High Pressure Ethanol Reforming for Distributed H 2 Production S. Ahmed and S.H.D. Lee Bio-Derived Liquids to Hydrogen Distributed Reforming Working Group Kickoff Meeting October 24, 2006, Baltimore, Maryland
Transcript
High Pressure Ethanol Reformingfor Distributed H2 Production
S. Ahmed and S.H.D. Lee
Bio-Derived Liquids to Hydrogen Distributed Reforming Working Group
Kickoff Meeting October 24, 2006, Baltimore, Maryland
Background
� Compressed hydrogen is needed for storage and delivery – Compressed gas tanks at 5,000-10,000 psig – Metal hydride (150-450 psig)
� Pressurized reformate is needed for many purification and enrichment paths – Membrane separation
Steam reforming of liquid fuels generates a pressurized reformate with little energy penalty � Injecting liquid (ethanol + water) feeds into a high pressure reactor requires little energy � Hydrated ethanol is less expensive than fuel-grade ethanol
– Available upstream before water separation (distillation, adsorption, membrane)
6
5
4
� Steam reforming of ethanol at elevated pressure does not favor hydrogen yield, 3
however – Equilibrium predicts increasing 2
methane yields with increasing pressures 1
0 0 1000 2000 3000 4000 5000
H2
CO2 CO
CH4
T = 700°C, S/C = 3
Pressure, psia
Yiel
d, m
ol/m
ol o
f EtO
H
4Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program
The negative effect of pressure on hydrogen yield can be offset with higher temperature and steam-to-carbon ratio
46 S/C = 3, P = 2000 psia
35
H2
CO2
CH4
CO
T=700°C, P = 2000 psia
Yiel
d, m
ol/m
ol o
f EtO
H
Yiel
d, m
ol/m
ol o
f EtO
H
3
1
H2
CO2 CH4
CO 1
4
2 3
2
2 1
0 0 500 600 700 800 900 1000 1 2 3 4 5 6 7 8 9
Temperature, °C Steam-to-Carbon Molar Ratio
� High pressure-temperature combinations add to hardware cost � High steam-to-carbon ratio reduces overall process efficiency
5Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program
Simulated process efficiencies approach 70%at a steam-to-carbon ratio of 5
6. Dissociation of Acetic Acid : CH3COOH = CH4 + CO2
7. Methane Steam Reforming : CH4 + H2O = CO + 3H2
8. Water Gas Shift : CO + H2O = CO2 + H2
13Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program
FY07 work directed at yield and kinetics of pressurized reforming
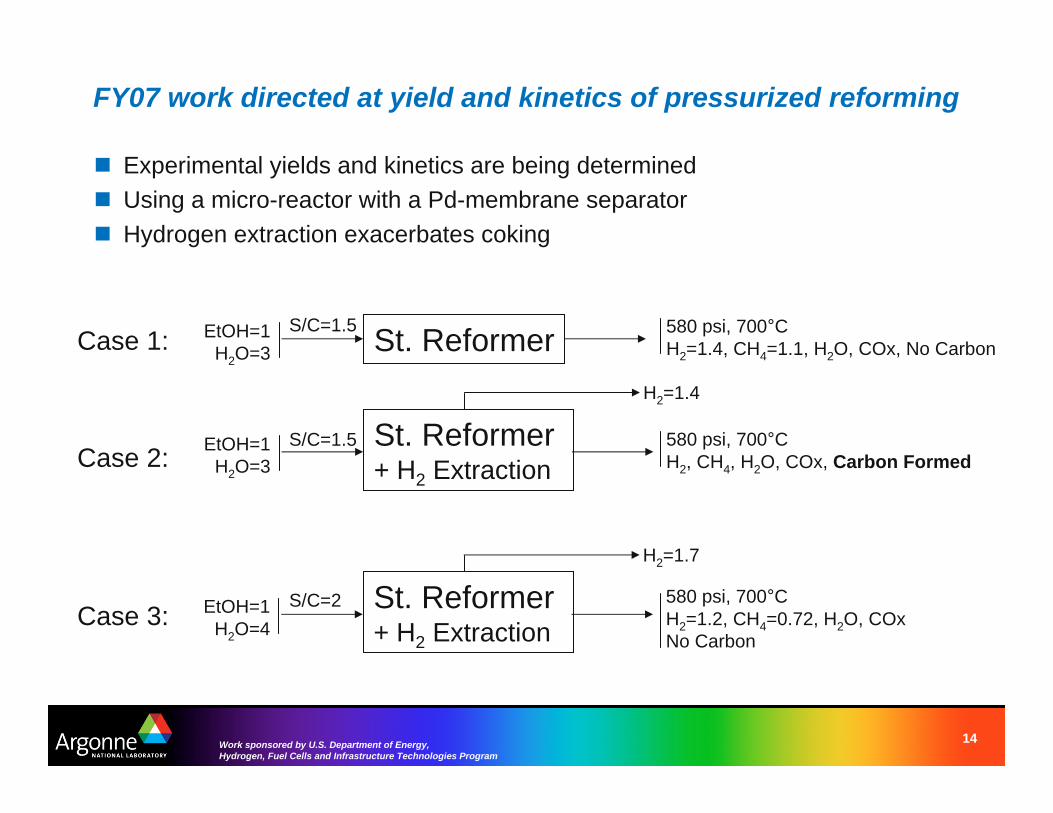
� Experimental yields and kinetics are being determined � Using a micro-reactor with a Pd-membrane separator � Hydrogen extraction exacerbates coking
Case 1: EtOH=1 H2O=3
Case 2: EtOH=1 H2O=3
Case 3: EtOH=1 H2O=4
St. Reformer
S/C=1.5
S/C=1.5 580 psi, 700°C H2=1.4, CH4=1.1, H2O, COx, No Carbon
H2=1.4
St. Reformer + H2 Extraction
580 psi, 700°C H2, CH4, H2O, COx, Carbon Formed
H2=1.7
St. Reformer + H2 Extraction
S/C=2 580 psi, 700°C H2=1.2, CH4=0.72, H2O, COx No Carbon
14Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program
How worthwhile is the pressurized steamreforming of bio-liquids? � We are currently seeking an answer for ethanol
– Experimental yields and kinetics are being determined • Using a micro-reactor with a Pd-membrane separator
– Reactor models will help extract kinetic information – Supported by new generation of catalysts
• Improve durability and reduce cost
� System model and analysis – Simple membrane reactor concept – Alternative purification / enrichment options – Go / NoGo determination on pressurized reforming with ethanol
15Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program
Acknowledgments
� R.K. Ahluwalia � M. Ferrandon � T. Krause
This work was supported by the US Department of Energy’s Hydrogen, Fuel Cells and Infrastructure Technologies Program in the Office of Energy Efficiency and Renewable Energy.
This presentation has been created by UChicago Argonne, LLC, Operator of Argonne National Laboratory (“Argonne”). Argonne, a U.S. Department of Energy Office of Science laboratory, is operated under Contract No. DE-AC02-06CH11357. The U.S. Government retains for itself, and others acting on its behalf, a paid-up nonexclusive, irrevocable worldwide license in said article to reproduce, prepare derivative works, distribute copies to the public, and perform publicly and display publicly, by or on behalf of the Government.
16Work sponsored by U.S. Department of Energy, Hydrogen, Fuel Cells and Infrastructure Technologies Program