AD/A-004 578 STRESS-RELIEF HEAT TREATMENT 01 MANGANESE-NICKEL-ALUMINUM BRONZE AND MANGANESE-BRONZE WELDMENTS Charles A. Zanis Naval Ship Research and Development Center Annapolis, Maryland January 1975 IJ DISTRIBUTED BY: Natlual Technical infusmat Seivice U. S. DEPARTMENT OF COMMERCE II IIIILI IIl
20. ABSTRACT (C tline -rt m revo Slide If nceit pom al Idedifly by black numb)
Tensile properties, weldability, general corrosion, andcorrosion-fatigue properties were determined as a function ofstress-relief heat treatment for both cast Mn-Ni-Al bronze andmanganese-bronze propellpr alloys. It was found that Mn-Ni-Albronze is susceptible to stress-corrosion cracking in the as-welded heat-affected zone. Stress-relief heat treatments in
tES SUJM C 0 OAGE (COnt)
DD 1AN 1473 COITION OF I NOV6 S IS OBSOLETE UnclassifiedS/1 0102-014"6601 SECURITY _ _OF H P G _D a
SECURITy CLASh PItCAiCRl- OP TI1 P AGE (Whsom Des S ued
Unclassitied.,Uq4tTY CLASSItCATIOM OF THIS P.GEtfUhM Do. Ear.cW)
20. ABSTRACT (Cont)
the range of 7000 to 12000 F were et'fective in eliminating thestress-corrosion cracking in this alloy. Manganese-bronzeweldments exhibited poor weldability but were not found sus-ceptible to stress-corrosion cracking. High-cycle corrosion-fatigue tests on weldments revealed an enduzance strengthat 10" cycles of 12,000 pounds per square inch for Mn-Ni-Albronze and 7,500 to 11,000 pcunds per square inch formanganese bronze.
(Author)
; cUnclassifiedSECURITY CLASSIFICATION OF THIS PAGEflmen DNAd Enm"i)
ADMINISTRATIVE INFORMATION
This work was performed under Work Unit 2823-110, PropellerAlloy Fabrication. The program manager for this work was Mr.B. B. Rosenbaum, NAVSEA (SEA 03523); and the technical agent wasMr. F. D. Rosenthal, NAVSEC (SEC 6101D).
ACKNOWLEDGMENT
For his assistance in conduct and evaluation of the corro-sion fatigue tests, Mr. E. J. Czyryca, NSRDC (Code 2814) isacknowledged.
Figure 8 - Curves; Results of Corrosion-FatigueTests on Mn-Ni-Al Bronze Weldments
Figure 9 Curve; Results of Corrosion-FatigueTests on Manganese--Bronze Weldments
IN ITIAL DISTRIBUTION
4447 iii
.~~~- . .~ .-
BACKGRCOND
The weld repair of ship propellers is common shipyard prac-tice in view of the high cost of new propeller procurement.Repair operations may vary from localized patching of corrosiondamaged areas to the installation of entire propeller blade tips.Regardless of the extent of the welding, care is always exercisedto prevent the buildup of excessive residual stress in the weldzone. These stresses may lead to accelerated corrosion attack,resulting in reduced propeller efficiency or even failure. Con-sequently, propeller alloys known to be susceptible to stress-corrosion cracking are postweld heat-treated as added assuranceagainst excessive residual stresses in the weld zone.
Manganese bronze is reported to exhibit some susceptibilityto stress-corrosion cracking. For this reason, current propellerrepair specifications require postweld stress-relief treatmentfor this alloy." 2 Another propeller alloy used extensively in
the Fleet is Mn-Ni-Al bronze. It has been reported that weld-ments of this alloy may also be susceptible to stress-corrosioncracking.3 However, Navy specifications have not required post-weld stress-relief neat treatment.
A sharp increase in the number of failures of manganese-bronze and Mn-Ni-Al bronze propellers over the last several yearsprompted a reexamination of the material and fabrication tech-
nology of these alloys. In this connection, the Center wastasked to investigate the effects of postweld heat treatment onthE mechanical properties and corrosion resistance of bothmanganese bronze and Mn-Ni-Al bronze. This report presents theresults of the investigation and includes evaluation of mechani-cal an& corrosion-fatigue properties, and general and stress-corrosion resistance as affected by postweld stress-relief heattreatwent.
INVEST IGAT ION
MATERIALS
Both Mn-Ni-Al bronze and manganese-bronze alloys wereobtained in the form of 13- x 13- x 2 1/2-inch cast plates. Thechemical composition of the plates is listed in tabli 1. TheMn-Ni-Al bronze plates, conforming to the requirements of speci-fication MIL-B-21230A, alloy 2, were poured from a single heat.Defects in several manganese-bronze plates required that twoheats be poured to produce sufficient castings. Both heats con-formed to the requirements of specification QQ-B-726E, class A.
'Superscripts refer to similarly numbered entries in the TechnicalReferences at the end of the text.
4447
TABLE1CHEMICAL COMPOSITION OF MANGANESE-ROW-rZAND Mn-Ni-Al BRONZE PROPELLER ALLOYS
Alloy Chemical Composition, _ Equiva*Pb .zn lence( '1
'Zinc equivalence = 100 - (100 x iW2u)/(100 + A), where A is algebraicsum of the following zinc replacement factors; tin +1 x %Sn;aluminum = - x %Al; manganese = -0.5 x 0mn; iron -0. 1 x %Fe;lead 0.0; nickel =-2.3 x 5Ni.
(2) Min-mum.Max ,ulam.
It should be noted that castings purchased under the latter spec-ification are not required to meet a zinc equivalence percentagerequirement: however, manganese-bronze propellers with a zincequivalence greater than 45% are not considered suitable forrepair by welding."" The zinc equivalence for the materialevaluated herein was as follows: heat I = 45.4Z and heat 2 =46.St. Based on the zinc equivalence criterion, castingsfrom heat I and heat 2 should not be weldable.
An alternate criterion for assessing the potential weldabil-ity of manganese-bronze is the percentage of alpha phase in themicrostructure. Specifically, castings containing more than 20%alpha phase are considered weldable.1 Heat 1 contained approx-imatelv 30% alpha phase. The microstructure of heat 2, however,contained only 5% alpha. To increase the alpha-phase content ofheat 2, the manganese-bronze cast plates were heat-treated at13000 F for 2 hours and cooled in the furnace. This heat treat-ment was effective in increasing the alpha content to approxi-mately 25%, a level which conforms to the alpha-phase criterionfor weldability.
*Abbreviations used in this text are from the GPO Style Manual,190), unless otherwise noted.
4447 2
WELDMENT PREPARATION
khree weidments each of Mn-Ni-Ai bronze and iuAnianczc r-n-.ewere prepared at the Philadelphia Naval Shipyard according tothe parameters listed in table 2.
"MImr-E-21659, class: MIL-CAL-A2.R - Remainder; GMA - Gas metal arc weldinq.
A double-U butt-joint design was employed for both alloys. Afterwelding, the assemblies wer dye-penetrant inspected, radio-graphed, and returned to this activity for postweld heat treat-ment and evaluation.
4441' 3
HEAT TRZAThENT
Prior to stress-relief heat treatment, each weldment was cutin.. half across the weld. One half was utilized for determiningas-welded properties. The remaining sections were subjected tothe following stress-relief heat treatment schedule:
7000 F. 2 hours, air cool 4000 F, 75 minutes10500 F, 2 hours, air cool 6000 F, 75 minutes
12CC' F, furnace cool to 8000 F, 75 minutes930o F and air cool 10000 F, 75 minutes
Base metal and transverse-weld tensile specimens, and 3/8-
inch-thick transverse-weld side-bend test specimens were removedfrom bc-, alloys as cast, and in each of the heat-treated condi-t ions.
CORROS ION-FATIGUE TESTING
Rotatilei cantilever beam specimens, shown in figure 1, wereused for Tigh-cycle corrosion-fatigue testing. A constant, dead-weight loAd was applied at the end, and the cycle frequency was1450 c/m for all tests. Failure consisted of complete fractureof the specimen.
Corrosion-fatigue testing of the manganese-bronze specimenswas perfoVP'ed in sea water at the Francis L. LaQue Corrosion(FLLC) LabOratory, Wrightsville Beach, North Carolina. All Mn-Ni-Al brone specimens were tested in Severn River -water, whichis a brackiah estuary water containing 1/3 to 1/6 the salt con-tent of natiral sea water, depending upon season and tide. Themaximum nomi'4l reversed stress, Sr = MC/I, was calculated fromthe applied deadweight load and the dimension of the specimens.
6EA-WATER CORR0- ION EXPOSURES
Transverse-weld corrosion test panels, each 10 x 2 1/2 x 1/4inch, were prepar@d from both alloys as-welded, and in eachstress-relief heat-treated condition. Specimens were immersedfor 6 n'onths in sea water flowing at 2-3 ft/s at the FLW Labora-tory. In addition, dtiplicate stress-corrosion test specimens,
each 10 x 1 x 1/8 incb. were machined from both alloys as-welded,-and in each heat-treated condition. All specimens were stressedto 100% of yield strength during the exposure by using the fix-ture shown in figure 2. The outer fiber stress was calculatedby the formula: S = (4-E-T-D)/Le , where S is the outer fiberstress, E is the modulus of elasticity, T is the specimen thick-ness, D is the deflection, and L is the length of the specimen.
The latter specimens were also immerseo in sea water flowing
at 2-5 ft/s at the FLLC Laboratory
RESULTS AND DISCUSSION
TENSILE PROPERTIES AND WELDABILITY
Base metal tensile properties of the Mn-Ni-Al bronze alloyare presented in table 3, and indicate that the as-cast proper-ties from the 2 1/2-inch-thick plates were significantly lowerthan the properties obtained with separately cast bars.
TABLE 3BASE METAL TENSILE PROPERTIES OF Mn-Ni-Al BRONZE
Cield Scrength(1) Ultimate 'iElongationCondition lb/in2 Tensile Strength in 2 inches
cool 37,505 75,14 0 010500 r 2 35. 37 C 84,89o 37,0hours, air 3-4 D6,9 20.0cool 317730 80,790
12000 F fur- 35,090 80,700 27.0nace cool to -35,59 85,210930* F air 35,340 82,960 31.0
cool
Specificatiol 40. (oo(3 90,000(3) 20(3)MIL- B- 2123 0A,alloy 2 v
0.2% offset yield strength.()Average value.
'Minimum required properties.
4447 5
Although these differences are not unusual, they indicate thatseparately cast test bars may not give representative tensileproperties for thick cast sections. The 7000 F heat treatmentdid not affect as-cast tensile properties. In contrast, heattreatment at 10500 and 12000 F were effective in increasing thebase metal tensile strength and ductility, While only slightlydecreasing yield strength.
Transverse-weld tensile properties listed-4n table 4 showthat postweld heat treatment did not substantially affect theproperties, and specimens in all conditions exr&bited greaterthan 1009 joint efficiency, based on the average base metaltensile strength of material in the same heat-tC ated condition.
Transverse-weld side-bend tests were used to assess the weldabil-ity of Mn-Ni-Al bronze in each heat-treated condition. All as-welded and heat-treated specimens passed the required bend testaround a 4T radius. Thus, it appears that the poStweld heattreatments employed herein did not adversely affet the welda-bility.
TABLE 4TRANSVERSE-WELD TENSILE PROPERTIES OF Mn-Ni-Al BRONZE
The base metal and transverse-weld tensile properties ofmanganese-bronze heat 1 are presented in table 5. It is notedthat the tensile properties from the 2 1/2-inch-thick plate werecomparable to those obtained with separately cast test bars. Theoverall effect of the heat treatment at 6000 or 10000 F is con-sidered insignificant since all tensile properties exceed minimumspecification requirements.
Although heat I conformed to the percent alpha-phase cri-Iteria for determining weldability, results of transverse-weldtests revealed extensive lack of fusion along the weld-baseinterface. As a result of this lack of fusion, all transverse-weld side-bend specimens failed to pass even an 8T radius bend.The appearance of the lack-of-fusion defects and the marginalzinc equivalence of heat 1 indicated that this was not aweldable manganese-bronze alloy.
It was noted earlier that heat 2 did not conform to the zincequivalence or percent alpha-phase weldability criteria andtherefore castings from this heat were treated at 13000 F inorder to increase the percent alpha phase in the microstructure.Subsequent stress-relief heat treatment at temperatures up to10000 F did not significantly alter base metal tensile proper-ties within each plate, as shown in table 6.
Transverse-weld tensile tests on specimens from heat 2 weld-ments listed in table 7 exhibited the same lack-of-fusion defectsnoted in heat 1 and had correspondingly roor joint efficiencies.Results of side-bend tests verified the poor weldability of heat2. It was noted that only specimens stress relieved at 4000 or6000 F passed the required 6T radius bend. Those trea;ed at8000 and 10000 F failed even the 8T radius bend. The latterresults are attributed to excessive lack-of-fusion defectsrather than to the effects of postweld heat treatment.
The results of heat 2 indicate that the use of a heat treat-ment to salvage manganese-bronze propellers which do not conformto the zinc equivalence or alpha-phase weldability criteria maynot always be successful. It was noted that the effectivenessof the 1300' F anneal in precipitating alpha phase depended uponthe prior microstructure in the region under consider ition.Specifically, alpha phase precipilated primarily at beta-phasegrain boundaries and at iron-phase particles in the microstruc-ture, as shown in figure 3. Thus, depending upon the grainsize and the degree of microsegregation, at a given region in thecast manganese bronze, the extent of alpha phase precipitatedduring heat treatment may vary considerably.
()Plates A and B were heat treated at 13000 F (2 hours, fur-nace cooled) prior to welding.
(2)Based upon base metal tensile strength in the same condition.
(3)Specimen not tested due to defect-
(')Average value.
SEA-WATER CORROSION EXPOSURES
After 6 months in flowing sea water, as-welded Mn-Ni-Al-pecimens exhibited heat-affected zone cracks. It was also notedthat the as-welded specimens showed obvious copper-colored spotsin the HAZ, indicaLing a preferential corrosion in this region.
Figure 4 illustrates the surface appearance of an as-welded Mn-Ni-Al bronze specimen and the selective phase corrosion noted inthe as-welded HAZ. Specimens which received a postweld heattreatment were generally more resistant to preferential corro-sion in the HAZ. The specimens heat treated at 1050' and 12000 Fexhibited bettc- overall corrosion resistance than those heattreated at 7000 F.
4447 10
The above observation may be explained by examining themicrostructure in the HAZ of the Mn-Ni-Al bronze weldment in eachof the conditions tested. As shown in item (a) of figure 5, theas-welded HAZ microstructure contains alpha-phase particles in acontinuous matrix of darker etching beta phase. The beta phaseis susceptible to both selective phase corrosion and to stress-corrosion cracking. Heat treatment of 7 00 F, item (b) offigure 5, did not markedly reduce the amount of beta phase, butdid produce a fine precipitate within the beta matrix. Thisphase is a complex Cu-Mn-Al compound which forms on prolongedheating in the temperature range of 6000 to 9000 F. Heat treat-ment at 10500 or at 12000 F follcwed by a furnace cool to 930' F,produced significant amounts of alpha phase in the beta matrix,as shown in items (c) and (d). The presence of large quantitiesof alpha phase improves the resistance of the HAZ to selectivephase corrosion and to stress-corrosion cracking.
The stress-corrosion cracking tests on che Mn-Ni-Al bronzewelds yielded results which were similar to those on freely cor-roding specimens, discussed above. The as-welded specimens whichwere subjected to yield stress loading during the exposure failedin about 120 days. The specimens cracked in half through theHAZ, as shown in figure 6. None of the stress-relief heat-treated specimens displayed stress-corrosion cracking after a6-month exposure to sea water under yield stress loading. Thus,it appears that Mn-Ni-Al bronze weldments should be stress-reliefheat treated to ensure resistance to stress-corrosion cracking inthe as-welded HAZ. Although all the heat-treat cycles used hereinwere effective in preventing stress-corrosion cracking, it appearsthat thermal treatment in the range of 10500 to 12000 F impartsthe best overall corrosion resistance to the welded material.
Examination of the manganese-bronze sea-water corrosionpanels after the 6-month exposure did not reveal any evidence ofcracking or preferential corrosion in the HAZ. All corrosionspecimens exhibited a uniform spot-like coppering of the basemetal, as shown in item (a) of figure 7. Metallographic examina-tion revealed the presence of a subsurface penetrating selectivephase corrosion attack on the beta phase (item (b) of figure 7).However, variation in the stress-relief heat treatment tempera-ture did not have a noticeable effect on the corrosion tendenciesof these weldments. In contrast to the results on Mn-Ni-Albronze weldments, none of the stress-corrosion test specimensexhibited cracking after 6 months in sea water. This appears tobe consistent with earlier reports on Cu-Zn alloys, which foundthat all beta-type materials are most susceptible to stress- 3
corrosion cracking. The rather appreciable alpha content ofthe materials investigated herein (approximately 25%) apparentlyrendered these materials resistant to stress-corrosion crackingregardless of the specimen condition (i.e., as-welded or postweldheat treated). Although the effectiveness of the stress-reliefheat treatment in preventing stress-corrosion cracking was notdemonstrated by this work, it is considered advisable that the
4447 ii
requirment for stress-relief treatment at 6000 to 8000 P be con-tinued for manganese-bronze propellers to ensure against theoccurrence of stress-corrosion cracking in material which hasmarginal alpha-phase contents.
CORROS :ON-FATIGUE TESTING
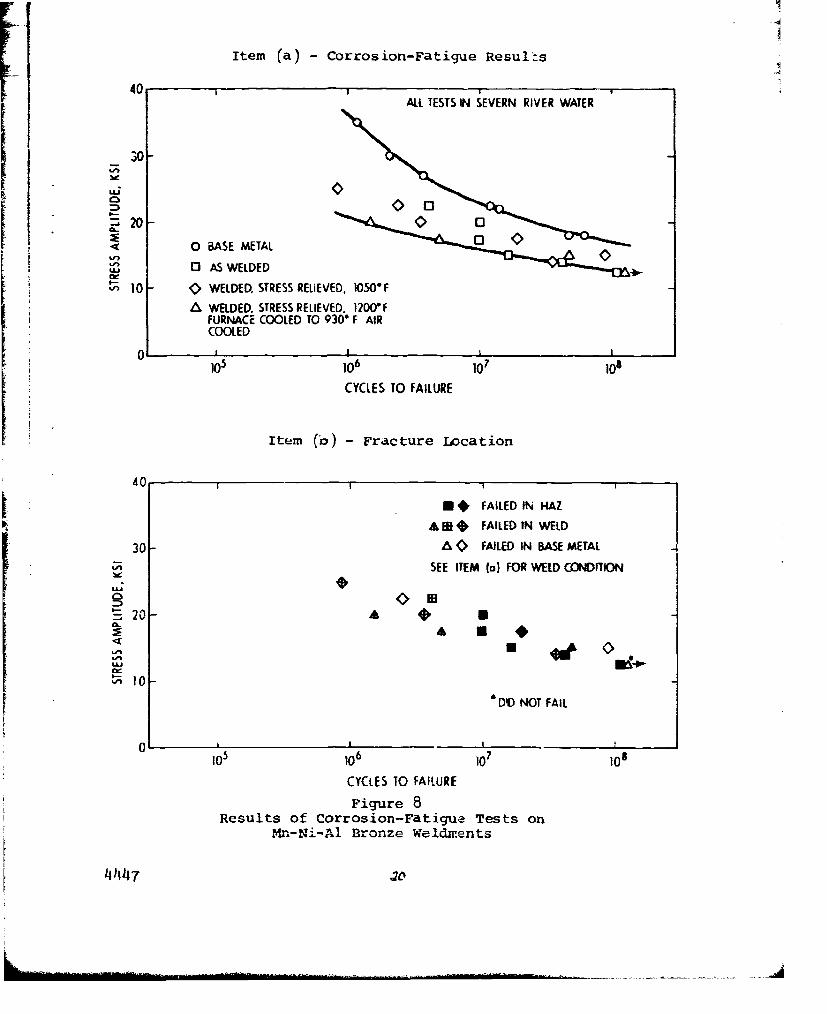
RequIts of corrosion-fatigue tests on the Mn-Ni-Al bronzeweldments are presented in figure B. Since all the testing wasperformed in Severn River water, item (a) compares the resultson weldment to an available S-N curve for base metal also testedin Severn River water, Examination of these data shows thatalthough there is appreciable scatter in the data from welded
material, the endurance strength at 108 cycles for welded mauc-rial is approximately 5000 lb/in- lower than that of the basemetal (i.e., 12 thousand pounds per square inch (ksi) versus17 ksi base metal). The data plotted in item (b) of figure 8give an insight into the effect of stress-relief heat treatmenton Mn-Ni-Al bronze weldments. It is noted that five out of sixas-welded specimens failed in the H1AZ, while the stress-reliefheat-treated specimens failed predominantly in the weld depositat gas-porosity defects or in the base metal. These observa-tions appear to verify the results reported above which indicatethat postweld thermal treatment is beneficial to the IMZ corro-sion resistance of Mn-Ni-Al bronze weldments.
The results of corrosion-fatigue tests on the weldedmanganese-bronze specimens tested in sea water are plotted infigure 9. Once again, it is noted that there is considerablescatter among the data points and there was no apparent ceorrola-tion between specimen condition (as-welded versus stress-reliefheat treated) and the cycles-to-failure at a given stress revel.Most specimens failed in the weld deposit at gas-porositydefects or along the fusion lino at lack-of fusion defects.
Upper and lower bounds are indicated in figure 9 for thecorrosion fatigue data on the cast manganese-bronze weldments.It appears that the 108 cycle endurance strength for these weldslies in the range of 7,500 to 7,,00 lb/in. Data on base metalcorrosion-fatigue performance in sea water was not availablefor comparison purposes.
CONCTJTJS ION
On the basis of the resuzlts of tests performed and theobservations reported herein, the following conclusions appear
warranted;
* Cast Mn-Ni-Al bronze is susceptible to stress-corrosion cracking in the as-welded heat-affected zone whensubjected to yield stress loading in sea water. Stress-reliefheat treatment in the range of 70 '7 to 12000 F does not sianifi-cantly alter transverse-weld of" base metal tensile properties,but eliminates the susceptibilitv to stress-corrosion crackingin the heat-affected zone.
4447
o Stress-relief heat treatment of Mn-Ni-Al bronzeweldments at 10500 or at 12000 F imparts the best overall corro-sion resistance to the heat-affected zone.
* The corrosion-fatigue endurance strength at 109cycles of Mn-Ni-Al bronze weldments tested in Scvern River wateris approximately 12,000 lb/in2 . corrosion fatigue propertiesof the weldments were consistently lower than those for castbase metal.
The tensile properties of Mn-Ni-Al bronze base metalmeasured on specimens from 2 1/2-inch-thick cast platv are sig-nificantly lower than tensile properties measured on separatelycast test coupons.
* Manganese-bronze weldments are not susceptible tostress-corrosion cracking when subjected to yield stress loadingin flowing sea water.
* Stress-relief treatment in the range of 400' to1.000' F does not significantly change the tensile, corrosion-fatigue or general corrosion properties of manganese bronze.
* The endurance strength at 108 cycles for manganese-bronze weldments tested in sea water lies in the range of 7,500to 11,000 lb/min .
RECOMMENDAT IONS
On the basi.s of the results reported herein, it is recom-mended that all weld repair operations on cast Mn-Ni-Al bronzepropellers or machinery components exposed to sea water be fol-lowed by a stress-relief heat treatment to assure freedom fromstress-corrosion cracking in the HAZ of tie weldment. Stress-relief temperatures in the range of 7000 to 12000 F are effectivein eliminating stress-corrosion cracking, but optimum corrosionresistance is attained when heat treatment is performed in therange of 10500 to 3200' F. It is recommended that the currentpractice of stress-relief heat treating after weld repair ofmanganese-bronze propellers be continued even though no evidenceof stress-corrosion cracking was observed in this investigation.
FUTURE WORK
No additional work is planned on the subject of stress-relief heat treatment of manganese-bronze and Mn-Ni-Al bronzeweldments.
TECIN ICAL REFERENCES
I - Guidance Manual for Making Bronze Propeller Repairs, AmericanBureau of Shipping (19)