18
Great Green Gobs of Opportunity @ Food & Beverage Facilities AnMBR 2011 Process Expo Graig Rosenberger & Todd Broad
| Date post: | 15-Dec-2015 |
| Category: |
Documents |
| Upload: | gillian-corner |
| View: | 216 times |
| Download: | 0 times |

Great Green Gobs of Opportunity @ Food & Beverage Facilities
AnMBR2011 Process Expo
Graig Rosenberger & Todd Broad
BIOTHANE a VEOLIA WATER COMPANYBIOTHANE a VEOLIA WATER COMPANY
Founded in 1979 Leading supplier of Anaerobic
Systems in North America 100+ Installations in NA, 500+
worldwide Extensive F&B experience Design-Builder with full EPC
contracting Part of Veolia Water
Pentair X-Flow Pentair X-Flow
35 years of experience in providing membrane technology for water and wastewater
45% of the world largest UF water projects use Pentair X-Flow membranes
Along with Pentair Südmo and Pentair Haffmans offers valves, components & quality control equipment to the F&B industries
Part of Pentair Inc. www.xflow.com
Anaerobic Membrane BioReactor
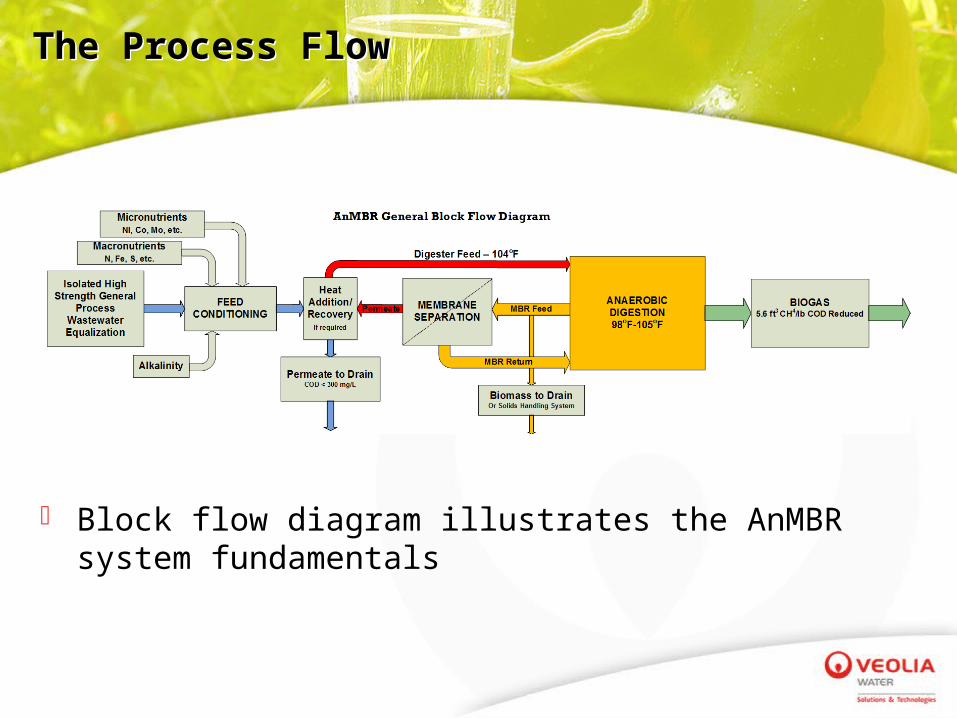
Block flow diagram illustrates the AnMBR system fundamentals
The Process FlowThe Process Flow
Equalization is site specific Unique Reactor Design
Reactor Tank – Bolted or Welded, Coated or Stainless Steel Proprietary Mixing System Foam Control System
Support Systems Precipitation Control System Unique operating parameters for membranes and reactor
integration Full automation for easy operation and integration into modern
facilities System flexibility to adapt easily to existing manufacturing facilities Biogas utilization packages – plant boiler or cogeneration
The Anaerobic ProcessThe Anaerobic Process

Proven durable tubular membrane construction
Membrane type: F4385 (PVDF, 5.2 mm ID)
Module type: 38CR (33 m2/module)
Backing material: Woven/non woven
Configuration: Series (capacity)
Process: Crossflow
US certification: Title 22 compliant
Flux: 15 - 35 lmh
TMP (psi): 1 - 6
Membrane lifetime: 6 -10 yr
Pentair X-Flow Crossflow MembranesPentair X-Flow Crossflow Membranes
AnMBR - Anaerobic Membrane BioReactorAdvantagesAnMBR - Anaerobic Membrane BioReactorAdvantages
Very Short Startup Times to Capacity Function of seed culture volume
Rapid Start and Stop of Digester – To Meet Factory Demands Very short recovery times from loading excursions
Anaerobic Biomass is Stable & Reliable - Membrane Barrier Biomass cannot be washed out
Organic removal Rates > 98% Incremental biogas generation
TSS destruction
AnMBR - Anaerobic Membrane BioReactorAdvantagesAnMBR - Anaerobic Membrane BioReactorAdvantages
Mechanically Simple and Exceptionally Efficient Simple layout with quick and easy access to membranes All streams fully contained to eliminate odor Layout fully flexible to adapt to individual site conditions No submerged membranes - membranes fully accessible Sustainable flux rate performance with proactive control of crossflow
filtration No inorganic fouling or precipitation on membrane vessels
Reliable and Robust
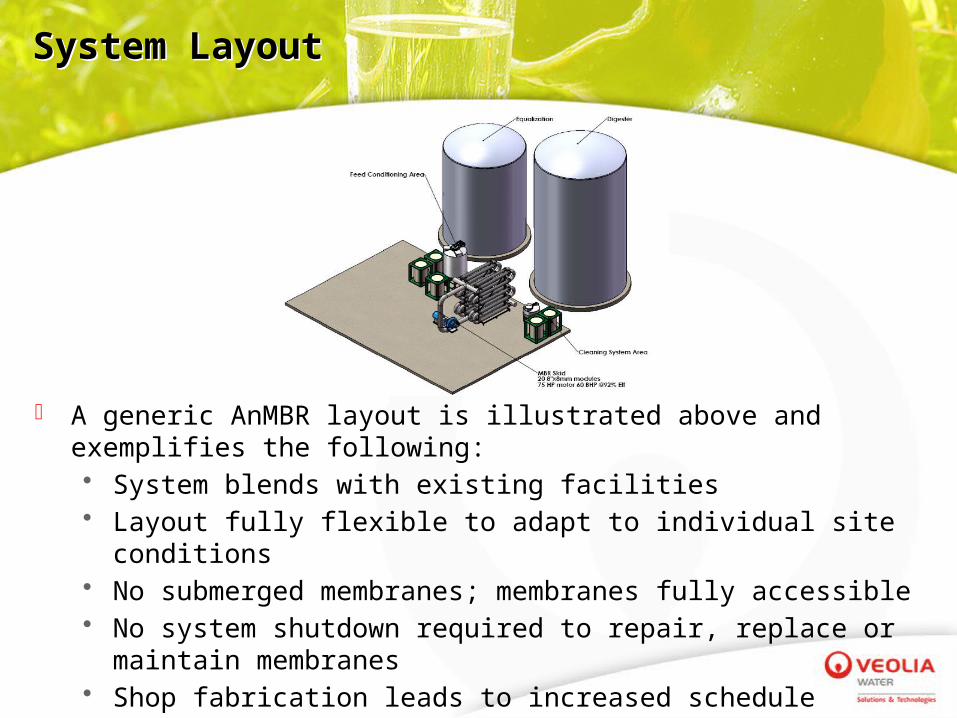
A generic AnMBR layout is illustrated above and exemplifies the following: System blends with existing facilities Layout fully flexible to adapt to individual site conditions No submerged membranes; membranes fully accessible No system shutdown required to repair, replace or maintain
membranes Shop fabrication leads to increased schedule efficiency
System LayoutSystem Layout
AnMBR - Anaerobic Membrane BioReactorApplicationsAnMBR - Anaerobic Membrane BioReactorApplications
High Strength Waste Streams COD > 40,000 ppm Whey, Stillage, Other
High FOG Streams Eliminate the DAF (and the chemical cost) Dairy, Rendering, Other
High TSS Streams TSS from 1,000 ppm to 30,000+ ppm No upfront TSS removal required
AnMBR - Anaerobic Membrane BioReactorApplicationsAnMBR - Anaerobic Membrane BioReactorApplications
Expansions Free up existing aerobic capacity Greatly reduce sludge handling
BOD/COD Isolation Go into the production facility Can be as much as 80% BOD in 20% of flow
Meet Sewer in One Step Multiple unit processes NOT needed
AnMBR - Anaerobic Membrane BioReactorExperienceAnMBR - Anaerobic Membrane BioReactorExperience
Full Scale Systems Daisy Brand Texas – 4 years Daisy Brand Arizona – 1 year
Demonstration Scale Pilots Completed Biodiesel – 6 months Ethanol Thin Stillage – 6 months
Pilots in Current Operation Ethanol – Europe (1) & United States (1) Chemical Wastewater – Europe Soybean Processing Wastewater – United States Pending – Distillery or Snack Food Producer
AnMBR - Anaerobic Membrane BioReactorExperienceAnMBR - Anaerobic Membrane BioReactorExperience
Lab Bench top Pilot Testing Europe – 4 units United States – 2 units
In Design and/or Construction Biodiesel – United States Dairy – United States Food Processing – United States Ethanol – Europe
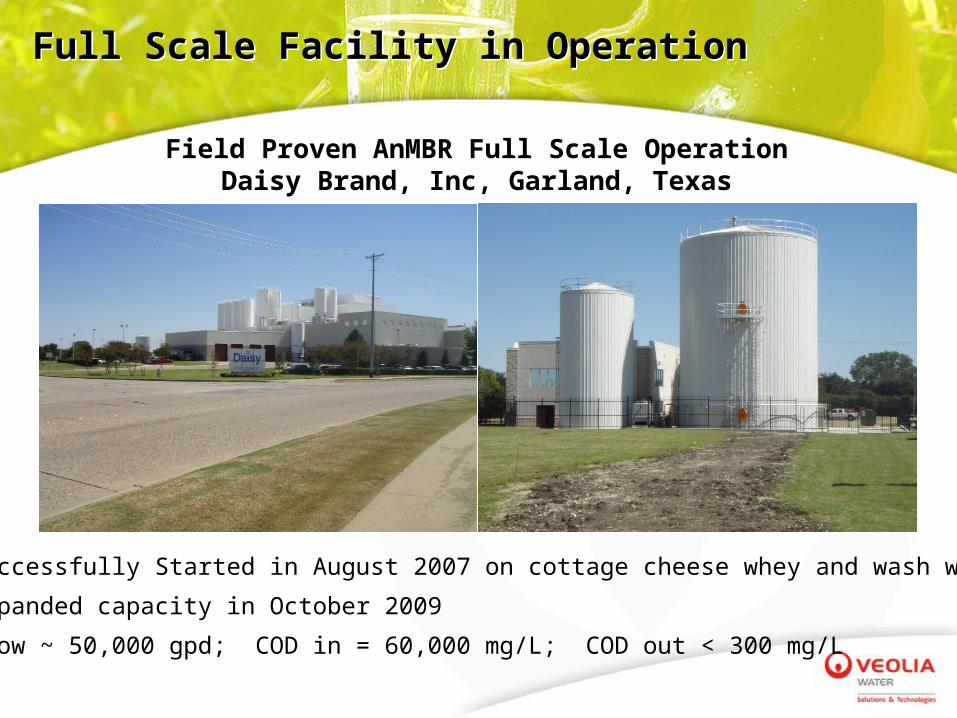
Field Proven AnMBR Full Scale OperationDaisy Brand, Inc, Garland, Texas
Successfully Started in August 2007 on cottage cheese whey and wash water
Expanded capacity in October 2009
Flow ~ 50,000 gpd; COD in = 60,000 mg/L; COD out < 300 mg/L
Full Scale Facility in OperationFull Scale Facility in Operation
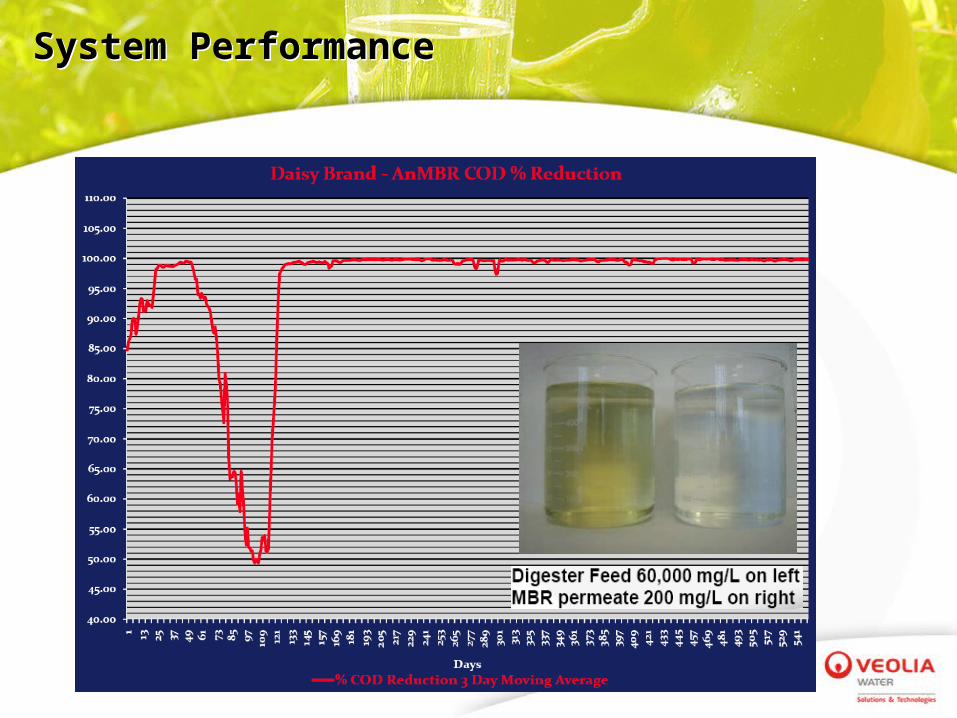
System PerformanceSystem Performance
AnMBR - Anaerobic Membrane BioReactorConclusionsAnMBR - Anaerobic Membrane BioReactorConclusions
• Field Proven Greater than 99% COD Removal Efficiency
• Unparallel & Unprecedented Reliability and Robustness
• Integrate with Proactive Production Facility Waste Management for Ultimate Sustainable Solutions
• Ability to Change the Economics of “Traditional” Thinking
• Anaerobic Membrane BioReactor IS the Next Generation of Anaerobic Technology
QUESTIONS?????QUESTIONS?????

















