM,
2013). However, while material types present
one particular issue, the size of material particles
present another. Redwave’s machines, like those
of many other manufacturers, have a threshold
for particles of 8mm in size and therefore are not
currently suitable to process fines (JDM, 2013).
Although automatic identification and sorting
systems work adequately for glass cullet, the
efficiency falls dramatically when trying to sort the
smaller particles that constitute glass fines (Zeiger,
2014). Additionally, the smaller particle size of glass
fines poses unique problems for the conveying
systems essential in any MRF particularly when it
has moisture content above 2% or when the glass is
unclean as it inhibits the capacity of optical sensors
(Zeiger, 2014).
Figure 2eDS elemental analysis of the as-received and heat treated glass fines (temperature of 550°C for 15 min in air)
60
As received
Heat treated
45
30
15
C O Si Ca Na Al Fe Cl K Cu S Mg0
of the MRF, the typical waste composition, and
the various technologies employed at either end
of the MRF. Typically, what remains after the
separation sequence is a heavy material fraction
primarily composed of soda lime glass, but
contaminated with ceramics, stones and porcelain
(CSP), borosilicate and other non-recyclable glass
types. These contaminants are troublesome to
remove because of their chemical and geometrical
similarity to the soda lime glass. The biggest issue
facing MRF operators and the glass recycling
industry the removal of the CSP from the glass
While advanced electro-mechanical sorting
systems provide a strong platform for contaminant
separation, mechanical biological treatment (MBT)
systems offer a low-cost alternative solution for part
processing glass fines that have been removed from
conventional sorting due the technical limitations of
the particular MRF. In MBT systems glass fines are
processed biologically in digester tanks or piles that
are easily integrated into waste recovery facilities.
These systems can have energy recovery systems
(yeast or bacterial battery systems) plugged
into the sorting process, to generate electricity
through bacterial action that can be put back
into MRF operations. In an MBT system, organics
are removed through composting or anaerobic
digestion process that then rejects inorganic
materials (glass) to be collected. Researchers
found that rejected inorganic portion to be made
up of 80% glass between 10 mm and 2 mm in size,
with the rest being stones and unrecyclable glass
ceramics (Dias et al., 2012). When looking into
the inorganic residue rejected from MBTs across
Portugal, Dias et al found that the geometric
shape of the fines is different between the glass
and contaminants (glass being flatter and stones
being rounder). From this discovery the RecGlass
device has been developed that can separate glass
fines from other contaminants between 4-12 mm
with a success rate of 80% (Carvalho, et al., 2015).
Working by way of an inclined, vibrating conveyor
belt where the round stones fall downwards, and
flat particles are conveyed upwards, this system
presents significant efficiency gains for a new
generation of MRFs. When coupled with an optical
sorter the RecGlass system can differentiate

glass finesfinal report28
glass finesfinal report
29
between opaque and translucent particles resulting
in a very promising 99% purity of soda lime glass
recovery from contaminated source feeds (Dias et
al., 2015).
Similarly, researchers have adapted hyper spectral
imaging technologies to identify and separate CSP
in glass cullet. This technology works by combining
a digital camera with a spectrograph, measuring
the reflectance spectra of mixed cullet in the mid
and near infrared range. As it is harder to identify
amber coloured glass because of its lower levels
of reflectance in comparison to white glass, this
technique offers tangible advantages by sensing
difference between glass colour types (Bonifazi &
Serranti 2006). With hybrid camera-spectrograph
research, another team explored alternate ways
to interpret spectrographic readings and found
new methods that were independent of size,
colour and dirtiness proving applicability for glass
fines processing (Farcomeni et al., 2008). Other
researchers have used Raman spectrography to
identify sources of mineral and fireproof glasses
from soda lime glass fines, but found that the
scanning speeds were too slow for the process
to be commercialized (De Biasio et al., 2011).
Collectively this research shows that technologies
to sort and clean glass fines to a state ready for
remanufacture into glass bottles do exist, but
typically only through high resolution automatic
sorting machines designed specifically for small
particle sizes. Systems, such as the Mogensen
Msort AK that has a resolution down to 2.5 mm
(Zeiger, 2014), offer real potential but are in their
infancy as a technical solution. What remains
however, is not simply a technology problem
but an economic one due to the high volatility
of the recycled glass commodity market and its
decreasing value (Davis, 2017) due to a saturation
of supply. Therefore, a question remains, and
the premise of Stage 2 of this report, whether
glass fines should be prepared for glass bottle
manufacture at all, or are best diverted into other
applications?
From a design perspective, the ways that both
co-mingled recycling and MRFs work in the local
context, despite being highly complex systems, are
limited in the aim of recovering and segregating
material types for repurposing. Gundupalli et
al (2017) provide a review of automated sorting
technologies for all of the different kinds of
municipal waste sent to MRFs. Their review
revealed insights into the systems level solutions
that need to be implemented for a highly efficient
facility (Gundupalli et al., 2017). Simple upstream
interventions could go a long way to improve
recovery efficiencies further down the line. For
instance, given most of glass packaging waste
occurs at the household and hospitality venue
levels, a municipal intervention to provide, either
at the home or at central points within a local
community, separate bins and collection rosters
for common glass colours (amber, flint and green)
could provide significant efficiencies in the glass
sorting operations of MRFs. Such a strategy could
remove most of glass from normal comingled
recycling and provide a way for consumers to
pre-sort their glass packaging by colour type
prior to kerbside collection and delivery to a MRF.
Such actions would likely require behavioural
changes to occur within households and business.
If behavioural change communications are
commissioned, new modes of communicating
precisely what types of glass can and cannot be
put into commingled recycling bins could aid in
the reduction of instances of contamination. Thus
colour mixing of glass waste streams that produces
particular inefficiencies in recovery could also be
addressed. Other interventions could include fall
arresting devices inside recycling collection trucks
to reduce the volume of breakage that occurs when
bins are emptied into trucks.
removing Heavy Metals / Colours
One of the major challenges for refining recovered
glass fines is the mixing of colours that occur
through the comingled recycling system. If not
tackled prior to collection, one strategy for dealing
with this is to chemically remove the colourants
in the glass. Colourants are typically metal oxides
added in the original manufacture of the bottles
that impact the suitability for recycling back into
packaging glass.
Mori et al (2003) developed an experimental
method for extracting a highly purified silicon
dioxide (SiO2) from soda lime glass using an alkali
fusion technique. The result was identified to be
99.9% pure silica, where the residual solutions of
potassium hydroxide and hydrochloric acid could
be recycled repeatedly for the process. However,
Chen et al (2006) dismissed the work by Mori
et al, saying that it uses vast amounts of sodium
hydroxide by up to 10 times more than the volume
of glass being processed, and is therefore an
unsustainable method for industrial applications.
Chen et al (2006) managed to extract the heavy
metal ions used as colorants in soda lime glass
through an alternative phase separation method.
They did this by melting soda lime glass with a boric
oxide solution then heating the resulting mixture in
a solution of nitric acid to produce a purified SiO2
compound.
Other researchers have found that the lead
content of CRT funnel glass could be isolated
by a process of liquid phase separation. This is
particularly advantageous as CRT funnel glass
has the highest lead content of all commercial
glasses. Using a similar process to Chen et al and
involving the introduction of a boric oxide and
then thermal treatment in nitric acid (Xing et al.,
One of the major challenges for refining recovered glass fines is the mixing of colours that occur through the comingled recycling system.

glass finesfinal report30
glass finesfinal report
31
2017), this thread of research progressed to using
carbon thermal methods to further refine nano-lead
particles from CRT funnel tubes (Xing & Zhang,
2011). Research has also been done into processing
waste glass using green chemistry methods that
produce few or no hazardous by-products. By
using subcritical water to purify soda-lime glass,
resulting cations were removed by acid leaching
at room temperature (Miyoshi et al., 2004). The
experimental methods described above each offer
promising results for the chemical purification
of glass waste, and should be explored further
for their feasibility in industrial scale glass fines
processing: either as a replacement to, or a means
of augmenting conventional and largely mechanical
means of refinement.
StaGe 2 application Sampling and Matching
To activate industries to use glass fines as a key
feedstock for new and useful products, a ‘market
pull’ approach has been explored. This mode of
research involved the sampling and matching of a
variety of reprocessing options and technologies
for repurposing glass fines. These are expanded
through a discussion of a range of viable high-
value applications and scenarios revealed in the
literature, and through specific case studies of
product and process applications undertaken by
the research team. The results in this section are
aimed at being exploratory and propositional, in
that additional research and development will be
required to convert scenarios into commercially
viable, and therefore investment ready, outcomes.
Application propositions are listed in Appendix A. A
heuristic evaluative framework was used to contrast
key factors relevant to the potential for industry to
adopt them, including:
• Key production process
• Key industries / markets
• Level of market development, categorised as
either experimental, developing, or mature
• Macro market in Australia based on
Ibis World data
• Production intensity (energy)
• Degree of post recovery processing required
• Categories of manufacturing
As a highly deployable material, there are many
ways that glass fines can be processed to create
higher value products. For the purposes of our
analysis these opportunities can be separated into
three overarching processing categories: thermal,
mechanical, and chemical. Each category has
a series of specific sub- processes that convert
glass fines into materials with unique material
characteristics as shown in in Figure 3, and
described in relationship to the reviewed literature.
Figure 3Manufacturing matrix for re-purposed glass fines
Vitrification
Firing
Microspheres Foaming
Mycelium
GeopolymerPortland Cement
Crushing
Grading
Mixing
Biological Mechanical
thermal
Chemical
Bacteria
To illustrate the potential value of each processing
category, selected product applications that
leverage each glass fines re-purposing process are
discussed in this section. Regardless of the means
of cleaning, the level of cleanliness that needs to
be achieved before processing glass fines for the
various applications is important. Ranked in terms
of difficulty (and therefore cost), these cleanliness
levels are:

glass finesfinal report32
glass finesfinal report
33
1. Unprocessed – Raw fines from the MRF
2. Organics removed – Organic contaminants
removed from the fines
3. Inorganics removed – Metals, plastics, CSP
removed from the fines
4. Purified – 100% pure soda lime glass fines
Alongside questions of cleaning, it became evident
in undertaking this research that the intrinsic
energy costs associated with the various re-
processing categories and the levels of cleanliness
required for glass fines was also important to
consider. For example, any thermal treatment
involved in the re-processing of the glass fines
incurs a high-energy cost factor due to the high
melting point of glass, but it resolves many of
the issues of cleaning out organic contaminants
otherwise needed. By appraising the relationship
between intrinsic energy inputs and applications
we have found that for some of the highest value
products that are (or could be) made from glass
feedstock, thermal treatment is required. However,
not all thermal treatments require the same
amount of cleanliness, some difficult to segregate
contaminant types present barriers to thermally
oriented re-processing.
The viability of high energy input processes is
questionable particularly for products that already
have mature markets unless there are significant
advantages over existing materials and processes
in a market. What constitutes ‘advantage’ when
displacing a virgin material with a recycled one is
often difficult to determine, as the inclusion of the
recycling and pre- production process adds a level
of complexity that must be evaluated on a-case-
by-case basis. Similarly, the perception of value of
virgin or recycled materials at the procurement end
can change depending on the cultural factors of
the market a product is directed at. For instance,
in the case of foamed glass products such as rafts,
civil infrastructure panels/ aggregates, insulation,
aquaponics, hydroponics, aquaculture and
bioremediation scenarios, the potential advantages
that are largely context driven, buyer specific, and
related to material properties of the processed
glass fines, perhaps offset the costs of the thermal
inputs required. These advantages could include
a long use life, transportation weight savings,
reduced end of life or flow on environmental
issues, or the provision of new kinds of products
into economically and environmentally critical
markets that currently have very few alternatives.
We discuss such opportunities later (and describe
them in Appendix A). The thermal input to product
value factor is usually the inverse for unprocessed
fines which are typically only used to create low
value, but volumetrically significant products like
construction fill and road base, except perhaps in
the case where there is direct environmental gain
such as sand dune rehabilitation.
While most re-purposing processes require glass
fines of various degrees of cleanliness, some
require the fines in their raw state and combine
the cleaning process with the production process,
or can eliminate the need for cleaning all together.
For instance, there is some preliminary evidence
in our research, discussed next, to suggest that
glass foams may be able to be created without any
cleaning. In some cases the organic contaminants
that make up a significant volume of the glass fines
can act as the required foaming agents that would
otherwise need to be added to clean glass being
put through the same process.
In the same vein, there are a range of applications
possible through the combinations of glass fines
with mycelium, also discussed in detail below.
These applications hold a unique value proposition
as the process uses a biologically active additive
to both clean, deposit nano-filaments on the glass
fines, and to structurally bind the particles together.
In these cases, unprocessed glass fines can become
both a food and substrate for a secondary bio-nano
material to grow, requiring very low energy inputs
in post processing.
For some applications that use fusing as the main
production method, the thermal process used
effectively doubles as the cleaning process, thus
eliminating the need for complex mechanical and
chemical sorting and systems. The combinations
of production and cleaning processes are
often application specific, and if approached
strategically, can convert a very low value waste
stream through modest processes into high
value products.
The following sections summarise key processes,
documented applications, and conceptual matching
of plausible and novel uses for glass fines. The
application concepts described are not, at this
stage, intended to be definitive. The ideas are
designed to demonstrate opportunities for further
research and development.
Alongside questions of cleaning, it became evident in undertaking this research that the intrinsic energy costs associated with the various re-processing categories and the levels of cleanliness required for glass fines was also important to consider.

glass finesfinal report34
glass finesfinal report
35
Vitrification
Vitrification is the process of transforming inorganic
materials into a glassy non-crystalline solid. It works
by heating the structure of an amorphous material
until it liquefies, and then cooling it into a solid
mass. The atoms and molecules of the material
re-order and bond to each other through this
process. Materials produced through the
vitrification process have many unique and
desirable properties, but as an energy intensive
process the cost benefit of it is not often positive
(Colombo et al., 2003). However, recovered glass
fines may provide some cost advantage over
vitrified virgin materials for particular applications
as discussed below.
application: Vitrified Waste
Glass is an ideal medium for neutralizing hazardous
waste through the process of vitrification. The
process melts hazardous materials together with
glass, locking them up into a glass matrix thereby
making the finished product inert. Almost all
hazardous materials can be contained within a
glass matrix, and experimentally it is the best
way currently known to contain radioactive
waste (Rincón et al., 2016). Alongside rendering
otherwise hazardous materials inert, the process
of vitrifying hazardous waste can also reduce the
volume of waste products up to 97%, thus reducing
storage or disposal costs over time (Marra,
2004). While all organic waste and hazardous
compounds such as asbestos are destroyed in the
process of vitrification, attention must be given
to gaseous inorganic emissions such as chlorine
that do not readily integrate into the glass matrix
during vitrification (Rincón et al., 2016). Although
vitrification deals with waste containing asbestos
safely, the high temperatures and associated
energy costs involved in vitrification mean that it is
still best practice to wet and landfill these forms of
waste (Rincón et al., 2016).
The vitrification of non-hazardous inorganic wastes
has been practiced since the 1960s and 20 billion
square meters of glass ceramics, under commercial
names such as ‘Slagsitalls’ or ‘Slagceram’, have
been produced for a wide range of industries
(Rincón et al., 2016). The raw materials for these
glass ceramics are derived primarily from the slag
and other waste by-products from the mining
sector and chemical industries (Rincón et al., 2016).
application: Glass Ceramics
Through the vitrification of glass waste new hybrid
glass ceramic materials can be created. These
materials have been shown to exhibit unique
properties that perform to the same or superior
standards as conventional materials and require
commercialisation to offset the high-energy costs
of vitrification (Rincón et al., 2016). Hybrid glass
ceramic materials have been used primarily for
applications such as glass cooktops and fire plates,
as well as specialist applications in telescopes,
architecture, dentistry, electronics and medicine
(Davis & Zanotto, 2017). Key to the development
of these materials has been an Italian research
group based at the University of Padova who
have pioneered the creation of glass ceramics
from various waste streams over the last decade
(Colombo et al., 2003, Bernardo, et al., 2007,
Bernardo et al., 2008, Rincón et al., 2016).
There are multiple methods that can be employed
to form glass ceramics. The conventional method
is to prepare the glass by casting or forming and
then employing a two-stage heating process. The
first heating is used to achieve a high incidence
of formation of nuclei. Once stabilized a second
stage at increased heat is commenced to achieve
an adequate nucleation growth. While the
conventional process is very energy intensive,
efficiencies can be made by modifying the makeup
of the feedstock to effectively combine the two
stages into one where both formation and growth
of nuclei match-up. More recent research has
shown the petrurgic method is promising, where
the glass mixture is heated to a molten state
and then cooled at a slow and controlled rate to
crystallize into glass ceramic material. The method
eliminates the need for intermediate holding
temperatures in the process. Both methods are less
energy intensive than the conventional two stage
method (Rawlings et al, 2006).
Alternative methods include powder-based
sintering approaches to produce unique materials.
For example, it was found that by mixing coal
plant ash with a high iron content with borosilicate
glass waste in a 50/50 ratio that a magnetic glass-
ceramic could be formed through a powder and
sintering process (Francis et al., 2002). Compacted
cold or hot prior to being sintered powdered glass
mixtures can be reinforced with fibre or other
particles to achieve unique properties. Other
combinations involving various ratios of high
pressure, compaction and high temperatures have
also been explored (Rawlings et al., 2006); however,
powdered methods are not commonly deployed
given the inherent costs in both powdering
the glass and the energy inputs to achieve the
temperatures needed for sintering.
application: electrical insulation
Glass has long been used as a highly effective
insulator for high voltage electrical applications.
Researchers investigated the combination of
recycled glass with ashes from municipal solid
waste incineration in different fractions (Saccani et
al., 2015). By melting the samples at 1400-1500°C
then annealing the melt at 550°C for 2 hours,
Vitrification is the process of transforming inorganic materials into a glassy non-crystalline solid. It works by heating the structure of an amorphous material until it liquefies, and then cooling it into a solid mass.

glass finesfinal report36
glass finesfinal report
37
it was experimentally verified that the resulting
composites trap hazardous wastes (within the
ashes of incinerated waste), while providing enough
insulation potential for medium to high voltage
applications.
application: Glass ceramic composites for
architectural products
Glass ceramic composites are vitrified composites
that exhibit higher than normal strength to
weight ratios. This allows the manufacture of
thinner, lighter and more durable architectural
panels (Rincon et al., 2016). Research has been
conducted into complex composites that integrate
fibres to reinforce glass composites for high-end
applications and multi layered composites for use in
ventilated façades in modern architecture (Rincón
et al., 2016).
Researchers in Hong Kong developed a Phase
Change Material (PCM) composite panel for
thermal energy storage in the built environment.
n-Octadecane, an ideal phase change material,
was inserted into the pores of glass powder
(GP) using vacuum impregnation method with a
retention rate of 8%. This was then mixed into a
cement paste and cast into a panel. The resulting
composite performed well proving the potential of
this technique (Memon et al., 2013). These panels
can then be used to passively manage the internal
temperature in buildings.
application: thermal energy storage
There is an opportunity to use vitrified glass
waste as a thermal energy storage material.
Researchers used asbestos containing waste that
was contaminated with ceramics and glass as
suitable substrate for thermal energy storage by
heating it to over 900°C where it formed a variety
of minerals that are stable for repetitive heating and
cooling cycles (Gutierrez et al., 2016). While molten
salts are the conventional solution to thermal
energy storage for commercial concentrated solar
power systems, they have some issues relating to
the highly viscous nature of molten salts at high
temperatures, and their corrosive relationship to
other materials required in such infrastructure.
To develop alternatives, research has been
conducted into substitute solid materials such as
glass ceramics that are easier to handle. Most of
the research has focused on vitrified coal fly ashes
and asbestos waste (Faik et al., 2012); however,
there is no reason why glass fines waste could not
be further explored for this application, especially
in combination with other waste streams high in
aluminosilicate compounds. Applications such as
this provide the potential to link a single process for
re-purposing waste glass to two valuable markets,
where contaminants are locked into the glass
matrix, and the resulting solid is used for thermal
energy storage.
Foaming
Glass foams have been produced since the 1930s,
and used in industry for their desirable properties
of high porosity, low thermal conductivity, chemical
resistance, water resistance and non-flammability.
Originally created by introducing a gas or a
liquid into a glass melt to add bubbles into the
glass matrix the high temperatures and inherent
costs involved have led to new processes being
developed. The most popular method introduces
a foaming agent into a powdered glass mixture
and sinters it to create the glass foam (Qu et al.,
2016). Foaming agents are typically of two types:
neutralizers such as calcium carbonate (CaCO3);
and, redox agents like silicon carbide (SiC) (Qu et
al., 2016). Various research groups have utilized
novel foaming agents from the wastes of different
industries such as pig bones (Gong et al., 2016),
egg shells (Souza et al., 2017), oyster shells (Teixeira
et al., 2017), and even waste plaster (Vancea &
Lazău, 2014). Sourcing SiC can be very expensive
so researchers have found waste SiC in the form of
the ashes from abrasive paper mixed with fly ash to
create glass foam entirely from waste (Fernandes
et al., 2009). Similar research was conducted using
glass polishing waste that had a high amount of SiC
residue (Bernardo et al., 2007).
While adding a foaming agent represents the most
common way to produce glass foam, alternative
research has focused on a wide variety of ways of
manufacturing foams including saturating melted
glass with gas or by sintering it at high pressures.
Danish researchers found that under a pressure of
20 MPa with argon, nitrogen or helium gas they
could achieve 100% porosity, open or closed cell
(Østergaard, 2017). Maeda et al (2011) combined
waste glass with calcite in a hydrothermal process
involving compressing the powdered feedstock
at high pressure and then treating it with steam
at 200°C for up to 10 hours. This process created
porous glass foam that can be used in the
construction industry without any carbon dioxide
(CO2) emissions. Similarly other groups used
hydrothermal processes to create highly porous
glass foams (Takei et al., 2012, Ji et al., 2014).
The green spheres method uses a foaming agent,
a centrifuge and furnace to create high strength
glass foam, the method is claimed to be low cost
and scalable (Qu et al., 2016). Some researchers
have experimented with a variety of techniques to
control the porosity of the foam by changing the
trapped gas from air to CO2 for increased thermal
performance (König et al., 2016).
New research has found yet another way to
manufacture glass foams. Glass powder is dissolved
in chemicals to make a gel that is mechanically
stirred to trap air bubbles and then is sintered at
high temperatures to make foam. This technique
offers a few key advantages in that the foams
produced do not require any post processing and
can be formed into moulds before firing (Rincón et
al., 2017). Other approaches include the production
of glass foams without sintering by casting them in
an alginate gel and then freeze drying the mixture

glass finesfinal report38
glass finesfinal report
39
(Kyaw Oo D’Amore et al., 2017). Glass foams are
highly versatile and can be produced through a
range of techniques. Below are a range of glass
foam applications that could be explored using
the various processes for creating glass foam thus
far described.
application: Filtration
Recently in Indonesia, porous glass foams were
investigated for their filtration capabilities in
removing unwanted minerals from brackish water
for industrial salt manufacturing. Waste glass
was mixed with polyethylene glycol (PEG) in
various concentrations and heated to 700°C in a
hydrothermal process. The resultant glass foam had
a pore size of 1.6 -2.1 nm, small enough to filter out
the unwanted minerals while allowing the sodium
chloride (NaCl) to pass through. Glass foams for
specific filtration applications could be tailored by
varying the percentage of PEG in the mix to control
the pore (Sulhadi et al., Aji, 2017).
application: artificial Floating island
Glass foams have been used to create artificial
floating islands (AFI). Researchers used lithium
carbonate as a foaming agent to reduce the melting
temperatures and curing times typically required
while increasing the rates of expansion (Fang et
al., 2017). Glass foam is an ideal substitute for
conventional AFI materials such as organic matter
from plant roots and stems which are subject
to the complexities of biology and polymeric
materials which have poor longevity in often harsh
environments. Glass foam AFIs can be used for a
wide range of bioremediation applications such
as standing water purification, habitat creation
and erosion protection. By producing floating and
large surface area glass foam pontoons or booms
algal blooms in waterways could be contained and
potentially absorbed. Similar devices could be used
as water permeable silt and nutrient rich run off
barriers for creeks and rivers on farms, or for the
production of floating fish aggregation devices
to better manage recreational fishing in bays
and estuaries.
application: thermal insulation
Conventional glass foams exhibit good insulation
properties and could be formed into sheets and
used as an insulated core within prefabricated
structural insulated panels (SIPS). Research to
progress this opportunity includes the use of
powder from crushed glass foams being integrated
into polyurethane foam insulating materials
increasing their insulation capability (Galvão et al.,
2013). Chinese researchers have recently developed
glass foam boards as thermal insulators embedded
into the sloped roof cavity of new energy efficient
buildings (Hu et al., 2017).
application: agriculture and aquaculture
Glass foams are an ideal growth substrate for
hydroponic and aquaponic grow beds. They wick
water rapidly, retain water well, are easy to re-
wet, and have a high air-filled porosity after being
irrigated (Growstone, 2017). The commercial
viability of glass foam for hydroponic agriculture
is demonstrated by the success of Growstone, a
product commercialized from research done at
Arizona State University (ASU). This foamed waste
glass product has a comparable performance to
other popular products in the same categories such
as Rockwool (De Nijs, 2014), but it requires less
virgin material due to its both recycled content and
the volumetric effect of air pockets with the foamed
material. Growstone has expanded their operations
since their inception in 2009 and now produce
a range of products for the agricultural industry
including their original hydroponic substrate as well
as soil aerators and other additives.
As a proven medium for growing in its aggregate
form, foamed glass could be readily produced into
floating growing rafts for commercial aquaponic
systems. For instance, fish farmers that currently
use their fresh water dams for yabby, maron, trout,
perch and barramundi production could use floating
foamed glass growing rafts to add leafy green plant
production to their systems. Such systems could
offer additional benefits including reducing the level
of evaporation from dams and irrigation channels
while maintaining sufficient levels of aeration to
water bodies. Similarly, as glass foam has a highly
porous surface and floats (and could be floated
within the tidal zone) it is ideal for the production
of high yield, low cost and environmentally benign
silica based cultch substrates, which oyster and
mussel spats can adhere to. Applications such
as this could replace the steel, timber, stone and
plastic cultch systems currently used in commercial
shellfish production processes.
application: Humidity Control
Specialty glass foams have been manufactured for
the intent of passive humidity control elements for
indoor environments using a mixture of volcanic
ash and glass waste. Formed as panels these foam
products exhibited adequate humidity control
properties while being far more durable than
mechanical and chemical alternatives (Vu et al.,
2011).
application: electromagnetic absorbent
Glass foams manufactured using conventional
foaming methods were tested for their
electromagnetic absorbency. The varying densities
of the resultant foams affected the results and it
was found that they may be a suitable material for
microwave applications (Benzerga et al., 2015).
application: light Weight Bricks and
Building products
Researchers have made lightweight foam glass
bricks that use a combination of rice husk ash with
glass (Chakartnarodom & Ineure, 2014). Such a
process could potentially combine other organic
and ash waste streams to produce a wide variety
of lightweight building products with defined
advantages. With or without the addition of other
materials, the applications for lightweight glass
foams in the construction sector are diverse. Given
their porosity and honeycomb type structure,
diverse applications could include high surface area
sound and particulate pollution absorption panels
for freeways and railway sidings, retro-fittable
green roof filtration media, and insulative waffle
systems to replace poly-styrene waffles in building
slab construction.

glass finesfinal report40
glass finesfinal report
41
Glass Microspheres
Glass Microspheres are produced by thermal
treatment of tiny droplets of dissolved water
glass. The microscopic spheres (either solid or
hollow) that result have a wide range of uses in
industry as filler in polymeric materials, abrasives,
and coating systems. They exhibit properties
of low density, thermal and chemical stability,
high strength, and resistance to wear (Mingfei
et al., 2016). The following applications could be
considered for waste glass through the production
of microspheres.
application: Hydrogen Generation & Storage
Hollow Glass Microspheres (HGMS) can be utilized
as a safe and convenient form of hydrogen storage.
They are non-explosive, and can store hydrogen
at pressures up to 100 MPa. They are fabricated
through a heat treatment process while mixed
with a blowing agent that expands and creates the
cavities in the beads that remain when they are
rapidly cooled afterwards. To store the hydrogen,
the HGMS are placed in a high-pressure hydrogen
gas environment and that is heated until the point
that the hydrogen diffuses into them. When cooled
the hydrogen becomes trapped in the cavities. The
hydrogen can then be released when needed by
reversing the process. The process of outgassing
can be amplified if the HGMS are doped with
different metal oxides and exposed to certain
wavelengths of light (Brow & Schmitt, 2009). Dalai
et al (2013) expand on the specifics of preparing
HGMS from waste glass in their work.
application: alternative to plastic Microbeads
High quality glass microspheres have long been
used as filler and spaced agents in industrial and
specialist resins and plastics along with a wide
variety of applications in the electronics, medical
and filtration sectors. As a microscopic solid they
have the potential (even as a very low-quality
microsphere) to be used as a more benign silica
alternative to the problematic plastic microbeads so
often used in cosmetic and cleaning products.
application: Concrete aggregate
Researchers have found that by adding glass
microspheres into concrete mix it leads to longer
service life and lower likelihood of cracking over
time (Pancar & Akpınar, 2016).
Ceramics
Glass powder has been used as an additive in
various traditional ceramic processes such as brick
making and porcelain to offset the use of virgin
materials where possible. Below are several options
that could be considered for glass fines.
application: tiles
Sewage sludge ash has been experimented
with as an additive in reclaimed tiles. However,
the resulting tiles do not have strong enough
mechanical properties. Glass waste was added to
the mix to try and improve it. By mixing in around
20% waste glass, the tiles exhibited comparable
performance to conventional tiles (Lin et al., 2017).
application: Bricks
Bricks were made with a mixture of 10% waste glass
could be fired at 900 °C with the resultant strength
of a brick fired at 1000 °C offering a significant
efficiencies in the energy requirements used in
conventional brick making (Phonphuak et al.,
2016). It was found that the addition of glass waste
into the manufacturing of Autoclaved Aerated
Concrete (AAC) bricks as an aggregate was a viable
alternative to using virgin materials (Walczak et
al., 2015). Glass waste with wood ash, automotive
industry sludge and clay were combined to create
bricks (Wiemes et al., 2017). Silva et al (2017)
provide an excellent comparison of the various
glass brick experiments that have been conducted
in their review. The capacity to reduce energy
inputs while substituting virgin materials with
readily available and low-cost glass waste can bring
significant value over conventional methods.
application: porcelain
Marinoni et al developed a technique for replacing
the feldspar component used in porcelain sanitary
ware production with recycled glass powder. Their
results showed potential savings in energy use in
manufacture as well as reduction in virgin materials
(Marinoni et al., 2013). Similar research replaced
feldspar with cathode ray tube glass in porcelain
tile making (Raimondo et al., 2007).
application: Stoneware
Waste glass has been utilized as a replacement for
feldspar fluxes in the creation of glass- ceramic
stoneware, a material with comparable qualities to
porcelain. This material substitution reduces the
high temperatures otherwise needed in production,
providing an energy efficiency advantage. This
form of glass ceramic stoneware was made from
the combination of clay traditionally used to make
porcelain tiles, a glass made from plasma melting
MSW incinerator fly ashes and soda lime glass
waste. (Bernardo et al., 2011)
application: Glazes
Silica is also key component of many glaze recipes
for ceramic production. Virgin material could
potentially be replaced with glass waste for
volumetric industrial glaze applications such as roof
tile manufacture. Researchers have successfully
incorporated glass waste into five different
standard glaze compositions (Caki et al., 2014).

glass finesfinal report42
glass finesfinal report
43
Cementitious Materials
Glass powder (GP) can be added to cement mixes
as a supplementary cementing material (SCM) or
as an aggregate for mortar or concrete. The key
factors that need to be identified for a given glass
feedstock are its pozzolanic activity and alkali
silica reaction (ASR). A pozzolan is a siliceous
powder that forms strong interlocking bonds when
combined with water. ASR is a chemical reaction
that creates cracking and bloating in concrete. In
general, pozzolanic activity is a positive attribute
to be encouraged and ASR a negative one (Idir et
al., 2010). These two properties are defined by the
chemical composition of the glass as well as the
particle size of the cullet (Bignozzi et al., 2015).
application: Concrete
Benefits to observed concrete samples have
included increased mechanical strength as well
as durability in terms of adsorption, chloride ion
impermeability and resistance to freeze- thaw
cycles (Omran & Tagnit-Hamou, 2016). However,
there appears to be no consensus on the effect
that adding GP has on the mechanical properties
of the resultant concrete with different researchers
achieving conflicting results (Jani & Hogland, 2014).
application: Ultra High-performance Concrete
In the search to find environmentally sustainable
ultra-high-performance concrete (UHPC),
researchers replaced the quartz powder and
cement fraction of a typical mix with GP. The
experimental results verified the utility of GP in
replacing the quartz powder entirely with promising
results by adding 20% GP to the cement mix
(Soliman & Tagnit-Hamou, 2016). Other researchers
replaced the Silica fume (SF) content in UHPC with
GP and through a microstructural investigation
found that the pozzolanic reaction to be less than
the SF but that the GP reacted well in other ways
(Vaitkevicius et al., 2014).
application: Mortar
Researchers have experimented with adding
fractions of glass fines into mortar mixes as a filler
to reduce the environmental footprint of using
virgin cement in the mortar industry. One group
found that a mix of cement to sand with a ratio
of 1:5 where 20% of the sand is glass fines was
ideal for a mortar with comparable performance
to conventional mixes (Oliveira et al., 2015). More
recent research conducted has shown that 100% of
aggregate can be replaced by waste glass pieces
and 20% of cement can be replaced by GP to
create high performance architectural mortars (Lu
et al., 2017). Research into the effects of different
particle sizes was conducted and it was found that
smaller particle sizes yielded better compressive
strengths compared to the control (Afshinnia &
Rangaraju, 2015). When GP was added to mortar
mixes it increased the mortars resistance to
sulphuric acid, acting as a barrier to acid ions (Siad
et al., 2016). GP mortars show unique behaviours
compared to standard mortars when exposed to
extreme heat, faring better up to 500°C and then
worse from 500 – 800°C due to the glass particles
softening at those temperatures (Pan et al., 2017).
Researchers also experimented with blue glass
aggregate to create a self-compacting architectural
mortar to make an aesthetically pleasing product
from glass waste (Ling & Poon, 2011).
application: aesthetic and transparent Concretes
Researchers produced an aesthetic concrete tile
that was translucent and photocatalytic (Spiesz et
al., 2016). It was formed from up to 60% washed
glass pieces and coated in titanium dioxide
particles to imbue it with photocatalytic properties.
The glass had to be washed first to maintain its
translucency (Spiesz et al., 2016).
application: alkaline Cement (Geopolymer)
Geopolymer or alkaline cement is an alternative
chemistry to Portland cement made from an
alumina-silicate powder and an alkaline activator.
Research has been conducted into utilizing
waste materials for these components, such
as blast furnace slag, or fly ash for the powder
and water glass for the alkaline activator. These
components react at room temperature when
mixed with water (Torres-Carrasco & Puertas,
2015). In general, they exhibit superior strengths
with a lower environmental footprint but can have
longer curing times. Puertas & Torres-Carrasco
(2014) experimented with the production of glass
waste geopolymers by using water glass (sodium
silicate) made from waste glass and slag from
mining tailings. Recently the same researchers
have conducted a more thorough study of the
phenomena (Torres-Carrasco & Puertas, 2017).
application: Water Glass
Waste glass can be used to produce sodium silicate
(Water Glass) by mixing it with an alkaline solution
of sodium hydroxide at 80°C for 6 hours (Torres-
Carrasco et al., 2014). Water Glass has a wide
range of industrial applications and has been used
in construction, automotive, textile industries for
many years. It is particularly suited for fire proofing
applications, as an adhesive for cardboard, drilling
fluids for mining, and was injected into the ground
in the 2011 Fukushima nuclear disaster to stabilize
the ground water.
application: Bio-cement
Specific microbes excrete calcium carbonate
(CaCO3) as part of their metabolic process. This
phenomenon could be exploited in a controlled
environment to create environmentally sustainable
bricks, mortars and concretes (Ariyanti et al., 2011).
This process of using the metabolism of microbes
is still in its infancy in academic circles, and is
primarily focused on applications for self-healing
concretes rather than as a manufacturing method.
A biotech start-up, bioMason, has been refining
their sustainable brick making process for years
and has come up with a scalable, versatile and
portable solution to brick making (Apkan, 2017).
They currently use virgin materials as the aggregate
in their bio cement based bricks but there is no
reason why this could not be substituted by glass
waste (bioMason, 2017). The high carbon content in
the unprocessed glass fines can be used as ‘food’
for photosynthetic microbes and a calcium source
can be added from other industrial waste such as
crushed bones or shells.

glass finesfinal report44
glass finesfinal report
45
application: Cementitious Glass
To test whether pure glass waste cement could be
produced, a series of experiments were undertaken
by RMIT students to grind as received glass fines
into a near cementitious powder, and to mix it with
water to test curing capacity, time and bonding.
From this experiment, it is possible to produce slow
cure 100% glass powder cement that forms a solid
but easily crumbled material as shown in Figure
4. This process could be used to produce low cost
pre-formed tiles, bricks and blocks that could then
be surface sintered, or placed in a fusing kiln to
bind the glass particles to form a durable product.
application: iron Carbonate Concrete
Iron carbonate concrete is a relatively new material,
made by mixing waste steel dust from steel
manufacturing with glass powder, clay and water
to form precast bricks. The bricks cure with the
help of CO2 in the air in a carbon negative process
(a process that effectively sequesters CO2 into
the mass of the brick) that could be linked into
an existing cement production workflow (Stone,
2017). This could have far reaching applications
in Australia where there are large iron rich waste
deposits through mining activities.
Figure 4Cementitious glass sample
raw Fines
Unprocessed glass fines can be utilized for an
array of civil applications that are currently being
explored by industry, such as a filler in road base
and pipe embedment material. Below are some
lesser known applications.
application: Filtration
Glass powders of various grades can be used as a
replacement for traditional water filtration media
such as sand, and other minerals (Silva et al., 2017).
Results have shown that when properly graded it
has been more effective than virgin sand, requiring
less media for the same performance. Waste
glass can also be utilized for the manufacture of
microfiltration membranes used in desalination
plants (Achiou et al., 2017).
application: Beach replenishment
and Bioremediation
Protecting shorelines from erosion is fundamental
to the preservation of coastal communities.
Researchers have been experimenting with adding
glass cullet as filler in beach habitat construction
and artificial sand dunes with great success. Firstly,
researchers analysed glass cullet samples for its
suitability as a replacement for quartz based sand
with promising results (Babineaux, 2014). It was also
proven a superior filler when creating artificial sand
dunes that were planted with stabilizing coastal
plants. It was thought this was due to the increased
angularity of the grains compared to normal sand
(Makowski et al., 2013). Cost benefit analysis was
undertaken in the USA to determine that the closer
the glass facility is to the beach the more feasible it
is to use for this application (Babineaux, 2014).
Decorative aggregates
Glass fines with the organics removed through
a combination of, washing, mechanical sifting
and low temperature thermal exposure to burn
of residual contaminants are a readily usable
decorative aggregate material in a variety of
products. Experimentation in this project has shown
that waste glass, the CSPs and other inorganic
materials in the glass fines mix combines well with
concretes and gypsum-acrylic resins. This produces
a fine and colourful surface patternation that also
fulfils some structural and bulking function in the
composite materials. Applications include outdoor
pavers, planters, tiles, bench tops, and precast
concrete building facades. A selection of material
combinations that the research team explored are
discussed below.
application: Fly ash, portland Cement,
and Glass aggregate
Lightweight concrete tiles samples were explored
using a combination of Portland cement, fly ash and
glass fines sand (2 mm and smaller). This produces
a fine textured grey and very lightweight tile, with
noticeable flecks of glass shown in Figure 5. This
kind of material could be deployed in a range of
non-structural applications including the production
of wall tiles, containers and interior products such
as light or lamp fittings.

glass finesfinal report46
glass finesfinal report
47
Figure 5Fly ash and glass fines Portland cement sample
application: Gypsum-acrylic Glass Composite
Solid Surface Materials
Solid surface materials or engineered composites
are usually made up of combinations of polymeric
resins such as acrylic and epoxy and are commonly
combined with natural materials and metal alloys to
produce decorative surfaces for bench tops, tiles,
flooring, furniture and shop fitting applications.
Originally developed by the DuPont organisation in
the late 1960s under the trade name Corian, there
are now numerous producers of like materials.
Stone fragments, often sourced from waste streams
in industrial granite and marble processing are
frequently used to produce solid surface materials,
and to provide them with decorative qualities
that are approximate to a natural material in their
randomness but that perform with the predictability
of a plastic.
Material possibilities were explored in this project
with undergraduate RMIT Industrial Design and
Engineering students, with a two-part gypsum
to one part acrylic resin compound. The gypsum
component could potentially be substituted with
recycled gypsum from the demolition industry.
Student experimentation involved the development
of a range of mould types each to explore how
glass fines would respond both mechanically
and decoratively. This was done with the solid
surface material at various ratios of glass included
in the mix and with complex, compound and flat
surfaces. As a cold cast material requiring very little
infrastructure, or specialist skill, its uses across a
range of manufacturing and construction settings
are vast. Using Forton® Modified Gypsum Casting
System (Forton® MG), a specialised gypsum/
acrylic resin for architectural applications, the
results were positive and decoratively plausible
samples were produced using up to 90% by
volume glass waste and range of oxide colourants.
Optimal aesthetic ratios for flat tile or bench top
applications were observed between 30 - 50%
glass fines by volume, as these mixes provide
greater space between the glass fragments to
highlight their qualities. However, for non-structural
applications that require a large surface area, or
have a thicker or curved wall section such as cast
building facade panels or planters, the ratio of glass
included could be increased markedly. The gypsum
powder included in the composite, if baked, could
allow the composite to have far greater outdoor
application. If produced with recycled gypsum
these mixes can feasibly be made with 70 - 80%
recycled contents. Figure 6 provides images of
a selection of samples produced and their glass
waste composition by volume.
Inspired by the quality of the outputs produced
by the undergraduate students, the viability
of gypsum/acrylic engineered composites
Figure 6Gypsum/acrylic composite samples (10% top-right to 90% bottom- left)

glass finesfinal report48
glass finesfinal report
49
incorporating treated glass fines for construction
applications was tested through a series of
technical experiments undertaken by the RMIT
Engineering research team.
In this package, the structural properties of gypsum
acrylic composites incorporating heat-treated glass
fines were investigated. A proprietary gypsum/
acrylic product, Forton® MG, purchased through
Barnes Products Pty Ltd was mixed (2:1 ratio by
volume) using a mechanical stirrer for 10 minutes.
Varying concentrations of heat-treated glass
fines (20 - 60% by weight) were then added, and
the slurry was further stirred for an additional 5
minutes. As-received glass fines were mechanically-
separated using a sieve to achieve particle sizes
ranging between 1.2 and 2.4 mm. The recovered
glass fines were then heat-treated at 550°C for 15
minutes inside a furnace to eliminate the organic
contaminants. The heat-treated glass fines were
then added to the gypsum/acrylic mixture to form
gypsum/acrylic/glass fines slurry which was then
poured into cylindrical moulds (50 mm diameter,
105 mm length). Compression pressure was applied
on the slurry via dead weights. The slurry was
cured at room temperature overnight. The room
temperature-cured gypsum acrylic composites
were post-cured at 40°C for 4 hours. Figure 7
below shows the cross-section optical microscopic
image of a gypsum acrylic composite incorporating
40 % of glass fines by weight.
The gypsum acrylic/glass composites were
machined using a surface grinder to achieve
parallel loading surfaces. Compression tests
were then performed on the composites at room
temperature using a 50 kN Instron machine (model:
5569) in accordance with ASTM C109 standard.
The specimens were compression loaded at a rate
of 1 mm/ minute. The compression stress-strain
curves obtained for representative composites
addition of glass fines are shown in Figure 8.
Figure 7Cross-section optical microscopic image of the engineered composite (gypsum acrylic) containing 40 % glass fines by weight
Figure 8effect of glass fines content on compressive strength of the composite
Figure 9The gypsum acrylic matrix/ glass fines interphase revealing the presence of cracks
Stress (MPa)
Strain (%)
25
20
15
10
0.2 0.4 0.6 0.8 1.0 1.2
5
0
Gypsum acrylic
Gypsum acrylic + 30% Glass fines
Gypsum acrylic + 25% Glass fines
Gypsum acrylic + 35% Glass fines

glass finesfinal report50
glass finesfinal report
51
The compression strength of the gypsum acrylic
composites was found to be 24 MPa, a value that
is acceptable for gypsum-based products. The
compression strength of the gypsum acrylic/ glass
composites decreased with the increasing weight
% of glass fines. The compression strength was
reduced by 19, 36 and 48% following the addition
of 25, 30 and 35 % of glass fines by weight into
the gypsum acrylic composite. In addition to
the reduction in the compression strength, the
elongation to failure of gypsum acrylic composites
incorporating decreased with increasing glass
fines content. Given that the Forton® Modified
Gypsum Casting system was designed to accept
aggregates and other fillers used for architectural
facades, sculpture and architectural conservation
the reduced compressive strength was attributed
to poor interfacial bonding between the gypsum
acrylic matrix and the glass fines (see Figure 9) as
well the presence of voids.
Eliminating voids could be achieved using higher
compression or vacuum pressure in the curing
process or through the introduction of vibration
or agitation to the slurry mix during casting. The
heat-treated but otherwise unprocessed glass fines
are characterised by smooth and slippery surfaces
which limit the interfacial bonding. Improved
interfacial bonding between gypsum acrylic and
glass fines could be achieved through mechanical
or chemical abrasion of the glass surface or the
deposition of nano-filaments on the glass particle
surface. As the potential of glass fines combined
with solid surface materials is so broad, research
to improve interfacial bonding and minimise the
void content should be the focus of future studies.
The reduction in the elongation to failure could be
improved by incorporating relatively low fractions
of toughening agents such as elastomeric particles.
In the spirit of recovering engineering materials
from waste, this concept was investigated using
recycled micro-sized of crumb rubber supplied
by TyreCycle. The addition of crumb rubber
improved the strain-to-failure values of the gypsum
acrylic matrix without significantly degrading the
compression failure strength as shown in Figure 10.
Therefore, there is potential to increase the strain-
to-failure values of gypsum acrylic composites
incorporating glass fines by adding relatively low
volume fractions of toughening agents such as
crumb rubber. The modification of gypsum acrylic/
glass composites using toughening agents is a
promising concept for improving the elongation-
to-failure without adversely impacting the
compression strength of this composite material.
To illustrate other material qualities, Industrial
Design students developed image generation data
to integrate glass fines aggregates as a usable
material for 3D modelling design software. As a
key method by which designers and architects
make decisions about the aesthetic and structural
qualities of materials, this kind of material
integration into design software is an important
step in creating design demand for novel
materials. Selected examples of student product
applications for gypsum/acrylic glass composites
developed through this method are shown below in
Figures 11-12.
Figure 10effect of glass fines content on compressive strength of the composite. The insert is a photographic image of a gypsum acrylic composite containing 2.5% of crumb rubber by weight.
Figure 11Modelled and rendered glass gypsum acrylic composite containers by Yiyi Shan
Figure 123D modelled and rendered glass gypsum acrylic interior products by Tianzhu Zhang
Stress (MPa)
25
20
15
10
0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
5
0
Gypsum acrylic
Gypsum acrylic + 1.5% Crumb
Gypsum acrylic + 0.5% Crumb
Gypsum acrylic
+ 2.5% Crumb
Strain (%)

glass finesfinal report52
glass finesfinal report
53
artisanal Uses
The use of glass fines as a decorative material
for artisanal glass-working was explored with
students at Mark Douglass Designs glass-works in
Kensington, Victoria. Processes included working
with as-received glass fines and combining them
with batch glass. Selected examples of experiments
undertaken are shown in the following images with
a brief description of the key results.
application: Marving
Marving is a process of roll forming molten glass to
produce smooth forms, and to embed decorative
glass or texture into the outer surface of a glass
product. The use of glass fines was explored as a
surface texture on batch glass to produce a range
of samples, a selection of which are shown in
Figure 13. As marving is a high temperature process
even microscopic remnant CSPs in the waste fines
produce structural issues as the non-soda lime
glass contaminants have a different rate of thermal
contraction. This can cause catastrophic structural
issues in the glass form, which result in fractures in
the glass.
application: Fusing
Glass fines were poured into a series of moulds
and then placed in a furnace to fuse. This process
produces a material that can be formed into
relatively durable shapes with a coarse surface as
shown in Figure 14. Quite suited to the production
of planters, landscaping blocks and outdoor tiles
glass fines fused in moulds is a suitable alternative
process for producing domestic goods and garden
products that might otherwise be made from
ceramics, or concretes.
application: lamination
Sitting between the process of fusing, marving
and melting, glass fines can be laminated through
a combination of heating and compressing cullet
glass and glass fines sandwiches. This produces a
thick and relatively durable material that retains the
translucency and some of the structural integrity
of batch glass, but embeds (through lamination
fusing) glass fines as shown in Figure 15. Laminated
material could be used for tile production, or for
the production of non-structural glass products
that require mass wall sections such as glass
briquettes for thermal energy storage, or track
ballast for railways.
Figure 13Samples of glass fines used as a decorative surface through marving processes
Figure 14Samples of fused glass fines
Figure 15Samples of Glass Fines laminated with cullet glass

glass finesfinal report54
glass finesfinal report
55
Filament pulling or Drawing
To understand the rate of freezing and therefore
how workable glass fines are when molten — the
time it takes for the glass fines to cool from a
molten state to a solid state — was explored. The
freeze rate of glass fines is very short making the
material difficult to use in manual glass working
applications without the addition of other flux
materials or glass. The CSP contaminants within
the glass fines impact the structural integrity of
the glass once smelted, mixed and solidified. This
is due to a combination of the different rates of
contraction between CSPs and soda lime glass, and
the shape of CSP fragments within the glass. This
factor becomes evident when pulling filaments of
glass fines where the often-tiny fragments of CSPs
become visible as a bulge as the glass pulls around
them (Figure 16). This process produces a novel,
although energy intensive, method of locating CSPs
that could have some use in cleaning approaches
and applications that could support high energy
cleaning techniques.
Figure 16Filaments drawn from melted glass fines to expose CSP contaminants
Fused Glass Fines
Fusing glass fines into solid form requires thermal
treatment between 800 and 900°C. At these
temperatures all residual organic contaminants
are burned off and the surface of each glass
particle gets sticky and fuses to the surfaces of
abutting particles as shown in Figure 17. With these
temperatures the sharp edges of the glass fines are
dulled producing a material with a coarse speckled
texture and significant surface area. Fusing requires
relatively low levels of pre-production cleaning
in that the fusing process effectively burns off
all organics and as the glass matrix is not fully
melted the surface of glass particles simply stick
to CSPs and as such are not subjected to the same
structural issues faced when CSPs are enveloped
by glass. Using a lot less energy in production than
other thermal processes, the fusing of glass fines
offers a broad range of applications, some of which
are discussed below.
application: artificial reef and Cultch Structures
Glass fines formed into high surface area objects,
either through fusing within a cavity mould or by
being pre-formed using mycelium to lock the fines
into a structural mass prior to being placed in a
fusing kiln, could be used to produce deployable
artificial reef and cultch structures. Reef and
shellfish bed remediation through the introduction
of artificial structures is an established practice,
although typically produced with concretes,
gabions (filled with stone or shells), or through the
scuttling of steel hulled ships. Reef remediation is
of increasing importance when reefs (particularly
coral reefs) are under stress due to storm damage,
human interference or bleaching. The porous
surface of fused glass fines may offer an ideal
surface for the growth of corals, micro-organisms
and sea weeds, oysters, mussels, abalone and other
molluscs. If produced in an easily deployed form it
is plausible that such objects could be pre-seeded
with corals and other organisms in controlled
conditions prior to being permanently positioned
thus accelerating the development of viable
micro environments. Fused glass fines produce
a reasonably durable material, but with relatively
low compressive strength, structures could be
designed in such a way that microorganism growth
contributes to its overall strength and as the reef
degrades of over time the glass fine particles would
delaminate from each-other allowing the structure
to transition to a fine silica based aggregate to
eventually merge with sands on the sea or estuary
floor.
application: Sea-Grass Meadow erosion Control
Sea-grass meadows provide critical habitat, have
large effect on maintaining water quality, and offer
substantial rates of CO2 absorption in bays and
estuaries. However, these meadows are particularly
sensitive to damage, and are difficult to re-seed.
Fused glass fines structures that could assist in
reducing sea-bed erosion, and that could allow for
a more systematic approach to cultivating sea-
grass and deploying it on mass would significantly
assist remediation activities. As a biologically inert
material fused glass fine erosion control and planter
structures could accelerate the re-establishment of
mass sea-grass meadows.

glass finesfinal report56
glass finesfinal report
57
application: alternative to Granitic Sand for
landscaping and Weed Suppression
Fused glass fines that are then mechanically
tumbled to produce a small pebble like aggregate
could provide a viable alternative to the
granitic sands and gravels used for landscaping
applications. In large scale uses, such as the
landscaping along roads or in parks, where granitic
sands are often used as surface drainage and weed
suppression media, this would provide a highly
durable and lighter weight alternative to quarried
products currently used.
application: interior products
Fused glass has a very particular material quality
that is well suited to interior products such as
decorative objects and lighting. With a medium
level of opacity, it diffused light in a unique way and
can be formed into a wide array of medium strength
forms for high value products such as lamps
(depicted in Figure 17), vases, or trivets.
Figure 17Fused glass lampshade designed by RMIT student, Sam Burns
Mycelium Biocomposites
Mycelium is the sub surface component of a
fungus. It is a network of fibrous, white tendrils
that excrete enzymes to break down the organic
polymers in its growth medium into nutrients to
feed itself. When left to grow uninhibited in sterile
conditions, the mycelium acts as natural glue in
any given substrate, a property that in recent
years, has been exploited as a means of growing
more sustainable materials (Haneef et al, 2017). It
can be fed a wide range of feedstock, including
agricultural waste products, making it ideal for
producing low cost bio materials. This cultivation
method has a very low resource intensity, where
the mycelium is mixed with the substrate, deposited
in a mould, fed a water based nutrient solution and
left to grow in the dark for a period of around 2
weeks. The longer the gestation period the denser
the mycelium becomes, therefore the stronger the
resulting product. The materials generated through
this bottom-up process at the molecular level are
inherently sustainable compared to conventional
subtractive manufacturing techniques.
In the RMIT Materials Research Lab, raw glass
fines were successfully fed to a mycelium culture
to create unique bio composites. The glass itself is
inert but as raw glass fines are contaminated with
around 30% organic waste from a combination
the labels on the bottle (cellulose which is an
organic polymer), and residual sugars and yeasts
it makes an ideal feed stock. The mycelium does
not break down the glass itself but instead it is
integrated into the mycelium matrix as it eats all
the organics, creating a unique biocomposite. This
new composite material could be a world first in an
emerging field that has only garnered the attention
of the materials science community in recent years.
The details of the experiments are described below:
To test key performance characteristics of
mycelium/ glass composites, a series of
experiments were undertaken. Since the glass
fines surface contaminants were identified to be
mainly organic, an investigation was carried out
to ascertain whether waste-stream glass fines to
could be used to grow fire retardant composites.
The mycelium composites were developed as
a safer and a fire-resistant material to replace
commercially available synthetic polymers and
engineered wood (particle board) for non-structural
and semi-structural applications (e.g. insulation,
furniture, decking).
Rice hulls (substrate) were soaked for 48 hours
in type 1 Milli-Q® ultrapure water and sterilised
(autoclaved at 121°C and 103.4 kPa for 90 minutes)
before use. Glass fines (additive) were sterilised
as received under the same conditions. The
substrates and additives (25% rice hulls by weight,
and 50 % glass fines by weight) were mixed with
25 % Trametes versicolour (inoculum) wheat grain
inoculum by weight, using a sterilised blender.
A low inoculum mass was chosen to maximise
composite rice hull and glass fines waste content.
Inoculum volumes of less than 25 % by weight and
concentrations of glass fines higher than 50 %
by weight resulted in poor growth and interfacial
bonding and were therefore not explored further.
The inoculated substrate was dispersed in sterile
plastic moulds (duplicate) before being incubated
under standard atmospheric conditions (25°C, 50%
RH) for 12 days allowing the fungal (hyphal) growth
to bond the substrates and additives to produce
composite materials. After the incubation period,
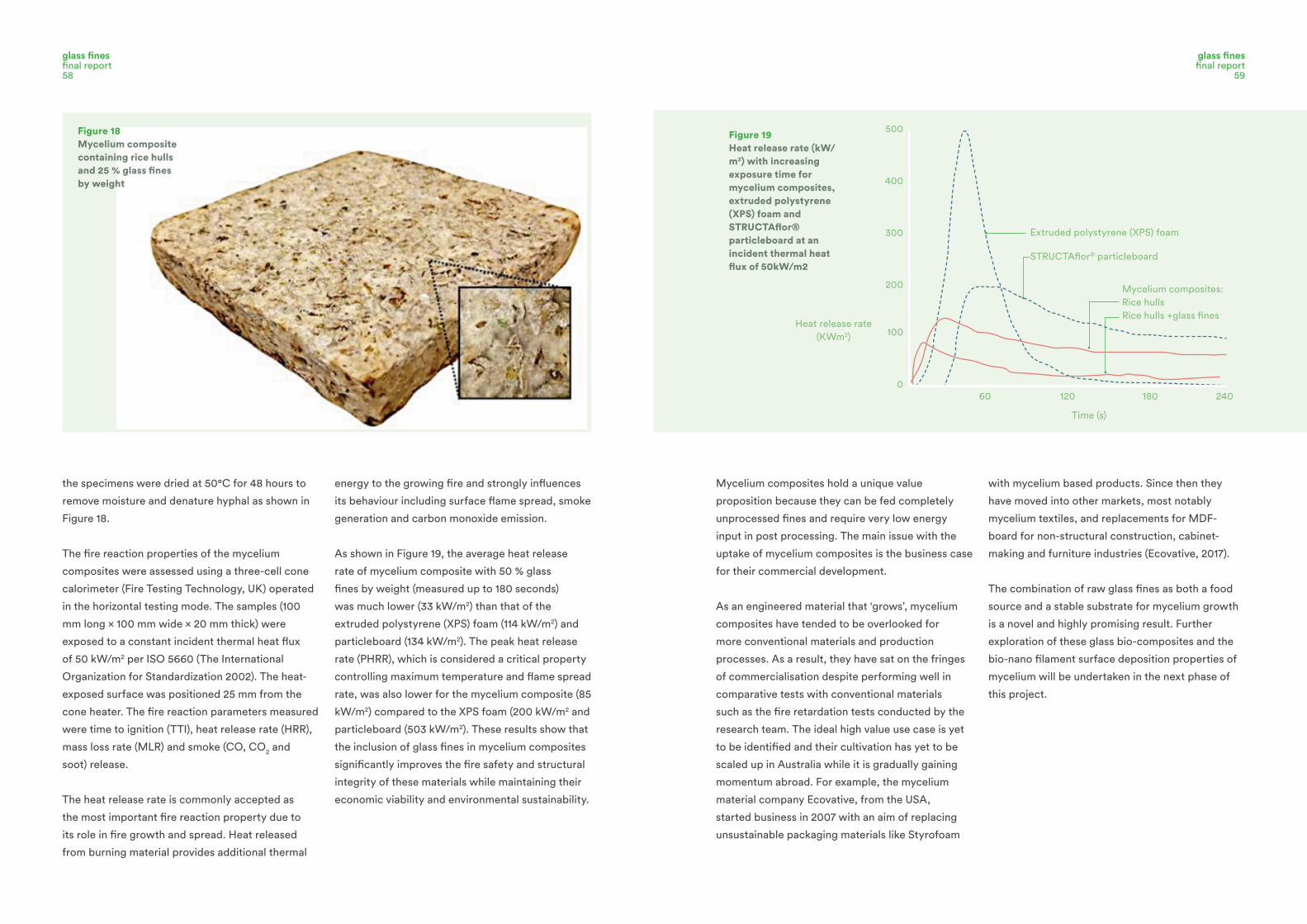
glass finesfinal report58
glass finesfinal report
59
500
Extruded polystyrene (XPS) foam
STRUCTAflor® particleboard
Mycelium composites:Rice hullsRice hulls +glass fines
Heat release rate (KWm2)
Time (s)
400
300
200
100
060 120 180 240
the specimens were dried at 50°C for 48 hours to
remove moisture and denature hyphal as shown in
Figure 18.
The fire reaction properties of the mycelium
composites were assessed using a three-cell cone
calorimeter (Fire Testing Technology, UK) operated
in the horizontal testing mode. The samples (100
mm long × 100 mm wide × 20 mm thick) were
exposed to a constant incident thermal heat flux
of 50 kW/m2 per ISO 5660 (The International
Organization for Standardization 2002). The heat-
exposed surface was positioned 25 mm from the
cone heater. The fire reaction parameters measured
were time to ignition (TTI), heat release rate (HRR),
mass loss rate (MLR) and smoke (CO, CO2 and
soot) release.
The heat release rate is commonly accepted as
the most important fire reaction property due to
its role in fire growth and spread. Heat released
from burning material provides additional thermal
Figure 18Mycelium composite containing rice hulls and 25 % glass fines by weight
Figure 19Heat release rate (kW/m2) with increasing exposure time for mycelium composites, extruded polystyrene (XPS) foam and STRUCTAflor® particleboard at an incident thermal heat flux of 50kW/m2
energy to the growing fire and strongly influences
its behaviour including surface flame spread, smoke
generation and carbon monoxide emission.
As shown in Figure 19, the average heat release
rate of mycelium composite with 50 % glass
fines by weight (measured up to 180 seconds)
was much lower (33 kW/m2) than that of the
extruded polystyrene (XPS) foam (114 kW/m2) and
particleboard (134 kW/m2). The peak heat release
rate (PHRR), which is considered a critical property
controlling maximum temperature and flame spread
rate, was also lower for the mycelium composite (85
kW/m2) compared to the XPS foam (200 kW/m2 and
particleboard (503 kW/m2). These results show that
the inclusion of glass fines in mycelium composites
significantly improves the fire safety and structural
integrity of these materials while maintaining their
economic viability and environmental sustainability.
Mycelium composites hold a unique value
proposition because they can be fed completely
unprocessed fines and require very low energy
input in post processing. The main issue with the
uptake of mycelium composites is the business case
for their commercial development.
As an engineered material that ‘grows’, mycelium
composites have tended to be overlooked for
more conventional materials and production
processes. As a result, they have sat on the fringes
of commercialisation despite performing well in
comparative tests with conventional materials
such as the fire retardation tests conducted by the
research team. The ideal high value use case is yet
to be identified and their cultivation has yet to be
scaled up in Australia while it is gradually gaining
momentum abroad. For example, the mycelium
material company Ecovative, from the USA,
started business in 2007 with an aim of replacing
unsustainable packaging materials like Styrofoam
with mycelium based products. Since then they
have moved into other markets, most notably
mycelium textiles, and replacements for MDF-
board for non-structural construction, cabinet-
making and furniture industries (Ecovative, 2017).
The combination of raw glass fines as both a food
source and a stable substrate for mycelium growth
is a novel and highly promising result. Further
exploration of these glass bio-composites and the
bio-nano filament surface deposition properties of
mycelium will be undertaken in the next phase of
this project.

glass finesfinal report60
glass finesfinal report
61
nano applications
Nanotechnology is an emergent field of general
purpose technology that is set to change all aspects
of society as we transition into a high-tech future.
By manufacturing at the nanoscale, scientists and
engineers can create new products with previously
unobtainable properties due to the unique
behaviour of matter at the nanoscale.
Nano silica (NS) is a highly desirable nanomaterial
that could be made from glass waste. Because of its
small size and greater surface area, NS pozzolanic
reactivity is greatly increased when added to
cement mixes. This results in high performance
concretes that have drastically improved durability
and mechanical properties (Saleh et al., 2015).
Recent energy storage research has turned
to silicon based batteries. Li et al. (2017) used
glass bottles as a feedstock for their silicon
battery experiments. They first crushed and
milled flint glass bottles mechanically then
magnesiothermically processed at relatively low
temperatures to form the carbon doped anodes.
The team claims that their process is superior to
previous attempts due to glass waste not needing
to be processed with strong acids to remove
contaminants, higher yields and abundant waste
glass stocks (Li et al., 2017). Though this avenue of
research may be promising for a pure glass waste
stream, it is unlikely that glass fines would be suited
to this application due to their contamination.
Silicon carbide (SiC) is a valuable material for
its high thermal conductivity, strength, and
corrosion resistance. It is a sort after material
for aerospace and other high-performance
industries. SiC nanofibers are important because
they are often used as reinforcement in metal or
ceramic composites. The general method for their
manufacture is carbothermal or magnesiothermic
decomposition of a silicon based material onto a
carbon base. However, high quality materials are
expensive; so many researchers have looked into
waste materials for their feedstock. A group of
researchers at the University of New South Wales
(UNSW) made high quality SiC nanowires from
waste glass (SiO2 source) and car tyres (carbon
source) (Maroufi et al., 2017).
Recent research into water purification technology
has used a glass wool substrate with a graphene
oxide adsorbent to soak up heavy metals from
polluted water sources. The resulting product is
low cost and reusable, it can be cleaned by soaking
in household vinegar (Alagappan et al., 2017). This
glass wool could be fabricated from glass waste.
Another group developed a novel superhydrophilic
and underwater superoleophobic mesh using glass
powder. They started with soda lime glass, crushed
it in a mill to form glass powder, suspended it in
ethanol and then painted it onto a stainless-steel
mesh. The mesh was then subject to a hydrothermal
treatment in an autoclave to create an underwater
oil/ water separator for use in oil spill clean-up and
dye separation (Ma et al., 2017).
Though a lot of these nano based applications offer
the promise of up-cycling glass fines to higher value
products, it is unclear whether glass fines are going
to be the most economical feedstock compared to
the higher quality glass cullet waste stream. Until a
future symbiotic act of manufacturing, where the
contaminants are removed, or a low-cost chemical
synthesis is found that can extract pure nano silica
from the fines, possibilities remains academic. A
new field of science and engineering, researchers
around the world are exploring the potential for
nano-enhanced and nano-based technologies,
and there is much to be gained by supporting the
developments as they emerge.
futureopportunities
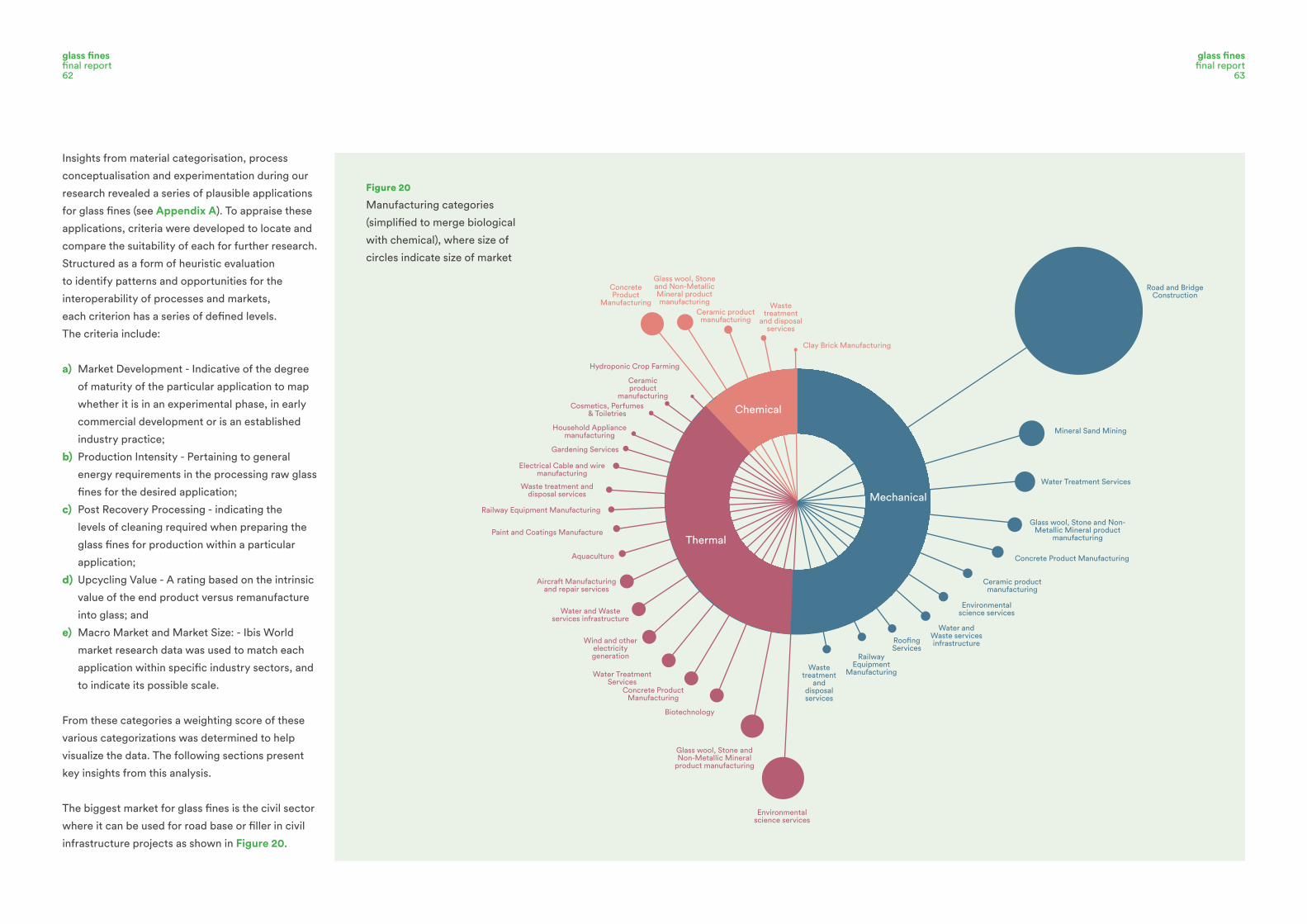
glass finesfinal report62
glass finesfinal report
63
Insights from material categorisation, process
conceptualisation and experimentation during our
research revealed a series of plausible applications
for glass fines (see appendix a). To appraise these
applications, criteria were developed to locate and
compare the suitability of each for further research.
Structured as a form of heuristic evaluation
to identify patterns and opportunities for the
interoperability of processes and markets,
each criterion has a series of defined levels.
The criteria include:
a) Market Development - Indicative of the degree
of maturity of the particular application to map
whether it is in an experimental phase, in early
commercial development or is an established
industry practice;
b) Production Intensity - Pertaining to general
energy requirements in the processing raw glass
fines for the desired application;
c) Post Recovery Processing - indicating the
levels of cleaning required when preparing the
glass fines for production within a particular
application;
d) Upcycling Value - A rating based on the intrinsic
value of the end product versus remanufacture
into glass; and
e) Macro Market and Market Size: - Ibis World
market research data was used to match each
application within specific industry sectors, and
to indicate its possible scale.
From these categories a weighting score of these
various categorizations was determined to help
visualize the data. The following sections present
key insights from this analysis.
The biggest market for glass fines is the civil sector
where it can be used for road base or filler in civil
infrastructure projects as shown in Figure 20.
Figure 20
Manufacturing categories
(simplified to merge biological
with chemical), where size of
circles indicate size of market
Road and Bridge Construction
Water Treatment Services
Glass wool, Stone and Non-Metallic Mineral product
manufacturing
Ceramic product manufacturing
Waste treatment
and disposal services
Concrete Product Manufacturing
Mineral Sand Mining
Environmental science services
Water and Waste services infrastructureRoofing
ServicesRailway
Equipment Manufacturing
Railway Equipment Manufacturing
Environmental science services
Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Biotechnology
Concrete Product Manufacturing
Water Treatment Services
Wind and other electricity generation
Water and Waste services infrastructure
Aircraft Manufacturing and repair services
Aquaculture
Paint and Coatings Manufacture
Hydroponic Crop Farming
Ceramic product
manufacturingCosmetics, Perfumes
& Toiletries
Household Appliance manufacturing
Gardening Services
Electrical Cable and wire manufacturing
Waste treatment and disposal services
Concrete Product
Manufacturing
Glass wool, Stone and Non-Metallic Mineral product manufacturing
Ceramic product manufacturing
Waste treatment
and disposal services
Clay Brick Manufacturing
Mechanical
Thermal
Chemical

glass finesfinal report64
glass finesfinal report
65
Reflective of the current reality where glass fines
are being used as sand and aggregate substitutes,
this market is also where the largest volume of glass
fines could be plausibly utilized while it retains
a very low commodity value. While this market
application has the benefit of dealing with huge
volumes of stockpiled glass waste, its longer-term
cost viability is potentially challenged if the material
is taken into high value manufacturing applications,
if recycling processes are improved reducing
the availability of glass fines, or if recycling
policy settings are altered to either mandate the
landfilling, export or alternative uses of glass waste.
Figure 21 illustrates how a majority of the
applications identified use thermal energy in some
way during processing. Despite being well suited
applications for upcycling glass waste the high
temperatures involved when melting glass along,
with the high cost of both the infrastructure and
energy inputs required for thermal processing,
combine as an inhibiting factor in their commercial
development. One way to reduce the cost
of processing glass fines could be through
implementing renewable technologies into a sector
that has traditionally used conventional energy
resources. For example, 1414 Degrees is a company
from South Australia that are currently pioneering
industrial scale thermal batteries that can be
charged up from intermittent energy generators
to then provide heat for industrial applications
(1414 Degrees, 2018). This same technology could
be combined with an industrial scale solar furnace
based on the principles of the Odeillo solar furnace
in France which concentrates solar energy to over
3000°C. Technologies such as these could be co-
located at MRFs to transform glass into vitrified,
foamed or glass microsphere products on site using
the heat from the sun. Further work is required to
assess the cost benefit of this kind of operation
as opposed to the use of conventional gas/coal/
electric furnaces.
Figure 22 visualizes how the majority of the high
scoring applications from a processing perspective
require refinement before production. As discussed
in the cleaning section, refinement is necessarily
an energy intensive process of thermal or digital
treatment, but required for many applications
where the purity of the glass material is critical.
Outlier applications here include glass foam
products that may benefit from the organic
contaminants in raw glass fines. However, as there
is no conclusive evidence as to whether the glass
fines feedstock needs to be refined or not prior to
foaming, further research is required to remove
any ambiguity.
The highest scoring raw applications are mycelium
based. As discussed previously, applications
produced with mycelium hold a lot of promise
for upcycling glass fines because they eliminate
the need for a refinement process. Nano-silica
cements and high performance and nano-enriched
concretes also score highly. This is also an area of
great interest and is likely to play an integral role
in the future of construction materials. Whether
glass fines are to be used in the realisation of such
materials is yet to be determined and is largely
contingent on the cost benefits of recycled over
virgin content. Fused glass products are another
interesting application type due to their potentially
high value when applied to artisanal goods. While
not dealing with the glass waste issue in any
volumetric sense, the comparatively low processing
inputs for fusing and the shear variety of products
that such a process could be deployed for marks
this as an important area for further development.
Figure 23 shows how the many of the applications
described are still in their experimental or even
theoretical phases. Applications such as glass
ceramic cooktops and the other specialty glass
ceramics score highly, and while the markets
for such products are reaching maturity, they
are typically niche. At this point it is unclear as
to how much recycled vitrified glass could be
realistically utilized in these industries without
the development of new glass ceramic product
types. The other mature technology in the upper
tier is glass foams. However, while glass foams
from glass waste are very versatile and are highly
regarded in Europe, USA and Asia, there appears
to be no local manufacturing of foam glass.
Significant opportunities exist to develop numerous
products for use in the building industry and for
bioremediation as discussed in the foam glass
section. For example, the advantages of using glass
foam products to properly insulate buildings could
achieve substantial environmental gains, where:
waste glass could be repurposed as cost-effective
and volumetric strategy in reducing the energy
footprints of buildings. Foam glass is a robust,
biologically inert material that could meet that need
while feeding into green building rating systems.

glass finesfinal report66Figure 21
Applications organized by
manufacturing categories (simplified
by merging biological with chemical)
and then by energy intensity (‘Very
High’ to ‘Low’)
Thermal
GC Composite Materials
GC for Thermal Energy Storage
Hazardous Waste
Material Containment
High Voltage Electrical Insulators
GF Filtration Aggregates
GC Cooktops
GC for Dental and
Medical Products GC for
Electronic Components
GC for High Temperature Appliances
and Equipment
GF Floating Structures
GF for Outdoor Noise Absorption
GF Growing Medium (hydroponics)
GF Rafts for Biological remediation of
contaminated and standing water
GF Rafts for Aquaponics farming
GF Structural Insulated Panels (SIPS)
GF surfaces for Indoor Humidity Control
GF for Drainage Aggregates and Screenings
GF for Electromagnetic Absorption
GF for Green Roof Systems
Glass Microsphere Fillers
Glass Microsphere Fillers for Concretes
Glass Microspheres
as an exfoliating
and bulking agent
Hollow Glass Microspheres for Hydrogen Generation and Storage
Vitrified Sewer Pipes
Cementi-tious Glass
FG Artificial
Reef Structures
FG Decorative Aggregates
FG Interior Products
FG Landscaping
Products
FG Nesting Boxes and Artificial Hollows
FG Sea-grass and Kelp
Substrates
Glass Fines Ceramic Glazes
Glass laminated Glass Foam
Insulated Roof and Wall Tiles
Smelt Formed Glass Track Ballast
Smelt Formed Sea Wall and River
bank blocks
Desalination Filter Media
Thermal
Hazardous Waste
Material Containment
Graphene Oxide Pollution
Absorption using a Glass Wool Substrate and
Wick
Hydrophyllic and Underwater Superoleophobic
Mesh
Nano Silica Cements
Silicon Carbide (SiC) Nanofibres
as a structural additive in
Aerospace Metal and Ceramic manufacture
Chemical
Bio Cements
CG Composite Bricks
CG Composite Tiles and Pavers
Fly-Ash Glass Concrete
Geopolymer, Water Glass and Alkaline
CementsGlass Powder and
Aggregate Portland Cements (UHPC)
GGAC Architectural
FacadesGGAC Basins, Toilets
and Baths
GGAC Benchtops
GGAC Interior
Products
GGAC Tiles
Porcelain
Stoneware
Iron Carbonate Concretes
Mycelium Nano Bio-Material Enhancement
to Glass Fines
Glass Fines Mycelium Insulated Substrates
and Blocks
Glass Fines Mycelium Structural Insulated
Panels (SIPS)
Cementitious Glass
Hazardous Waste
Material Containment
Nano Silica Cements
Vitrified Sewer Pipes
Cementitious Glass
Glass Fines Ceramic Glazes
Glass laminated Glass Foam
Insulated Roof and Wall Tiles
Smelt Formed Glass Track
BallastSmelt Formed Sea Wall and
River bank blocks
Desalination Filter Media
Urban Heat Sink Mitigation
Products
Beach Replenishment and Bioremediation
Civil Water Filtration
Fly-Ash Glass Concrete
Glass Sand
Glass Sand Abrasives
Glass Sand Bags
Glass Sand for Fire Suppression
GGAC Architectural FacadesGGAC
Basins, Toilets and Baths
GGAC Benchtops
GGAC Interior
Products
GGAC Tiles
Line Marking
Pipe Embedment
Road Base Filler
Swimming pool
filtrationMechanical
Very high
High
Medium
Low
glass finesfinal report
67
GC = Glass Ceramic
GF = Glass Foam
FG = Fused Glass
GGAC = GGAC
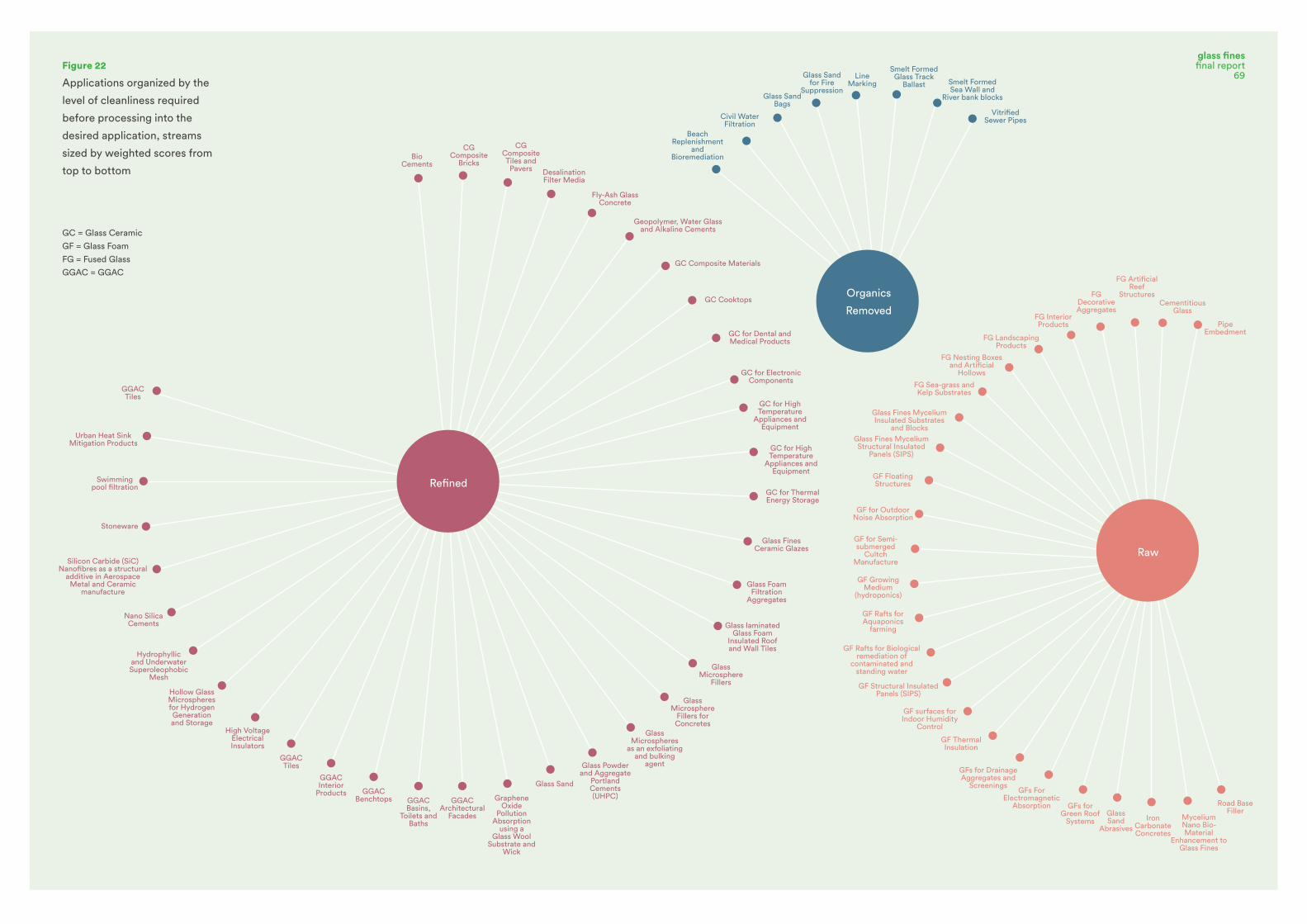
glass finesfinal report68
glass finesfinal report
69Figure 22
Applications organized by the
level of cleanliness required
before processing into the
desired application, streams
sized by weighted scores from
top to bottom
CG Composite
BricksBio
Cements
CG Composite Tiles and
Pavers Desalination Filter Media
Fly-Ash Glass Concrete
Geopolymer, Water Glass and Alkaline Cements
GC Composite Materials
GC Cooktops
GC for Dental and Medical Products
GC for Electronic Components
GC for High Temperature
Appliances and Equipment
GC for High Temperature
Appliances and Equipment
Glass Fines Ceramic Glazes
Glass Foam Filtration
Aggregates
Glass laminated Glass Foam
Insulated Roof and Wall Tiles
Glass Microsphere
Fillers
Glass Microsphere
Fillers for Concretes
Glass Microspheres
as an exfoliating and bulking
agentGlass Powder and Aggregate
Portland Cements (UHPC)
Glass Sand
Graphene Oxide
Pollution Absorption
using a Glass Wool
Substrate and Wick
GGAC Architectural
Facades
GGAC Basins,
Toilets and Baths
GGAC Benchtops
GGAC Interior
Products
GGAC Tiles
High Voltage Electrical Insulators
Hollow Glass Microspheres for Hydrogen Generation and Storage
Hydrophyllic and Underwater Superoleophobic
Mesh
Nano Silica Cements
Silicon Carbide (SiC) Nanofibres as a structural
additive in Aerospace Metal and Ceramic
manufacture
Stoneware
Swimming pool filtration
Urban Heat Sink Mitigation Products
GGAC Tiles
GC for Thermal Energy Storage
Refined
Raw
Cementitious Glass
Pipe Embedment
FG Artificial Reef
StructuresFG Decorative Aggregates
FG Interior Products
FG Landscaping Products
FG Nesting Boxes and Artificial
Hollows
FG Sea-grass and Kelp Substrates
Glass Fines Mycelium Insulated Substrates
and BlocksGlass Fines Mycelium Structural Insulated
Panels (SIPS)
GF Floating Structures
GF for Outdoor Noise Absorption
GF for Semi-submerged
Cultch Manufacture
GF Growing Medium
(hydroponics)
GF Rafts for Aquaponics
farming
GF Rafts for Biological remediation of
contaminated and standing water
GF Structural Insulated Panels (SIPS)
GF surfaces for Indoor Humidity
Control
GF Thermal Insulation
GFs for Drainage Aggregates and
ScreeningsGFs For
Electromagnetic Absorption GFs for
Green Roof Systems
Glass Sand
AbrasivesIron
Carbonate Concretes
Mycelium Nano Bio- Material
Enhancement to Glass Fines
Road Base Filler
Organics
Removed
Vitrified Sewer Pipes
Beach Replenishment
and Bioremediation
Civil Water Filtration
Glass Sand Bags
Glass Sand for Fire
Suppression
Line Marking
Smelt Formed Glass Track
Ballast Smelt Formed Sea Wall and
River bank blocks
GC = Glass Ceramic
GF = Glass Foam
FG = Fused Glass
GGAC = GGAC
glass finesfinal report
69

glass finesfinal report70
glass finesfinal report
71Figure 23
Applications organized by the
level of market development,
streams sized by weighted
scores from top to bottom
Experimental
Bio Cements
Cementitious Glass
Ceramic Glass
Composite Tiles and
Pavers Desalination Filter
MediaFly-Ash Glass
Concrete
FG Artificial Reef
Structures
FG Interior Products
FG Landscaping Products
FG Nesting Boxes and Artificial Hollows
FG Sea-grass and Kelp Substrates
Geopolymer, Water Glass and Alkaline
Cements
GC for Electronic Components
GC for Thermal Energy Storage
Glass Fines Mycelium Insulated Substrates
and Blocks
Glass Fines Mycelium Structural Insulated
Panels (SIPS)
GF Floating Structures
GF for Outdoor Noise Absorption
GF for Semi-submerged Cultch Manufacture
GF Rafts for Aquaponics farming
GF Rafts for Biological remediation of
contaminated and standing water
GF surfaces for Indoor Humidity Control
GFs for Electro-
magnetic Absorption
GFs for Green Roof Systems
Glass laminated GF Insulated Roof and
Wall Tiles
Glass laminated GF Insulated Roof and Wall Tiles
Glass Microsphere Fillers for Concretes
Glass Sand for Fire Suppression
Graphene Oxide Pollution Absorption using a Glass Wool Substrate and Wick
GGAC Architectural Facades
GGAC Basins, Toilets and Baths
GGAC Benchtops and Interior
Products
GGAC Tiles
High Voltage Electrical Insulators
Hollow Glass Microspheres for Hydrogen
Generation and Storage
Hydrophyllic and Underwater Superoleophobic
Mesh
Iron Carbonate Concretes
Mycelium Nano Bio-Material
Enhancement to Glass Fines
Porcelain
Smelt Formed Glass Track Ballast and
Sea Wall and River bank blocks
Stoneware
Swimming pool filtration
Urban Heat Sink Mitigation
Products
Vitrified Sewer Pipes
Developing
Beach Replenishment
and Bioremediation
Ceramic Glass
Composite Bricks
Fused Glass Decorative Aggregates
GC Composite Materials
GC for Dental and Medical Products
GC for High Temperature Appliances
and Equipment
Glass Fines Ceramic Glazes
GF Filtration Aggregates
GF Growing Medium (hydroponics)
GF Structural Insulated Panels
(SIPS)
Glass Microspheres as an exfoliating and
bulking agent
Glass Powder and Aggregate Portland
Cements (UHPC)
Glass Sand
Glass Sand Bags
Hazardous Waste Material Containment
Nano Silica Cements
Silicon Carbide (SiC) Nanofibres as a structural additive
in Aerospace Metal and Ceramic
manufacture
Pipe Embedment
Road Base Filler
Mature
Civil Water Filtration
GC Cooktops
GF Thermal Insulation
GF for Drainage
Aggregates and
Screenings
Glass Microsphere
FillersGlass Sand Abrasives
Line Marking
glass finesfinal report
71
GC = Glass Ceramic
GF = Glass Foam
FG = Fused Glass
GGAC = GGAC

glass finesfinal report72
glass finesfinal report
73
conclusion This report has draws into focus a series of
technical solutions to repurpose glass fines. It
has done this through a combination of design
and engineering approaches including: reviewing
the various drivers of the Australian glass waste
system; linking opportunities to key literature on
glass waste research and techniques from around
the world; engaging the creative young minds of
undergraduate Engineering and Industrial Design
students from RMIT University; exploring material
properties of glass in controlled lab conditions; and
synthesising findings into plausible applications
to seed opportunities for further research and
development. While the product of a recycling and
waste commodity industry that is struggling to deal
with issues of oversupply and inadequate systems,
glass fines offer considerable opportunities.
The research was undertaken in lieu of current
rates of glass consumption and the settings of the
incumbent recycling system (that actively degrades
the quality of the material though contamination
and breakage). The market driven consumption
choices alongside the economic and political
decisions that define glass recycling policies at
both the collection and re-processing ends play
the major role in glass fines becoming a problem
in the first place. Though this study goes some
way to suggest solutions to deal with the systemic
issue of glass waste, it is important to note that
approaches to this problem require more than
technical solutions. Single use packaging glass is
ideally made back in to glass bottles, however for
this to be feasible the current systems of collection
and sorting require transformation, and the volume
of virgin material entering the systems needs to
be appropriate to market need. However, if that is
no longer economically or physically feasible, as
is the current case with glass fines, the material
should be used in other ways. For either scenario,
there is a need for a systems level accounting of
the environmental impacts of producing, wasting
and repurposing glass. Without accurate whole-
of-systems data it is unlikely that consumers,
policy makers, food and beverage manufacturers,
recyclers or commodity markets will adapt in
constructive ways.
Despite the concerns highlighted above,
the avenues explored in this report offer
numerous and novel opportunities for further
development by government agencies and
industry. Further research and development
focused on up-cycled applications for repurposed
glass fines will stimulate the realization of socially
sensitive, environmentally responsible, and
commercially viable innovations across our glass
recycling systems.
While the product of a recycling and waste commodity industry that is struggling to deal with issues of oversupply and inadequate systems, glass fines offer considerable opportunities.

glass finesfinal report74
glass finesfinal report
75
references1414 (2018), Energy for all, at all times. 1414. Retrieved May 22,
2018, from acchttps://1414degrees.com.au/
Achiou, B., Elomari, H., Bouazizi, A., Karim, A., Ouammou,
M., Albizane, A.,& El Amrani, I. E. (2017). Manufacturing
of tubular ceramic microfiltration membrane based on
natural pozzolan for pretreatment of seawater desalination.
Desalination, 419, 181–187. https://doi.org/10.1016/j.
desal.2017.06.014
Afshinnia, K., & Rangaraju, P. R. (2015). Influence of fineness
of ground recycled glass on mitigation of alkali–silica
reaction in mortars. Construction and Buidling Materials,
81, Materials, 81, 257–267. https://doi.org/10.1016/j.
conbuildmat.2015.02.041
Alagappan, P. N., Heimann, J., Morrow, L., Andreoli, E., &
Barron, A. R. (2017). Easily Regenerated Readily Deployable
Absorbent for Heavy Metal Removal from Contaminated
Water. Scientific Reports, 7(1), 6682. https://doi.org/10.1038/
s41598-017-06734-7
Andela,C.(2014).USRE45290E1.Retrieved December 16, 2017,
from http://www.google.com.ezproxy.lib.rmit.edu.au/
patents/USRE45290
Apkan, N. (2017). These bacteria might build you a patio
someday. Retrieved September 26, 2017, from http://www.
pbs.org/newshour/updates/carbon-emissions-growing-
cement-bricks-bacteria-biomason/
Ariyanti, D., Handayani, N.A., & Hadiyanto, H. (2011). An
Overview of Biocement Production from Microalgae.
International Journal of Science and Engineering, 2(2), 31–33.
Babineaux, C. E. (2014). Abstract: Recycled Glass Cullet
as an Alternative to Dredged Sediments for Coastal
Replenishment, 64, 655.
Beerkens, R., Kers, G., & van Santen, E. (2011). Recycling of
Post-Consumer Glass: Energy Savings, CO2 Emission
Reduction, Effects on Glass Quality and Glass Melting. In
C. H. Drummond (Ed.), Ceramic Engineering and Science
Proceedings (pp. 167–194). Hoboken, NJ, USA: John Wiley &
Sons, Inc. https://doi.org/10.1002/9781118095348.ch16
Benzerga, R., Laur, V., Lebullenger, R., Gendre, L. L., Genty,
S., Sharaiha, A., & Queffelec, P. (2015). Waste-glass
recycling: A steptoward microwave applications. Materials
Research Bulletin, 67, 261–265. https://doi.org/10.1016/j.
materresbull.2014.07.037
Bernardo, E. (2008). Fast sinter-crystallization of a glass from
waste materials. Journal of Non-Crystalline Solids, 354(29),
3486–3490. https://doi.org/10.1016/j.jnoncrysol.2008.03.021
Bernardo, E., Cedro, R., Florean, M., & Hreglich, S. (2007).
Reutilization and stabilization of wastes by the production of
glass foams. Ceramics International, 33(6), 963–968. https://
doi.org/10.1016/j.ceramint.2006.02.010
Bernardo, E., Dattoli, A., Bonomo, E., Esposito, L., Rambaldi, E.,
& Tucci, A. (2011). Application of an Industrial Waste Glass
in “Glass–Ceramic Stoneware.” International Journal of
Applied Ceramic Technology, 8(5), 1153–1162. https://doi.
org/10.1111/j.1744-7402.2010.02550.x
Bignozzi, M. C., Saccani, A., Barbieri, L., & Lancellotti, I. (2015).
Glass waste as supplementary cementing materials: The
effects of glass chemical composition. Cement and
Concrete Composites, 55, 45–52. https://doi.org/10.1016/j.
cemconcomp.2014.07.020
bioMASON (2017). bioMASON Grows Bricks. Retrieved
September 26, 2017, from http://biomason.com/ Bonifazi,
G., & Serranti, S. (2006). Imaging spectroscopy based strategies
for ceramic glass contaminants removal in glass recycling.
Waste Management, 26(6), 627–639. https://doi.org/10.1016/j.
wasman.2005.06.004
Brow, R. K., & Schmitt, M. L. (2009). A survey of energy and
environmental applications of glass. Journal of the European
Ceramic Society, 29(7), 1193–1201. https://doi.org/10.1016/j.
jeurceramsoc.2008.08.011
Carvalho, M. T., Dias, N., & Brogueira, P. (2015). Separation by
particle shape — The RecGlass device. International Journal
of Mineral Processing, 140, 1–7. https://doi.org/10.1016/j.
minpro.2015.04.016
Chakartnarodom, P., & Ineure, P. (2014). Foam Glass
Development Using Glass Cullet and Fly Ash or Rice Husk
Ash as the Raw Materials. Key Engineering Materials,
608, 73–78. https://doi.org/10.4028/www.scientific.net/
KEM.608.73
Chen, D., Masui, H., Miyoshi, H., Akai, T., & Yazawa, T. (2006).
Extraction of heavy metal ions from waste colored glass
through phase separation. Waste
Management, 26(9), 1017–1023. https://doi.org/10.1016/j.
wasman.2005.09.019

glass finesfinal report76
glass finesfinal report
77
Clune, S., & Lockrey, S., (2014). Developing environmental
sustainability strategies, the Double Diamond method of LCA
and design thinking: a case study from aged care. Journal
of Cleaner Production, 85, 67-82. https://doi.org/10.1016/j.
jclepro.2014.02.003
Colombo, P., Brusatin, G., Bernardo, E., & Scarinci, G. (2003).
Inertization and reuse of waste materials by vitrification
and fabrication of glass-based products. Current Opinion in
Solid State and Materials Science, 7(3), 225–239. https://doi.
org/10.1016/j.cossms.2003.08.002
Dalai, S., Vijayalakshmi, S., & Sharma, P. (2013). Preparation of
Hollow Glass Microspheres (HGMs) from Amber Coloured
and Borosilicate Glass Frits. Advanced Materials Research,
678, 37–41. https://doi.org/10.4028/www.scientific.net/
AMR.678.37
Davis, L. (2017). Australia’s glass recycling crisis: the industry
responds. Retrieved November 13, 2017, from http://
sustainabilitymatters.net.au/content/waste/article/australia-
s-glass-recycling-crisis-the-industry-responds-809131767
Davis, M. J., & Zanotto, E. D. (2017). Glass-ceramics and
realization of the unobtainable: Property combinations that
push the envelope. MRS Bulletin, 42(3), 195–199. https://doi.
org/10.1557/mrs.2017.27
De Biasio, M., Arnold, T., McGunnigle, G., Kraft, M., Leitner,
R., Balthasar, D., & Rehrmann, V. (2011). Detection
of fire protection and mineral glasses in industrial
recycling using Raman mapping spectroscopy. In M. A.
Druy & R. A. Crocombe (Eds.) (p. 80320H). https://doi.
org/10.1117/12.884462
De Nijs, B. (2014). Crushed foam glass meets all the requirements
to be dream substrate. Retrieved September 12, 2017, from
http://www.hortidaily.com/article/11195/Crushed-foam-glass-
meets-all-the-requirements-to-be-dream- substrate
Dias, N., Garrinhas, I., Maximo, A., Belo, N., Roque, P., &
Carvalho, M. T. (2015). Recovery of glass from the inert
fraction refused by MBT plants in a pilot plant. Waste
Management, 46, 201–211. https://doi.org/10.1016/j.
wasman.2015.07.052
Dias, N., Máximo, A., Belo, N., & Carvalho, M. T. (2014).
Packaging glass contained in the heavy residual fraction
refused by Portuguese Mechanical and Biological Treatment
plants. Resources, Conservation and Recycling, 85, 98–105.
https://doi.org/10.1016/j.resconrec.2013.09.014
Dias, N., Teresa Carvalho, M., & Pina, P. (2012). Characterization
of Mechanical Biological Treatment reject aiming at
packaging glass recovery for recycling. Minerals
Engineering, 29, 72–76. https://doi.org/10.1016/j.
mineng.2011.10.004
drying_and_cleaning_of_recycled_glass.pdf (n.d.). Retrieved
December 12, 2017, from https://www.allgaier-process-
technology.com/sites/default/files/downloads/en/drying_
and_cleaning_of_recycled_glass.pdf
Ecovative. (2017). Ecovative. Retrieved December 12, 2017, from
https://www.ecovativedesign.com
El-Shimy, Y. N., Amin, S. K., EL-Sherbiny, S. A., & Abadir, M. F.
(2014). The use of cullet in the manufacture of vitrified clay
pipes. Construction and Building Materials, 73
(Supplement C), 452–457. https://doi.org/10.1016/j.
conbuildmat.2014.09.090
Faik, A., Guillot, S., Lambert, J., Véron, E., Ory, S., Bessada,
C., & Py, X. (2012). Thermal storage material from inertized
wastes: Evolution of structural and radiative properties
with temperature. Solar Energy, 86(1), 139–146. https://doi.
org/10.1016/j.solener.2011.09.014
Fang, X., Li, Q., Yang, T., Li, Z., & Zhu, Y. (2017). Preparation
and characterization of glass foams for artificial floating
island from waste glass and Li2CO3. Construction and
Building Materials, 134, 358–363. https://doi.org/10.1016/j.
conbuildmat.2016.12.048
Farcomeni, A., Serranti, S., & Bonifazi, G. (2008). Non-parametric
analysis of infrared spectra for recognition of glass and glass
ceramic fragments in recycling plants. Waste Management,
28(3), 557–564. https://doi.org/10.1016/j.wasman.2007.01.019
Fasquelle, T., Falcoz, Q., Neveu, P., Walker, J., & Flamant,
G. (2017). Compatibility Study Between Synthetic Oil
and Vitrified Wastes for Direct Thermal Energy Storage.
Waste and Biomass Valorization, 8(3), 621–631. https://doi.
org/10.1007/s12649-016-9622-1
Fernandes, H. R., Tulyaganov, D. U., & Ferreira, J. M. F. (2009).
Production and characterisation of glass ceramic foams from
recycled raw materials. Advances in Applied Ceramics, 108(1),
9–13. https://doi.org/10.1179/174367509X344971
Fowler, W. (2015). Focusing on the Economics of Glass Recycling.
Retrieved October 20, 2017, from http://www.waste360.com/
glass/focusing-economics-glass-recycling
Francis, A. A., Rawlings, R. D., Sweeney, R., & Boccaccini, A. R.
(2002). Processing of coal ash into glass ceramic products by
powder technology and sintering. Glass Technology, 43(2),
58–62.
Galvão, Á. C. P., Medeiros, P., Farias, A., Carlos, E., & Mendes,
J. (2013). Evaluation of thermal insulation of the rigid
polyurethane foam filled with glass powder. In Anais do 22o
COBEM–International Congress of Mechanical Engineering,
Ribeirão Preto, SP, Brazil.
Gong, Y., Dongol, R., Yatongchai, C., Wren, A. W., Sundaram, S.
K., & Mellott, N. P. (2016). Recycling of waste amber glass
and porcine bone into fast sintered and high strength glass
foams. Journal of Cleaner Production, 112, 4534– 4539.
https://doi.org/10.1016/j.jclepro.2015.09.052
Growstone (n.d.). Sustainable products for horticulture,
container gardening and outdoor living. Retrieved
December 12, 2017 from http://growstone.com/
Gundupalli, S. P., Hait, S., & Thakur, A. (2017). A review on
automated sorting of source-separated municipal solid waste
for recycling. Waste Management, 60(Supplement C), 56–74.
https://doi.org/10.1016/j.wasman.2016.09.015
Gutierrez, A., Miró, L., Gil, A., Rodríguez-Aseguinolaza, J.,
Barreneche, C., Calvet, N., & Cabeza, L. F. (2016). Industrial
waste materials and by-products as thermal energy storage
(TES) materials: A review. AIP Conference Proceedings,
1734(1), 050019. https://doi.org/10.1063/1.4949117
Haneef, M., Ceseracciu, L., Canale, C., Bayer, I. S., Heredia-
Guerrero, J. A., & Athanassiou, A. (2017). Advanced
Materials From Fungal Mycelium: Fabrication and Tuning of
Physical Properties. Scientific Reports, 7, 41292. https://doi.
org/10.1038/srep41292
Hu, L., Bu, F., Guo, F., & Zhang, Z. (2017). Construction method
of foam glass thermal insulation material in sloping roof. IOP
Conference Series: Earth and Environmental Science, 61(1),
012122. https://doi.org/10.1088/1755- 1315/61/1/012122
Idir, R., Cyr, M., & Tagnit-Hamou, A. (2010). Use of fine glass as
ASR inhibitor in glass aggregate mortars. Construction and
Building Materials, 24(7), 1309–1312. https://doi.org/10.1016/j.
conbuildmat.2009.12.030
IndustryEdge & Equilibrium OMG (2015). PAPER
PACKAGING, GLASS CONTAINERS, STEEL CANS
AND ALUMINIUM PACKAGING. Australian Packaging
Covenant. Retrieved December 12, 2017 from https://www.
packagingcovenant.org.au/documents/item/1074
Jani, Y., & Hogland, W. (2014). Waste glass in the production of
cement and concrete – A review. Journal of Environmental
Chemical Engineering, 2(3), 1767–1775. https://doi.
org/10.1016/j.jece.2014.03.016
JDM. (2013). redwave Glass Sorting Technology. JDM Aust.
Retrieved November 14, 2017, from http://www.jdmaust.net.
au/redwave-glass-sorting/
Ji, C., He, D., Shen, L., Zhang, X., Wang, Y., Gupta, A., & Bao,
N. (2014). A facile green chemistry route to porous silica
foams. Materials Letters, 119, 60–63. https://doi.org/10.1016/j.
matlet.2013.12.092
Kong, Y., Wang, P., Liu, S., Gao, Z., & Rao, M. (2018). Effect of
microwave curing on the hydration properties of cement-
based material containing glass powder. Construction and
Building Materials, 158, 563–573. https://doi.org/10.1016/j.
conbuildmat.2017.10.058
König, J., Petersen, R. R., & Yue, Y. (2016). Influence of
the glass particle size on the foaming process and
physical characteristics of foam glasses. Journal of Non-
Crystalline Solids, 447, 190–197. https://doi.org/10.1016/j.
jnoncrysol.2016.05.021
Kutz, M. (2007). Environmentally Conscious Materials and
Chemicals Processing. John Wiley & Sons.
Kyaw Oo D’Amore, G., Caniato, M., Travan, A., Turco, G.,
Marsich, L., Ferluga, A., & Schmid, C. (2017). Innovative
thermal and acoustic insulation foam from recycled waste
glass powder. Journal of Cleaner Production, 165(Supplement
C), 1306–1315. https://doi.org/10.1016/j.jclepro.2017.07.214
Leeming, L., & Media, A. C. M.-F. (2017). 50 tonnes of glass
waste daily. Retrieved October 12, 2017, from http://www.
maitlandmercury.com.au/story/4843629/50-tonnes-of-glass-
waste-daily/
Li, C., Liu, C., Wang, W., Mutlu, Z., Bell, J., Ahmed, K., & Ozkan,
C. S. (2017b). Silicon Derived from Glass Bottles as Anode
Materials for Lithium Ion Full Cell Batteries. Scientific Reports,
7(1). https://doi.org/10.1038/s41598-017-01086-8
Li, C., Liu, C., Wang, W., Mutlu, Z., Bell, J., Ahmed, K., & Ozkan,
C. S. (2017a). Silicon Derived from Glass Bottles as Anode
Materials for Lithium Ion Full Cell Batteries. Scientific
Reports, 7(1), 917. https://doi.org/10.1038/s41598-017- 01086-8
Lin, D.-F., Luo, H.-L., Lin, K.-L., & Liu, Z.-K. (2017). Effects of
waste glass and waste foundry sand additions on reclaimed
tiles containing sewage sludge ash. Environmental
Technology, 38(13–14), 1679–1688. https://doi.org/10.1080/09
593330.2017.1296891
Ling, T.-C., & Poon, C.-S. (2011). Properties of architectural
mortar prepared with recycled glass with different particle
sizes.
Materials & Design, 32(5), 2675–2684. https://doi.org/10.1016/j.
matdes.2011.01.011
Lu, J., Duan, Z., & Poon, C. S. (2017). Combined use of waste
glass powder and cullet in architectural mortar. Cement and
Concrete Composites, 82, 34–44. https://doi.org/10.1016/j.
cemconcomp.2017.05.011
Ma, Q., Cheng, H., Yu, Y., Huang, Y., Lu, Q., Han, S., & Zhang,
H. (2017). Preparation of Superhydrophilic and Underwater
Superoleophobic Nanofiber-Based Meshes from Waste Glass
for Multifunctional Oil/Water Separation. Small, 13(19), n/a-
n/a. https://doi.org/10.1002/smll.201700391

glass finesfinal report78
glass finesfinal report
79
Maeda, H., Imaizumi, H., & Ishida, E. H. (2011). Utilization of
calcite and waste glass for preparing construction materials
with a low environmental load. Journal of Environmental
Management, 92(11), 2881–2885. https://doi.org/10.1016/j.
jenvman.2011.06.021
Makowski, C., Finkl, C. W., & Rusenko, K. (2011). Using
Recycled Glass Cullet For Coastal Protection: A Review
of Geotechnical, Biological, & Abiotic Analyses. Journal of
Coastal Research; Fort Lauderdale, SI(64), 1362–1366.
Makowski, C., Finkl, C. W., & Rusenko, K. (2013). Suitability of
Recycled Glass Cullet as Artificial Dune Fill along Coastal
Environments. Journal of Coastal Research, 772–782. https://
doi.org/10.2112/12A-00012.1
Makowski, C., Rusenko, K., & Kruempel, C. J. (2008). Abiotic
Suitability of Recycled Glass Cullet as an Alternative Sea
Turtle Nesting Substrate. Journal of Coastal Research,
771–779. https://doi.org/10.2112/07-0864.1
Marangoni, M., Nait-Ali, B., Smith, D. S., Binhussain, M.,
Colombo, P., & Bernardo, E. (2017). White sintered glass-
ceramic tiles with improved thermal insulation properties
for building applications. Journal of the European
Ceramic Society, 37(3), 1117–1125. https://doi.org/10.1016/j.
jeurceramsoc.2016.10.019
Marinoni, N., D’Alessio, D., Diella, V., Pavese, A., & Francescon,
F. (2013). Effects of soda–lime–silica waste glass on mullite
formation kinetics and micro-structures development in
vitreous ceramics. Journal of Environmental Management,
124, 100–107. https://doi.org/10.1016/j.jenvman.2013.02.048
Maroufi, S., Mayyas, M., & Sahajwalla, V. (2017). Waste materials
conversion into mesoporous silicon carbide nanocermics:
Nanofibre/particle mixture. Journal of
Cleaner Production, 157, 213–221. https://doi.org/10.1016/j.
jclepro.2017.04.109
Marra, J. (2004). Glass-an environmental protector.
Meldrum-Hanna, C., Davies, A., & Richards, D. (2017). Recycling
being stockpiled and dumped in landfill as glass market
crashes [Text]. Retrieved October 12, 2017, from http://www.
abc.net.au/news/2017-08-07/recycling- companies-forced-
to-stockpile-glass-industry-crisis/8778088
Memon, S. A., Lo, T. Y., & Cui, H. (2013). Utilization of waste
glass powder for latent heat storage application in buildings.
Energy and Buildings, 66, 405–414. https://doi.org/10.1016/j.
enbuild.2013.07.056
Mingfei, X., Yaping, W., Jun, L., & Hua, X. (2016). Lead recovery
and glass microspheres synthesis from waste CRT funnel
glasses through carbon thermal reduction enhanced acid
leaching process. Journal of Hazardous Materials, 305,
51–58. https://doi.org/10.1016/j.jhazmat.2015.11.032
Miyoshi, H., Chen, D., & Akai, T. (2004). A novel process
utilizing subcritical water to recycle soda–lime–silicate
glass. Journal of Non-Crystalline Solids, 337(3), 280–282.
https://doi.org/10.1016/j.jnoncrysol.2004.04.005
Morey, B. W., & White, W. R. (1978). US4067502 A. Retrieved
December 12, 2017 from http://www-google- com.ezproxy.lib.
rmit.edu.au/patents/US4067502
Mori, H. (2003). Extraction of silicon dioxide from waste
colored glasses by alkali fusion using potassium hydroxide.
Journal of Materials Science, 38(16), 3461–3468. https://doi.
org/10.1023/A:1025100901693
Oliveira, R., de Brito, J., & Veiga, R. (2013). Incorporation of
fine glass aggregates in renderings. Construction and
Building Materials, 44, 329–341. https://doi.org/10.1016/j.
conbuildmat.2013.03.042
Oliveira, R., de Brito, J., & Veiga, R. (2015). Reduction of the
cement content in rendering mortars with fine glass
aggregates. Journal of Cleaner Production, 95, 75–88. https://
doi.org/10.1016/j.jclepro.2015.02.049
Omran, A., & Tagnit-Hamou, A. (2016). Performance of glass-
powder concrete in field applications. Construction and
Building Materials, 109, 84–95. https://doi.org/10.1016/j.
conbuildmat.2016.02.006
Østergaard, M. B. (2017). Foaming Glass Using High Pressure
Sintering.
Pan, Z., Tao, Z., Murphy, T., & Wuhrer, R. (2017). High
temperature performance of mortars containing fine glass
powders. Journal of Cleaner Production, 162, 16–26. https://
doi.org/10.1016/j.jclepro.2017.06.003
Pancar, E. B., & Akpınar, M. V. (2016). Temperature Reduction of
Concrete Pavement Using Glass Bead Materials. International
Journal of Concrete Structures and Materials, 10(1), 39–46.
https://doi.org/10.1007/s40069-016- 0130-2
Ponsot, I., Bernardo, E., Bontempi, E., Depero, L., Detsch,
R., Chinnam, R. K., & Boccaccini, A. R. (2015). Recycling
of pre- stabilized municipal waste incinerator fly ash and
soda-lime glass into sintered glass-ceramics. Journal of
Cleaner Production, 89, 224–230. https://doi.org/10.1016/j.
jclepro.2014.10.091
Puertas, F., & Torres-Carrasco, M. (2014). Use of glass waste
as an activator in the preparation of alkali-activated slag.
Mechanical strength and paste characterisation. Cement
and Concrete Research, 57, 95–104. https://doi.org/10.1016/j.
cemconres.2013.12.005
Qu, Y.-N., Xu, J., Su, Z.-G., Ma, N., Zhang, X.-Y., Xi, X.-Q., &
Yang, J.-L. (2016). Lightweight and high-strength glass foams
prepared by a novel green spheres hollowing technique.
Ceramics International, 42(2), 2370–2377. https://doi.
org/10.1016/j.ceramint.2015.10.034
Raimondo, M., Zanelli, C., Matteucci, F., Guarini, G., Dondi,
M., & Labrincha, J. A. (2007). Effect of waste glass (TV/PC
cathodic tube and screen) on technological properties and
sintering behaviour of porcelain stoneware tiles. Ceramics
International, 33(4), 615–623. https://doi.org/10.1016/j.
ceramint.2005.11.012
Rawlings, R. D., Wu, J. P., & Boccaccini, A. R. (2006). Glass-
ceramics: Their production from wastes—A Review. Journal
of Materials Science, 41(3), 733–761. https://doi.org/10.1007/
s10853-006-6554-3
Rincón, A., Giacomello, G., Pasetto, M., & Bernardo, E.
(2017). Novel ‘inorganic gel casting’ process for the
manufacturing of glass foams. Journal of the European
Ceramic Society, 37(5), 2227–2234. https://doi.org/10.1016/j.
jeurceramsoc.2017.01.012
Rincón, A., Marangoni, M., Cetin, S., & Bernardo, E. (2016).
Recycling of inorganic waste in monolithic and cellular glass-
based materials for structural and functional applications.
Journal of Chemical Technology & Biotechnology, 91(7),
1946–1961. https://doi.org/10.1002/jctb.4982
Saleh, N. J., Ibrahim, R. I., & Salman, A. D. (2015).
Characterization of nano-silica prepared from local silica
sand and its application in cement mortar using optimization
technique. Advanced Powder Technology, 26(4), 1123–1133.
https://doi.org/10.1016/j.apt.2015.05.008
Schultz, D. W. (1981). Municipal Solid Waste, Resource Recovery:
Proceedings of the Seventh Annual Research Symposium at
Philadelphia, Pennsylvania, March 16-18, 1981, by the U.S. EPA
Office of Research & Development, Municipal Environmental
Research Laboratory, Solid and Hazardous Waste Research
Division. Municipal Environmental Research Laboratory,
Office of Research and Development, U.S. Environmental
Protection Agency.
Siad, H., Lachemi, M., Sahmaran, M., & Hossain, K. M. A.
(2016). Effect of glass powder on sulfuric acid resistance
of cementitious materials. Construction and Building
Materials, 113, 163–173. https://doi.org/10.1016/j.
conbuildmat.2016.03.049
Silva, R. V., de Brito, J., Lye, C. Q., & Dhir, R. K. (2017). The role of
glass waste in the production of ceramic-based products and
other applications: A review. Journal of Cleaner Production,
167(Supplement C), 346–364. https://doi.org/10.1016/j.
jclepro.2017.08.185
Soliman, N. A., & Tagnit-Hamou, A. (2016). Development of
ultra-high-performance concrete using glass powder –
Towards ecofriendly concrete. Construction and Building
Materials, 125, 600–612. https://doi.org/10.1016/j.
conbuildmat.2016.08.073
Souza, M. T., Maia, B. G. O., Teixeira, L. B., de Oliveira, K. G.,
Teixeira, A. H. B., & Novaes de Oliveira, A. P. (2017). Glass
foams produced from glass bottles and eggshell wastes.
Process Safety and Environmental Protection, 111, 60– 64.
https://doi.org/10.1016/j.psep.2017.06.011
Spiesz, P., Rouvas, S., & Brouwers, H. J. H. (2016). Utilization of
waste glass in translucent and photocatalytic concrete.
Construction and Building Materials, 128, 436–448. https://doi.
org/10.1016/j.conbuildmat.2016.10.063
Stone, D. (2017). Iron Kast. Retrieved September 26, 2017, from
http://ironkast.com/technology/
Sulhadi, Susanto, Priyanto, A., Fuadah, A., & Aji, M. P. (2017).
Performance of Porous Composite from Waste Glass on
Salt Purification Process. Procedia Engineering, 170, 41–46.
https://doi.org/10.1016/j.proeng.2017.03.008
Sustainability Victoria. (2015). Market Summary - recycled glass.
Synthesis of ferrosilicon alloy using waste glass and plastic (PDF
Download Available). (n.d.). https://doi.org/http://dx.doi.
org/10.1016/j.matlet.2013.10.105
Takei, T., Ota, H., Dong, Q., Miura, A., Yonesaki, Y., Kumada, N.,
& Takahashi, H. (2012). Preparation of porous material from
waste bottle glass by hydrothermal treatment. Ceramics
International, 38(3), 2153–2157. https://doi.org/10.1016/j.
ceramint.2011.10.057
Teixeira, L. B., Fernandes, V. K., Maia, B. G. O., Arcaro, S., & de
Oliveira, A. P. N. (2017). Vitrocrystalline foams produced from
glass and oyster shell wastes. Ceramics International, 43(9),
6730–6737, https://doi.org/10.1016/j.ceramint.2017.02.078

glass finesfinal report80
glass finesfinal report
81
Torres-Carrasco, M., Palomo, J. G., & Puertas, F. (2014). Sodium
silicate solutions from dissolution of glasswastes. Statistical
analysis. Materiales de Construcción, 64(314), e014. https://
doi.org/10.3989/mc.2014.05213
Torres-Carrasco, M., & Puertas, F. (2015). Waste glass in the
geopolymer preparation. Mechanical and microstructural
characterisation. Journal of Cleaner Production, 90, 397–408.
https://doi.org/10.1016/j.jclepro.2014.11.074
Torres-Carrasco, M., & Puertas, F. (2017). Waste glass as a
precursor in alkaline activation: Chemical process and
hydration products. Construction and Building Materials, 139,
342–354. https://doi.org/10.1016/j.conbuildmat.2017.02.071
Vaitkeviăius, V., Šerelis, E., & Hilbig, H. (2014). The effect of glass
powder on the microstructure of ultra-high performance
concrete. Construction and Building Materials, 68, 102–109.
https://doi.org/10.1016/j.conbuildmat.2014.05.101
Vancea, C., & Lazău, I. (2014). Glass foam from window panes
and bottle glass wastes. Central European Journal of
Chemistry, 12(7), 804–811. https://doi.org/10.2478/s11532-014-
0510-x
Vu, D.-H., Wang, K.-S., & Bac, B. H. (2011). Humidity control
porous ceramics prepared from waste and porous materials.
Materials Letters, 65(6), 940–943. https://doi.org/10.1016/j.
matlet.2011.01.006
Walczak, P., Małolepszy, J., Reben, M., Szymaăski, P., & Rzepa,
K. (2015). Utilization of Waste Glass in Autoclaved Aerated
Concrete. Procedia Engineering, 122, 302–309. https://doi.
org/10.1016/j.proeng.2015.10.040
Wiemes, L., Pawlowsky, U., & Mymrin, V. (2017). Incorporation
of industrial wastes as raw materials in brick’s formulation.
Journal of Cleaner Production, 142, 69–77. https://doi.
org/10.1016/j.jclepro.2016.06.174
Xing, M., Fu, Z., Wang, Y., Wang, J., & Zhang, Z. (2017). Lead
recovery and high silica glass powder synthesis from waste
CRT funnel glasses through carbon thermal reduction
enhanced glass phase separation process. Journal of
Hazardous Materials, 322, 479–487. https://doi.org/10.1016/j.
jhazmat.2016.10.012
glossary
Xing, M., & Zhang, F.-S. (2011). Nano-lead particle synthesis
from waste cathode ray-tube funnel glass. Journal of
Hazardous Materials, 194, 407–413. https://doi.org/10.1016/j.
jhazmat.2011.08.003
Zeiger, E. (2014). Fine Glass: A Valuable Resource. Mogensen.
Retrieved December 12, 2017 from http://www.mogensen.de/
en/pdf/Fine_Glass_Sorting_2014_Mogensen.pdf

glass finesfinal report82
glass finesfinal report
83
aSr Alkali Silica Reaction
CaCo3 Calcium Carbonate, commonly found
in limestone
Carbotherma A chemical reduction using carbon
at high temperature
Co2 Carbon Dioxide, a common gas
Comingled recycling Dominant municipal
recycling system in Australia where all recyclable
materials are combined into one bin for collection
Crt Cathode Ray Tube
Crt Funnel Glass Glass from old television and
computer monitors
CSp Ceramics, Stones and Porcelain the most
common inorganic contaminants in glass fines
Cullet Glass that has been through the recycling
stream, cleaned, sorted into colour grades and
crushed to specific sizes ready to be put back into
the glass manufacturing industry
Feldspar A common mineral that is used in
ceramic products
Glass fines Glass that has been through
the recycling stream, and broken down into
small particles
Gp Glass Powder
HGMS Hollow Glass Microsphere
Hydration The chemical reaction for
cementitious materials
Magnesiothermic A chemical reduction using
magnesium at high temperature
MBt Mechanical Biological Treatment,
usually a plant
MrF Materials Recovery Facility is where all the
municipal recycling from commingled
MSW Municipal Solid Waste commonly known
as garbage
Mycelium Subsurface of the fungi that acts like a
glue between particles as it grows
nano-enhanced materials Macro materials with
nano-coatings that improve their characteristics or
add extra functionality stream is processed
peG Polyethylene Glycol
pCM Phase Change Material, material that store
latent heat
pozzolan A silicate that when crushed and
mixed with water forms strong chemical bonds
SiC – Silicon Carbide, a widely used industrial
semiconductor
Sio2 Silicon Dioxide
Subcritical water Water above 100°C that is
prevented from boiling by being kept under high
pressure
Superoleophobic Very good at repelling oil
tGa Thermogravimetric Analysis is a thermal
analysis tool used to determine material properties
of a sample as it is exposed to heat over time
UHpC Ultra High Performance Concrete
XrF X-ray Fluorescence is a chemical analysis
tool used to determine the constituent elements of
a sample
appendix

glass finesfinal report84
glass finesfinal report
85
application name application Description Key production/ processing processes
required
Macro Market australia (ibis World)
level of Market Devel-opment
Market Size (Billions $) production intensity (energy)
Degree of post recovery processing required
(cleaning)
Category of Manufacturing references
thermal Mechanical Chemical Biological
Beach Replenishment and Bioremediation
Glass sand, fines and cullet are useful (and biologically inert) media to replenish beaches that have been subject to significant erosion. When used to stabilise or produce artificial sand dunes the increased angularity of the glass provides coastal plants a far more stable media to grow on than beach sand.
Raw Fines Mineral Sand Mining Developing 2.8 Low Organics Removed
Bio Cements Replaces the virgin sand in a microbial induced calcium carbonate precipitation
Hydration Concrete Product Manu-facturing
Experimental 2.3 Low Refined
Cementitious Glass Raw waste glass can be converted into a Cementitious material by milling a portion of it to a pozzolanic scale and combining it with glass sand, glass aggregate and water to set. Once set 100% glass cements can be put into a fusing kiln to sinter the surface area to a state where the form is held. This requires far lower energy inputs than conven-tional glass smelting or ceramic firing and can produce an impervious, strong and non-conductive material alternative to flat, patterned (precast) and roof tile manufacture.
powdering, hydrating and fusing
Concrete Product Manu-facturing
Experimental 2.3 Medium Raw (Omran & Tagnit-Hamou, 2016)
Ceramic Glass Composite Bricks
Displaces the virgin sand component Powdered Glass Fines as a Ceramic Additive
Clay Brick Manufacturing Developing 0.93 Low Refined (Phonphuak et al, 2016).
Ceramic Glass Composite Tiles and Pavers
Displaces the virgin sand component Powdered Glass Fines as a Ceramic Additive
Ceramic product manu-facturing
Experimental 0.48 Low Refined (Lin, Luo, Lin, & Liu, 2017)
Civil Water Filtration Various grades of glass fines can be used as a highly effective alternative to traditional civil water filtration materials. This can be used for stormwater and grey water filtration.
Raw Fines Road and Bridge Con-struction
Mature 20.3 Low Organics Removed
Desalination Filter Media Glass Fines of various grades can be used in large scale filtration systems including desalination plants before an activated carbon filter.
Graded and Cleaned Fines
Water Treatment Services Experimental 6.2 Medium Refined
Fly-Ash Glass Concrete Mixed fly ash and glass form constituents of concrete mix
Glass Aggregate Com-posites
Concrete Product Manu-facturing
Experimental 2.3 Low Refined
Fused Glass Artificial Reef Structures
Fused glass fines provide an inert, strong and rough surface suitable for the mass production of artificial reef structures. Additionally, as a mass-produced product or system fused glass reef products could allow the seeding of coral and other species in controlled environments prior to permanent installation to increase the rate of reef production and remediation. This process is perhaps best approached through a combination of in mould mycelium part production and fusing to produce complex forms.
Fusing Environmental science services
Experimental 5.4 Medium Raw
Fused Glass Decorative Aggregates
Loose fused glass fines tend to round off their sharp edges and take on an opaque finish. As a material, this could provide an alternative to paving aggregates like granitic sands and crushed basalt for public spaces, landscaping applications and aquariums
Fusing Concrete Product Manu-facturing
Developing 2.3 Medium Raw
Fused Glass Interior Products
Fused Glass fines have a unique look and feel and are a viable material for a wide variety of interior products including light diffusers, lamps, trivets, platters and bowls and coarse surface tiles
Fusing Ceramic product manu-facturing
Experimental 0.48 Medium Raw
Fused Glass Landscaping Products
Mass section fused glass provides a highly durable material for used in a wide variety of external and public space products, including paving, retaining walls, street furniture, bollards, planters, and sculptures
Fusing Landscaping Services Experimental 5.4 Medium Raw
appendix a

glass finesfinal report86
glass finesfinal report
87
Fused Glass Nesting Box-es and Artificial Hollows
As a material that requires significant heat (1000 degC) to delaminate, fused glass provides significant advantages over the relatively short life of currently used timber and plastic nesting boxes for native species in areas prone to wild fire. As a non-laminar material, fused glass fines also allow nest box and hollow pro-duction to more closely approximate the habitat requirements of endangered and endemic species that currently compete for nesting sites. This process is perhaps best approached through a combination of in mould mycelium part production and fusing to produce complex forms.
Fusing Environmental science services
Experimental 5.4 Medium Raw
Fused Glass Sea-grass and Kelp Substrates
Fused glass fines provide an inert, strong and rough surface that would be useful in the mass production of sea and estuary bed erosion mitigation products to assist in sea-grass and kelp forest remediation. This process is perhaps best approached through a combination of in mould mycelium part production and fusing to produce complex forms.
Fusing Environmental science services
Experimental 5.4 Medium Raw
Geopolymer, Water Glass and Alkaline Cements
Alternative to Portland Cement. Hydration Concrete Product Manu-facturing
Experimental 2.3 Low Refined
Glass Ceramic Composite Materials
Glass ceramics reinforced with fibres to create light weight and strong panels
Vitrification and glass fibre production and
insertion into composite materials
Ceramic product manu-facturing
Developing 0.48 Very High Refined (Rincón et al., 2016)
Glass Ceramic Cooktops Contemporary electric cooktops used for their low heat conduction to surrounding benchtop
Vitrification / mixed with other elements
Household Appliance manufacturing
Mature 1.6 Very High Refined (M. J. Davis & Zanotto, 2017)
Glass Ceramics for Dental and Medical Products
Bioactive glasses are used as implants in medical procedures for replacing hard tissue
Vitrification / mixed with other elements
Biotechnology Developing 7.3 Very High Refined (M. J. Davis & Zanotto, 2017)
Glass Ceramics for Elec-tronic Components
Used as resistors in circuits Vitrification / mixed with other elements
Experimental Very High Refined (M. J. Davis & Zanotto, 2017)
Glass Ceramics for High Temperature Appliances
and Equipment
Glass ceramics used as heat shielding in space craft
Vitrification / mixed with other elements
Aircraft Manufacturing and repair services
Developing 4 Very High Refined (M. J. Davis & Zanotto, 2017)
Glass Ceramics for Ther-mal Energy Storage
Stable, solid material for repetitive heat-ing and cooling. Easier to work with than molten salts
Vitrification Wind and other electricity generation
Experimental 2.4 Very High Refined (Gutierrez et al., 2016)
Glass Fines Ceramic Glazes
Glass fines can be used as a silica source for the production of industrial glazes.
Powdered and added to glaze formula
Ceramic product manu-facturing
Developing 0.48 Medium Refined (Caki et al., 2014)
Glass Fines Mycelium Insulated Substrates and
Blocks
Similar to above Mycelium bonding of raw glass fines could be used to produce a variety of substrate, bulk filler and block materials. For example, it could be used to produce100% recycled alternative to the use of polystyrene in waffle slabs for building construction.
Nano Bio-material En-hancement
Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 Low Raw
Glass Fines Mycelium Structural Insulated
Panels (SIPS)
Raw glass fines contained between a two plywood, steel or aluminium sheets can be inoculated with a mycelium culture that then under controlled conditions grows through the glass fines feeding off the organics and locking the glass parti-cles together in with a nano-size filament. This process can be arrested with low levels of heat exposure and forms highly insulated structural panels.
Nano Bio-material En-hancement
Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 Low Raw
Glass Foam Filtration Aggregates
Highly porous glass foam substrate acts as a filter for water
Foaming Water Treatment Services Developing 6.2 High Refined (Sulhadi et al., 2017)
Glass Foam Floating Structures
Glass foam can be used to replace polymer floating structures because it has better environmental durability
Foaming Gardening Services Experimental 1.7 High Raw (Fang, Li, Yang, Li, & Zhu, 2017).
Glass Foam for Outdoor Noise Absorption
As Foamed Glass has significant surface area and is light weight it is ideal as an exterior surface (panel) for the absorption of noise along roads, freeways, train lines, airports and industrial precincts.
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Raw
Glass Foam for Semi-submerged Cultch
Manufacture
As Glass Foam floats and has a highly po-rous surface it is ideal for the production of high yield, low cost and environmental-ly benign substrates for oyster and mussel spats to adhere to.
Foaming Aquaculture Experimental 1.6 High Raw

glass finesfinal report88
glass finesfinal report
89
Glass Foam Growing Medium (hydroponics)
Glass foam gravel is used as a replace-ment for common materials such as rockwool or volcanic rock
Foaming Hydroponic Crop Farming Developing 0.69 High Raw (De Nijs, 2014)
Glass Foam Rafts for Aquaponics farming
Glass Foam aggregates are used to great success in hydroponic industries. if formed as growing rafts opportuni-ties exist for farmers to utilise dams for aquaponics yabby / maron / fish and leafy green production with a low start-up cost.
Foaming Aquaculture Experimental 1.6 High Raw
Glass Foam Rafts for Biological remediation of contaminated and
standing water
Hydroponic processes can be scaled up using glass foam planter rafts to draw heavy metals and biological contaminants out of standing water (such as tailing dams in the mining industry or sewage ponds) while drawing down carbon dioxide through bio-mass growth. Crops containing contaminants can be then used to produce bio-fuels or other products.
Foaming Environmental science services
Experimental 5.4 High Raw (Fang, Li, Yang, Li, & Zhu, 2017).
Glass Foam Structural Insulated Panels (SIPS)
Glass foam can be formed in a mould to make panels
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Developing 1.7 High Raw (Galvão et al., 2013)
Glass Foam surfaces for Indoor Humidity Control
Humidity control increases indoor air quality in buildings. By developing passive panels this can be achieved in an energy efficient manner
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Raw (Vu et al., 2011)
Glass Foam Thermal Insulation
Glass Foam can be produced into easily machined thermal insulation blocks and panels. A material that can deal with very high temperatures without combusting or slumping glass foam insulation has numer-ous applications in the construction and industrial sectors.
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Mature 1.7 High Raw (Galvão et al., 2013)
Glass Foams for Drainage Aggregates and Screen-
ings
As a very light weight material Glass Foam Aggregates and Screenings provide drain-age industries with significant advantages (and transportation cost savings) and offer an alternative to scoria and volcanic stone aggregates
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Mature 1.7 High Raw
Glass Foams For Electro-magnetic Absorption
Used as panels in building industry to absorb severe electromagnetic radiation
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Raw (Benzerga et al., 2015)
Glass Foams for Green Roof Systems
Foamed glass panels or aggregates are incredibly light and can be engineered to have excellent drainage properties. These factors make it an ideal material to use for green roof construction or for adding a lightweight external insulator to mass concrete and industrial buildings with flat roofs.
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Raw
Glass laminated Glass Foam Insulated Roof and
Wall Tiles
By laminating or encasing a glass foam core within a impermeable glass tile surface it is possible to produce a 100% recycled glass roof tile that would be very lightweight and include insulating qualities that conventional ceramic tiles do not.
Foaming Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 Medium Refined
Glass Microsphere Fillers Applicable to a wide range of industries including paint, plastic and abrasives manufacture
Microsphere production Paint and Coatings Man-ufacture
Mature 2.9 High Refined (Mingfei, Yaping, Jun, & Hua, 2016)
Glass Microsphere Fillers for Concretes
Microspheres can be used as aggregate in concrete to reduce weight and improve strength
Microsphere production Concrete Product Manu-facturing
Experimental 2.3 High Refined (Pancar & Akpınar, 2016)
Glass Microspheres as an exfoliating and bulking
agent (to replace plastic microbeads)
Glass Microspheres could be used as a sustainable alternative to environmentally dangerous Plastic Microbeads in the manufacture of a wide range of cosmetic and medical industries
Microsphere production Cosmetics, Perfumes & Toiletries
Developing 1.5 High Refined (Mingfei, Yaping, Jun, & Hua, 2016)
Glass Powder and Aggre-gate Portland Cements
(UHPC)
Concretes, mortars and renders Hydration Concrete Product Manu-facturing
Developing 2.3 Low Refined (Oliveira et al., 2015)
Glass Sand Glass sand is already used as an alterna-tive to virgin and mined sand
Raw Fines Mineral Sand Mining Developing 2.8 Low Refined
Glass Sand Abrasives Glass sand is already available as a me-dium for abrasive industrial applications such as sand blasting
Raw Fines Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Mature 1.7 Low Raw

glass finesfinal report90
glass finesfinal report
91
Glass Sand Bags Waste glass provides an ideal (and comparatively lightweight when dry) fill for flood emergency scenarios where con-ventional sand may not be available. As a material source that can be locally stock-piled (as an output of municipal recycling) for events where sand bagging is required and could be readily mechanised.
Raw Fines Mineral Sand Mining Developing 2.8 Low Organics Removed
Glass Sand for Fire Sup-pression
As a material that moves from a crystal-line to a molten state with heat glass is an excellent absorber of unwanted and extreme heat. It is plausible to use glass sand as a non-liquid fire suppressant that could be dropped on fires (starving oxygen and absorbing heat) or used as a suppressant fire break surface to protect critical infrastructure.
Raw Fines Mineral Sand Mining Experimental 2.8 Low Organics Removed
Graphene Oxide Pollution Absorption using a Glass Wool Substrate and Wick
Waste glass can be used to produce the ideal wool substrate for Graphene Oxide super-materials to be used for floating water purification systems.
Chemical Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Refined
Gypsum Glass Acrylic Composite Architectural
Facades
Glass as decorative aggregate in gypsum acrylic Architectural Facades
Glass Aggregate Com-posites
Ceramic product manu-facturing
Experimental 0.48 Low Refined
Gypsum Glass Acrylic Composite Basins, Toilets
and Baths
Glass as decorative aggregate in gypsum acrylic Basin, Toilets, Baths
Glass Aggregate Com-posites
Ceramic product manu-facturing
Experimental 0.48 Low Refined
Gypsum Glass Acrylic Composite Benchtops
Glass as decorative aggregate in gypsum acrylic benchtops
Glass Aggregate Com-posites
Ceramic product manu-facturing
Experimental 0.48 Low Refined
Gypsum Glass Acrylic Composite Interior
Products
Glass as decorative aggregate in gypsum acrylic Interior Products
Glass Aggregate Com-posites
Ceramic product manu-facturing
Experimental 0.48 Low Refined
Gypsum Glass Acrylic Composite Tiles
Glass as decorative aggregate in gypsum acrylic tiles
Glass Aggregate Com-posites
Ceramic product manu-facturing
Experimental 0.48 Low Refined
Hazardous Waste Materi-al Containment
Hazardous waste can be confined within the glass matrix when vitrified in situ. Inertizing it to the environment
Vitrification Waste treatment and disposal services
Developing 2.5 Very High Inorganics removed (Rincón et al., 2016)
High Voltage Electrical Insulators
High electrical resistance makes a perfect candidate to coat electrical components.
Vitrification and An-nealing
Electrical Cable and wire manufacturing
Experimental 1.9 Very High Refined (Saccani et al.,2015)
Hollow Glass Micro-spheres for Hydrogen
Generation and Storage
Can be used to store hydrogen at atmo-spheric pressure
Microsphere production Wind and other electricity generation
Experimental 2.4 High Refined (Sridhar Dalai, Vijay-alakshmi, & Pratibha Sharma, 2013)
Hydrophyllic and Under-water Superoleophobic
Mesh
Powered waste soda lime glass can be suspended in ethanol and used to produce hydrophyllic and underwater superoleophobic mesh, that can be used as a submerged oil/water separator incredibly useful in oil spill clean-up and industrial separation of dyes across a range of industries.
Chemical Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 High Refined
Iron Carbonate Concretes An innovative and relatively new material, made by mixing waste steel dust from steel manufacturing with glass powder, clay and water into precast bricks
Hydration Concrete Product Manu-facturing
Experimental 2.3 Low Raw
Line Marking Glass fines can be added to road paints to denote bicycle and bus lanes and for general line marking. As a paint additive, it provides a low cost and highly durable medium.
Raw Fines (graded) Road and Bridge Con-struction
Mature 20.3 Low Organics Removed
Mycelium Nano Bio-Ma-terial Enhancement to
Glass Fines
Mycelium can be grown on raw glass fines and coats the surface of the glass with nano filaments that increase their surface area, while simultaneously cleaning the glass fines from organic materials. Once the mycelium is killed (via low tempera-ture heat exposure) the fines with nano filaments adhered to their surface can be used as a suitable replacement aggregate in concretes eliminating issues of pozzo-lanic incompatibility (slippery aggregates) seen in the use cleaned by non-nano enhanced glass fines.
Nano Bio-material En-hancement
Glass wool, Stone and Non-Metallic Mineral
product manufacturing
Experimental 1.7 Low Raw
Nano Silica Cements Because of its small size and greater surface area, nano-silica pozzolanic reactivity is greatly increased when added to cement mixes. This results in high per-formance concretes that have improved durability and mechanical properties
Multiple Concrete Product Manu-facturing
Developing 2.3 High Refined (Soliman & Tagnit-Hamou, 2016)

glass finesfinal report92
glass finesfinal report
93
Pipe Embedment A lightweight alternative to wet sands and rock screening.
Raw Fines Road and Bridge Con-struction
Mature 20.3 Low Raw
Porcelain Displaces the feldspar component Powdered Glass Fines as a Ceramic Additive
Ceramic product manu-facturing
Experimental 0.48 Low Refined (Marinoni, D’Alessio, Diel-la, Pavese, & Francescon, 2013)
Road Base Filler Used to pack and level out the ground below a road when compressed
Raw Fines Road and Bridge Con-struction
Mature 20.3 Low Raw
Silicon Carbide (SiC) Nanofibres as a structural
additive in Aerospace Metal and Ceramic manu-
facture
is a valuable material for its high thermal conductivity, strength, and corrosion resistance making highly sought after in aerospace applications
magnesiothermic decom-position of a silicon based
material onto a carbon base
Ceramic product manu-facturing
Developing 0.48 High Refined
Smelt Formed Glass Track Ballast
Train track ballast (and smaller sub-bal-last) is typically made from crushed rock. Glass fines could be melted and either cast ot extruded and cut into a highly durable and lighter weight form of ballast
Raw Fines, Cast or Extruded
Railway Equipment Man-ufacturing
Experimental 2.6 Medium Organics Removed
Smelt Formed Sea Wall and River bank blocks
Inhibit degradation of river banks and coast lines by breaking up flow of water
Raw Fines, Cast or Extruded
Environmental science services
Experimental 5.4 Medium Organics Removed (El Shimny 2014)
Stoneware Displaces the feldspar component Powdered Glass Fines as a Ceramic Additive
Ceramic product manu-facturing
Experimental 0.48 Low Refined (Enrico Bernardo et al., 2011)
Swimming pool filtration Glass filtration media is currently used in the swimming pool industry.
Raw Fines Water Treatment Services Experimental 6.2 Low Refined
Urban Heat Sink Mitiga-tion Products
Raw glass fines can be used as a highly re-flective aggregate alternative on the roofs of buildings or for large outdoor areas in industrial zones that might otherwise be covered in bitumen or other conventional and heat sinking materials
Raw Fines Roofing Services Experimental 3.1 Low Refined
Vitrified Sewer Pipes Glass cullet replacement of feldspar for sewer pipes reduces energy inputs when firing
Firing Water and Waste services infrastructure
Experimental 4.4 High Organics Removed


















