18 La Rivista dei Combustibili RASSEGNE SCIENTIFICHE E TECNICHE Il coke di petrolio come fonte di energia: valutazione critica (°) Petroleum coke as energy source: a critical evaluation Giacomo Pinelli Stazione sperimentale per i Combustibili, Viale A. De Gasperi 3, 20097 San Donato Milanese (MI); tel. +39 02516041; fax +39 02514286; e-mail [email protected]RIASSUNTO: Nella presente rassegna è stata condotta un’indagine conoscitiva che, dopo aver esami- nato le varie tipologie di coke provenienti dal coking, ha inteso da un lato valutare la composizione e le principali caratteristiche chimico-fisiche del coke di petrolio destinato al mercato energetico, dall’altro analizzarne criticamente le effettive potenzialità in rela- zione al suo impiego come fonte di energia. In particolare, alla luce di consolidate espe- rienze operative maturate negli ultimi anni a livello mondiale, l’attenzione è stata focaliz- zata soprattutto sugli aspetti tecnici inerenti all’utilizzo del coke di petrolio nelle caldaie a polverino, nella combustione a letto fluido, nella gassificazione con ciclo combinato (IGCC) e nell’industria del cemento. In tale contesto oltre a fornire le principali indicazioni di carattere generale circa l’uti- lizzo del coke di petrolio nelle citate applicazioni, ampio risalto è stato riservato alle con- nesse problematiche ambientali. P AROLE CHIAVE: coke di petrolio, fonti di energia, combustione SUMMARY: In this review the use of petroleum coke for energy production is discussed. The paper describes the production of the different types of petroleum coke and exami- nes the chemical composition and the main physical characteristics of petroleum coke used for solid fuel applications. Furthermore a critical evaluation of the real possibility of using petroleum coke as energy source is presented. In particular,in the light of conside- rable worldwide experience, the technical aspects concerning the use of petroleum coke in the pulverised fuel plant, in fluidised bed plant (CFB), in Integrated Gasification Combi- ned Cycle plant (IGCC) and in cement industry are examinated. Finally environmental problems concerning such applications for petroleum coke are di- scussed. KEYWORDS: petroleum coke, energy sources, combustion (°) L’articolo riassume i risultati di una ricerca promossa dai settori contribuenti svolta con finanziamento del Ministero delle Attività Produttive e della Stazione sperimentale per i Combustibili negli anni 2001-2002
Transcript
18 La Rivista dei Combustibili
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Il coke di petrolio come fonte di energia:valutazione critica(°)
Petroleum coke as energy source: a critical evaluation
Giacomo PinelliStazione sperimentale per i Combustibili, Viale A. De Gasperi 3, 20097 San Donato Milanese (MI); tel. +39 02516041; fax +39 02514286; e-mail [email protected]
RIASSUNTO:
Nella presente rassegna è stata condotta un’indagine conoscitiva che, dopo aver esami-nato le varie tipologie di coke provenienti dal coking, ha inteso da un lato valutare lacomposizione e le principali caratteristiche chimico-fisiche del coke di petrolio destinatoal mercato energetico, dall’altro analizzarne criticamente le effettive potenzialità in rela-zione al suo impiego come fonte di energia. In particolare, alla luce di consolidate espe-rienze operative maturate negli ultimi anni a livello mondiale, l’attenzione è stata focaliz-zata soprattutto sugli aspetti tecnici inerenti all’utilizzo del coke di petrolio nelle caldaie apolverino, nella combustione a letto fluido, nella gassificazione con ciclo combinato(IGCC) e nell’industria del cemento.
In tale contesto oltre a fornire le principali indicazioni di carattere generale circa l’uti-lizzo del coke di petrolio nelle citate applicazioni, ampio risalto è stato riservato alle con-nesse problematiche ambientali.
PAROLE CHIAVE: coke di petrolio, fonti di energia, combustione
SUMMARY:
In this review the use of petroleum coke for energy production is discussed. The paper describes the production of the different types of petroleum coke and exami-
nes the chemical composition and the main physical characteristics of petroleum cokeused for solid fuel applications. Furthermore a critical evaluation of the real possibility ofusing petroleum coke as energy source is presented. In particular, in the light of conside-rable worldwide experience, the technical aspects concerning the use of petroleum coke inthe pulverised fuel plant, in fluidised bed plant (CFB), in Integrated Gasification Combi-ned Cycle plant (IGCC) and in cement industry are examinated.
Finally environmental problems concerning such applications for petroleum coke are di-scussed.
KEYWORDS: petroleum coke, energy sources, combustion
(°) L’articolo riassume i risultati di una ricerca promossa dai settori contribuenti svolta con finanziamento del Ministerodelle Attività Produttive e della Stazione sperimentale per i Combustibili negli anni 2001-2002
Vol. 57, fasc. 1, 2003 19
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
1. Premessa
Viene definito coke di petrolio il residuo solidoche si ottiene dal coking, un processo di raffinerianel quale, mediante piroscissione e successive rea-zioni di ricombinazione, frazioni petrolifere pesantivengono convertite in prodotti leggeri (gas e benzi-ne), distillati medi e coke residuo. Esistono tre tipidi coking con i quali, in funzione delle caratteristi-che dell’alimentazione e del tipo di impianto stesso,si possono produrre varie tipologie di coke di petro-lio qualitativamente diverse l’una dall’altra. In rela-zione a tale diversità il coke di petrolio trova svaria-ti impieghi sia come combustibile, soprattutto nel-l’industria del cemento e negli impianti di produ-zione di energia, sia come materia prima (ad esem-pio, nell’elettrometallurgia).
Nel presente lavoro verrà preso in considerazioneesclusivamente l’uso del coke di petrolio comecombustibile.
2. Il coke di petrolio
2.1. Generalità
Il coke di petrolio (talvolta abbreviato in petcoke)viene molto spesso considerato un inevitabile quan-to indesiderato sottoprodotto della raffinazione delpetrolio. Storicamente l’interesse riposto dall’indu-stria petrolifera nel processo di produzione del pet-coke (il coking) risiede soprattutto nella capacità ditale processo di valorizzare i residui di raffineria, ri-ducendone la quantità e producendo da essi prodot-ti leggeri più pregiati [1]. Di fatto il principale valo-re economico del coking consiste innanzitutto nellasua capacità di convertire frazioni pesanti di scarsovalore in frazioni leggere, che possono poi essereincorporate in combustibili più vantaggiosi, qualibenzine o gasoli, mentre scarso interesse commer-
ciale, soprattutto ai fini di un eventuale impiego co-me fonte energetica, è sempre stato attribuito alcoke residuo, il quale, peraltro, se non opportuna-mente utilizzato potrebbe rappresentare un materia-le di difficile smaltimento. D’altro canto, se siesclude il particolare utilizzo nell’industria cemen-tifera, l’impiego del coke di petrolio come combu-stibile, seppur incentivato dall’elevato potere calori-fico che lo caratterizza, ha sempre destato molteperplessità soprattutto in relazione all’elevato con-tenuto di zolfo e di metalli pesanti che lo contraddi-stingue ed al conseguente impatto ambientale chene sarebbe derivato.
Negli ultimi anni la crescente domanda di com-bustibili per autotrazione, di gran lunga superiore aquella di prodotti pesanti, unitamente alla necessitàdi raffinare grezzi qualitativamente sempre più sca-denti, hanno favorito a livello mondiale l’espansio-ne del processo di coking e di conseguenza hannoaumentato la capacità di produzione di coke di pe-trolio. Va rilevato che tale aumento, come docu-menta la Figura 1 [2], è in gran parte dovuto allepotenzialità delle raffinerie americane, nelle quali, adifferenza di quanto avviene in Europa, dove il vis-breaking e l’hydrocracking continuano a essere iprocessi più utilizzati per la lavorazione delle fra-zioni pesanti, il coking rappresenta uno dei processipreferiti per il trattamento dei residui.
L’abbondante produzione (attualmente si attestasu circa 60 milioni di tonnellate annue) e la conse-guente riduzione del prezzo, in combinazione con ilsempre più diffuso impiego delle cosiddette “tecno-logie pulite” per la produzione di energia, tecnolo-gie in grado di fornire un impiego ambientalmentecorretto anche dei combustibili ritenuti potenzial-mente problematici, hanno suscitato l’interesse dimolti settori industriali verso l’impiego del coke dipetrolio come fonte energetica e di riflesso ne han-no modificato anche la prospettiva economica.
Fig. 1 - Incremento della produzione mondiale di coke di petrolio dal 1990 al 1998 [2].
20 La Rivista dei Combustibili
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Fig. 2 - Schema di impianto di coking ritardato [4].
Fig. 3 - Schema di impianto di coking fluido [5].
Vol. 57, fasc. 1, 2003 21
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
2.2. Processo di produzione e tipologie di prodotto
Materiale solido, nero, di composizione sostan-zialmente carboniosa, il coke di petrolio all’appa-renza si presenta molto simile al carbone. Comedetto, si ottiene dal coking, processo mediante ilquale le frazioni pesanti derivanti dai tradizionaliprocessi di raffinazione del petrolio (residui atmo-sferico o sotto vuoto, talvolta miscelati con bitume,sludge, tar sands e altre frazioni pesanti di raffine-ria) vengono ulteriormente convertiti in frazionileggere e coke. Di indubbia efficacia quando in unaraffineria si vogliono ridurre le rese di residui a fa-vore di gas, benzine e distillati medi, il coking, daun punto di vista pratico, può essere considerato unprocesso di cracking in condizioni operative nonmolto severe, con l’eccezione che i prodotti di rea-zione vengono mantenuti nelle condizioni dicracking per un tempo piuttosto lungo [3].
Esistono tre tipi di coking: ritardato (delayedcoking), fluido (fluid coking) e flessibile (flexi-coking).
Coking ritardato (Figura 2) : è il più vecchio maanche di gran lunga il più usato processo per la pro-duzione di coke di petrolio (negli Stati Uniti ne co-pre circa il 95%). E’ un processo semicontinuo ope-rante a temperature di circa 400-450 °C. Dopo unrapido riscaldamento iniziale nel forno, la caricaviene confinata nelle cosiddette camere del coke(coking drums), dove, in particolari condizioni ditemperatura e pressione, viene lasciata fino a com-pletamento delle reazioni di coking. I prodotti liqui-di e gassosi che si ottengono passano al frazionato-re per la separazione; il coke si deposita nelle ca-mere stesse, da dove, per essere prelevato, vienefrantumato idraulicamente in grossi pezzi.
Generalmente il coking ritardato è in grado diconvertire in prodotti più dell’80% della carica, conuna produzione di 0,13 tonnellate di coke di petro-lio per tonnellata di alimentazione [4].
Coking fluido (Figura 3): è un processo continuoa letto fluido, nel quale la fase solida è costituitadal coke che si forma nel processo stesso e che vie-ne mantenuto fluido dalla carica. L’impianto è co-stituito essenzialmente da un reattore e da un forno-bruciatore, tra i quali, allo scopo di trasferire calo-re, viene fatto circolare il coke. Lo stesso cokeviene inoltre utilizzato come combustibile nel brucia-tore; il quantitativo eccedente le esigenze termicheviene estratto come prodotto finito. Il coking fluidoviene condotto sostanzialmente a pressione atmosfe-rica e richiede temperature superiori a 485 °C [5].
Rispetto al coking ritardato produce più gasolioma meno benzina, seppure con N.O. più elevato, emeno coke.
Coking flessibile: è un ampliamento del cokingfluido, che prevede l’inclusione di un gasificatoreadiacente al bruciatore. Generalmente con il cokingflessibile quasi il 90% della carica viene trasforma-to in prodotti gassosi e liquidi. L’inserimento di ungassificatore, inoltre, conferisce notevole flessibi-lità al processo, permettendo, tra l’altro, di conver-tire l’eventuale eccesso di coke in gas, utilizzabile asua volta sia come fonte di energia che come mate-ria prima per la produzione di composti chimici.
Al di là della fondamentale importanza che rive-stono le caratteristiche dell’alimentazione al cokingnel condizionare la qualità del prodotto finale,aspetto che verrà ripreso più volte nel seguito, biso-gna comunque osservare che anche il tipo di im-pianto e le condizioni operative in esso adottatehanno una parte importante nel determinare la com-posizione chimica e la struttura fisica del coke dipetrolio ottenuto. Il coke da coking ritardato (tal-volta indicato come delayed coke), ad esempio, puòcontenere ancora fino al 15% circa di sostanze vo-latili e, talvolta, è contraddistinto da un caratteristi-co odore “idrocarburico” [6]. Il coke da coking flui-do (fluid coke), invece, derivando da un processo
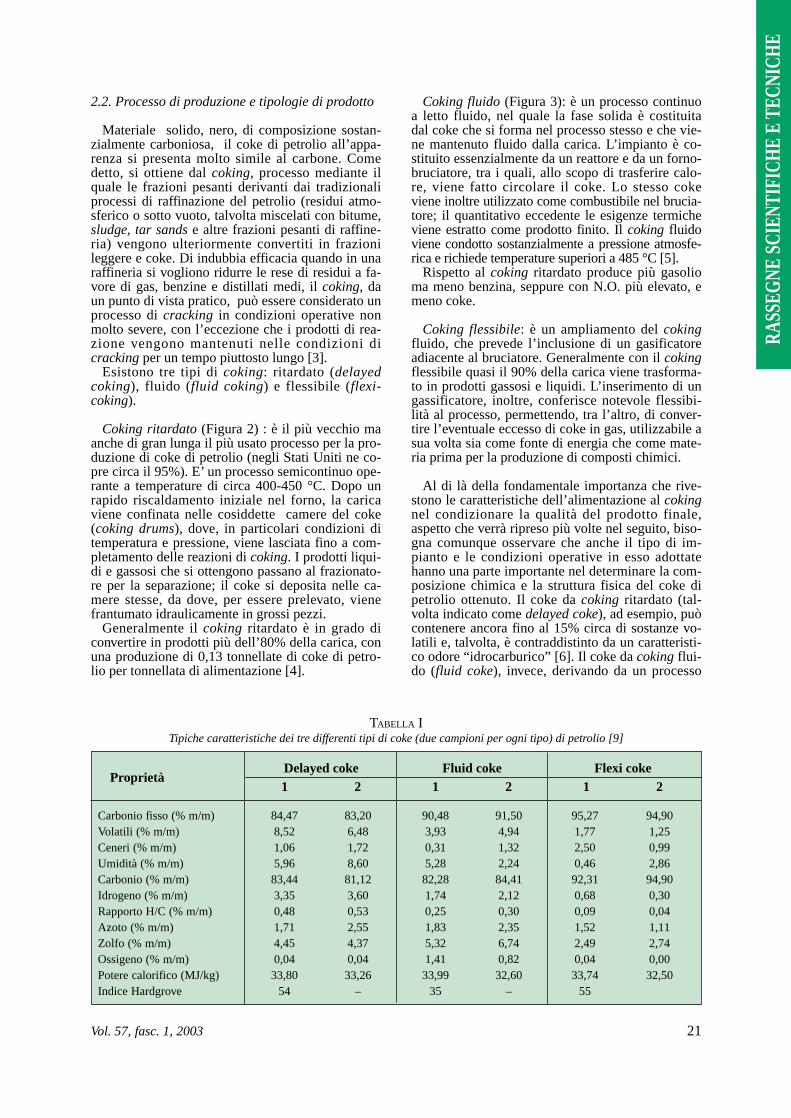
TABELLA ITipiche caratteristiche dei tre differenti tipi di coke (due campioni per ogni tipo) di petrolio [9]
lio grezzo si ottiene una vasta gamma di prodotticommerciali (benzine, gasoli, ecc.) tende a concen-trare tali elementi, considerati contaminanti nocivi,nelle frazioni più pesanti e nei residui. Di conse-guenza anche nel coke di petrolio, che in praticarappresenta il residuo del coking, si accumulanotutti quegli elementi indesiderabili, in particolareproprio zolfo e metalli pesanti, già presenti nelgrezzo di partenza.
Per alcuni dei parametri composizionali più si-gnificativi, nella Tabella II vengono riportati i cam-pi di variabilità all’interno dei quali comunementericade la composizione del coke di petrolio [8].Come già accennato in precedenza, generalmentesono i livelli di zolfo e di metalli pesanti, in parti-colare di nichel e vanadio, che più di altri condizio-nano l’uso finale del petcoke, il quale, da un puntodi vista pratico, ha sostanzialmente due utilizzi: co-me combustibile (commercialmente denominatofuel grade) oppure come fonte di carbonio (anodegrade).
Generalmente coke di petrolio a bassi contenutidi zolfo (fino al 3%) e di metalli pesanti (Ni+V<450 ppm) vengono ritenuti pregiati e preferiti co-me materia prima (o fonte di carbonio). Per contro,elevati contenuti di zolfo e metalli pesanti sono in-vece meglio tollerati, quando il petcoke viene uti-lizzato come combustibile.
Come si può rilevare dalla distribuzione mostra-ta nella Figura 4, nella quale viene raffigurata la si-tuazione presente nel mercato mondiale, circa i 2/3del coke di petrolio prodotto vengono utilizzati co-me fonte di energia [11].
In relazione a tale utilizzo è interessante osser-vare (Figura 5) come il sempre più frequente ricor-so a petroli grezzi pesanti di bassa qualità ha de-terminato nel corso degli ultimi venti anni un co-stante incremento dei valori medi delle concentra-zioni di zolfo e vanadio nel coke di petrolio. Afronte di questo dato di fatto, si ritiene comunqueche l’aspetto critico non sia rappresentato tantodalla qualità globale del coke di petrolio che si ot-tiene da questo tipo di grezzi, quanto, piuttosto,dalla capacità di chi lo utilizza come fonte di ener-gia di adattarsi a combustibili contenenti altissimilivelli di zolfo e di metalli pesanti. Da come l’in-dustria saprà far fronte a questi dettami qualitatividipenderà l’espansione del mercato del combusti-bile coke di petrolio [2].
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
condotto a temperature più elevate, ha minori con-tenuti di sostanze volatili e di idrogeno ed è più du-ro. Viene prodotto sotto forma di sabbia fine (0,25-0,75 mm di diametro) [7]; la superficie liscia deigrani gli conferisce particolari caratteristiche difluidità, che ne determina anche la denominazione.Il coke da coking flessibile (flexicoke) infine, ri-spetto al precedente, ha contenuti sia di volatili chedi idrogeno ancora più bassi, è più fine e di conse-guenza presenta una maggiore polverosità [8].
Dai dati composizionali delle varie tipologie dicoke, alcuni dei quali vengono riportati a titoloesemplificativo nella Tabella I, si può vedere comeanche le significative differenze nei rapporti H/C,oltre a indicare il grado di aromatizzazione di cia-scun prodotto, riflettono la differente severità deitre tipi di processo [9].
Molto spesso il coke di petrolio uscente dalcoking senza subire ulteriori trattamenti viene ge-nericamente denominato green coke.
In funzione della differente struttura cristallina ilcoke di petrolio, in particolare quello provenientedal coking ritardato, può venire classificato in tredistinte forme fisiche denominate, rispettivamente,sponge, shot e needle [6;10].
Lo sponge coke ha un aspetto spugnoso, opacoed è caratterizzato da una struttura porosa con unaelevata area superficiale.
Lo shot coke, invece, è molto duro e si presentasotto forma di piccole pastiglie sferiche (diametrofino a 5 mm) [7]; lo si ottiene soprattutto da grezzimolto pesanti e la sua formazione è favorita da unelevato contenuto di asfalteni nella carica.
Il needle coke, infine, conosciuto anche comepremium o graphite coke, presenta una strutturacristallina aghiforme ed è caratterizzato da un bas-so valore di resistività elettrica e da un altrettantobasso coefficiente di espansione termica. È la for-ma di coke più pregiata, l’unica prodotta intenzio-nalmente dalle raffinerie; si ottiene in condizionioperative molto severe e la sua formazione è favo-rita da cariche altamente aromatiche.
Per certe applicazioni il coke di petrolio vienesottoposto a calcinazione, un processo di pirolisi atemperature superiori ai 1200 °C, mediante il qualevengono definitivamente rimosse le sostanze vola-tili fino a produrre il cosiddetto coke calcinato.
2.3. Qualità e destinazione d’uso del coke di petrolio
Molto spesso, in prima approssimazione, pergiudicare la qualità del coke di petrolio e valutarneil più idoneo utilizzo, si ricorre alla sua composi-zione chimica, con particolare riferimento al conte-nuto di zolfo e di metalli pesanti. D’altra parte lapresenza, anche elevata, di tali elementi nel coke dipetrolio è insita nel suo processo di formazione. In-fatti quantità più o meno rilevanti di composti orga-nici dello zolfo, assieme a quantità assai piccole dicomposti contenenti elementi diversi, come nichel,vanadio, ferro e rame, sono riconosciuti tra i costi-tuenti del petrolio grezzo. Il processo di raffinazio-ne mediante il quale, attraverso una serie di opera-zioni fisiche e altre di carattere chimico, dal petro-
TABELLA IITipica composizione del coke di petrolio [8]
Pur essendo a tutti gli effetti un derivato petrolife-ro, il coke di petrolio, come tipologia di materiale,ma soprattutto come combustibile, è sempre statoaccomunato al carbone. In effetti, sebbene contrad-distinti da un origine alquanto differente, i due pro-dotti presentano strette analogie : molto simili co-me aspetto fisico, presentano la stessa logistica del-la manipolazione e hanno la medesima destinazionefinale come fonte di energia sia negli impianti ter-mici che in altre applicazioni industriali. Anche dalpunto di vista analitico, la caratterizzazione delcoke di petrolio (e la sua interpretazione), quale
strumento per stimarne qualità e valore di materiaprima energetica, si è sempre basata sui tradizionaliparametri, nonchè sugli stessi metodi analitici, uti-lizzati per la valutazione del carbone.
Preso atto di queste affinità, bisogna tuttavia os-servare che, alla luce delle rispettive composizionichimiche, i due combustibili evidenziano sostanzia-li differenze qualitative.
Per meglio rappresentare tale diversità, il campodi variabilità e i valori medi delle principali caratte-ristiche di carboni fossili e di petcoke vengonoconfrontati nella Tabella III. I dati riportati, per al-tro del tutto coerenti con altri reperibili in letteratu-ra, si riferiscono a oltre 300 campioni di carbonfossile e a circa 500 campioni di petcoke analizzatipresso la Stazione sperimentale per i Combustibili
Fig. 4 - Produzione (con esclusione di FSU e Cina) e principali impieghi dei coke di petrolio sul mercato mondiale (1999) [11].
Fig. 5 - Andamento della qualità del coke di petrolio in termini di contenuti medi di zolfo e vanadio [2].
24 La Rivista dei Combustibili
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
(SSC) [12]. Un ulteriore confronto, in questo casolimitato solo ai valori medi dei parametri più signi-ficativi, viene inoltre rappresentato graficamentenella Figura 6.
Innanzitutto si deve rilevare che, seppure con unminor grado di variabilità rispetto a quanto avvieneper il carbone, anche la composizione del coke dipetrolio, in funzione dell’alimentazione e del tipodi coking, può variare entro un ampio intervallo divalori. In ogni caso, al di là delle particolari pro-prietà che possono contraddistinguere un singoloprodotto, come considerazione di carattere generalesi può affermare che il coke di petrolio è caratteriz-zato da elevati contenuti di carbonio e di zolfo e daun potere calorifico decisamente superiore rispetto
al carbone. Per contro, sempre rispetto al carbone,si evidenziano invece minori contenuti di sostanzevolatili e di ceneri, mentre sono scarsamente rile-vanti le differenze osservate per idrogeno e azoto.Particolarmente consistente infine nel coke di pe-trolio è il contenuto di vanadio che generalmente èsotto le 100 ppm nei carboni.
Da un punto di vista pratico l’interpretazione deirisultati analitici, per quanto spesso sia resa difficiledalle numerose variabili operative, rappresenta unpunto di partenza indispensabile in rapporto alcomportamento del combustibile in determinatecondizioni d’esercizio e quindi al suo utilizzo finale.Per quanto riguarda i coke di petrolio, che moltospesso si differenziano l’uno dall’altro per le grada-
TABELLA IIICampo di variabilità e valori medi delle principali caratteristiche di oltre 300 campioni di carbone fossile
e di circa 500 campioni di coke di petrolio analizzati presso la Stazione sperimentale per i Combustibili [12]
Fig. 6 - Confronto tra i valori medi dei parametri più significativi di carbone fossile e petcoke. I valori si riferiscono a oltre 300 campioni di carbone e a circa 500 campioni di petcoke analizzati presso la Stazione sperimentale per i Combustibili.
Vol. 57, fasc. 1, 2003 25
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
zioni delle loro proprietà, esperienze maturate nellepiù svariate condizioni di impiego hanno evidenzia-to che tale valutazione è sostanzialmente riconduci-bile al ruolo chiave che esercita la combinazione diun limitato numero di parametri quali, in particola-re, il potere calorifico, i contenuti di zolfo, di so-stanze volatili, di metalli, di ceneri e la durezza.
3.2. Potere calorifico
Da un punto di vista qualitativo, il potere calorifi-co rimane il principale fattore per la valutazione diun combustibile solido, in quanto misura dell’ener-gia chimica disponibile, sebbene la proporzione diessa recuperabile in un impianto di combustione,considerato un certo assieme di condizioni operati-ve, è influenzata da altre caratteristiche fisiche echimiche [13].
L’elevato potere calorifico (quello inferiore me-diamente supera i 30 MJ/kg), unitamente al bassocosto, rappresenta una delle principali attrattive delcoke di petrolio. Oltre agli intuibili vantaggi chederivano da tale caratteristica (molto interessante,ad esempio, l’utilizzo “rinforzante” del petcoke inmiscela con combustibili energeticamente più pove-ri quali i carboni sub-bituminosi), va inoltre osser-vato che in linea di principio un maggior potere ca-lorifico consente di maneggiare una quantità mino-re di combustibile e quindi incide favorevolmentesui costi di esercizio.
3.3. Zolfo
L’elevato contenuto di zolfo, componente indesi-derato per tutti i combustibili, è una delle caratteri-stiche qualitative peculiari del coke di petrolio uti-lizzato come fonte di energia. Il grado di contami-nazione da zolfo, che in casi estremi può raggiunge-re anche livelli dell’8%, è strettamente correlato allacomposizione della carica al coking e, in ultima ana-lisi, al greggio d’origine. Si ritiene che la maggiorparte della zolfo sia presente come zolfo organicolegato alla matrice carboniosa del coke di petrolio[14]. Bisogna tuttavia rilevare che la struttura di talicomposti, anche per la complessità e la variabilitàcomposizionale del petcoke stesso, rimane tuttoralargamente sconosciuta. Oltre allo zolfo organico inalcuni casi sono state riscontrate anche modeste pre-senze di solfati, zolfo piritico e zolfo elementare.Operativamente l’elevata concentrazione di zolfoassume particolare importanza soprattutto dal puntodi vista ambientale, dal momento che durante lacombustione determina un forte incremento delleemissioni inquinanti. Lo zolfo inoltre, sempre trami-te i prodotti gassosi della combustione contenentiSOx, può essere causa indiretta di fastidiosi fenome-ni di corrosione e di incrostazioni.
3.4. Sostanze volatili
Per un combustibile solido (è il caso del carbonee quindi del coke di petrolio) il contenuto di sostan-ze volatili, che in pratica rappresentano la parte piùreattiva del combustibile, è un parametro molto im-
portante, in quanto indice delle caratteristiche dicombustione. Sono infatti le sostanze volatili che siliberano durante la fase iniziale di riscaldamento(conosciuta come pirolisi o devolatilizzazione) checondizionano gli stadi successivi del processo dicombustione e ne influenzano i principali parametrisperimentali quali accensione, stabilità e tempera-tura della fiamma [15]. Il basso contenuto di so-stanze volatili, che caratterizza il coke di petrolio eche dal punto di vista della combustione lo rendemolto simile alle antraciti, spesso rappresenta unostacolo al suo impiego nei tradizionali bruciatoriche comunemente utilizzano carbone, e può portarea conseguenze operative problematiche (accensionedifficoltosa che richiede alte temperature, scarsastabilità di fiamma e difficile combustione). A taliaspetti in genere si ovvia bruciando coke di petrolioin miscela con carbone oppure ricorrendo a brucia-tori appositamente disegnati per combustibili a bas-so contenuto di sostanze volatili.
3.5. Metalli
Mentre ad un esame qualitativo la presenza dimetalli nel coke di petrolio, stante la stretta relazio-ne con la composizione della carica al coking, puòvariare entro un campo assai esteso, quantitativa-mente il ruolo più significativo è senza dubbio rico-perto da nichel e vanadio. Tali elementi infatti, chegià nel petrolio grezzo, nel quale sono presenti sot-to forma di complessi organici (porfirine), talvoltaraggiungono concentrazioni considerevoli (anchecentinaia di ppm), nel coke di petrolio possono arri-vare a livelli molto elevati, dell’ordine delle mi-gliaia di ppm. Senza dimenticare altri elementi,quali silicio, ferro e alluminio che spesso abbonda-no nel petcoke, val la pena sottolineare che nel pro-cesso di combustione la presenza quali-quantitativadi metalli, nel loro complesso, è molto importantesia da un punto di vista ambientale, in relazione alleemissioni, sia da un punto di vista operativo, inquanto direttamente correlata alla composizionedelle ceneri che andranno a formarsi. Nel caso delpetcoke, inoltre, bisogna evidenziare che proprio lealte concentrazioni dei metalli presenti potrebberocreare ulteriori problemi ambientali nelle fasi dimovimentazione e stoccaggio, soprattutto se con-nesse a materiali molto polverosi.
3.6. Ceneri
Per ceneri si intende il residuo inorganico che ri-mane dopo la combustione. Sebbene il valore di ce-neri che si determina in laboratorio non corrispondané in qualità né in quantità al materiale solido scari-cato, con lo stesso nome, da una combustione inimpianto reale, la sua interpretazione analitica è co-munque importante sotto tre aspetti principali: i) inrelazione al potere calorifico; ii) in relazione allaquantità di materiale solido da scaricare e su quelladel materiale particellare nei gas di combustione;iii) in relazione ai fenomeni di erosione, corrosionee incrostazioni [13].
In linea generale, ad un maggior contenuto di ce-
26 La Rivista dei Combustibili
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
neri corrisponde un minor contenuto di materialeorganico combustibile e di conseguenza un più bas-so potere calorifico. Occorre tuttavia sottolineareche la percentuale di ceneri ha più influenza sullaquantità di residui da smaltire che sulla quantità dicombustibile da bruciare.
Il coke di petrolio è caratterizzato da un contenu-to di ceneri particolarmente basso. Questo compor-ta, almeno potenzialmente, minori problemi di in-crostazioni e scorificazioni, nonché costi ridotti perla loro manipolazione.
Per quanto riguarda l’aspetto qualitativo, la com-posizione delle ceneri è strettamente correlata alcontenuto di metalli. In rapporto a tale dipendenza,oltre ai potenziali effetti ambientali che ne potreb-bero derivare, le ceneri da coke di petrolio, anchese talvolta piuttosto abrasive, possono assumere ca-ratteristiche tali da risultare molto interessanti perapplicazioni industriali (ad esempio, quali additivinell’industria del cemento), come anche nell’edili-zia [16].
3.7. Durezza
Viene misurata mediante la determinazione del-l’indice di macinabilità Hardgrove (HGI) e serveper valutare la tendenza o la predisposizione di uncarbone a frantumarsi. L’ HGI, in quanto indicativodelle operazioni necessarie alla macinazione delcarbone, è un parametro che ha assunto particolareimportanza tecnica soprattutto a seguito dell’avven-to dei moderni sistemi di combustione, la maggiorparte dei quali utilizzano combustibili polverizzati.In generale, come conferma anche la rappresenta-zione grafica della Figura 7, nella quale vengonomostrati i risultati di una serie di determinazioni diindice HGI eseguite presso la SSC [12], la macina-bilità del coke di petrolio (min. 27 – max. 99) ha un
campo di variabilità molto più ampio di quello ri-scontrato per il carbone, contraddistinto invece dauna maggiore regolarità (min. 42 – max. 67). I va-lori più bassi generalmente si riferiscono a petcokemolto duri, che vengono prodotti da grezzi ad altocontenuto di metalli in severe condizioni di cokinge sono spesso associati alla forma shot . Per contro,i valori più alti sono attribuibili a petcoke relativa-mente morbidi, che presentano la struttura sponge esono caratterizzati da un maggior contenuto di ma-terie volatili.
Nella pratica operativa l’utilizzo di petcoke parti-colarmente duri necessita di supplementari opera-zioni di macinazione con conseguente aggravio dicosti.
4. Utilizzo del coke di petrolio come fonte dienergia
Seppur condizionato dallo scetticismo che susci-tano gli elevati contenuti di zolfo e di metalli pe-santi, l’impiego di coke di petrolio come fonte dienergia, in virtù di un contenuto energetico ampia-mente competitivo con gli altri combustibili tradi-zionali associato ad un costo contenuto, e graziealle moderne tecnologie di contenimento delleemissioni, ha acquisito negli ultimi tempi una cre-scente attenzione.
Le significative esperienze maturate negli ultimianni a livello mondiale sulle potenzialità energeti-che del coke di petrolio sono ben documentate inun dettagliato rapporto pubblicato recentementedalla IEA Coal Research [17], dal quale sostanzial-mente emerge che il coke di petrolio, spesso in co-combustione, altre volte tal quale, può trovare unefficace ed efficiente impiego come combustibilesia negli impianti termici per la produzione dienergia sia nell’industria del cemento. Di seguito,
Fig. 7 - Campo di variabilità dell’indice di macinabilità HGI. I dati si riferiscono a 52 campioni di carbone e a 65 campioni di petcoke analizzati presso la Stazione sperimentale per i Combustibili [12].
Vol. 57, fasc. 1, 2003 27
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
sulla base di quanto riportato nel citato rapporto,vengono fornite a grandi linee le principali infor-mazioni di carattere generale circa l’utilizzo delcoke di in tali applicazioni.
4.1. Il coke di petrolio nelle caldaie a polverino
Sviluppatasi negli anni ’20, attualmente quelladelle caldaie a polverino rappresenta la tecnica dicombustione maggiormente diffusa nella produzio-ne di energia ed è adottata da tutti gli impianti ita-liani a carbone in funzione, che prevedono l’utiliz-zo della sola turbina a vapore [18]. Si basa sullamacinazione finissima del carbone, il quale vienepoi iniettato in camera di combustione con un flus-so d’aria mediante una serie di appositi bruciatori.Tali impianti sono caratterizzati da una buona affi-dabilità e raggiungono un’efficienza di combustio-ne superiore al 99%, consentendo un completo uti-lizzo del combustibile, che non viene quindi river-sato nell’atmosfera.
Un efficiente funzionamento delle caldaie a pol-verino è in larga parte condizionato dalle caratteri-stiche del combustile impiegato. Tra queste, parti-colare importanza riveste il contenuto di sostanzevolatili, il cui sviluppo iniziale e la successiva com-bustione rappresentano, come abbiamo già visto,uno stadio fondamentale per un regolare sviluppodi tutto il processo di combustione.
Il coke di petrolio, come tutti i combustibili abasso contenuto di sostanze volatili, ha scarse qua-lità di accensione e può trovare impiego nelle tradi-zionali caldaie a polverino solo se miscelato conconsistenti frazioni di combustibile supplementare.Tuttavia, sulla base di esperienze pratiche, si è vistoche ricorrendo a bruciatori con particolari configu-razioni, del tipo di quelli di regola utilizzati perbruciare antraciti, si può ottenere una efficientecombustione anche con il 100% di coke di petrolio.È comunque opportuno in tal caso che il petcokecontenga almeno il 10% di sostanze volatili; altri-menti, generalmente per un contenuto di sostanzevolatili inferiori al 5%, è consigliabile, al fine diagevolare la combustione, miscelarlo anche in que-sti impianti con una buona percentuale di carbone odi altro combustibile aggiuntivo. Sempre a proposi-to delle caldaie a polverino, bisogna inoltresottolineare che la combustione di coke di petroliocomporta generalmente alti valori di burn-out, valea dire una concentrazione di carbonio nelle ceneripiuttosto elevata, maggiore, ad esempio, di quella ri-scontrabile nella combustione di un carbone bitumi-noso. Questa caratteristica, dovuta in parte anche albasso contenuto di ceneri che caratterizza il petcokee, talvolta, alla minore reattività del suo char resi-duo, influisce negativamente sull’efficienza di com-bustione. In linea generale, a questi aspetti negativisi cerca di ovviare modificando alcuni aspetti opera-tivi mediante opportuni accorgimenti sperimentali.Oltre alla già citata miscelazione con combustibilipiù reattivi (ad esempio, con carbone bituminoso),si può ricorrere a temperature di combustione piùelevate, ad un maggior grado di finezza del polveri-no, all’incremento del tempo di residenza nel forno,
assicurando inoltre una distribuzione uniforme delpetcoke polverizzato tra i bruciatori [19].
4.2. Il coke di petrolio nella combustione a lettofluido
In questo processo il combustibile, alimentato inpezzatura più grossolana (da pochi millimetri digranulometria fino ad alcuni centimetri) rispetto aquanto descritto per le caldaie a polverino, vienemiscelato in un letto di particelle riscaldate e man-tenute fluide mediante insufflazione d’aria. L’inti-mo contatto tra il combustibile e il letto, al qualevengono opportunamente aggiunte sostanze (adesempio, calcare) capaci di fissare chimicamente lozolfo presente nel combustibile, consente un’effica-ce cattura della SO2, che si sviluppa nel processo,evitando quindi di ricorrere ad onerosi trattamentidi post-combustione per la desolforazione dei fumi.La riduzione delle emissioni di SO2 durante lacombustione è stato uno dei primi risultati positividi questo processo. La desolforazione avviene in si-tu mediante le seguenti reazioni :
CaCO3 ➞ CaO + CO2 (1)
CaO + SO2 + 0,5 O2 ➞ CaSO4 (2)
La reazione si sviluppa in due fasi : dapprima lacalcinazione del calcare a formare CaO, quindi lasuccessiva fissazione della SO2 in solfato di calcioanidro. Lo scambiatore di calore, posto direttamen-te nel letto fluido, mantiene una temperatura di cir-ca 850 °C e consente di raggiungere coefficienti discambio termico piuttosto elevati. La temperaturadi esercizio relativamente bassa, oltre ad agevolarel’assorbimento di SO2 sul calcare, dovrebbe favori-re anche la riduzione delle emissioni di NOX.
Oltre a questi benefici di carattere ambientale,uno dei principali vantaggi della combustione a let-to fluido è la grande flessibilità dimostrata nel bru-ciare differenti combustibili, anche quelli potenzial-mente problematici, in quanto contenenti alti livellidi zolfo e impurezze, nello stesso bruciatore, simul-taneamente o separatamente, senza sostanziali va-riazioni impiantistiche.
Date le sue caratteristiche, il coke di petrolio, siatal quale che in co-combustione, è un combustibileparticolarmente adatto all’utilizzo in questo tipo diimpianti. A differenza di quanto osservato prece-dentemente per le caldaie a polverino, nella combu-stione a letto fluido non sono necessarie specificheoperazioni di polverizzazione del combustibile:coke di petrolio particolarmente duri possono esse-re utilizzati senza esasperati trattamenti preliminari.Anche il contenuto di sostanze volatili in questo ca-so non rappresenta un problema: il basso valore checaratterizza il petcoke viene compensato dall’ab-bondante presenza di materiale solido caldo che ri-mane all’interno del bruciatore e che assicura suffi-ciente energia al sistema per un efficiente funziona-mento. Nella Tabella IV vengono riportati alcuni si-gnificativi esempi di impianti di combustione a let-to fluido che utilizzano coke di petrolio.
28 La Rivista dei Combustibili
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Allo stato attuale sono sostanzialmente due le ti-pologie di impianti disponibili : la combustione inletto fluido bollente (BFBC) e la combustione inletto fluido circolante (CFBC). È in quest’ultimo ti-po di impianto che generalmente viene bruciato ilcoke di petrolio. La combustione in letto fluido cir-colante utilizza alte velocità di fluidizzazione; leparticelle, tenute costantemente in un flusso gasso-so, passano dalla camera di combustione in un ci-clone, dal quale le più grandi vengono raccolte e ri-tornate alla camera di combustione. Questo ricirco-lo comporta lunghi tempi di residenza nel bruciato-re e assicura un’alta efficienza di combustione an-che con combustibili a basso contenuto di sostanzevolatili, e quindi poco reattivi, come il coke di pe-trolio.
4.3. Il coke di petrolio negli impianti di gassifica-zione integrata con ciclo combinato (IGCC)
In un impianto IGCC il carbone viene gassificatoin presenza di vapore ad alta temperatura e altapressione. Il prodotto è un gas di sintesi nel quale,oltre alla naturale preponderanza di CO e H2, si puòriscontrare la presenza di una serie di inquinanti(H2S, COS, NH3, ecc.) derivanti dalle impurità pre-senti nel carbone. Dopo la rimozione di tali sostan-ze, il gas di sintesi viene utilizzato nelle turbine agas per produrre energia elettrica; i fumi caldi discarico prodotti vengono quindi recuperati e impie-gati nella produzione di vapore che alimenta unaturbina a vapore. La gassificazione integrata con ci-clo combinato, sistema ad alta innovazione tecnolo-gica, è caratterizzata da eccellenti prestazioni am-bientali, soprattutto in termini di riduzione di emis-sioni di SO2 e NOX. Anche la gestione dei sottopro-dotti è meno problematica e può addirittura portarevantaggiosi ritorni economici. La maggior partedello zolfo presente nel combustibile, infatti, puòessere recuperato come zolfo elementare ad elevatogrado di purezza e reso quindi disponibile in forma
commerciale, mentre le ceneri, convertite in scorievetrificate, possono trovare adeguati impieghi nel-l’edilizia e nelle infrastrutture.
Da un punto di vista tecnico, il coke di petrolio,sebbene contenga alti livelli di zolfo e di metalli pe-santi, peraltro compensati dal basso contenuto diceneri e dall’elevato potere calorifico, è un tipo dicombustibile il cui utilizzo nel processo di gassifi-cazione non comporta particolari problemi; potreb-be anzi rappresentare un punto di forza in base adalcune considerazioni di carattere economico. Latecnologia IGCC, infatti, è molto onerosa e il suosviluppo richiede alti costi di investimento che po-trebbero essere parzialmente compensati in partedall’impiego di combustibili di basso costo come ilcoke di petrolio, in parte da un mirato sfruttamentodel gas di sintesi ottenuto. Per una raffineria dotatadi coking, ad esempio, la vicinanza di un impiantoIGCC alimentato a coke di petrolio potrebbe com-portare un significativo effetto sinergico : da un latopermetterebbe lo sfruttamento e la valorizzazionedi residui di difficile collocazione, dall’altro con-sentirebbe alla raffineria stessa di beneficiare del-l’energia e dei prodotti della gassificazione. In que-sta ottica, ad esempio, si ritiene che negli Stati Uni-ti (maggiore produttore mondiale di coke di petro-lio con oltre 100.000 tonnellate/giorno), dove nelprossimo futuro le raffinerie necessiteranno di unquantitativo sempre maggiore di idrogeno per farfronte alla esigenze dei processi di desolforazionenella produzione di benzine e gasoli a bassissimocontenuto di zolfo, il petcoke possa costituire un’a-limentazione di grande interesse per impianti IGCCe come tale, oltre a diventare una rilevante fonteenergetica, rappresenterebbe una importante mate-ria prima per la produzione di idrogeno [20].
Sempre sul petcoke impiegato nel processo digassificazione, di particolare rilievo in ambito euro-peo è l’esperienza maturata all’interno del progettodimostrativo Puertollano (Spagna) [21], dove unimpianto IGCC da 335 MWe, gestito da un consor-
TABELLA IVImpianti CFB alimentati a coke di petrolio [16]
Impianto Potenza %MWe Petcoke
NISCO, Westlake, Louisiana, USA 2 x 100 100
JEA, Jaksonville, Florida, USA 2 x 300 0 - 100
ENAP, Cile 67 100
CEMEX, Tamuin Messico 4 x 130 100
FORMOSA HEAVY INDUSTRIES,Mai Liao Messico 2 x 150 70 - 100
SCOTT PAPER, Chester, PA, USA 65 15 - 50
HYUNDAI OIL, Season, Korea 25 100
UNIVERSITY OF NORTHZRB,IOWA (USA) 15 50 - 70
MT POSO - Cogeneration, USA 50 50
RUMFORD - Cogeneration, USA 85 30
COLMAC - Energy, USA 2 x 30 15 - 50
Vol. 57, fasc. 1, 2003 29
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
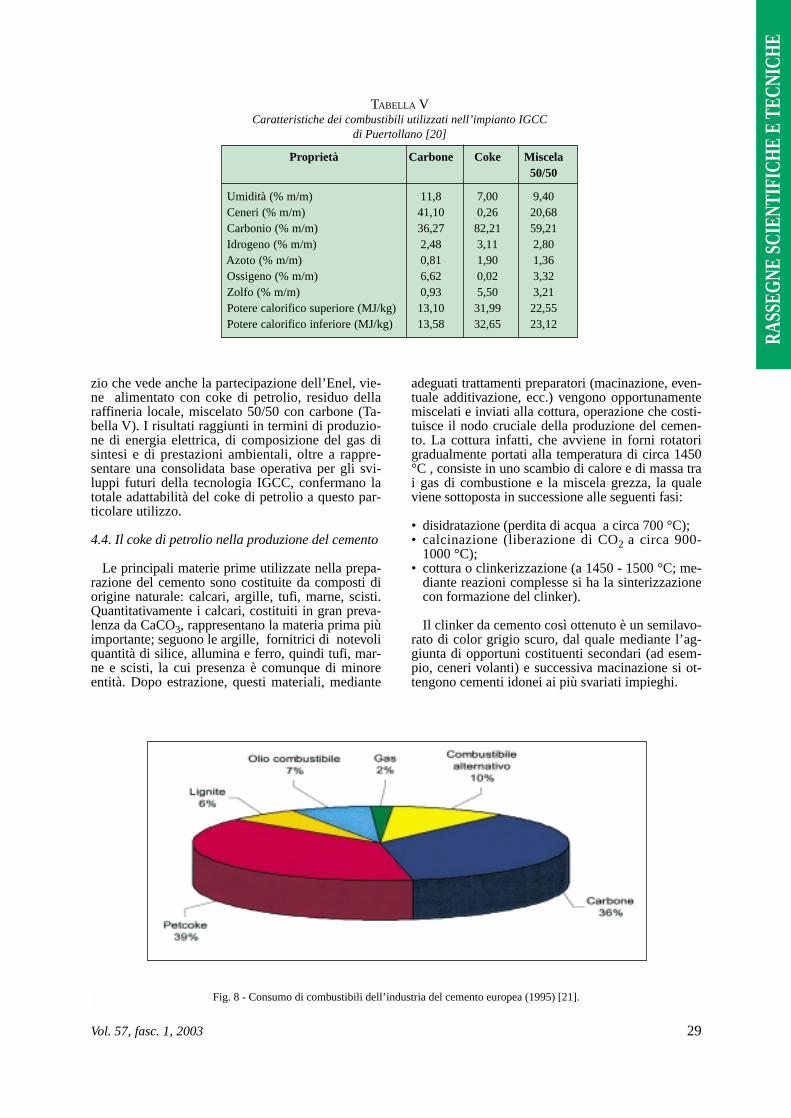
zio che vede anche la partecipazione dell’Enel, vie-ne alimentato con coke di petrolio, residuo dellaraffineria locale, miscelato 50/50 con carbone (Ta-bella V). I risultati raggiunti in termini di produzio-ne di energia elettrica, di composizione del gas disintesi e di prestazioni ambientali, oltre a rappre-sentare una consolidata base operativa per gli svi-luppi futuri della tecnologia IGCC, confermano latotale adattabilità del coke di petrolio a questo par-ticolare utilizzo.
4.4. Il coke di petrolio nella produzione del cemento
Le principali materie prime utilizzate nella prepa-razione del cemento sono costituite da composti diorigine naturale: calcari, argille, tufi, marne, scisti.Quantitativamente i calcari, costituiti in gran preva-lenza da CaCO3, rappresentano la materia prima piùimportante; seguono le argille, fornitrici di notevoliquantità di silice, allumina e ferro, quindi tufi, mar-ne e scisti, la cui presenza è comunque di minoreentità. Dopo estrazione, questi materiali, mediante
adeguati trattamenti preparatori (macinazione, even-tuale additivazione, ecc.) vengono opportunamentemiscelati e inviati alla cottura, operazione che costi-tuisce il nodo cruciale della produzione del cemen-to. La cottura infatti, che avviene in forni rotatorigradualmente portati alla temperatura di circa 1450°C , consiste in uno scambio di calore e di massa trai gas di combustione e la miscela grezza, la qualeviene sottoposta in successione alle seguenti fasi:
• disidratazione (perdita di acqua a circa 700 °C);• calcinazione (liberazione di CO2 a circa 900-
1000 °C);• cottura o clinkerizzazione (a 1450 - 1500 °C; me-
diante reazioni complesse si ha la sinterizzazionecon formazione del clinker).
Il clinker da cemento così ottenuto è un semilavo-rato di color grigio scuro, dal quale mediante l’ag-giunta di opportuni costituenti secondari (ad esem-pio, ceneri volanti) e successiva macinazione si ot-tengono cementi idonei ai più svariati impieghi.
TABELLA VCaratteristiche dei combustibili utilizzati nell’impianto IGCC
Fig. 8 - Consumo di combustibili dell’industria del cemento europea (1995) [21].
30 La Rivista dei Combustibili
Nel ciclo produttivo del cemento particolare im-portanza, anche economica, riveste il tipo di com-bustibile che si utilizza. Si ritiene infatti che, se siescludono i costi capitale, il 30-40% dei costi diproduzione nell’industria del cemento è imputabileai costi energetici [22].
Storicamente il combustibile principalmente uti-lizzato nel processo di produzione del cemento è ilcarbone. Tuttavia un’ampia gamma di combustibi-li, tradizionali e alternativi, è al giorno d’oggi cor-rentemente utilizzata come dimostra il grafico del-la Figura 8, nel quale vengono riportati, per ognisingolo combustibile, i consumi (aggiornati al1995) dell’industria cementifera europea.
L’impiego di differenti tipi di combustibili, e so-prattutto quello dei non convenzionali, che peraltroin molti casi forniscono energia in rapporto 1 : 1 ri-spetto a quelli tradizionali, è agevolato dalle carat-teristiche del ciclo produttivo del cemento. Durantela fase di cottura, infatti, i componenti chimici delleceneri dei combustibili, combinandosi con i mine-rali presenti nella miscela grezza, vengono ingloba-ti nel clinker, limitando in tal modo il problema del-le emissioni e riducendo drasticamente la forma-zione di residui di difficile rimozione e smaltimen-to.
Il coke di petrolio, grazie al suo alto contenutoenergetico, è un combustibile che si adatta perfet-tamente al ciclo di produzione del cemento. Lozolfo, anche se presente in alta percentuale, analo-gamente a quanto accade nella combustione a lettofluido (CFB) viene fissato stechiometricamente nelclinker durante il processo produttivo, contenendodrasticamente le emissioni di SO2. Il coke di petro-lio viene molto spesso utilizzato in miscela concarbone; tuttavia in particolari tipi di impianto èpossibile bruciarlo tal quale. La scarsa reattivitàdel combustibile, comunque spesso compensatadall’alta temperatura a cui opera il forno, il valoredella macinabilità HGI (anche in questi impianti,come nelle caldaie a polverino, si utilizza combu-stibile polverizzato), l’eventuale eccessivo conte-nuto di zolfo e la tendenza a produrre maggioriquantitativi di SO2 e NOX sono i principali aspettida tenere sotto controllo quando si utilizza coke dipetrolio come combustibile nel processo di produ-zione del cemento.
5. L’impatto ambientale
Sebbene ritenuto molto interessante da un puntodi vista energetico, l’impiego del coke di petroliocome combustibile, stanti le sue caratteristichecomposizionali, è considerato da più parti impro-prio in quanto ambientalmente dannoso. Bisognatuttavia osservare che i problemi di natura ambien-tale che si incontrano con il coke di petrolio nondifferiscono, almeno qualitativamente, da quelliben conosciuti che generalmente contraddistinguo-no l’impiego di altri combustibili (fossili e non) incui sono presenti significative quantità di zolfo,azoto e metalli pesanti. Anche con il coke di petro-lio, infatti, gli aspetti ambientali che meritano par-ticolare attenzione e che si devono affrontare con
efficienti ed accurati controlli sono sostanzialmen-te riconducibili agli inquinanti presenti nei fumidella combustione (in particolare SOx, NOx, so-stanze organiche e polveri) la cui composizione,com’è noto, è strettamente correlata alle caratteri-stiche del combustibile. È del tutto logico chedalla combustione del coke di petrolio, combusti-bile ricco di zolfo e metalli pesanti, si sviluppinoemissioni molto inquinanti ed è altrettanto evi-dente che il trattamento cui devono essere sotto-posti tali effluenti gassosi, affinchè rispettino lenormative vigenti, dovrà essere appropriato allasituazione e richiederà l’impiego di tecnologieavanzate con adeguati rendimenti dagli apparatidi post-combustione. In altre parole, il problemaambientale legato alla combustione del coke dipetrolio non consiste tanto nella sua natura, quan-to piuttosto nell’efficacia e nell’efficienza degliimpianti di abbattimento delle emissioni nocive,per i quali diventa di particolare importanza nonsolo la verifica delle prestazioni, ma anche il re-golare controllo del loro corretto funzionamento.
Di seguito, sulla base di consolidate evidenzesperimentali, vengono brevemente illustrati, per leprincipali tipologie di inquinanti, gli aspetti tecnicipiù significativi che vengono attualmente adottatiper contenere l’impatto ambientale negli impiantitermici e nei cicli produttivi che utilizzano coke dipetrolio come combustibile.
5.1. Emissioni di SOx
Di scarsa rilevanza negli impianti IGCC, in cuiquasi tutto lo zolfo (fino al 99%) presente nelcombustibile può essere recuperato come zolfoelementare, e di modesta consistenza sia nellaCFB che nel processo produttivo del cemento, do-ve vengono tenute abbondantemente sotto con-trollo dalle capacità autolimitanti dei due proces-si, le emissioni di SO2 e SO3 correlate all’uso dipetcoke rappresentano invece un serio problemanelle caldaie a polverino. Coerentemente con ilcontenuto di zolfo del combustibile, infatti, nellecaldaie a polverino la combustione del coke dipetrolio comporta emissioni particolarmente ric-che di SO2. Di conseguenza, in tali impianti, di-venta indispensabile nella fase di post-combustio-ne la presenza delle più efficienti tecnologie FGD(Flue Gas Desulphurization) per la desolforazio-ne dei fumi. Va inoltre evidenziato che l’eccessod’aria, a cui spesso si ricorre per migliorare le ca-ratteristiche di combustione del petcoke, unita-mente alla elevata presenza catalizzante del vana-dio, possono favorire la formazione di considere-voli quantità di SO3 (anche centinaia di ppm), laquale, combinandosi con l’acqua presente nei fu-mi di combustione, dà luogo a H2SO4, col conse-guente rischio di incorrere in importanti fenomenidi corrosione. Eccessive emissioni di SO3, feno-meno particolarmente sentito soprattutto quandosi brucia il 100% di petcoke, sono difficilmentecontrollabili in un impianto FGD e potrebbero ri-chiedere l’aggiunta di un sistema di abbattimentoumido [23].
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Vol. 57, fasc. 1, 2003 31
5.2. Emissioni di NOx
Com’e noto, la fonte principale delle emissioni diossidi di azoto è la combustione. La formazione ditali composti, avviene attraverso reazioni di ossida-zione: la principale coinvolge l’azoto presente nel-l’aria di combustione; una seconda avviene tra icomposti azotati (fuel-N) presenti nei combustibilie l’ossigeno dell’aria di combustione. I meccanismidi formazione degli NOx sono complessi e non an-cora pienamente compresi: i due principali portanoalla formazione dei cosiddetti thermal e fuel-NOx;un terzo, ritenuto meno rilevante, porterebbe allaformazione dei prompt-NOx [24]. Nel caso specifi-co del coke di petrolio il contributo dei fuel-NOx(quelli cioè derivanti dall’azoto organicamente le-gato nel combustibile), a parità di impianto, seppurquantitativamente molto significativo, è sostanzial-mente dello stesso ordine di grandezza di quelloche deriva dall’uso di carbone. Diverso è il discor-so per i thermal-NOx, vale a dire quella tipologia diemissioni di ossidi di azoto legati essenzialmenteall’ossidazione dell’azoto molecolare presente nel-l’aria di combustione, sulla cui formazione incideessenzialmente il sistema di combustione stesso. Lacombustione del coke di petrolio nelle caldaie apolverino, ad esempio, richiede spesso presuppostioperativi (alte temperature, talvolta associate a ec-cessi d’aria e lunghi tempi di residenza) che favori-scono la formazione di thermal-NOx, col conse-guente aumento delle emissioni totali degli ossidi diazoto. Per contro, nella combustione a letto fluido èil processo stesso che controlla le emissioni diNOx: le basse temperature di esercizio, infatti, ridu-cono drasticamente la formazione di thermal-NOx eil principale contributo alle emissioni di ossidi diazoto sembrerebbe provenire dai fuel-NOx. È indi-scutibile comunque che, al di là dei differenti mec-canismi di formazione, l’emissione degli ossidi diazoto nella combustione del coke di petrolio rap-presenta un problema con implicazioni ambientalimolto importanti che va tenuto sotto stretto control-lo. Come avviene per gli altri combustibili, allo sta-to attuale il loro contenimento si basa essenzial-mente sul perfezionamento dei processi di combu-stione e su di un appropriato trattamento degli ef-fluenti gassosi. Molto efficienti in tal senso si sonodimostrati i sistemi di abbattimento (deazotazione):post-combustione SCR (Selective Catalytic Reduc-tion) e SNCR (Selective Non-Catalytic Reduction),quest’ultima particolarmente adatta ad impiantiCFB [25].
5.3. Emissioni di sostanze organiche
In linea generale, quando si parla di emissioni disostanze organiche da impianti di combustione, cisi concentra sostanzialmente su tre gruppi di com-posti : i composti organici volatili (COV), gli idro-carburi policiclici aromatici (IPA) e le diossine(PCDD/F) [26]. L’eventuale emissione di tali so-stanze, ritenute estremamente dannose tanto perl’ambiente quanto per la salute umana, è un pro-blema che interessa tutti i sistemi di combustione
e, a vari livelli, tutti i combustibili fossili. La loroformazione dipende dalle caratteristiche del com-bustibile, dalla tipologia dell’impianto e, soprat-tutto, dalle condizioni operative e dall’efficienzadi combustione. Per quanto riguarda il coke di pe-trolio, a differenza di quanto si conosce per gli al-tri combustibili tradizionali, per i quali da tempola problematica è sotto osservazione, allo stato at-tuale non si dispone ancora di sufficienti dati diletteratura sulla cui base effettuare una valutazio-ne quali/quantitativa delle emissioni di sostanzeorganiche. Bisogna tuttavia osservare che la com-posizione chimica del coke di petrolio, nel qualetra l’altro viene spesso riscontrata una significati-va presenza di cloro (0,01-0,03%) [12], associataalle sue caratteristiche di combustione, le quali incerte circostanze portano alla presenza di alti li-velli di carbonio incombusto nei prodotti dellacombustione stessa, rendono potenzialmente pos-sibile la formazione e l’emissione di tutte le tipo-logie di inquinanti sopra citati. Una simile even-tualità, stanti le implicazioni che comporta, nonpuò essere trascurata: una ottimizzazione dei siste-mi di combustione accompagnata da accurati mo-nitoraggi degli effluenti gassosi e da un loro ade-guato trattamento (ad esempio, con carboni attivi)rappresentano la soluzione più efficace per conte-nere tali emissioni.
5.4. Emissioni di polveri
La formazione di materiale particolato, originedi quella forma di inquinamento genericamente in-dicata come polveri sospese totali, è molto spessoun’inevitabile conseguenza dei processi di combu-stione. Di composizione e dimensioni variabili (dapochi angstrom a centinaia di micron), tali polverirappresentano un preoccupante pericolo per la salu-te umana e il loro contenimento diventa una neces-sità imprescindibile in qualsiasi ciclo produttivo. Inlinea di principio, negli impianti termici i tratta-menti di depolverazione, oltre a rimuovere il parti-colato nel suo complesso, sono rivolti alla segrega-zione, con alti livelli di efficienza, del materiale digranulometria più fine. Tali particelle, infatti, oltrea essere dannose di per sé, rappresentano un veico-lo per il trasporto e la diffusione di inquinanti moltotossici (metalli pesanti, idrocarburi policiclici aro-matici, ecc.).
Allo stato attuale i sistemi di contenimento piùdiffusi contemplano l’uso di precipitatori elettrosta-tici, di depuratori a umido oppure di filtri a mani-che, soluzione, quest’ultima, molto efficace per larimozione del particolato da un gas. Anche negliimpianti che bruciano coke di petrolio, per il quale,dato l’elevato contenuto di metalli pesanti (in parti-colare Ni e V), l’emissione di polveri nell’atmosfe-ra deve essere attentamente monitorata e necessa-riamente contenuta, tali sistemi consentono il rag-giungimento di apprezzabili risultati: di largo im-piego sono i precipitatori elettrostatici, talvolta so-vradimensionati rispetto al necessario pur di au-mentarne l’efficienza, e i filtri a maniche con filtriin tessuto (i cosiddetti baghouse).
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
32 La Rivista dei Combustibili
5.5. La tecnologia SNOX
È una delle tecnologie innovative tra le più avan-zate per il trattamento dei fumi di combustione diimpianti termici. Schematicamente il processo puòessere suddiviso in quattro fasi:
• filtrazione (mediante filtro elettrostatico o filtroa maniche);
• riduzione catalitica degli NOx (mediante pro-cesso SCR);
• ossidazione catalitica della SO2 a SO3;• condensazione dell’acido solforico.
Con il processo SNOX, oltre ad abbattere quasitotalmente il particolato, è possibile rimuovere da-gli effluenti gassosi il 95-99% di SO2 e SO3 (recu-perando acido solforico) e il 90-95% di NOx (ridu-cendolo ad azoto) [27].
Tale processo offre indubbi vantaggi rispetto adaltre tecnologie di desolforazione (ad esempio, nonutilizza materiali assorbenti e non produce inutilisottoprodotti) ed è particolarmente adatto al tratta-mento dei fumi provenienti dalla combustione dicoke di petrolio o di altri combustibili ad alto con-tenuto di zolfo, quali oli residui o carbone.
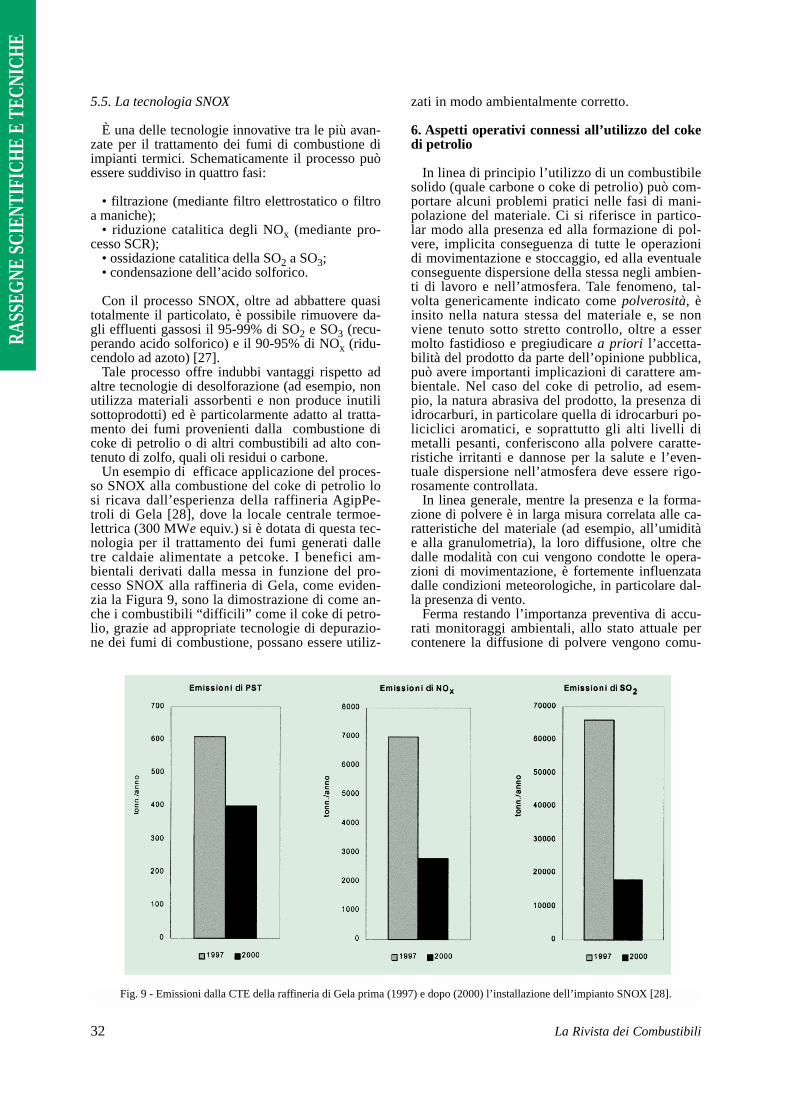
Un esempio di efficace applicazione del proces-so SNOX alla combustione del coke di petrolio losi ricava dall’esperienza della raffineria AgipPe-troli di Gela [28], dove la locale centrale termoe-lettrica (300 MWe equiv.) si è dotata di questa tec-nologia per il trattamento dei fumi generati dalletre caldaie alimentate a petcoke. I benefici am-bientali derivati dalla messa in funzione del pro-cesso SNOX alla raffineria di Gela, come eviden-zia la Figura 9, sono la dimostrazione di come an-che i combustibili “difficili” come il coke di petro-lio, grazie ad appropriate tecnologie di depurazio-ne dei fumi di combustione, possano essere utiliz-
zati in modo ambientalmente corretto.
6. Aspetti operativi connessi all’utilizzo del cokedi petrolio
In linea di principio l’utilizzo di un combustibilesolido (quale carbone o coke di petrolio) può com-portare alcuni problemi pratici nelle fasi di mani-polazione del materiale. Ci si riferisce in partico-lar modo alla presenza ed alla formazione di pol-vere, implicita conseguenza di tutte le operazionidi movimentazione e stoccaggio, ed alla eventualeconseguente dispersione della stessa negli ambien-ti di lavoro e nell’atmosfera. Tale fenomeno, tal-volta genericamente indicato come polverosità, èinsito nella natura stessa del materiale e, se nonviene tenuto sotto stretto controllo, oltre a essermolto fastidioso e pregiudicare a priori l’accetta-bilità del prodotto da parte dell’opinione pubblica,può avere importanti implicazioni di carattere am-bientale. Nel caso del coke di petrolio, ad esem-pio, la natura abrasiva del prodotto, la presenza diidrocarburi, in particolare quella di idrocarburi po-liciclici aromatici, e soprattutto gli alti livelli dimetalli pesanti, conferiscono alla polvere caratte-ristiche irritanti e dannose per la salute e l’even-tuale dispersione nell’atmosfera deve essere rigo-rosamente controllata.
In linea generale, mentre la presenza e la forma-zione di polvere è in larga misura correlata alle ca-ratteristiche del materiale (ad esempio, all’umiditàe alla granulometria), la loro diffusione, oltre chedalle modalità con cui vengono condotte le opera-zioni di movimentazione, è fortemente influenzatadalle condizioni meteorologiche, in particolare dal-la presenza di vento.
Ferma restando l’importanza preventiva di accu-rati monitoraggi ambientali, allo stato attuale percontenere la diffusione di polvere vengono comu-
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Fig. 9 - Emissioni dalla CTE della raffineria di Gela prima (1997) e dopo (2000) l’installazione dell’impianto SNOX [28].
Vol. 57, fasc. 1, 2003 33
nemente adottati due sistemi. Il primo, un sistema umido, utilizza agenti chimi-
ci (schiume, polimeri, leganti) che, emulsionati conacqua e spruzzati sulla massa di materiale, tendonoad agglomerare le particelle di polvere, impedendo-ne la diffusione.
Il secondo, un sistema secco, consiste nell’impie-go di adeguate strutture di copertura e protezionedelle zone di movimentazione abbinate a tecnichedi captazione (ad esempio, filtri a maniche) da posi-zionare nei punti critici dai quali può disperdersi lapolvere [29].
Il primo è più semplice ed economico rispetto alsecondo, che richiede invece maggiori spazi ed alticosti d’investimento.
In ogni caso, entrambi i sistemi, che, se necessa-rio, possono essere utilizzati anche in combinazio-ne tra di loro, sono in grado di offrire un alto gradodi contenimento della polvere e di soddisfare le esi-genze ambientali.
7. La situazione italiana
Nella normativa italiana, stante la tipologia delmateriale, il coke di petrolio viene annoverato tra icombustibili aventi rilevanza ai fini dell’inquina-mento atmosferico e, come tale, il suo utilizzo inimpianti di combustione è disciplinato dal DPCM 8marzo 2002 [30] e dal D.L. 7 marzo 2002, n. 22[31]. Fermo restando l’obbligo di rispettare i limitivigenti in termini di emissioni, secondo tali decretil’uso di coke di petrolio è consentito:
• negli impianti di combustione con potenza ter-mica nominale, per singolo focolare, uguale o su-periore a 50 MW (il coke di petrolio deve comun-que avere zolfo ≤ 3% e materie volatili ≤ 12%);
• nel luogo di produzione (senza nessuna limita-zione sulle caratteristiche del coke di petrolio);
• negli impianti in cui durante il processo produtti-vo i composti dello zolfo siano fissati o combinati inpercentuale non inferiore al 60% con il prodotto ot-tenuto (in tal caso il coke di petrolio deve avere uncontenuto di zolfo ≤ 6% e di materie volatili ≤ 12%).
In relazione alle limitazioni imposte, ed in parti-colare al contenuto di materie volatili (≤ 12%) fissa-to dal DPCM 8 marzo 2002, sono opportune alcuneosservazioni. A differenza dei carboni, per i quali ilcontenuto di materie volatili è in stretta relazione alrango (o grado di carbonificazione) e viene quindiimpiegato anche per la loro classificazione, nel cokedi petrolio tale parametro ha essenzialmente la fun-zione di indicarne le caratteristiche di combustione.A tal proposito bisogna peraltro rammentare quantovisto precedentemente e cioè che il coke di petrolio,coerentemente con il suo processo di formazione, haconnaturato un basso contenuto di materie volatili, eche proprio tale caratteristica spesso rappresenta unpunto debole, un ostacolo ad un suo efficace utilizzocome combustibile, tanto da richiedere in talune ap-plicazioni interventi tecnici correttivi per assicurareuna efficiente combustione.
Da un punto di vista tecnico, quindi, alla luce delle
considerazioni sopra esposte il limite imposto dalDPCM 8 marzo 2002 per le sostanze volatili (≤12%) nel coke di petrolio, oltre a essere intrinseca-mente restrittivo e penalizzante, risulta inadeguatoalla tipologia di prodotto.
All’atto pratico in Italia c’è una sola unità opera-tiva di coking, la cui produzione giornaliera è di cir-ca 2000 tonnellate. Si trova presso la già citata raf-fineria AgipPetroli di Gela, dove tutto il coke dipetrolio prodotto viene utilizzato come combusti-bile per alimentare una centrale termoelettrica an-nessa alla raffineria stessa.
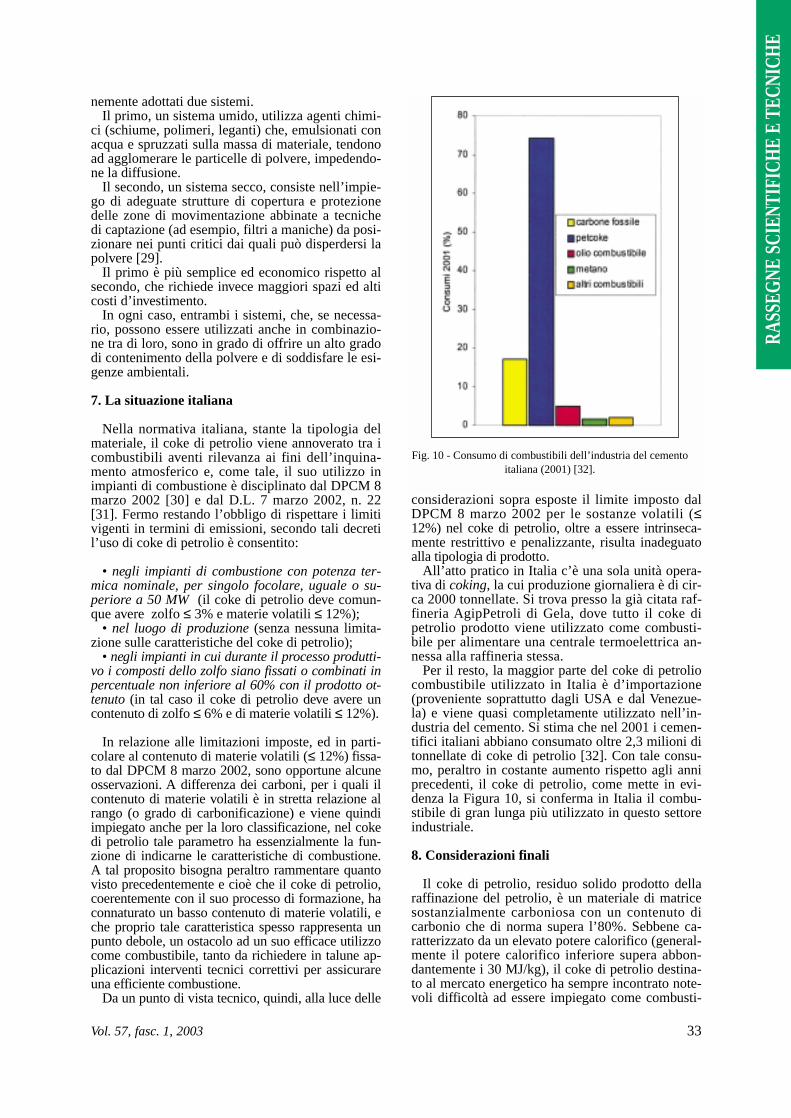
Per il resto, la maggior parte del coke di petroliocombustibile utilizzato in Italia è d’importazione(proveniente soprattutto dagli USA e dal Venezue-la) e viene quasi completamente utilizzato nell’in-dustria del cemento. Si stima che nel 2001 i cemen-tifici italiani abbiano consumato oltre 2,3 milioni ditonnellate di coke di petrolio [32]. Con tale consu-mo, peraltro in costante aumento rispetto agli anniprecedenti, il coke di petrolio, come mette in evi-denza la Figura 10, si conferma in Italia il combu-stibile di gran lunga più utilizzato in questo settoreindustriale.
8. Considerazioni finali
Il coke di petrolio, residuo solido prodotto dellaraffinazione del petrolio, è un materiale di matricesostanzialmente carboniosa con un contenuto dicarbonio che di norma supera l’80%. Sebbene ca-ratterizzato da un elevato potere calorifico (general-mente il potere calorifico inferiore supera abbon-dantemente i 30 MJ/kg), il coke di petrolio destina-to al mercato energetico ha sempre incontrato note-voli difficoltà ad essere impiegato come combusti-
RASS
EGNE
SCI
ENTI
FICH
E E
TECN
ICH
E
Fig. 10 - Consumo di combustibili dell’industria del cementoitaliana (2001) [32].
34 La Rivista dei Combustibili
bile in impianti termici, in quanto ritenuto ambien-talmente molto problematico per gli elevati conte-nuti di zolfo e di metalli pesanti che lo contraddi-stinguono.
Negli ultimi anni il generale deterioramento dellaqualità dei petroli grezzi, le esigenze del mercatopetrolifero e il miglioramento delle tecniche di raf-finazione hanno portato ad un graduale ma conside-revole incremento, soprattutto negli Stati Uniti e diriflesso sul mercato mondiale, della produzione dicoke di petrolio. La conseguente abbondante dispo-nibilità che ne è derivata, associata ad un costo con-tenuto rispetto a quello dei combustibili tradiziona-li, nonché il concomitante sviluppo di tecnologie ingrado di utilizzare in modo ambientalmente compa-tibile anche combustibili potenzialmente difficili,hanno indotto molti operatori a prendere in consi-derazione l’impiego del coke di petrolio come fonteenergetica. Il suo basso costo, in effetti, proprioperché abbinato ad un elevato potere calorifico, lorende economicamente molto interessante e poten-zialmente in grado non solo di ridurre i costi dellaproduzione di energia elettrica, ma anche di conte-nere i costi laddove venga utilizzato in impianti cheadottano tecnologie molto costose. Il coke di petro-lio, infatti, come dimostrano consolidate esperienzeoperative, oltre al ruolo ricoperto nell’industria delcemento, dove da anni occupa un posto di rilievotra i combustibili più utilizzati, può trovare efficacee conveniente impiego come fonte di energia nellecaldaie a polverino, nella combustione a letto fluido(CFB) e negli impianti di gassificazione integratacon ciclo combinato (IGCC); tecnologie, quelle ci-tate, in grado di far fronte adeguatamente alle parti-colari caratteristiche del petcoke ed ai suoi elevaticontenuti di sostanze inquinanti.
A tal proposito, bisogna inoltre rilevare che pro-prio la natura stessa del coke di petrolio deve indur-re a molta cautela nella sua manipolazione, così co-me altrettanta attenzione deve essere posta nel bru-ciarlo.
Ferma restando la necessità di rispettare i vigentilimiti di legge sulle emissioni, l’impiego del cokedi petrolio come fonte di energia richiede comecondizione necessaria il ricorso alle più moderne edefficienti tecnologie di contenimento delle emissio-ni inquinanti e rende indispensabile un continuo erigoroso monitoraggio degli effluenti gassosi nellapost-combustione.
BIBLIOGRAFIA
[1] A. ALZIATI, Riv. Combustibili (1970), 24, 390. [2] R. DYMOND, Hydrocarbon Engineering
(1999), 4 (9), 22.[3] T. RUSSO in A. GIRELLI, Petrolio - Grezzo Raf-
[20] D. GRAY, G. TOMLINSON, 2000 Gasification Te-chnologies Conference, San Francisco, Califor-nia, USA, October 2000 (http://www.netl.-doe.gov/coalpower/gasification/pubs/pdf/-GASN2000CONF2.PDF)
[21] I. MENDEZ-VIGO, International Conference onClean Coal Technologies for our Future, ChiaLaguna, Sardegna, Italia, 21-23 ottobre 2002.
[22] Best Available Techniques for the Cement In-dustry, CEMBUREAU, December 1999,Cap. 2, pag. 10.
[27] P. SCHOUBYE, S. HOBERG, G. COLLODI, Interna-tional Conference on Clean Coal Technolo-gies for our Future, Chia Laguna, Sardegna,Italia, 21-23 ottobre 2002.
[28] A. PARMALIANA, Chimica e Industria (2002),84 (4), 15.
[29] CEMP, Central Steam Boiler Plants, Publica-tion number TM 5-810-15, 1995, Cap. 5(http://www.usace.army.mil/publications/armytm/tm5-810-15/chap5.pdf)
[30] DPCM 8 marzo 2002, Gazzetta Ufficiale dellaRepubblica Italiana, 12-3-2002, Serie Genera-le, n. 60.
[31] D.L. 7 marzo 2002 n.22, Gazzetta Ufficialedella Repubblica Italiana, 8-3-2002, SerieGenerale, n. 57.
[32] Carbone Informazioni, 12 ottobre 2002, n. 28,p. 110.