Hydrocracking of oil residue from palm oil mill effluent to biofuel 1, 2 2 2 Hasanudin, * Muhammad Said, Muhammad Faizal, Muhammad Hatta Dahlan and 3 Karna Wijaya 1 Department of Chemistry Sriwijaya University Palembang 30662, Indonesia 2 Department of Chemical Engineering Sriwijaya University Palembang 30662, Indonesia 3 Department of Chemistry Gadjah Mada University Yogyakarta 55281, Indonesia Key Words: Biofuel, palm oil, monmorillonite, hydrocracking, catalyst *Corresponding author Email: [email protected]ABSTRACT INTRODUCTION The total palm oil production has increased in the last few years, as a result, palm oil waste which is a by-product of the milling process will also increase. The palm oil production process in mills consists of several unit operations. The processing of fresh fruit bunches of palm results in the gen- eration of different types of residue. Among the waste generated, palm oil mill effluent (POME) is considered as the most harmful waste for the environment if discharged untreated. POME is a thick brownish liquid that contains high solids, oil and grease. Several treatment technologies have been used for POME treatment, since the direct discharge of POME adversely affects the environment. Due to the presence of high oil residue in POME, attempts have been made to recover and convert it into valuable products such as usefull chemicals and biofuel. Recovery process of oil residue from POME is difficult and not economical; therefore, its alternative usage is explored. In a preliminary study, we observed that it was possible to produce various types of liquid hydrocarbons fuel (biofuel) from oil residue from POME. Oil residue from POME has been catalytically hyrdrocracked to biofuel by Ni/Mo-ZrO pillared monmorillonite catalyst in fixed bed micro reactor. The data show 2 that the catalytic activity of ZrO pillared montmorillonite (ZM) is more active than parent 2 monmorillonite. While, catalyst Ni/Mo loaded on ZM can increase the catalytic activity for hydro- cracking of oil residue from POME into biofuel. The products were mainly gases, biofuel and solid coke. The biofuel products consist of gasoline, kerosene and diesel oil fraction. . Palm oil industry has resulted sludge waste. Palm oil mill effluent (POME) which contains a significant amount of oil residue. Oil residues contained in the palm oil sludge could be potentially processed as an energy resource. The success of treating palm oil waste sludge into fuel oil will be significant in resolving the dependence of fuel oil from fossils and reducing environmental burdens. Processing of oil residues from POME into qualified fuel oil can be conducted through two processes at once, that are process of cracking and process of hydrogenation or hydrocracking. Hydro- cracking oil residues in POME is conducted by catalytic thermal hydrodecomposition which is able to alter fat and fatty acids with long carbon chains into the oil fraction with a shorter hydrocarbon chains and high potential as a fuel. The study of the conversion of vegetable oil into fuel is interesting because the mate- rials of vegetable oils do not contain nitrogen, sulfur and heavy metals so that the resulting oil become an environmentally friendly oil. Studies on catalytic cracking of vegetables oil into hydrocarbon fuels have been done, such as Candelilla oil [1], rapeseed oil [2], palm oil [3,4], soybean oil [5] and jatropha oil [6]. The result of these studies con- cluded that the main content of triglyserides in vege- tables oil can be converted into hydrocarbon fuel, . 395 Sustain. Environ. Res., 22(6), 395-400 (2012)
Transcript
Hydrocracking of oil residue from palm oil mill effluent to biofuel
1, 2 2 2Hasanudin, * Muhammad Said, Muhammad Faizal, Muhammad Hatta Dahlan and 3Karna Wijaya
1Department of ChemistrySriwijaya University
Palembang 30662, Indonesia2Department of Chemical Engineering
The total palm oil production has increased in the last few years, as a result, palm oil waste which is a by-product of the milling process will also increase. The palm oil production process in mills consists of several unit operations. The processing of fresh fruit bunches of palm results in the gen-eration of different types of residue. Among the waste generated, palm oil mill effluent (POME) is considered as the most harmful waste for the environment if discharged untreated. POME is a thick brownish liquid that contains high solids, oil and grease. Several treatment technologies have been used for POME treatment, since the direct discharge of POME adversely affects the environment. Due to the presence of high oil residue in POME, attempts have been made to recover and convert it into valuable products such as usefull chemicals and biofuel. Recovery process of oil residue from POME is difficult and not economical; therefore, its alternative usage is explored. In a preliminary study, we observed that it was possible to produce various types of liquid hydrocarbons fuel (biofuel) from oil residue from POME. Oil residue from POME has been catalytically hyrdrocracked to biofuel by Ni/Mo-ZrO pillared monmorillonite catalyst in fixed bed micro reactor. The data show 2
that the catalytic activity of ZrO pillared montmorillonite (ZM) is more active than parent 2
monmorillonite. While, catalyst Ni/Mo loaded on ZM can increase the catalytic activity for hydro-cracking of oil residue from POME into biofuel. The products were mainly gases, biofuel and solid coke. The biofuel products consist of gasoline, kerosene and diesel oil fraction. .
Palm oil industry has resulted sludge waste. Palm oil mill effluent (POME) which contains a significant amount of oil residue. Oil residues contained in the palm oil sludge could be potentially processed as an energy resource. The success of treating palm oil waste sludge into fuel oil will be significant in resolving the dependence of fuel oil from fossils and reducing environmental burdens. Processing of oil residues from POME into qualified fuel oil can be conducted through two processes at once, that are process of cracking and process of hydrogenation or hydrocracking. Hydro-cracking oil residues in POME is conducted by
catalytic thermal hydrodecomposition which is able to alter fat and fatty acids with long carbon chains into the oil fraction with a shorter hydrocarbon chains and high potential as a fuel. The study of the conversion of vegetable oil into fuel is interesting because the mate-rials of vegetable oils do not contain nitrogen, sulfur and heavy metals so that the resulting oil become an environmentally friendly oil. Studies on catalytic cracking of vegetables oil into hydrocarbon fuels have been done, such as Candelilla oil [1], rapeseed oil [2], palm oil [3,4], soybean oil [5] and jatropha oil [6]. The result of these studies con-cluded that the main content of triglyserides in vege-tables oil can be converted into hydrocarbon fuel,
.
395Sustain. Environ. Res., 22(6), 395-400 (2012)
gasoline and diesel fraction. Design of catalyst for processing vegetable oil from waste sludge of POME into gasoline fraction is very important and must meet necessary requirements for its processing. Ni and Mo metal both in the singular or combination form of both metals have been investigated as a catalyst for hydro-genation of benzene [7] and hydrocracking of coal crude oil [8]. The result of these studies concluded that Ni and Mo metal can be used as a catalyst reaction for hydrotreatment, hydrocracking and deoxygenation. Commercial materials which are often used as a hy-drogenation catalyst supports and cracking are zeo-lites, alumina and silica. But these three materials have small pore radii, making it easy to form coke on the catalyst surface. In the early twentieth century, it was introduced cracking catalyst material using acidified natural clay. However, thermal resistance of clay is not so high that is not good as catalyst. Monmorillonite has good nature and chosen as catalytic material be-cause the structure of monmorillonit has high porosity and surface area; it also has acid site and layer struc-ture which can be swollen. Acid site on monmoril-lonite can increase porosity of monmorillonite by pillaring method. In 1977 Brindly introduced metal oxide pillared clays as catalysts. Metal oxide pillared clays have some advantages as catalyst supports. Metal oxides are generally resistant to heat treatment, so that the metal oxide pillared clays have a high thermal resistance and can be used as catalyst supports for high temperature reactions. Metal oxide can be cata-lysts, so the use of metal oxide has a double function, as a pillared and as a catalyst agent. Several studies have included the use of metal oxides ZrO as pillared 2
monmorillonite clay as a catalyst alkylation of ben-zene [9] and alkylation of phenol [10]. The use of pillared monmorillonite as catalyst supporting has sufficient ability to both as catalyst and supporting cracking catalyst [6,8]. Based on the above description, a research of hydrocracking of oil residue from POME to biofuel was investigated. The purpose of this research is to converse oil residue from POME to become a liquid fuel by using catalyst of nature monmorillonite and modified pillared ZrO monmorillonite (ZM) and 2
Ni/Mo-PM (NMZM).
.
.
MATERIALS AND METHODS
1. Oil Residue from POME
The sludge waste (POME) based fatty acid mix-ture residue was obtained from PT. Sriwijaya Palm Oil Indonesia-Palembang. It was received as dark brown pasta, having mild smell, lighter than water and free of water. The POME was extracted by a soxlet extractor with gasoline solvent to find the fatty acid mixture.
2. Catalyst Preparation and Characterization
.
.
.
Natural clay of monmorillonite type was precipi-tated and dried in oven. It was saturated by using sodium chloride solution and swirled for 24 h. Furthermore, the clay was washed by demineralized water to clean the chloride ion of the clay. This prod-uct (Na-monmorillonite) was pillared by zirconium oxychloride solution. 2 g of montmorillonite was dispersed into demineralized water and shaken for 5 h. Zirconium oxychloride was poured into the dispersed montmorillonite gradually. The result was separated and washed by demineralized water several times until it was free of chloride ion. Intercalationed montmoril-lonite by zircon metal ion was calcinated at tempera-ture of 350 °C in O atmospher for 4 h, this result is 2
referred as ZrO PM. 2
The ZM was soaked in solution of NiNO and 3
(NH ) Mo O for 24 h and dried. The ZM containing 4 6 7 24
Ni and Mo was dried at the temperature of 130 °C for 3 h. Then, it was oxidized by flowing O gas at the 2
-1temperature of 350 °C and the flow rate of 1.0 mL s for 3 h. The prepared catalyst was then reduced by flowing H gas at the temperature of 350 °C and the 2
-1flow rate of 1.0 mL s for 3 h. The product is referred as NMZM. The BET surface area and pore volume of the catalyst were measured by nitrogen adsorption using Autosorb I (Quantachrome Automated Gas Sorption System). The samples were degassed for 5 h under vacuum at 300 °C prior to the analysis.
3. Equipment and Experimental Procedure
The experiments were conducted at atmospheric pressure in a continuous upflow fixed-bed micro-reactor. The reactor was a 350 mm long, 35 mm i.d. stainless steel tube placed in the vertical tube furnace. The reaction temperature was in 500 °C and with a oil residue feed rate (weight hourly space velocity,
-1WHSV) of 10 h , while the catalyst to oil residue ratio was 0.2. The catalyst (12 g) with particle size ranged between 500 and 1000 m was loaded over 1 g of quartz wool supported with a stainless steel mesh in the microreactor and the temperature was monitored by a thermocouple positioned in the center of the catalyst bed and connected to a temperature controller. A schematic diagram of the equipment system is shown in Fig. 1.
.
.
.
.
.
ì
Hydrogen gas was passed through the reactor for 1 h before the oil recovery from POME was fed using a peristatic pump. Once steady state had been reached in the reactor, the liquid product (organic and aqueous fractions) was collected in a liquid sampler while the gaseous product was collected in a gas-sampling bulb. The unconverted fatty acid mixture was separated from the liquid product in a microdistillation unit operated at 200 °C for 30 min under vacuum. The residue re-maining after the vacuum distillation was termed as the residual fatty acid mixture and the product was analyzed using gas chromatography.
396 Hasanudin et al., Sustain. Environ. Res., 22(6), 395-400 (2012)
Furnace
Fig. 1. Schematic diagram of the experimental set up.
RESULTS AND DISCUSSION
1. Characterization Oil Residue from POME
The result of oil analyst of oil residue from POME shows that the residue was dominated by a mixture of free fatty acids of 60-80%. High content of free fatty acids is adverse because it can cause corrosive to equipment. So, it is necessary for hydrocracking of these fatty acids. The the main constituent of fatty acids from oil residue is shown in Table 1.
.
.
Table 1. Composition of fatty acids in oil residue from POME
2. Result of Preparation and Characterization of Catalyst
The result of SEM analysis of catalyst montmoril-lonite, ZM and MNZM at 10.000 times magnification is shown in Fig. 2. SEM diagrams show no change on structure and surface texture of nature montmorillonite and ZM. The comparison between SEM ZM and NMZM catalyst shows that NMZM catalyst has more small particles of Ni and Mo metal, attaching on the surface of ZM. The entrance of Ni and Mo metal to the surface of ZM does not change the topology of surface of ZM layer. The XRD data on nature montmorillonite indicates the characteristic peak at 2è = 5.96° (d = 14.81 Å),
.
.
Fig. 2. Result of SEM figure of catalyst (a) monmorillon- ite, (b) ZM and (c) NMZM.
Condenser
Liquid Product
Salt SolutionDrain
Flow meter
H2
Peristaltic Pump
Feed
Thermocouple Temperature controler
397Hasanudin et al., Sustain. Environ. Res., 22(6), 395-400 (2012)
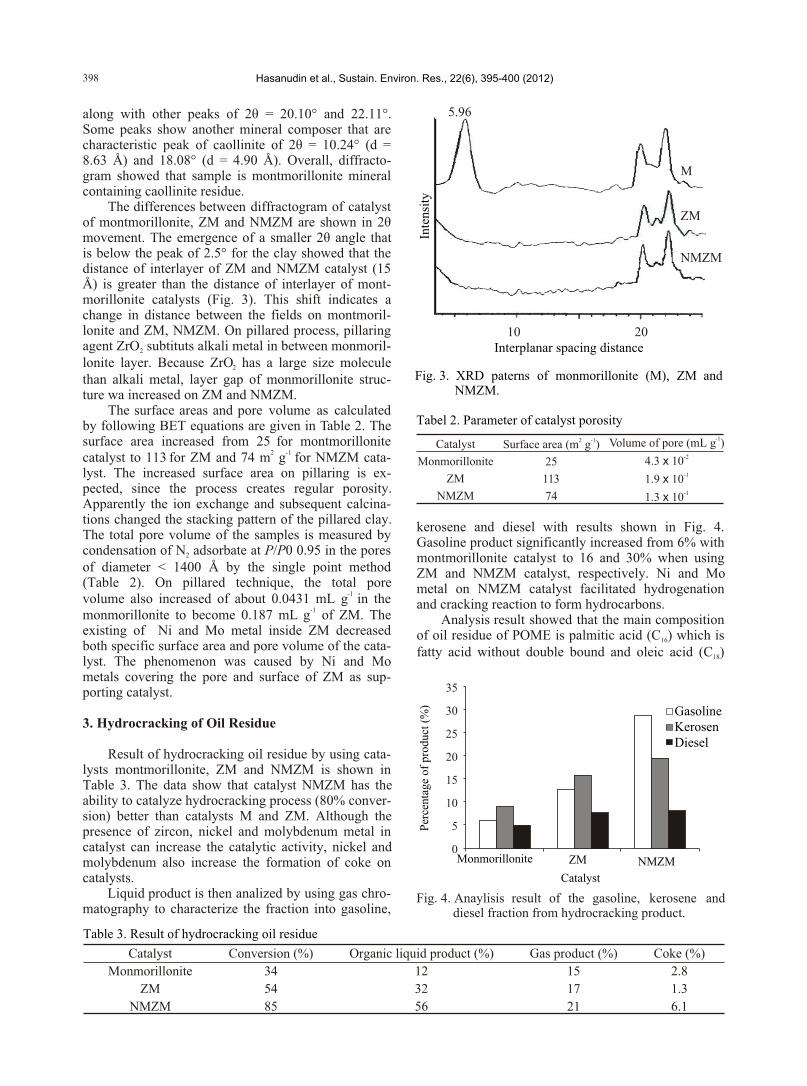
along with other peaks of 2è = 20.10° and 22.11°. Some peaks show another mineral composer that are characteristic peak of caollinite of 2è = 10.24° (d = 8.63 Å) and 18.08° (d = 4.90 Å). Overall, diffracto-gram showed that sample is montmorillonite mineral containing caollinite residue. The differences between diffractogram of catalyst of montmorillonite, ZM and NMZM are shown in 2è movement. The emergence of a smaller 2è angle that is below the peak of 2.5° for the clay showed that the distance of interlayer of ZM and NMZM catalyst (15 Å) is greater than the distance of interlayer of mont-morillonite catalysts (Fig. 3). This shift indicates a change in distance between the fields on montmoril-lonite and ZM, NMZM. On pillared process, pillaring agent ZrO subtituts alkali metal in between monmoril-2
lonite layer. Because ZrO has a large size molecule 2
than alkali metal, layer gap of monmorillonite struc-ture wa increased on ZM and NMZM. The surface areas and pore volume as calculated by following BET equations are given in Table 2. The
surface area increased from 25 for montmorillonite 2 -1 catalyst to 113 for ZM and 74 m g for NMZM cata-
lyst. The increased surface area on pillaring is ex-pected, since the process creates regular porosity. Apparently the ion exchange and subsequent calcina-tions changed the stacking pattern of the pillared clay. The total pore volume of the samples is measured by condensation of N adsorbate at P/P0 0.95 in the pores 2
of diameter < 1400 Å by the single point method (Table 2). On pillared technique, the total pore
-1 volume also increased of about 0.0431 mL g in the -1monmorillonite to become 0.187 g of ZM. The
existing of Ni and Mo metal inside ZM decreased both specific surface area and pore volume of the cata-lyst. The phenomenon was caused by Ni and Mo metals covering the pore and surface of ZM as sup-porting catalyst.
3. Hydrocracking of Oil Residue
Result of hydrocracking oil residue by using cata-lysts montmorillonite, ZM and NMZM is shown in Table 3. The data show that catalyst NMZM has the ability to catalyze hydrocracking process (80% conver-sion) better than catalysts M and ZM. Although the presence of zircon, nickel and molybdenum metal in catalyst can increase the catalytic activity, nickel and molybdenum also increase the formation of coke on catalysts. Liquid product is then analized by using gas chro-matography to characterize the fraction into gasoline,
.
.
.
.
.
mL
Fig. 3. XRD paterns of monmorillonite (M), ZM and NMZM.
Interplanar spacing distance
Int
ensi
ty
Tabel 2. Parameter of catalyst porosity
Catalyst
Monmorillonite
ZM
NMZM
2 -1Surface area (m g )
25
113
74
-1Volume of pore (mL g )-24.3 x 10-11.9 x 10-11.3 x 10
Table 3. Result of hydrocracking oil residue
Catalyst
Monmorillonite
ZM
NMZM
Conversion (%)
34
54
85
Organic liquid product (%)
12
32
56
Gas product (%)
15
17
21
Coke (%)
2.8
1.3
6.1
kerosene and diesel with results shown in Fig. 4. Gasoline product significantly increased from 6% with montmorillonite catalyst to 16 and 30% when using ZM and NMZM catalyst, respectively. Ni and Mo metal on NMZM catalyst facilitated hydrogenation and cracking reaction to form hydrocarbons. Analysis result showed that the main composition of oil residue of POME is palmitic acid (C ) which is 16
fatty acid without double bound and oleic acid (C ) 18
.
Fig. 4. Anaylisis result of the gasoline, kerosene and diesel fraction from hydrocracking product.
Monmorillonite ZM NMZM
Per
cent
age
of p
rodu
ct (
%)
Catalyst
Gasoline KerosenDiesel
35
30
25
20
15
10
5
0
M
ZM
NMZM
10 20
5.96
398 Hasanudin et al., Sustain. Environ. Res., 22(6), 395-400 (2012)
Fig. 5. Mechanism of catalytic cracking and hydrogenation of triglyceride.
Layer of monmorilloniteä-
Si O Si OH Si O Si O Si OH Si O Si O Si OH Si O Si O Si O Si OH Si O Si O Si OH Si O Si O Si OH Si O Si O
Al O Al OH Al O Al O Al OH Al O Al OH Al O Al O Al O Al OH Al O Al O Al OH Al O Al OH Al O Al O
Catalytic Cracking Nonene Nonane
Hydrogenation
Ni, Mo
ACKNOWLEDGEMENTS
The financial support by the DP2M DIKTI and Sriwijaya University under STRANAS scheme re-search grant (No: 0460.a/H9/PL/2010) is gratefully acknowledged. .
CONCLUSIONS
Based on the data, we can conclude that pillared ZM increases porosity of nature monmorilonite, whereas NMZM decreases the porosity of catalyst. However, NMZM catalyst can be used as a catalyst for hydrocracking oil residue from POME with 80% yield and 30% gasoline fraction. Biofuel product is still a mixture of gasoline, kerosene and diesel fraction. Existence of Ni and Mo metal in catalyst is effective enough to increase biofuel product and gasoline frac-tion. However, forming of coke during cracking is unavoidable. .
which is fatty acid with one double bound at the mid-dle of carbon chain. First step reaction is cracking of doble bound carbon chain on oleic acid. Double bound is easier to be cracked than single bound. One result of cracking is nonene (C ) with double bound on nonene 9
reacting with hydrogen forming a more stable mole-cule nonane. Mechanism of reaction is shown in Fig. 5. However, biofuel products are not only C , but also 9
C , C , C , C and C . Before forming light hydrocar-8 10 13 17 19
bon (C -C ), triglycerides were firstly cracked because 2 10
of thermal cracking of heavy molecule (C -C ). 12 20 .
Padmaja, K.V., N. Atheya and A.K. Bhatnagar, Upgrading of Candelilla biocrude to hydrocarbon fuels by fluid catalytic cracking. Biomass Bioenerg., 33(12), 1664-1669 (2009). Dupain, X., D.J. Costa, C.J. Schaverien, M. Makkee and J.A. Moulijn, Cracking of a rapeseed vegetable oil under realistic FCC conditions. Appl. Catal. B-Environ., 72(1-2), 44-61 (2007).
.
.
REFERENCES
Bhatia, S., A.R. Mohamed and N.A.A. Shah, Composites as cracking catalysts in the production of biofuel from palm oil: Deactivation studies. Chem. Eng. J., 155(1-2), 347-354 (2009). Twaiq, F.A.A., A.R. Mohamad and S. Bhatia, Performance of composite catalysts in palm oil cracking for the production of liquid fuels and chemicals. Fuel Process. Technol., 85(11), 1283-1300 (2004). Prado, C.M.R. and N.R.A. Filho, Production and characterization of the biofuels obtained by thermal cracking and thermal catalytic cracking of vegetable oils. J. Anal. Appl. Pyrol., 86(2), 338-347 (2009). Hasanudin, N. and M. Said, Study on effect of TiO -pillared monmorillonite based Co-Mo 2
catalysts to hydrocracking process jathropa seed oil. International Symposium on Sustainable Energy and Environmental Protection. Yogyakarta, Indonesia, Sep. 23-26 (2009). Reshetnikov, S.I., E.A. Ivanov and A.N. Startsev, Benzene hydrogenation in the thiophene presence over the sulfide Ni-Mo/Al O catalyst under 2 3
periodic operation: Kinetics and process modelling. Chem. Eng. J., 134(1-3), 100-105 (2007). Hasanudin, K.W., R. Addy and T. Wega, Hydrocracking of coal crude oil with Ni/Mo-TiO 2
pillared monmorilonite catalyst. 17th National Seminars on Chemistry. Yogyakarta, Indonesia, Jul. 10-11 (2008). Awate, S.V., S.B. Waghmode and M.S. Agashe, Synthesis, characterization and catalytic evaluation of zirconia-pillared montmorillonite for linear alkylation of benzene. Catal. Commun., 5(8), 407-411 (2004). Mishra, B.G. and G.R. Rao, Physicochemical and catalytic properties of Zr-pillared montmorillonite with varying pillar density. Micropor. Mesopor. Mat., 70(1-3), 43-50 (2004). Nasikin, M., B.H. Susanto, M.A. Hirsaman and A. Wijanarko, Biogasoline from palm oil by simultaneous cracking and hydrogenation reaction over nimo/zeolite catalyst. World Appl. Sci. J., 5(special issue), 74-79 (2009).
.
.
.
.
.
.
.
.
.
399
Layer of monmorillonite
Layer of monmorilloniteLayer of monmorillonite
ä+ ä+
ä+
ä-
ä- ä-
H C2 H C2O O
C C
R1
R2 R2H C2 H C2
O O
O O
O OO O
O O
C C
C CC C
R1 R1HC HC
C CC CC C C
H
H
C C C
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Hasanudin et al., Sustain. Environ. Res., 22(6), 395-400 (2012)
Idem, R.O., S.P.R. Katikaneni and N.N. Bakhshi, Catalytic conversion of canola oil to fuels and chemicals: Roles of catalyst acidity, basicity and shape selectivity on product distribution. Fuel Process. Technol., 51(1-2), 101-125 (1997). .
Discussions of this paper may appear in the discus-sion section of a future issue. All discussions shouldbe submitted to the Editor-in-Chief within six monthsof publication. .
Manuscript Received: Revision Received:
and Accepted:
July 6, 2012October 19, 2012October 30, 2012
400
12.
Hasanudin et al., Sustain. Environ. Res., 22(6), 395-400 (2012)