24
Investor Presentation August 2012 HORSEHEAD HOLDING CORP. HORSEHEAD HOLDING CORP. Cellhouse

Investor PresentationAugust 2012
HORSEHEAD HOLDING CORP.HORSEHEAD HOLDING CORP.
Cellhouse
2
Legal Disclaimers
Informational Purposes Only
This investor presentation is being furnished for informational purposes only, and does not and shall not constitute an offer to sellor a solicitation to buy any securities of the Company.
Third Party Information
This presentation has been prepared by the Company based on information we have or have obtained from sources we believeto be reliable. Summaries of the terms of certain documents may be contained in this presentation and may not be complete,and we refer you to such documents for a more complete understanding of what we discuss in this presentation. The informationin this presentation is current only as of the date on the cover, and our business or financial condition and other information inthis presentation may change after that date.
Forward Looking Statements
This presentation contains statements, estimates and projections with respect to the anticipated future performance ofthe Company that may be deemed to be “forward‐looking statements”. You should not place undue reliance uponthese statements. These statements relate to analyses and other information, which are based on forecasts of futureresults and estimates of amounts not yet determinable. These statements also relate to our future prospects, liquidity,possible or future results of operations, developments and business strategies. Although we believe that our plans,intentions and expectations reflected in or suggested by such forward‐looking statements are reasonable, we cannotassure you that we will achieve those plans, intentions or expectations.
Non-GAAP Financial Measures
We have included certain financial measures in this presentation, including EBITDA and Adjusted EBITDA, which are“non-GAAP financial measures” as defined under the rules of the Securities and Exchange Commission. Thispresentation includes reconciliations of the non-GAAP financial measures found in this presentation to the mostdirectly comparable financial measures calculated and presented in accordance with generally accepted accountingprinciples in the United States.
3
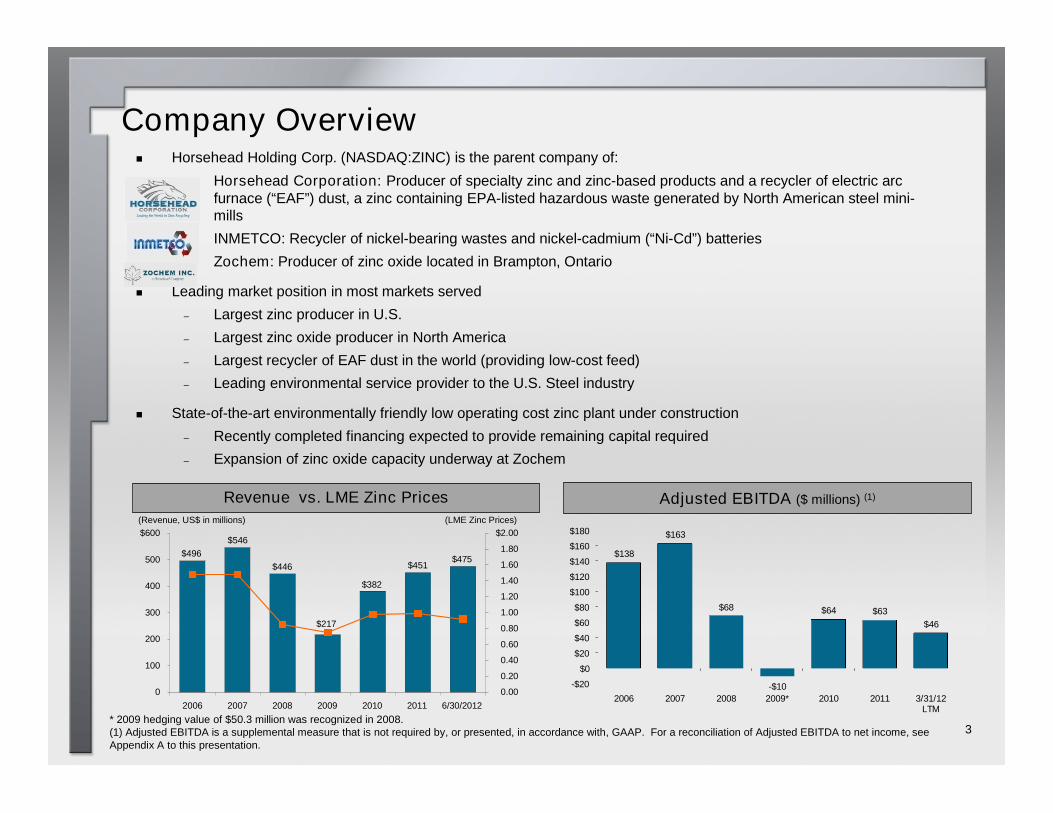
Company Overview Horsehead Holding Corp. (NASDAQ:ZINC) is the parent company of:
– Horsehead Corporation: Producer of specialty zinc and zinc-based products and a recycler of electric arcfurnace (“EAF”) dust, a zinc containing EPA-listed hazardous waste generated by North American steel mini-mills
– INMETCO: Recycler of nickel-bearing wastes and nickel-cadmium (“Ni-Cd”) batteries
– Zochem: Producer of zinc oxide located in Brampton, Ontario
Leading market position in most markets served
– Largest zinc producer in U.S.
– Largest zinc oxide producer in North America
– Largest recycler of EAF dust in the world (providing low-cost feed)
– Leading environmental service provider to the U.S. Steel industry
State-of-the-art environmentally friendly low operating cost zinc plant under construction
– Recently completed financing expected to provide remaining capital required
– Expansion of zinc oxide capacity underway at Zochem
Adjusted EBITDA ($ millions) (1)
$138
$163
$68
-$10
$64 $63
$46
-$20
$0
$20
$40
$60
$80
$100
$120
$140
$160
$180
2006 2007 2008 2009* 2010 2011 3/31/12LTM
* 2009 hedging value of $50.3 million was recognized in 2008.(1) Adjusted EBITDA is a supplemental measure that is not required by, or presented, in accordance with, GAAP. For a reconciliation of Adjusted EBITDA to net income, seeAppendix A to this presentation.
$217
$496
$546
$446
$382
$451$475
0
100
200
300
400
500
$600
2006 2007 2008 2009 2010 2011 6/30/2012
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
$2.00
(Revenue, US$ in millions) (LME Zinc Prices)
Revenue vs. LME Zinc Prices
4
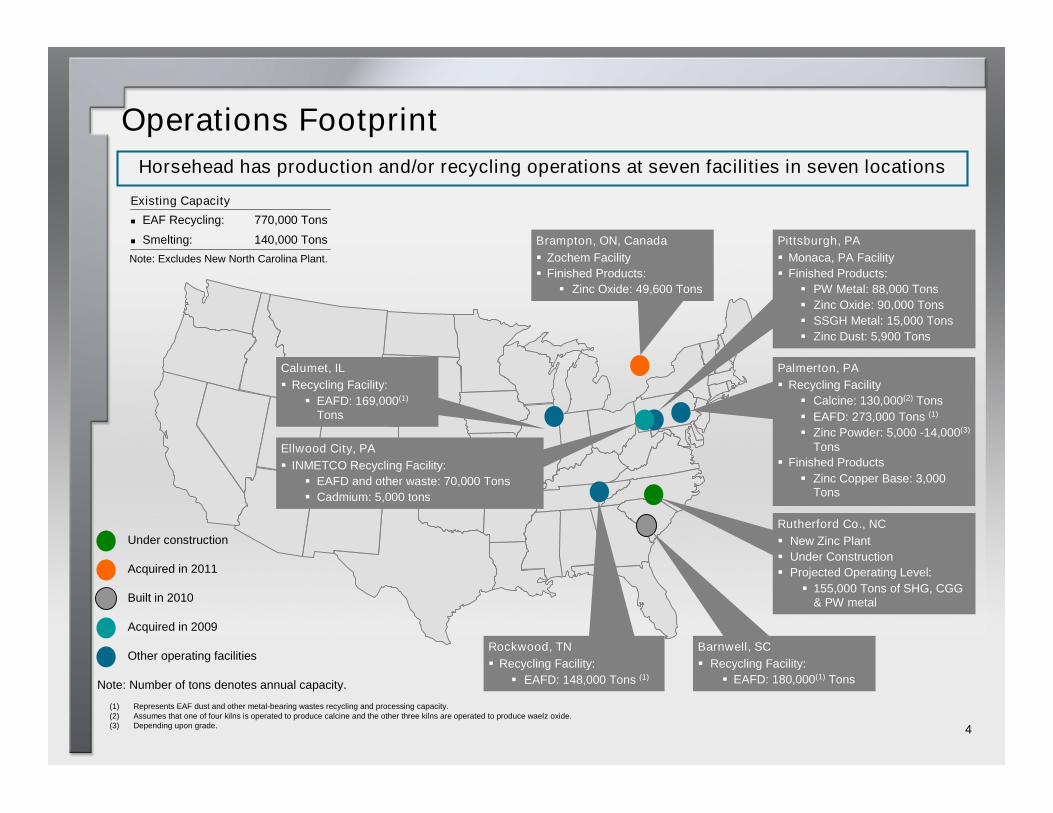
Operations Footprint
Calumet, IL
Recycling Facility:
EAFD: 169,000(1)
Tons
Pittsburgh, PA
Monaca, PA Facility
Finished Products:
PW Metal: 88,000 Tons
Zinc Oxide: 90,000 Tons
SSGH Metal: 15,000 Tons
Zinc Dust: 5,900 Tons
Palmerton, PA
Recycling Facility
Calcine: 130,000(2) Tons
EAFD: 273,000 Tons (1)
Zinc Powder: 5,000 -14,000(3)
Tons
Finished Products
Zinc Copper Base: 3,000Tons
Barnwell, SC
Recycling Facility:
EAFD: 180,000(1) Tons
Rockwood, TN
Recycling Facility:
EAFD: 148,000 Tons (1)
Ellwood City, PA
INMETCO Recycling Facility:
EAFD and other waste: 70,000 Tons
Cadmium: 5,000 tons
Under construction
Acquired in 2011
Built in 2010
Acquired in 2009
Other operating facilities
Rutherford Co., NC
New Zinc Plant
Under Construction
Projected Operating Level:
155,000 Tons of SHG, CGG& PW metal
Brampton, ON, Canada
Zochem Facility
Finished Products:
Zinc Oxide: 49,600 Tons
Horsehead has production and/or recycling operations at seven facilities in seven locations
Note: Number of tons denotes annual capacity.
EAF Recycling: 770,000 Tons
Smelting: 140,000 Tons
Existing Capacity
Note: Excludes New North Carolina Plant.
(1) Represents EAF dust and other metal-bearing wastes recycling and processing capacity.(2) Assumes that one of four kilns is operated to produce calcine and the other three kilns are operated to produce waelz oxide.(3) Depending upon grade.
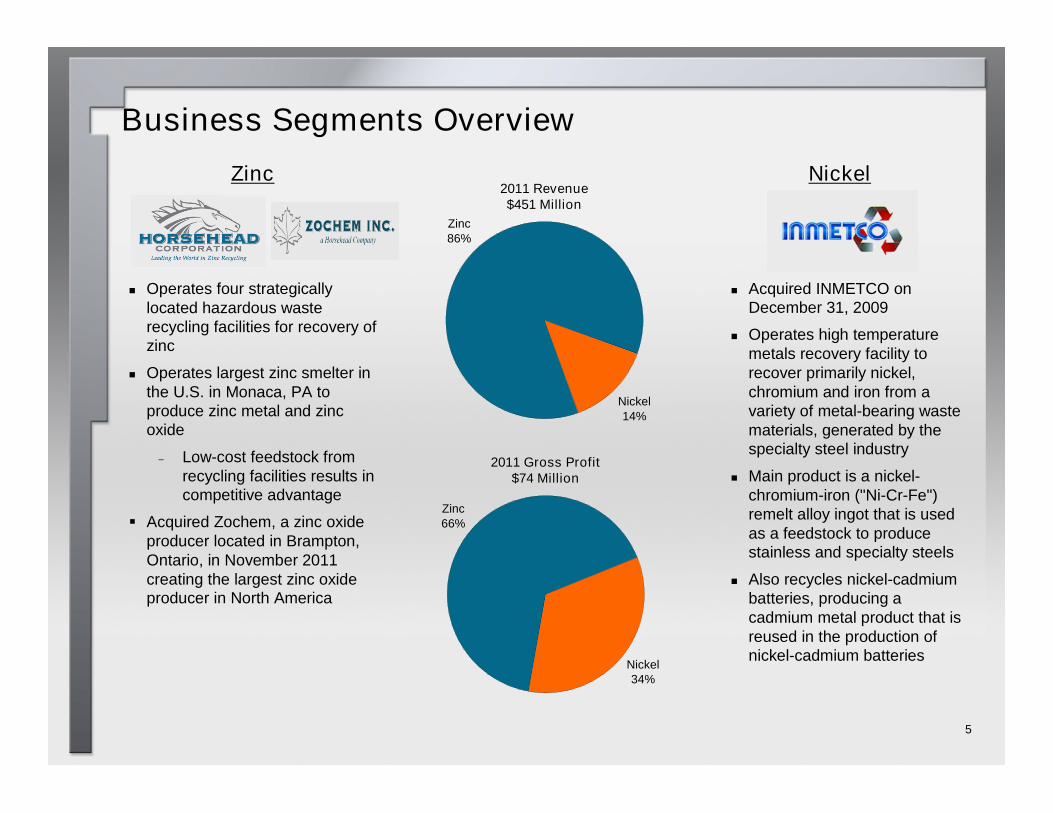
Business Segments Overview
Operates four strategicallylocated hazardous wasterecycling facilities for recovery ofzinc
Operates largest zinc smelter inthe U.S. in Monaca, PA toproduce zinc metal and zincoxide
– Low-cost feedstock fromrecycling facilities results incompetitive advantage
Acquired Zochem, a zinc oxideproducer located in Brampton,Ontario, in November 2011creating the largest zinc oxideproducer in North America
5
Acquired INMETCO onDecember 31, 2009
Operates high temperaturemetals recovery facility torecover primarily nickel,chromium and iron from avariety of metal-bearing wastematerials, generated by thespecialty steel industry
Main product is a nickel-chromium-iron ("Ni-Cr-Fe")remelt alloy ingot that is usedas a feedstock to producestainless and specialty steels
Also recycles nickel-cadmiumbatteries, producing acadmium metal product that isreused in the production ofnickel-cadmium batteries
Zinc Nickel
Nickel14%
Zinc86%
2011 Revenue$451 Million
2011 Gross Profit$74 Million
Nickel34%
Zinc66%
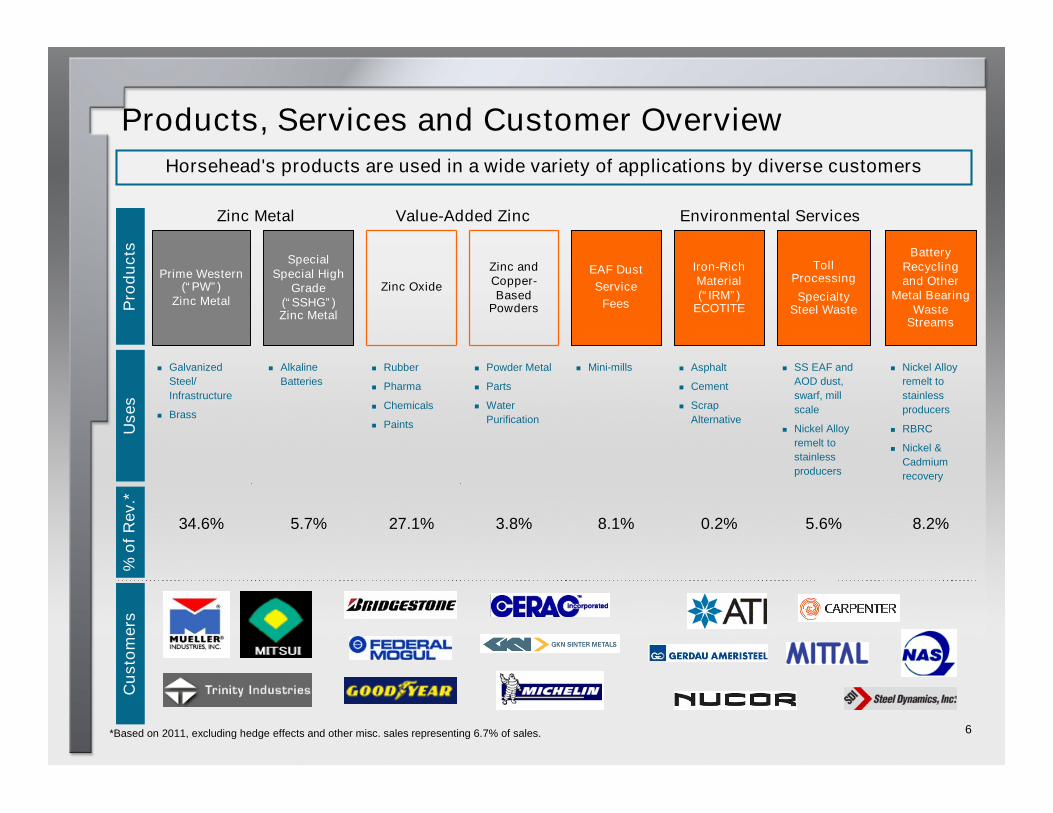
Products, Services and Customer Overview
Prime Western(“PW”)
Zinc Metal
SpecialSpecial High
Grade(“SSHG”)Zinc Metal
Zinc Oxide
Zinc andCopper-Based
Powders
EAF Dust
Service
Fees
Iron-RichMaterial(“IRM”)
ECOTITE
TollProcessing
SpecialtySteel Waste
BatteryRecyclingand Other
Metal BearingWaste
Streams
Galvanized
Steel/
Infrastructure
Brass
Alkaline
Batteries
Rubber
Pharma
Chemicals
Paints
Powder Metal
Parts
Water
Purification
Mini-mills Asphalt
Cement
Scrap
Alternative
SS EAF and
AOD dust,
swarf, mill
scale
Nickel Alloy
remelt to
stainless
producers
Nickel Alloy
remelt to
stainless
producers
RBRC
Nickel &
Cadmium
recovery
34.6% 5.7% 27.1% 3.8% 8.1% 0.2% 5.6% 8.2%
Value-Added Zinc Environmental ServicesZinc Metal
*Based on 2011, excluding hedge effects and other misc. sales representing 6.7% of sales.
Horsehead's products are used in a wide variety of applications by diverse customers
Pro
du
cts
Uses
%o
fR
ev.*
Cu
sto
me
rs
6

7
New Zinc Plant — Green Technology at a SubstantiallyLower Cost
Current 80 year old zinc smelter utilizes a high-cost electrothermic process which produces a limited product range andfaces increasing environmental pressures
New plant will utilize a state-of-the-art, “green” technology based on solvent extraction and electro-winning technology
Benefits:
– Lower energy usage, higher labor productivity and reduced maintenance costs
– Produces Special High Grade (“SHG”) and Continuous Galvanizing Grade (“CGG”) in addition to the PrimeWestern Grade produced by current smelter thus serving a much larger market with higher premiums
– Recovery of value from silver and lead in electric arc furnace (“EAF”) dust and higher premiums onSHG and CGG
Positions the Company among the global low cost producers when combined with our EAF-based feed
New facility is currently expected to expand EBITDA by approximately $90 to $110 million by 2014
(1) Due to cost reductions and higher zinc recoveries.
(2) For a reconciliation of Adjusted EBITDA to net income, see Appendix A to this presentation.
Existing Smelter New Zinc FacilityIncremental Annual Adj. EBITDA
Contribution ($ million)(2)
Manufacturing Conversion Cost ~$0.38/lb ~$0.22 — $0.24/lb $46 to $50
Reduced Feed Cost(1) $0.41/lb $0.35/lb 16 to 20
Higher Co-Product Value N/A Increased Revenue: $15 to $25 million/year 15 to 25
Higher SHG/CGG Premium N/A Increased Revenue: $8 to $10 million/year 8 to 10
Volume Expansion and Other 140,000 tpy contained zinc 155,000 tpy contained zinc 5 to 5
Total: $90 to $110
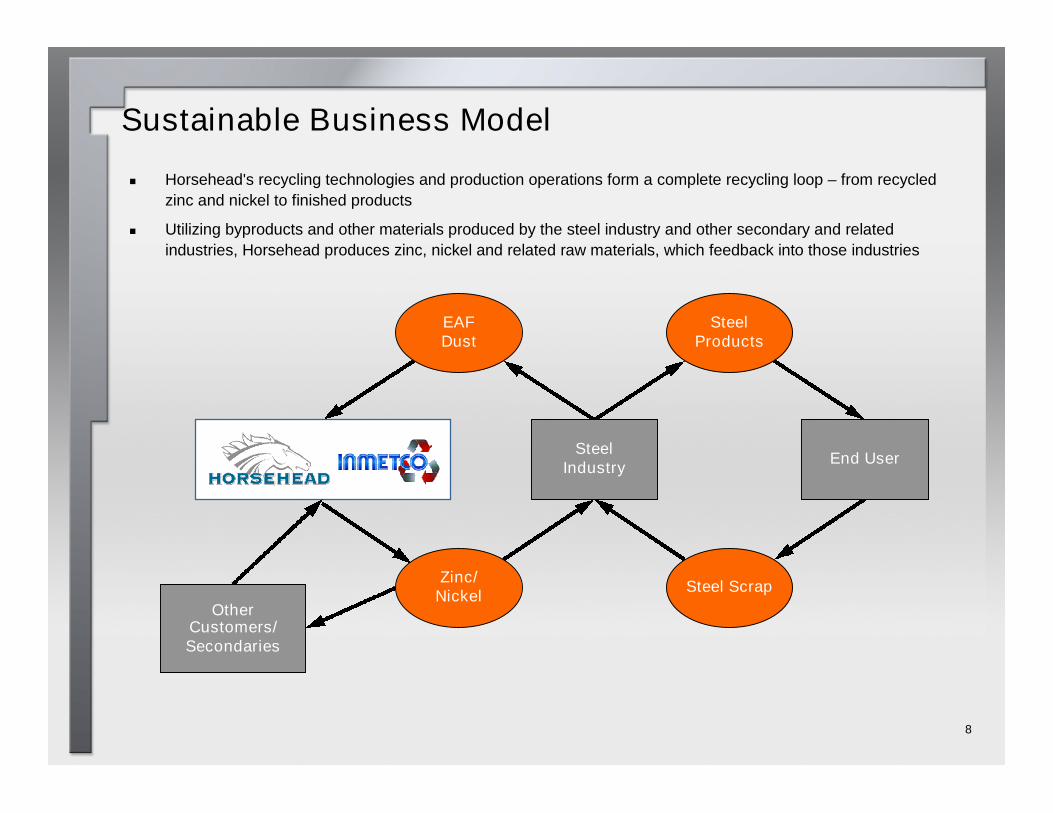
Horsehead's recycling technologies and production operations form a complete recycling loop – from recycled
zinc and nickel to finished products
Utilizing byproducts and other materials produced by the steel industry and other secondary and related
industries, Horsehead produces zinc, nickel and related raw materials, which feedback into those industries
8
Sustainable Business Model
EAFDust
SteelProducts
Steel Scrap
OtherCustomers/Secondaries
End UserSteel
Industry
Zinc/Nickel
9
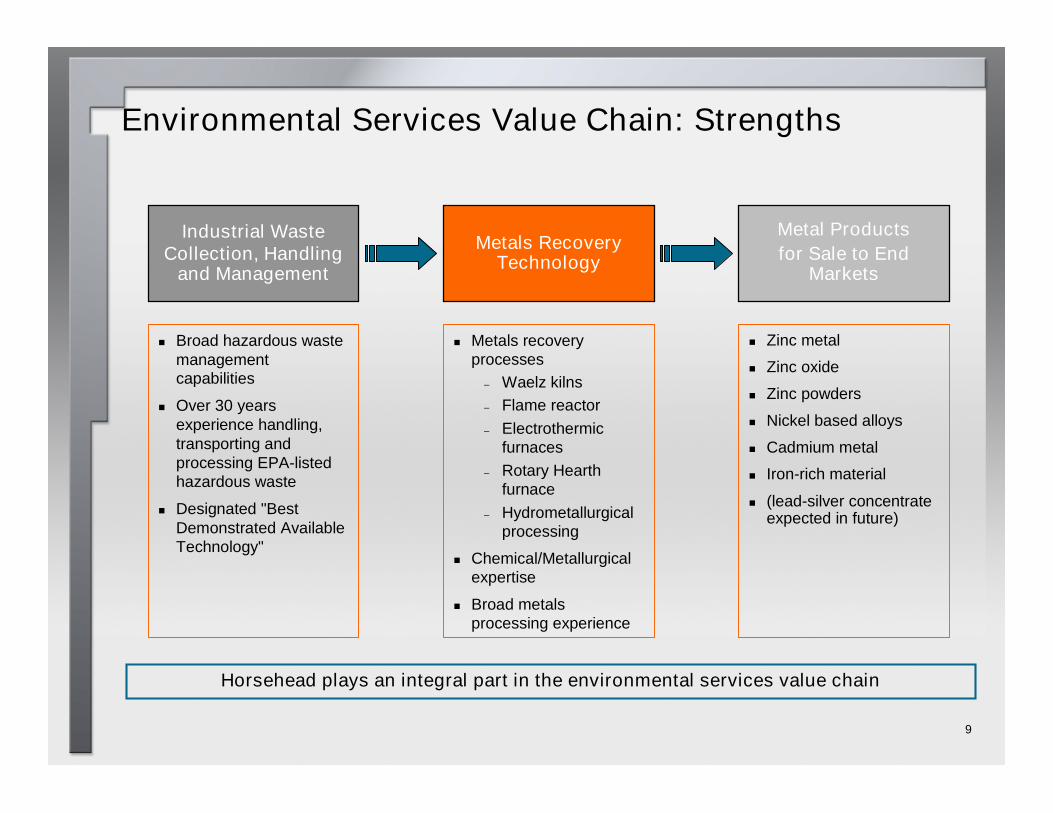
Environmental Services Value Chain: Strengths
Industrial WasteCollection, Handling
and Management
Metals RecoveryTechnology
Metal Products
for Sale to EndMarkets
Broad hazardous wastemanagementcapabilities
Over 30 yearsexperience handling,transporting andprocessing EPA-listedhazardous waste
Designated "BestDemonstrated AvailableTechnology"
Zinc metal
Zinc oxide
Zinc powders
Nickel based alloys
Cadmium metal
Iron-rich material
(lead-silver concentrateexpected in future)
Metals recoveryprocesses
– Waelz kilns
– Flame reactor
– Electrothermicfurnaces
– Rotary Hearthfurnace
– Hydrometallurgicalprocessing
Chemical/Metallurgicalexpertise
Broad metalsprocessing experience
Horsehead plays an integral part in the environmental services value chain
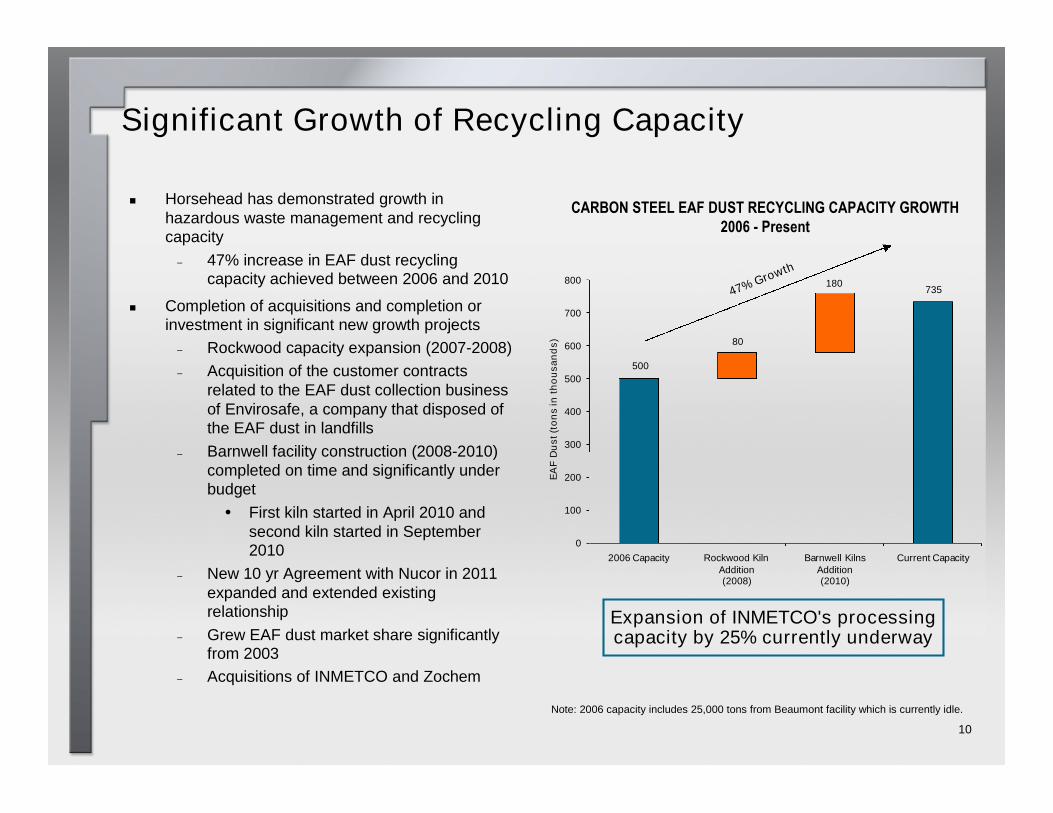
500
735
80
180
0
100
200
300
400
500
600
700
800
2006 Capacity Rockwood KilnAddition(2008)
Barnwell KilnsAddition(2010)
Current CapacityE
AF
Du
st
(to
ns
inth
ou
sa
nd
s)
Significant Growth of Recycling Capacity
Horsehead has demonstrated growth inhazardous waste management and recyclingcapacity
– 47% increase in EAF dust recyclingcapacity achieved between 2006 and 2010
Completion of acquisitions and completion orinvestment in significant new growth projects
– Rockwood capacity expansion (2007-2008)
– Acquisition of the customer contractsrelated to the EAF dust collection businessof Envirosafe, a company that disposed ofthe EAF dust in landfills
– Barnwell facility construction (2008-2010)completed on time and significantly underbudget
• First kiln started in April 2010 andsecond kiln started in September2010
– New 10 yr Agreement with Nucor in 2011expanded and extended existingrelationship
– Grew EAF dust market share significantlyfrom 2003
– Acquisitions of INMETCO and Zochem
47% Growth
CARBON STEEL EAF DUST RECYCLING CAPACITY GROWTH2006 - Present
Note: 2006 capacity includes 25,000 tons from Beaumont facility which is currently idle.
10
Expansion of INMETCO's processingcapacity by 25% currently underway
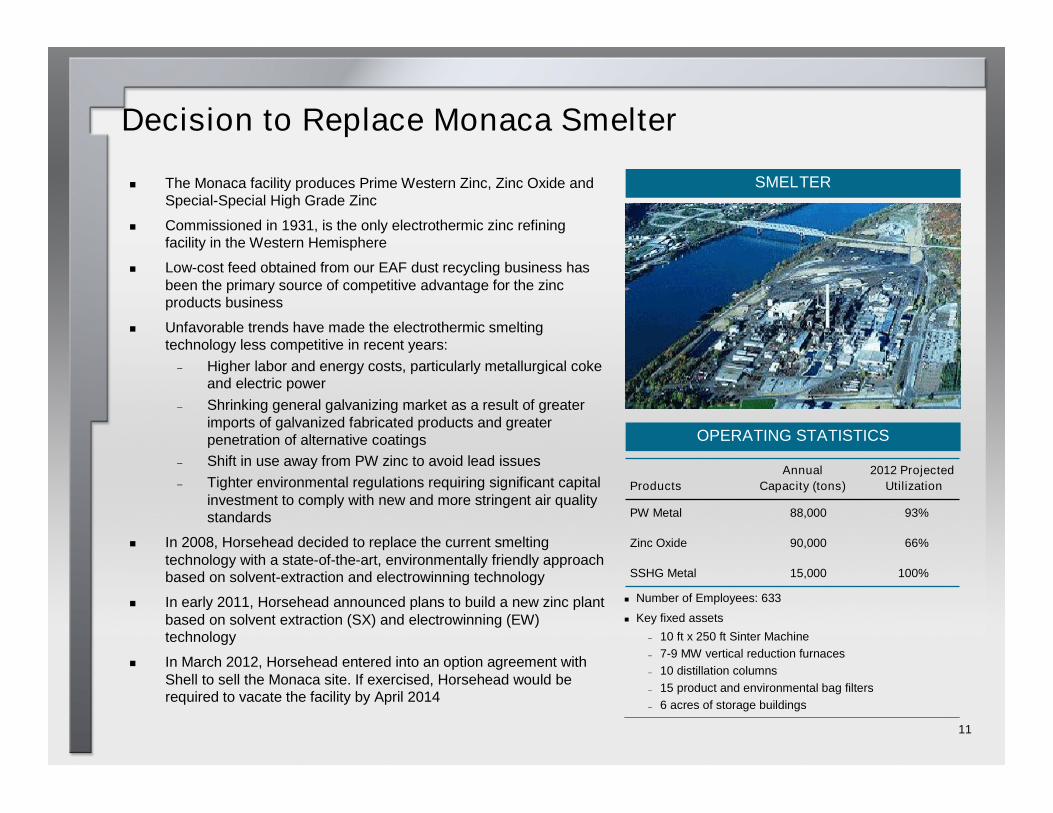
The Monaca facility produces Prime Western Zinc, Zinc Oxide andSpecial-Special High Grade Zinc
Commissioned in 1931, is the only electrothermic zinc refiningfacility in the Western Hemisphere
Low-cost feed obtained from our EAF dust recycling business hasbeen the primary source of competitive advantage for the zincproducts business
Unfavorable trends have made the electrothermic smeltingtechnology less competitive in recent years:
– Higher labor and energy costs, particularly metallurgical cokeand electric power
– Shrinking general galvanizing market as a result of greaterimports of galvanized fabricated products and greaterpenetration of alternative coatings
– Shift in use away from PW zinc to avoid lead issues
– Tighter environmental regulations requiring significant capitalinvestment to comply with new and more stringent air qualitystandards
In 2008, Horsehead decided to replace the current smeltingtechnology with a state-of-the-art, environmentally friendly approachbased on solvent-extraction and electrowinning technology
In early 2011, Horsehead announced plans to build a new zinc plantbased on solvent extraction (SX) and electrowinning (EW)technology
In March 2012, Horsehead entered into an option agreement withShell to sell the Monaca site. If exercised, Horsehead would berequired to vacate the facility by April 2014
SMELTER
OPERATING STATISTICS
11
Products
Annual
Capacity (tons)
2012 Projected
Utilization
PW Metal 88,000 93%
Zinc Oxide 90,000 66%
SSHG Metal 15,000 100%
Decision to Replace Monaca Smelter
Number of Employees: 633
Key fixed assets
– 10 ft x 250 ft Sinter Machine
– 7-9 MW vertical reduction furnaces
– 10 distillation columns
– 15 product and environmental bag filters
– 6 acres of storage buildings
New Zinc Plant Overview
13
New Zinc Plant Overview
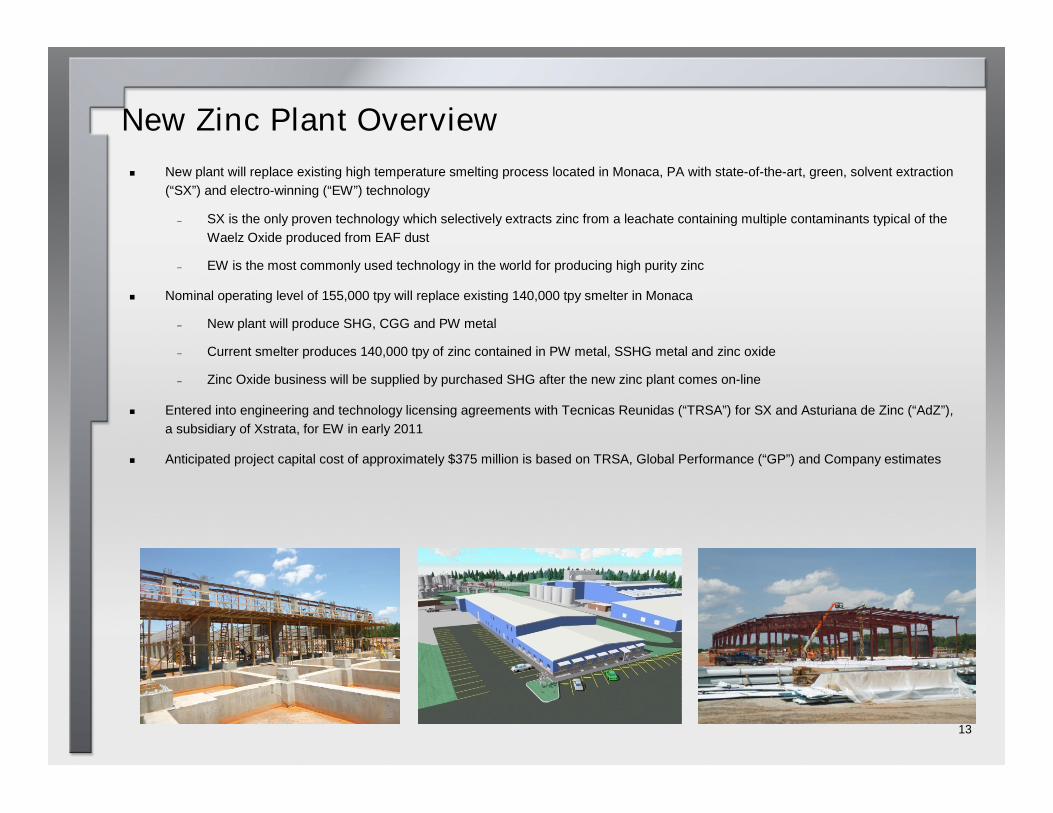
New plant will replace existing high temperature smelting process located in Monaca, PA with state-of-the-art, green, solvent extraction
(“SX”) and electro-winning (“EW”) technology
– SX is the only proven technology which selectively extracts zinc from a leachate containing multiple contaminants typical of the
Waelz Oxide produced from EAF dust
– EW is the most commonly used technology in the world for producing high purity zinc
Nominal operating level of 155,000 tpy will replace existing 140,000 tpy smelter in Monaca
– New plant will produce SHG, CGG and PW metal
– Current smelter produces 140,000 tpy of zinc contained in PW metal, SSHG metal and zinc oxide
– Zinc Oxide business will be supplied by purchased SHG after the new zinc plant comes on-line
Entered into engineering and technology licensing agreements with Tecnicas Reunidas (“TRSA”) for SX and Asturiana de Zinc (“AdZ”),
a subsidiary of Xstrata, for EW in early 2011
Anticipated project capital cost of approximately $375 million is based on TRSA, Global Performance (“GP”) and Company estimates
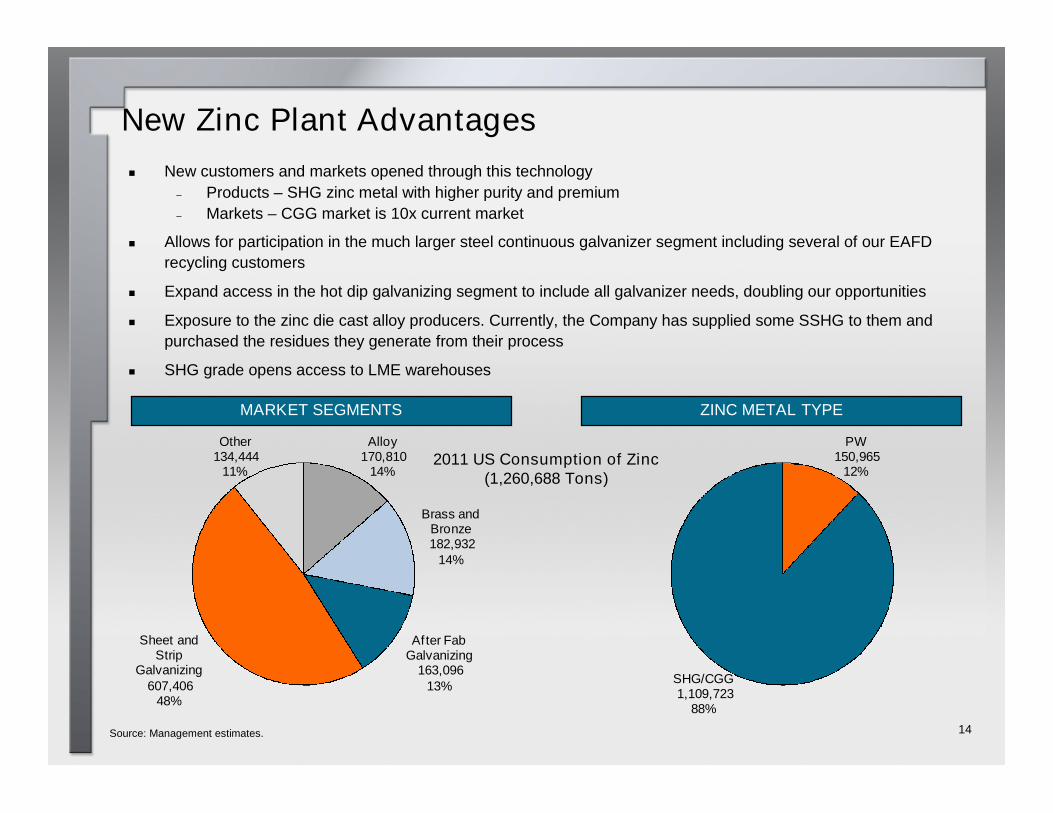
New customers and markets opened through this technology
– Products – SHG zinc metal with higher purity and premium
– Markets – CGG market is 10x current market
Allows for participation in the much larger steel continuous galvanizer segment including several of our EAFD
recycling customers
Expand access in the hot dip galvanizing segment to include all galvanizer needs, doubling our opportunities
Exposure to the zinc die cast alloy producers. Currently, the Company has supplied some SSHG to them and
purchased the residues they generate from their process
SHG grade opens access to LME warehouses
MARKET SEGMENTS ZINC METAL TYPE
New Zinc Plant Advantages
14
2011 US Consumption of Zinc(1,260,688 Tons)
Source: Management estimates.
Alloy170,810
14%
Brass andBronze182,932
14%
After FabGalvanizing
163,09613%
Sheet andStrip
Galvanizing607,406
48%
Other134,444
11%
PW150,965
12%
SHG/CGG1,109,723
88%
SX-EW Proven Technology
Technology implementation in facilities around the world
– Skorpion Zinc in Namibia
• First commercial application of ZINCEX process (a combination of the SX and EW technologies)
• 165,000 tpy plant commissioned in 2004 for processing complex zinc silicate/oxide ore
• SX has performed well – Initial delays due to poor initial selection of solid/liquid separation equipment
• Considered to be one of the lowest cost zinc producers in the world
– Akita Zinc Plant in Japan
• ZINCEX process for treating Waelz Oxide (“WOX”) was commissioned in 2010
• Validates applicability of SX technology for the Horsehead feed mix
• Consumption levels of acid and organic solvents consistent with Tecnicas Reunidas estimates
• No operational problems experienced
– Glencore Portovesme Plant in Italy
• Start-up expected in Q1’13
Horsehead Lab Testing of Waelz Oxide
– Completed extensive testing of leach/neutralization and filtration processes to produce pregnant leach
solution (“PLS”)
– Demonstrated that PLS falls within the range of other solutions successfully processed in SX-EW process
15
Solvent Extraction Technology has been Used Extensively for Last 30 Years in Facilities all over the World
A.D. Zunkel Consultants Independently Affirmed the Feasibility of the ZINCEX Process for Horsehead
Industry-Leading Technology Providers
Tecnicas Reunidas (CATS:TRE; Market Cap: $2.1 bn)
Developer of the ZINCEX Process; has built multiple plants
around the world
Spanish-based engineering services and general contractor
Engaged in the engineering, procurement & construction of a
wide variety of industrial facilities for the oil & gas, power,
infrastructure and metals industries
Provides a complete array of integrated services for turnkey
projects worldwide
Has designed and built over 1,000 industrial plants worldwide
since 1959
Electrowinning & Melting Casting TechnologyLeaching & Solvent Extraction Technology
Asturiana de Zinc (2011 Revenue: $1.3 bn)
Spanish-based zinc producer; a wholly owned subsidiary of
Xstrata (LSE:XTA; Market Cap: $38.2 bn)
Has built and currently operates international zinc plants
including the world’s largest zinc plant at 510,000 metric ton
capacity
Has provided the technology for multiple zinc plants
worldwide and is a supplier of core specialty equipment
specifically designed for zinc Electrowinning &
melting/casting operations
Regarded as the leader in zinc EW and melting/casting
technology
TRSA Designed and Built the Skorpion and AkitaPlants
Horsehead’s New Plant will Utilize the SameTechnology as AdZ’s Premier Zinc EW Facility
Horsehead is Utilizing Two Experienced, World Class Technology Providers
16
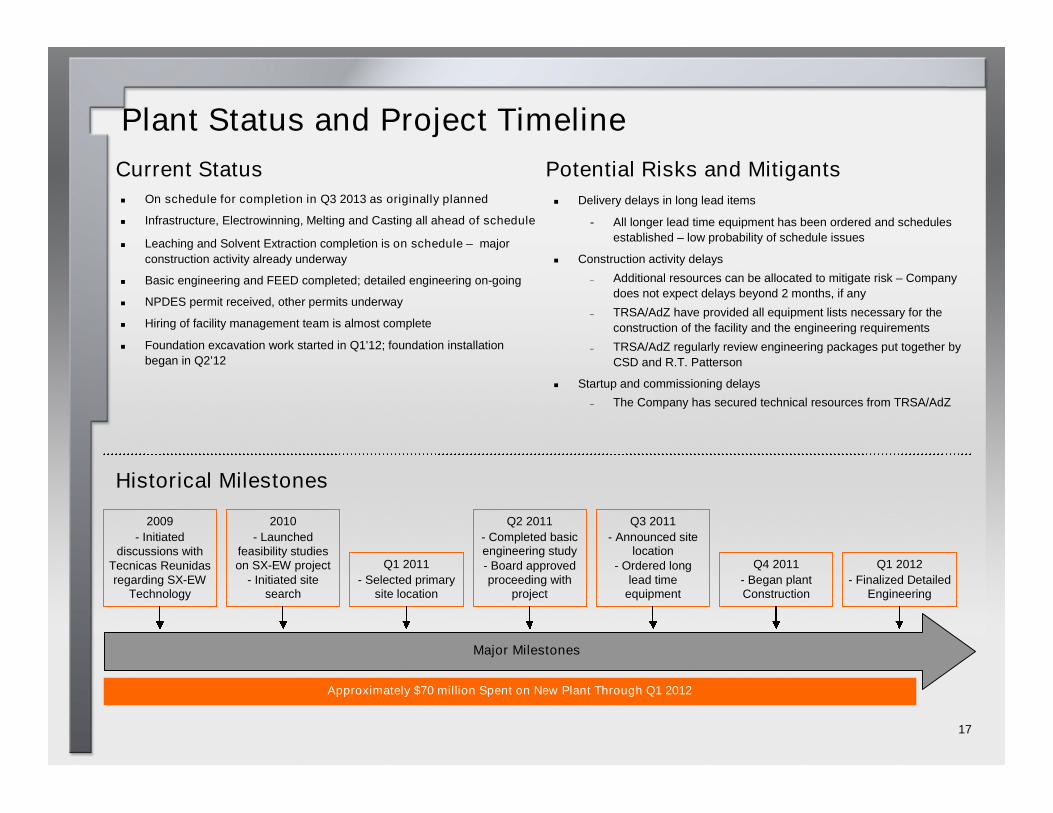
Historical Milestones
Plant Status and Project Timeline
17
Major Milestones
Q3 2011
- Announced sitelocation
- Ordered longlead time
equipment
Q4 2011
- Began plantConstruction
Q2 2011
- Completed basicengineering study- Board approvedproceeding with
project
2009
- Initiateddiscussions with
Tecnicas Reunidasregarding SX-EW
Technology
2010
- Launchedfeasibility studieson SX-EW project
- Initiated sitesearch
Q1 2011
- Selected primarysite location
On schedule for completion in Q3 2013 as originally planned
Infrastructure, Electrowinning, Melting and Casting all ahead of schedule
Leaching and Solvent Extraction completion is on schedule – major
construction activity already underway
Basic engineering and FEED completed; detailed engineering on-going
NPDES permit received, other permits underway
Hiring of facility management team is almost complete
Foundation excavation work started in Q1’12; foundation installation
began in Q2’12
Current Status
Q1 2012
- Finalized DetailedEngineering
Approximately $70 million Spent on New Plant Through Q1 2012
Delivery delays in long lead items
- All longer lead time equipment has been ordered and schedules
established – low probability of schedule issues
Construction activity delays
– Additional resources can be allocated to mitigate risk – Company
does not expect delays beyond 2 months, if any
– TRSA/AdZ have provided all equipment lists necessary for the
construction of the facility and the engineering requirements
– TRSA/AdZ regularly review engineering packages put together by
CSD and R.T. Patterson
Startup and commissioning delays
– The Company has secured technical resources from TRSA/AdZ
Potential Risks and Mitigants
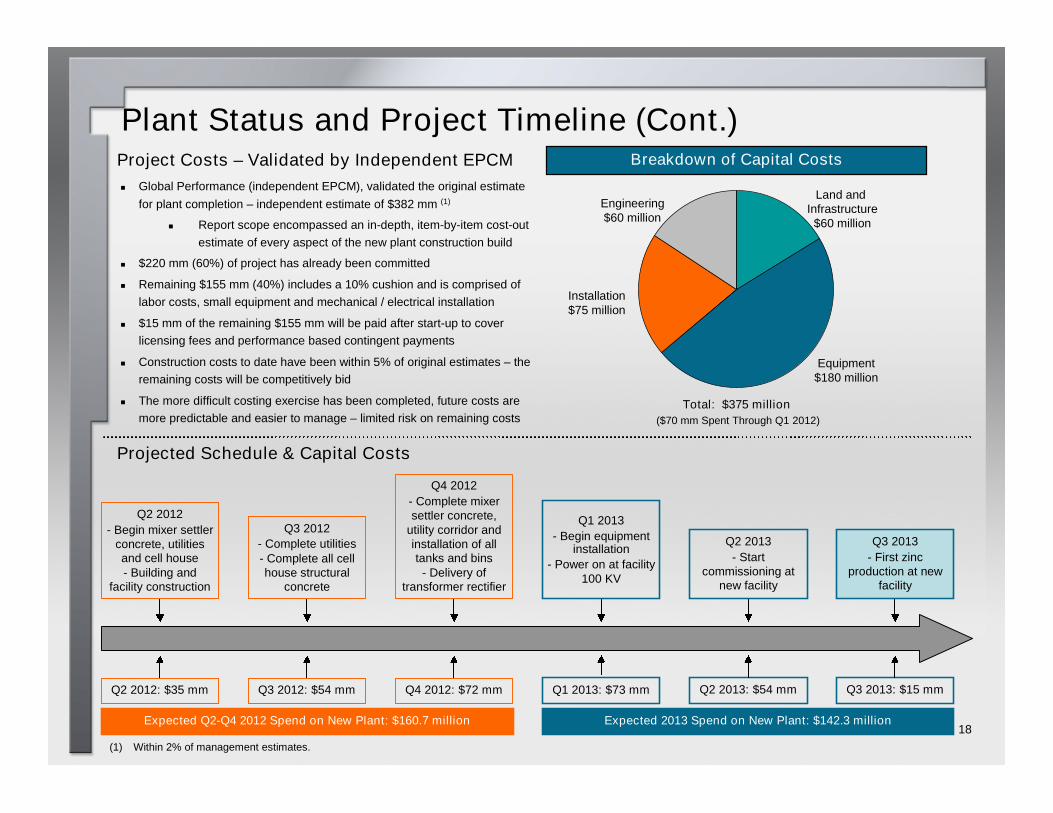
Plant Status and Project Timeline (Cont.)
18
Global Performance (independent EPCM), validated the original estimate
for plant completion – independent estimate of $382 mm (1)
Report scope encompassed an in-depth, item-by-item cost-out
estimate of every aspect of the new plant construction build
$220 mm (60%) of project has already been committed
Remaining $155 mm (40%) includes a 10% cushion and is comprised of
labor costs, small equipment and mechanical / electrical installation
$15 mm of the remaining $155 mm will be paid after start-up to cover
licensing fees and performance based contingent payments
Construction costs to date have been within 5% of original estimates – the
remaining costs will be competitively bid
The more difficult costing exercise has been completed, future costs are
more predictable and easier to manage – limited risk on remaining costs
Project Costs – Validated by Independent EPCM
Q2 2012
- Begin mixer settlerconcrete, utilitiesand cell house- Building and
facility construction
Q3 2012
- Complete utilities- Complete all cellhouse structural
concrete
Q4 2012
- Complete mixersettler concrete,
utility corridor andinstallation of alltanks and bins
- Delivery oftransformer rectifier
Q1 2013
- Begin equipmentinstallation
- Power on at facility100 KV
Q2 2013
- Startcommissioning at
new facility
Q3 2013
- First zincproduction at new
facility
Q1 2013: $73 mm Q2 2013: $54 mm Q3 2013: $15 mmQ2 2012: $35 mm Q3 2012: $54 mm Q4 2012: $72 mm
Expected 2013 Spend on New Plant: $142.3 millionExpected Q2-Q4 2012 Spend on New Plant: $160.7 million
Total: $375 million
Engineering$60 million
Land andInfrastructure
$60 million
Equipment$180 million
Installation$75 million
Breakdown of Capital Costs
Projected Schedule & Capital Costs
($70 mm Spent Through Q1 2012)
(1) Within 2% of management estimates.
Financial Overview
Revenue vs. LME Zinc Prices
Adjusted EBITDA and Margin (1)
20
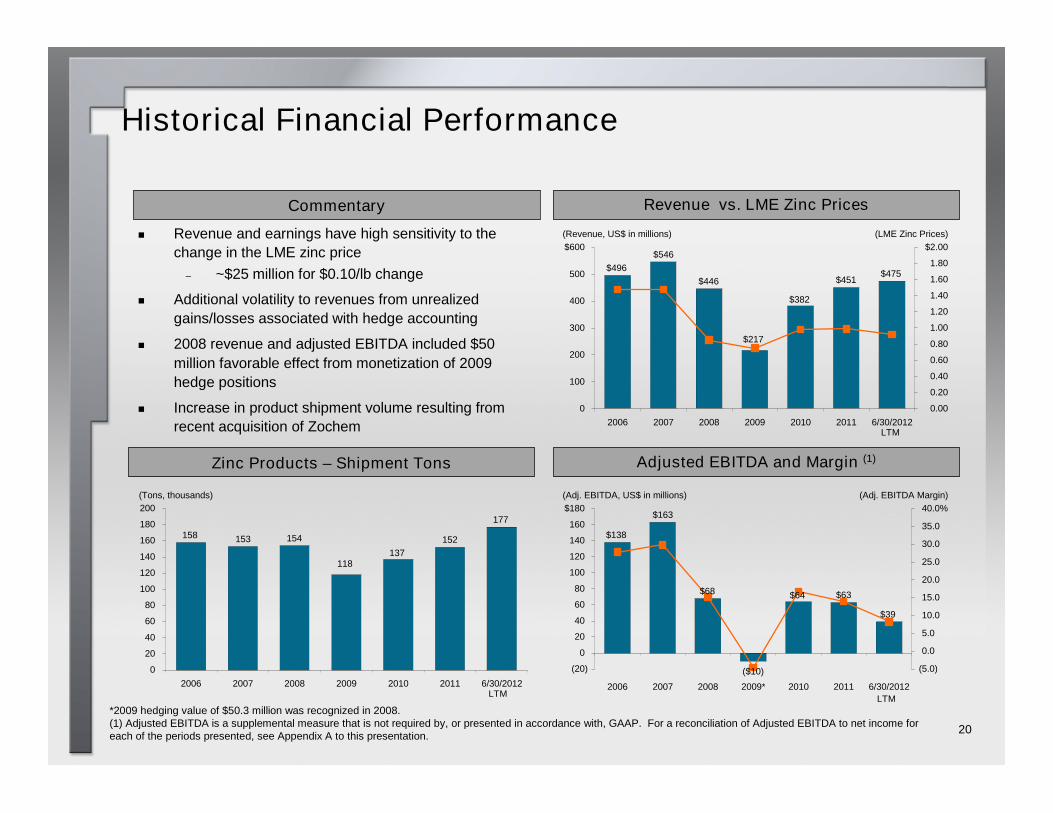
Historical Financial Performance
*2009 hedging value of $50.3 million was recognized in 2008.(1) Adjusted EBITDA is a supplemental measure that is not required by, or presented in accordance with, GAAP. For a reconciliation of Adjusted EBITDA to net income foreach of the periods presented, see Appendix A to this presentation.
Revenue and earnings have high sensitivity to the
change in the LME zinc price
– ~$25 million for $0.10/lb change
Additional volatility to revenues from unrealized
gains/losses associated with hedge accounting
2008 revenue and adjusted EBITDA included $50
million favorable effect from monetization of 2009
hedge positions
Increase in product shipment volume resulting from
recent acquisition of Zochem
Commentary
Zinc Products – Shipment Tons
118
177
152
137
154153158
0
20
40
60
80
100
120
140
160
180
200
2006 2007 2008 2009 2010 2011 6/30/2012
(Tons, thousands)
$217
$496
$546
$446
$382
$451$475
0
100
200
300
400
500
$600
2006 2007 2008 2009 2010 2011 6/30/2012
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
$2.00
(Revenue, US$ in millions) (LME Zinc Prices)
LTMLTM
LTM
($10)
$138
$163
$68 $64 $63
$39
(20)
0
20
40
60
80
100
120
140
160
$180
2006 2007 2008 2009* 2010 2011 6/30/2012
(5.0)
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0%
(Adj. EBITDA, US$ in millions) (Adj. EBITDA Margin)
21
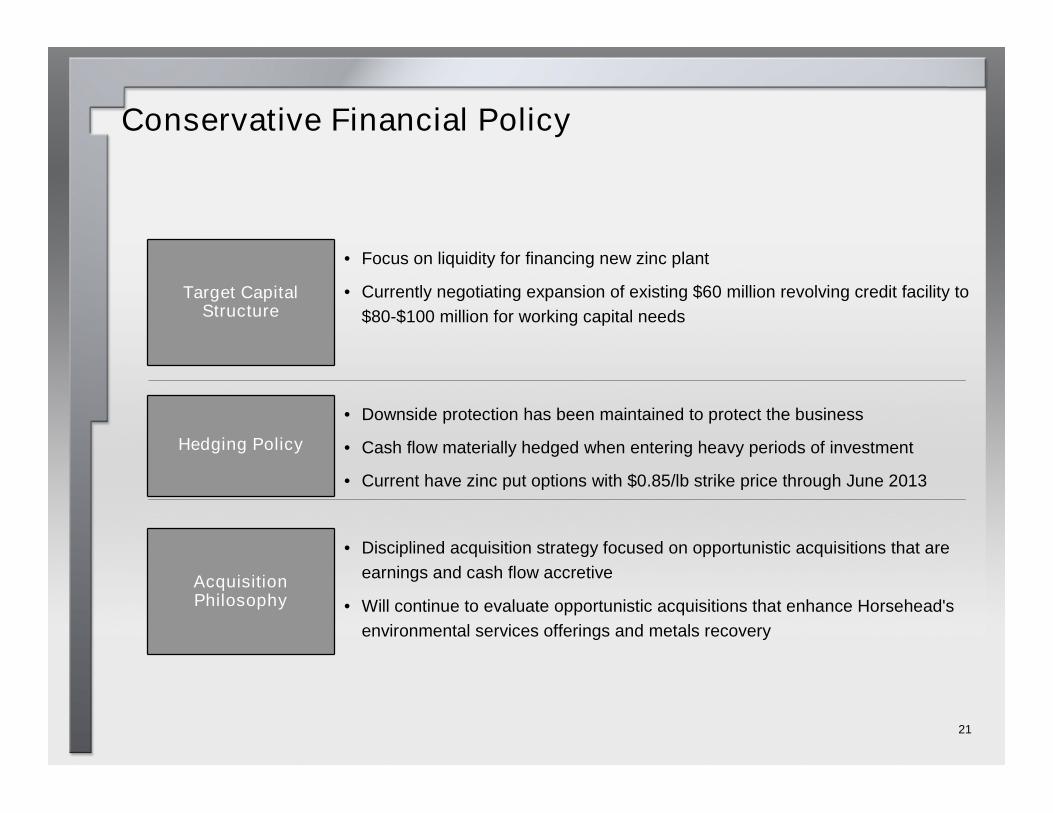
Conservative Financial Policy
Target CapitalStructure
• Focus on liquidity for financing new zinc plant
• Currently negotiating expansion of existing $60 million revolving credit facility to
$80-$100 million for working capital needs
Hedging Policy
• Downside protection has been maintained to protect the business
• Cash flow materially hedged when entering heavy periods of investment
• Current have zinc put options with $0.85/lb strike price through June 2013
AcquisitionPhilosophy
• Disciplined acquisition strategy focused on opportunistic acquisitions that are
earnings and cash flow accretive
• Will continue to evaluate opportunistic acquisitions that enhance Horsehead's
environmental services offerings and metals recovery

Illustrative EBITDA Sensitivity
22
Adj. EBITDA at Various Levels of LME Zinc Prices*
52-week High & Low Range of LME Zinc Prices$0.79 - $1.13
*The slide shows the illustrative effect of a change in the LME zinc price on Adj. EBITDA for zinc products from the current zinc production facility in Monaca, PA (“StatusQuo”) versus the new zinc production facility in North Carolina (“SX-EW”). The Status Quo scenario assumes 142,000 tons of zinc production versus 156,000 tons of zincproduction in the SX-EW scenario. The change in Adj. EBITDA does not include any price change for other metals (lead and silver) or contributions from INMETCO andZochem.
LME Zinc Prices
Ad
j.E
BIT
DA
Status Quo With SX-EW

Appendix A
24
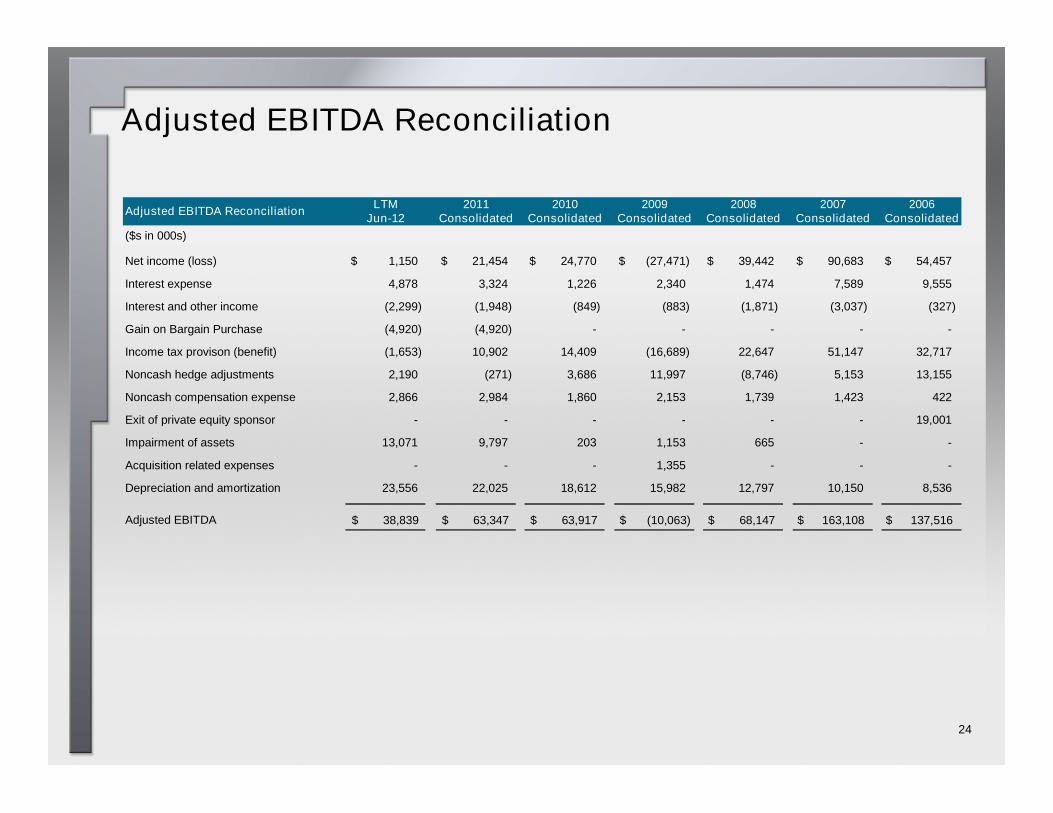
Adjusted EBITDA Reconciliation
LTM 2011 2010 2009 2008 2007 2006Jun-12 Consolidated Consolidated Consolidated Consolidated Consolidated Consolidated
($s in 000s)
Net income (loss) 1,150$ 21,454$ 24,770$ (27,471)$ 39,442$ 90,683$ 54,457$
Interest expense 4,878 3,324 1,226 2,340 1,474 7,589 9,555
Interest and other income (2,299) (1,948) (849) (883) (1,871) (3,037) (327)
Gain on Bargain Purchase (4,920) (4,920) - - - - -
Income tax provison (benefit) (1,653) 10,902 14,409 (16,689) 22,647 51,147 32,717
Noncash hedge adjustments 2,190 (271) 3,686 11,997 (8,746) 5,153 13,155
Noncash compensation expense 2,866 2,984 1,860 2,153 1,739 1,423 422
Exit of private equity sponsor - - - - - - 19,001
Impairment of assets 13,071 9,797 203 1,153 665 - -
Acquisition related expenses - - - 1,355 - - -
Depreciation and amortization 23,556 22,025 18,612 15,982 12,797 10,150 8,536
Adjusted EBITDA 38,839$ 63,347$ 63,917$ (10,063)$ 68,147$ 163,108$ 137,516$
Adjusted EBITDA Reconciliation

















