102
Introduction Basic Knowledge Forgings – Significance, Design, Production, Application Forgings – Significance, Design, Production, Application 1
| Date post: | 23-Oct-2015 |
| Category: |
Documents |
| Upload: | ramchandra-rao-deshpande |
| View: | 43 times |
| Download: | 2 times |

Introduction
Basic Knowledge Forgings – Significance, Design, Production, Application
Forgings – Significance, Design, Production, Application 1

Directory
30 Preface
4 - 80 Forging History
9 - 11 Production Statistics
12 - 14 Forging Materials
15 - 16 Grain-Flow
17 Tool Design and Profitability
18 - 19 Accuracy of Forged Pars
20 The most important forging processes
21 - 28 Forging Machinery
29 - 31 Automation
32 - 33 Pre-Forming
34 Ring Rolling
35 - 36 Open-die Forging
37 Special Process Hot Forging
38 Special Process Warm Forging
39 - 47 Cold Forging
48 - 52 Process Stages
53 Process Combinations
54 - 55 Tools
56 - 57 Heat Treatment
58 Surface Treatment
59 - 66 Quality Assurance and Material Testing
67 Machining Process
68 Forged parts in competition
69 - 81 Diversity of Forms
82 - 84 Applications
85 Diversity in Forging Technology
86 Optimization of Components
87 - 90 Development Chain
91 - 94 Simulation
95 Sources of Illustrations and Information
96 Imprint
97 - 101 Bibliography
102 Annex
Page number Subject
Forgings – Significance, Design, Production, Application 2
NOTE:
Please switch from standard view to
screen presentation to be able to
activate and use the links.

Preface
Dear Readers,
Ladies and Gentlemen,
This presentation of the forging industry is designed to offer you an easily comprehensible insight into the highly interesting
and, for the economy, tremendously important world of hot and cold forging.
Even in the age of the Blackberry, IP-TV, Web 2.0 and all of the other colourful accomplishments that our modern world of the
media presents us with every day, machine engineering and plant construction – which is dependent on forged components by
massive forming – is and will remain one of the most important pillars of our present-day prosperity. Without high-strength,
forged metal components, the economic and technical development that we have experienced over the last hundred years
would not have been possible. Electricity and mobility in the form of motorised vehicles of all kinds are just two of the
multifarious fields of application for modern forged parts.
And also in the future, this technology will be used to an ever increasing extent:
Thanks to worldwide economic growth in recent years, the export of forged parts from Germany to all parts of the world has
been steadily increasing. Furthermore, the need to reduce CO2 emissions will also boost the demand for hot and cold forged
parts. The use of renewable energy by way of wind and hydroelectric power plants, economical combustion engines with high
combustion efficiency and low frictional losses, as well as efficient dual clutch transmissions are merely a few of the many
examples of environment protection which would be impossible without forged components. To enable the development and
application of these often very complex and, technically speaking, highly demanding components, an increasing use of cutting
edge computer technology and simulation software is being made in this branch of the industry.
This presentation “Basic Knowledge: Forgings – Significance, Design, Production, Application” is an “open” PowerPoint File.
This means that it is possible for you to take elements from it for teaching purposes for your own presentation. By using the
search function in PowerPoint, you are able to find the terms you need from the presentation in a few seconds. Besides the
clear, summarised texts on the individual pages, many pages also show more detailed, full text descriptions that will provide
you with further background information. Via directory you are able to switch within the subjects.
Hagen, 01/04/2011
Dr. Stefan Witt
Chairman of the Board
Industrieverband Massivumformung e. V.
German Association of the Forging Industry
Forgings – Significance, Design, Production, Application 3
Back to directory >>

The art of forging is already 6000 years old
Sketch from the pictures in the grave of Rechmiré, vizir in the
18th Dynasty (ca. 1450 BC)
Forging is one of mankind's
oldest technological processes.
In 4000 BC metals were already
being worked by smiths
The first copper-alloys appeared
around 2500 BC - we call this the
Bronze Age
Forgings – Significance, Design, Production, Application 4
Back to directory >>

Forging through the ages I
Mediaeval smelting furnace with accompanying smithy. The furnace
and the smith's fire both used charcoal as fuel in those days.
Between 700 and 500 BC iron
replaced bronze.
The smelting of the iron ore and
the forging process were one
unit until the 13th or 14th
centuries.
Forgings – Significance, Design, Production, Application 5
Back to directory >>

Water and steam replace muscle power
Steam hammer "Fritz" in Essen (ca.1860) Water-powered iron hammer (ca. 1780)
Forgings – Significance, Design, Production, Application 6
Back to directory >>

The start of drop forging
View of the production area of the Schmiedag
company in Hagen (ca.1910)
Range of products of the Schöneweiss
drop-forging works (ca.1910)
The smiths of those days used hammers driven by transmission shafts to produce a wide range of
forged parts for the railways, for the car industry and for agricultural machinery
Forgings – Significance, Design, Production, Application 7
Back to directory >>

Development of forging technology
View of a production facility with a linked automated forging line
The development of drop forging
made possible:
- increasing batch sizes for the
automotive industry
- further development of and
specialization in steel types
- new technologies for tool
production
- development of new machine
types, new production
processes and combinations
of processes, and automation
Forgings – Significance, Design, Production, Application 8
Back to directory >>
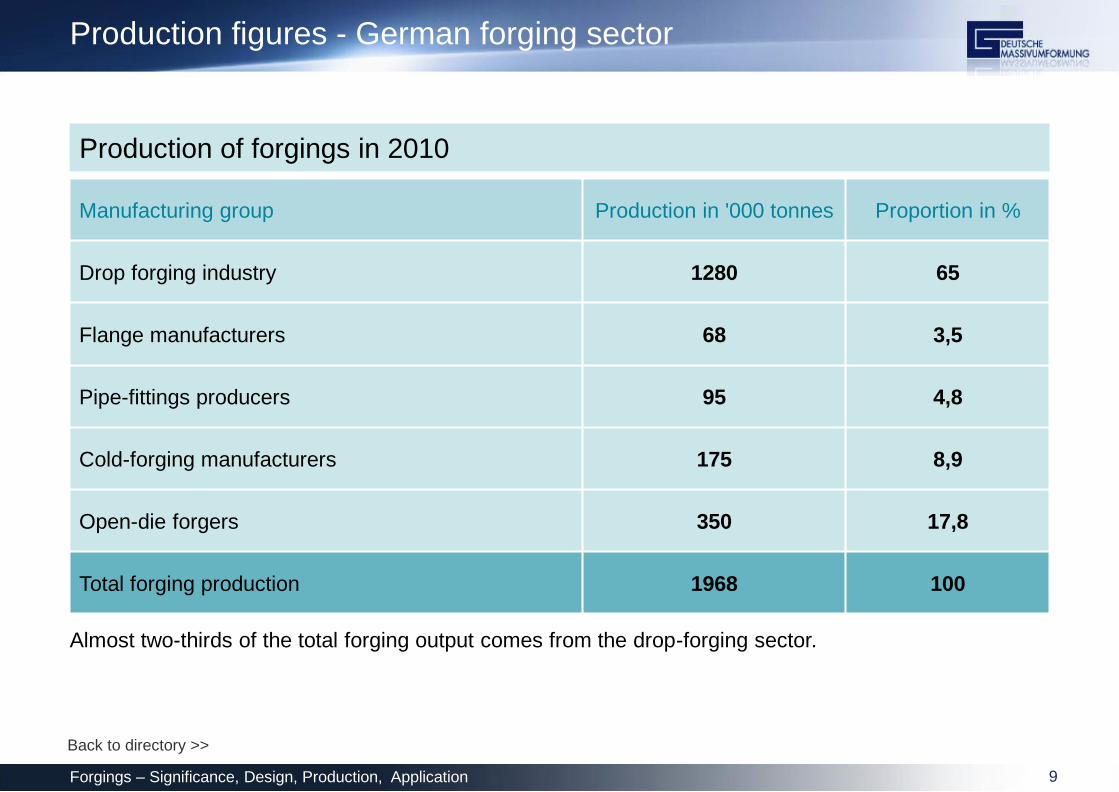
Production figures - German forging sector
Manufacturing group Production in '000 tonnes Proportion in %
Drop forging industry 1280 65
Flange manufacturers 68 3,5
Pipe-fittings producers 95 4,8
Cold-forging manufacturers 175 8,9
Open-die forgers 350 17,8
Total forging production 1968 100
Production of forgings in 2010
Almost two-thirds of the total forging output comes from the drop-forging sector.
Forgings – Significance, Design, Production, Application 9
Back to directory >>
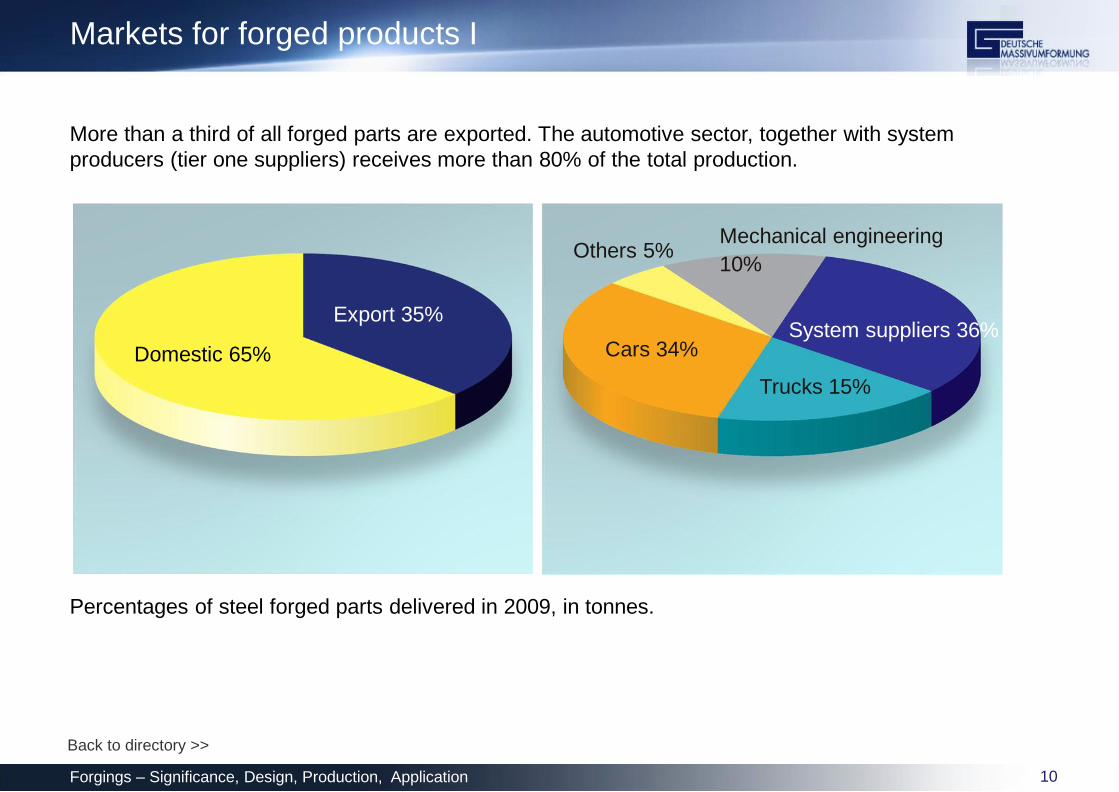
Markets for forged products I
Percentages of steel forged parts delivered in 2009, in tonnes.
More than a third of all forged parts are exported. The automotive sector, together with system
producers (tier one suppliers) receives more than 80% of the total production.
Export 35%
Domestic 65% System suppliers 36%
Mechanical engineering
10%
Trucks 15%
Cars 34%
Others 5%
Forgings – Significance, Design, Production, Application 10
Back to directory >>

Current status of drop-forging technology
Germany is the number two producer world-wide. Production in 2008 was 3,000 000 tonnes.
Forgings – Significance, Design, Production, Application 11
Back to directory >>

Forgeable materials I
Forming characteristics of various material groups
Steel group Standard
Mild steels DIN EN 10222-1
DIN EN 10250-1/-2
Heat-treating steels DIN EN 10083-1/-2/-3
Case-hardening steels DIN EN 10084
Nitriding steels DIN EN 10085
Steels for flame- and
induction-hardening
DIN EN 10083-1/-2/-3
Ball- and roller-
bearing steels
DIN EN ISO 683-17
High-temperature
steels
DIN EN 10269
DIN EN 10222-1/-2
Tough-at-low-
temperature steels
DIN EN 10269
DIN EN 10222-1/-2/-3
Stainless steels DIN EN 10222-5
DIN EN 10250-1/-4
AFP-Steels DIN EN 10267
All metals and metal alloys, with very few exceptions, are suitable for forging. There is a range of more
than 2,500 types of steel from which to choose to achieve the most economical production process.
Forgings – Significance, Design, Production, Application 12
Back to directory >>
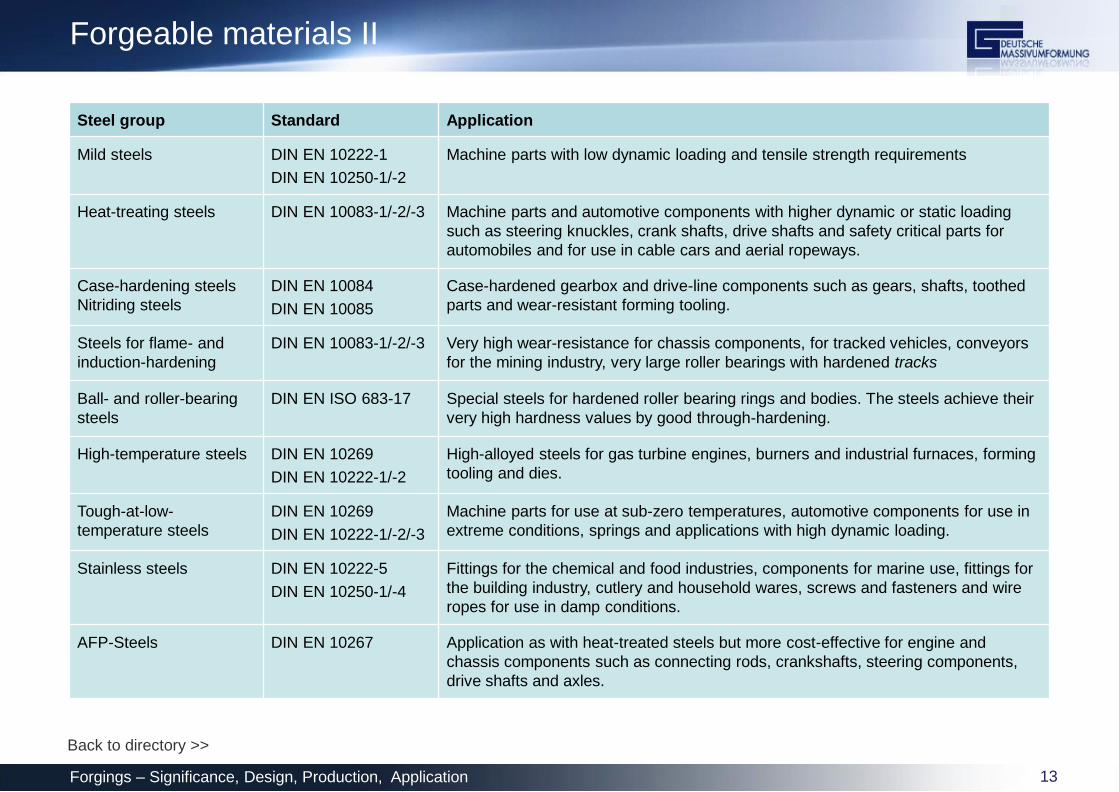
Forgeable materials II
Steel group Standard Application
Mild steels DIN EN 10222-1
DIN EN 10250-1/-2
Machine parts with low dynamic loading and tensile strength requirements
Heat-treating steels DIN EN 10083-1/-2/-3 Machine parts and automotive components with higher dynamic or static loading
such as steering knuckles, crank shafts, drive shafts and safety critical parts for
automobiles and for use in cable cars and aerial ropeways.
Case-hardening steels
Nitriding steels
DIN EN 10084
DIN EN 10085
Case-hardened gearbox and drive-line components such as gears, shafts, toothed
parts and wear-resistant forming tooling.
Steels for flame- and
induction-hardening
DIN EN 10083-1/-2/-3 Very high wear-resistance for chassis components, for tracked vehicles, conveyors
for the mining industry, very large roller bearings with hardened tracks
Ball- and roller-bearing
steels
DIN EN ISO 683-17 Special steels for hardened roller bearing rings and bodies. The steels achieve their
very high hardness values by good through-hardening.
High-temperature steels DIN EN 10269
DIN EN 10222-1/-2
High-alloyed steels for gas turbine engines, burners and industrial furnaces, forming
tooling and dies.
Tough-at-low-
temperature steels
DIN EN 10269
DIN EN 10222-1/-2/-3
Machine parts for use at sub-zero temperatures, automotive components for use in
extreme conditions, springs and applications with high dynamic loading.
Stainless steels DIN EN 10222-5
DIN EN 10250-1/-4
Fittings for the chemical and food industries, components for marine use, fittings for
the building industry, cutlery and household wares, screws and fasteners and wire
ropes for use in damp conditions.
AFP-Steels DIN EN 10267 Application as with heat-treated steels but more cost-effective for engine and
chassis components such as connecting rods, crankshafts, steering components,
drive shafts and axles.
Forgings – Significance, Design, Production, Application 13
Back to directory >>

Forgeable materials III
Medical components
(Hip joints) in titanium
For special applications, materials such as titanium, aluminium, nickel alloys and AFP-steels are also
forged.
Front-wheel swing
bearing
Heat-resistant turbine
blades in nickel alloys
Connecting rods for
truck engines in AFP
steel (precipitation
hardening ferritic-perlitic
steel)
Forgings – Significance, Design, Production, Application 14
Back to directory >>

Grain-flow I
Optimal grain-flow increases the dynamic strength of the component
Grain-flow takes place during rolling through the longitudinal alignment of segregations in the steel. In
an optimal forming process, this grain-flow is retained and runs parallel to the surface of the
component.
Four cylinder crankshaft with counterweights
Forgings – Significance, Design, Production, Application 15
Back to directory >>

Grain-flow II
Automobile gearbox shaft cold
formed in two stages
The grain-flow (with the segregated core of the raw material) runs from left to right through the
component. Grain-flow breaking out of the side would result in an undesirable stress-raising notch
effect.
The gear profile is milled in the two collars. In the area of the
teeth, the grain-flow is perpendicular to the direction of the load
Forgings – Significance, Design, Production, Application 16
Back to directory >>

Tool design and profitability
Dependence of the costs of forgings and of finished parts on the quantity
produced
The required quantities
and batch sizes
determine the form of
the tooling and the most
economical production
process to use.
Expensive tooling and/or
several pre-forming
tools are easier to justify
for high quantities. The
production costs can be
lowered by process
optimization and
automation. The total
costs can also be
lowered by reducing the
amount of machining
required.
Small quantity
Low degree of
adaptation to the
finished form
Medium quantity
Moderate degree of
adaptation to the
finished form
High quantity
High degree of
adaptation to the
finished form
Finished part
As-forged
part
Machining
Production
Material
Tooling
Costs
Machining
Production
Material
Tooling
Machining
Production
Material
Tooling
Finished part
As-forged
part
Finished part
As-forged
part
Forgings – Significance, Design, Production, Application 17
Back to directory >>
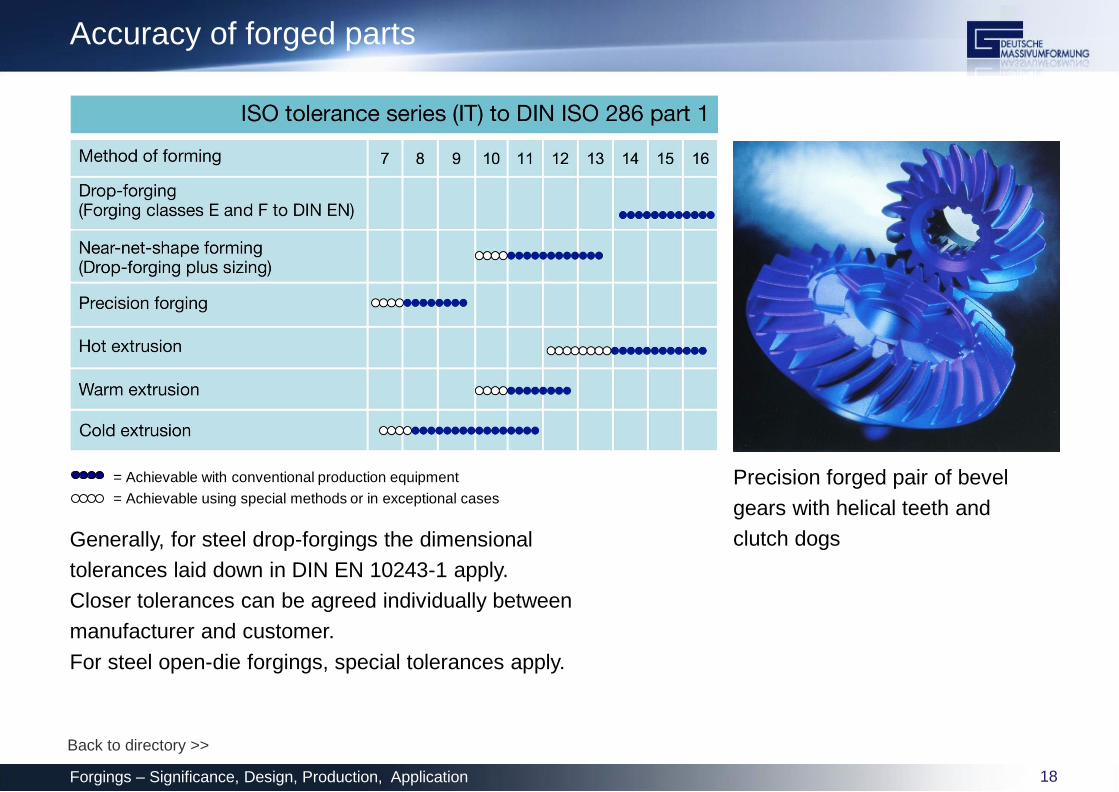
Accuracy of forged parts
Generally, for steel drop-forgings the dimensional
tolerances laid down in DIN EN 10243-1 apply.
Closer tolerances can be agreed individually between
manufacturer and customer.
For steel open-die forgings, special tolerances apply.
Precision forged pair of bevel
gears with helical teeth and
clutch dogs
= Achievable with conventional production equipment
= Achievable using special methods or in exceptional cases
Forgings – Significance, Design, Production, Application 18
Back to directory >>
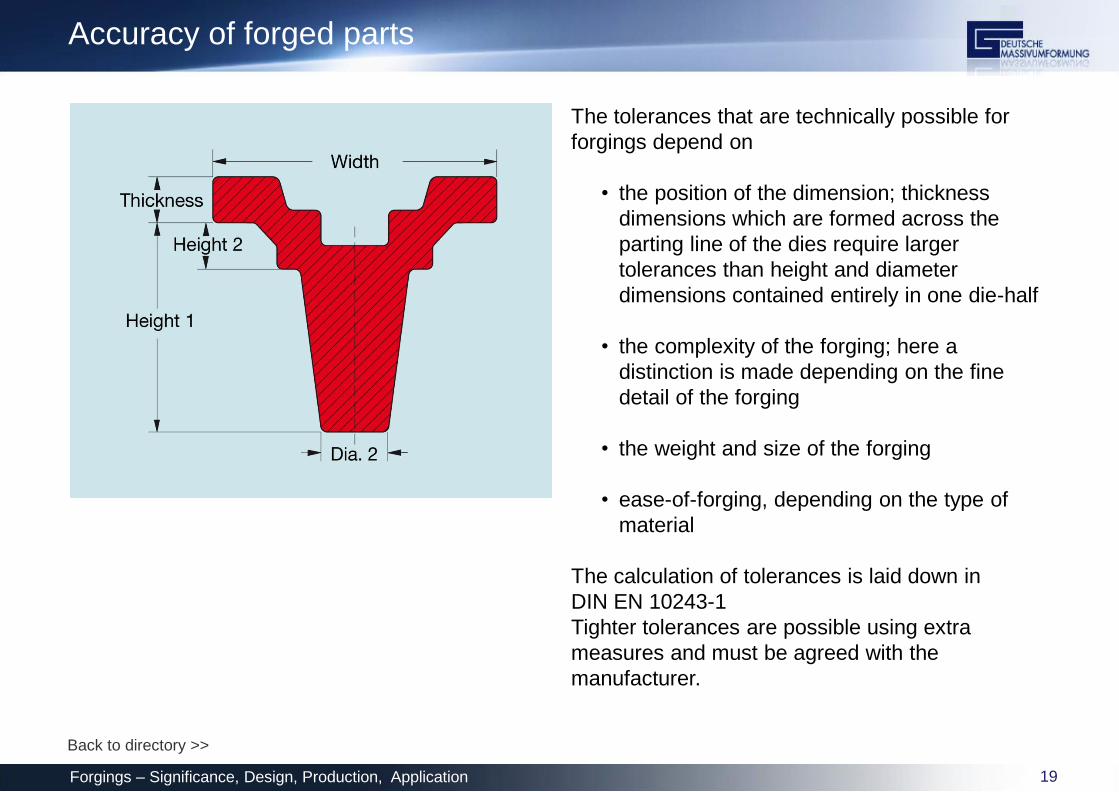
The tolerances that are technically possible for
forgings depend on
• the position of the dimension; thickness
dimensions which are formed across the
parting line of the dies require larger
tolerances than height and diameter
dimensions contained entirely in one die-half
• the complexity of the forging; here a
distinction is made depending on the fine
detail of the forging
• the weight and size of the forging
• ease-of-forging, depending on the type of
material
The calculation of tolerances is laid down in
DIN EN 10243-1
Tighter tolerances are possible using extra
measures and must be agreed with the
manufacturer.
Accuracy of forged parts
Forgings – Significance, Design, Production, Application 19
Back to directory >>

The most important forging processes
All hot-forming processes take place at around 1,200C
Five main methods are used
in forging:
- Drop-forging
- Upsetting
- Extrusion
- Open-die forging
- Ring rolling
Drop-forging Upsetting
Extrusion Open-die forging Ring rolling
Upper die
Punch
Workpiece
Gripper jaws
Upsetting punch
Workpiece
Die
Workpiece
Lower die
Ejector
Saddle
Workpiece
Saddle
Workpiece
Axial rolls Mandrel
Main roll
Forgings – Significance, Design, Production, Application 20
Back to directory >>
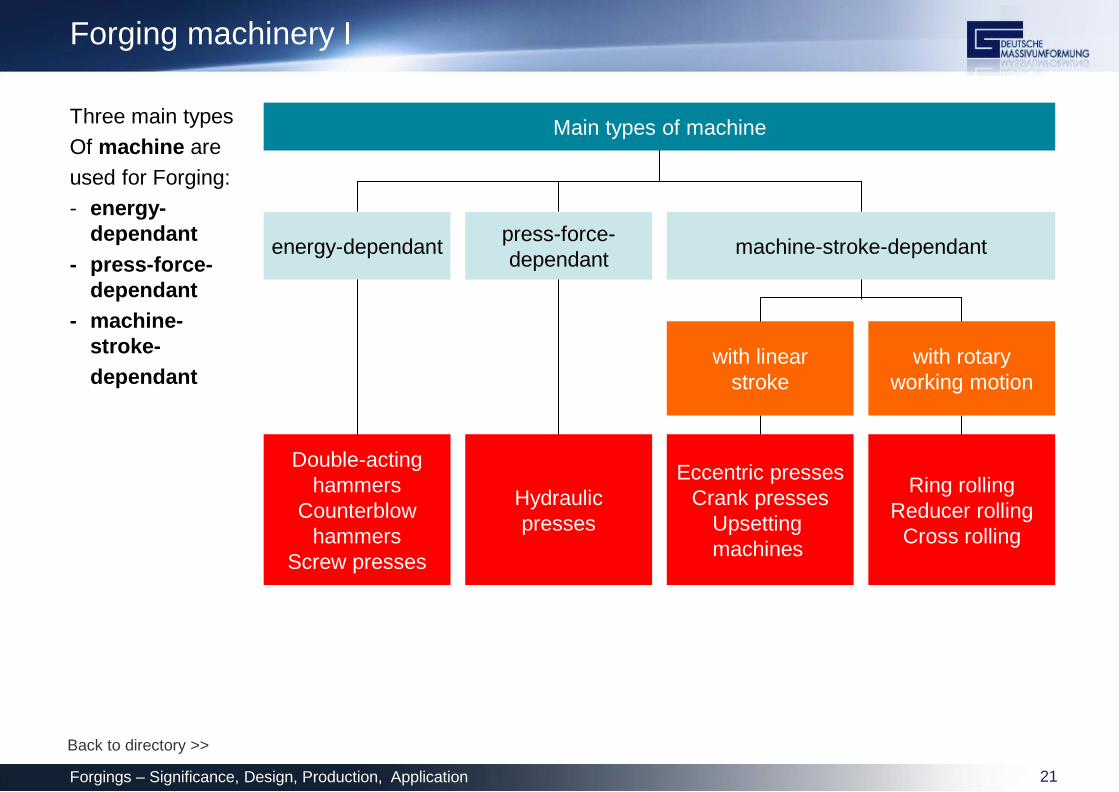
Forging machinery I
Main types of machine
energy-dependant press-force-
dependant machine-stroke-dependant
with linear
stroke
with rotary
working motion
Double-acting
hammers
Counterblow
hammers
Screw presses
Hydraulic
presses
Eccentric presses
Crank presses
Upsetting
machines
Ring rolling
Reducer rolling
Cross rolling
Three main types
Of machine are
used for Forging:
- energy-
dependant
- press-force-
dependant
- machine-
stroke-
dependant
Forgings – Significance, Design, Production, Application 21
Back to directory >>

Forging machinery II
energy-dependant press-force-dependant machine-stroke-dependant
Presses
The machine types are shown depicting the limiting conditions at the end of the working stroke. Each
machine type has its advantages and disadvantages and is specially chosen depending on the part to
be produced.
Forgings – Significance, Design, Production, Application 22
Back to directory >>

Hammers for drop forging I
The double-acting hammer
(energy-dependant) is hydraulically
or pneumatically driven.
To dampen the vibrations, the
hammer is mounted on spring
elements
Power unit
Ram
Upper die
Lower die
Anvil block
Vibration damper
elements
1
2
3
4
5
6
6
1
2
3
4
5
Forgings – Significance, Design, Production, Application 23
Back to directory >>

Hammers for drop forging II
The counterblow hammer is driven
pneumatically – ideal for large
pieceweights
The counter movements of the ram
reduce vibrations
Drive
Ram
Upper die
Hammer frame
Lower die
Lower ram
Hydraulic ram
clutch
1
2
3
4
5
6
7
1
2
3
4
5
6
7
Forgings – Significance, Design, Production, Application 24
Back to directory >>
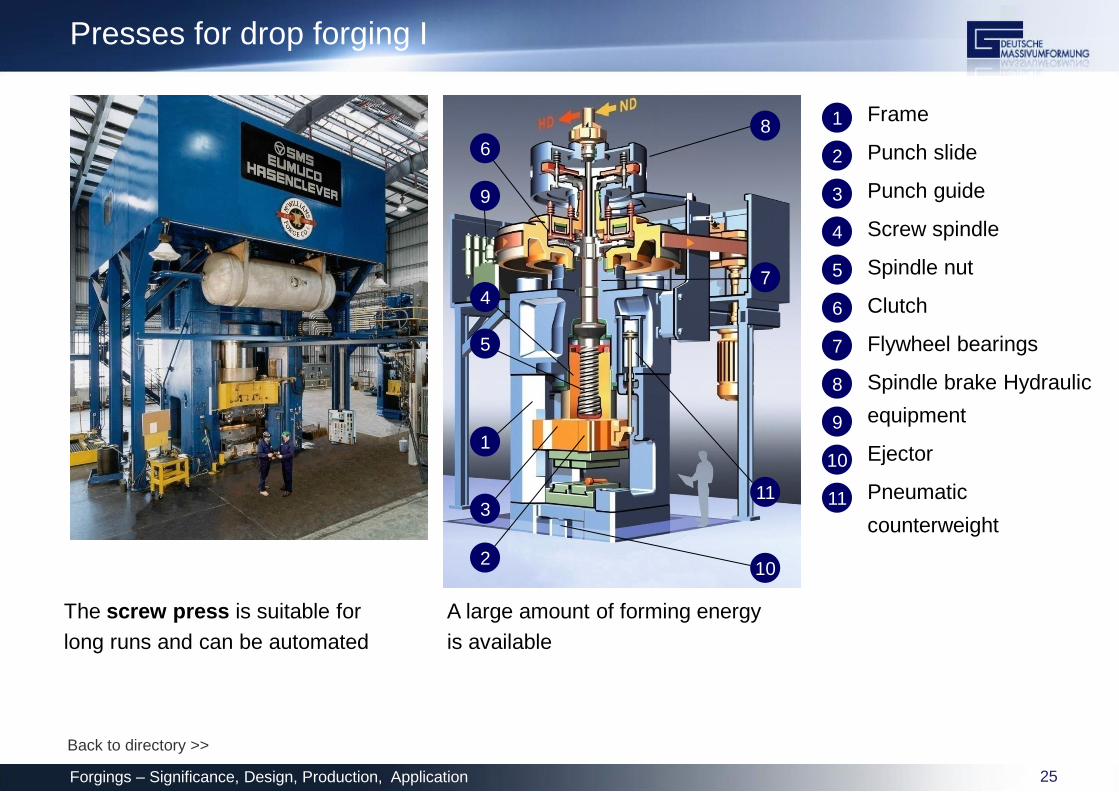
Presses for drop forging I
The screw press is suitable for
long runs and can be automated
A large amount of forming energy
is available
Frame
Punch slide
Punch guide
Screw spindle
Spindle nut
Clutch
Flywheel bearings
Spindle brake Hydraulic
equipment
Ejector
Pneumatic
counterweight
1
2
3
4
5
6
7
8
9
10
11
1
2
3
4
5
6
9
7
8
10
11
Forgings – Significance, Design, Production, Application 25
Back to directory >>
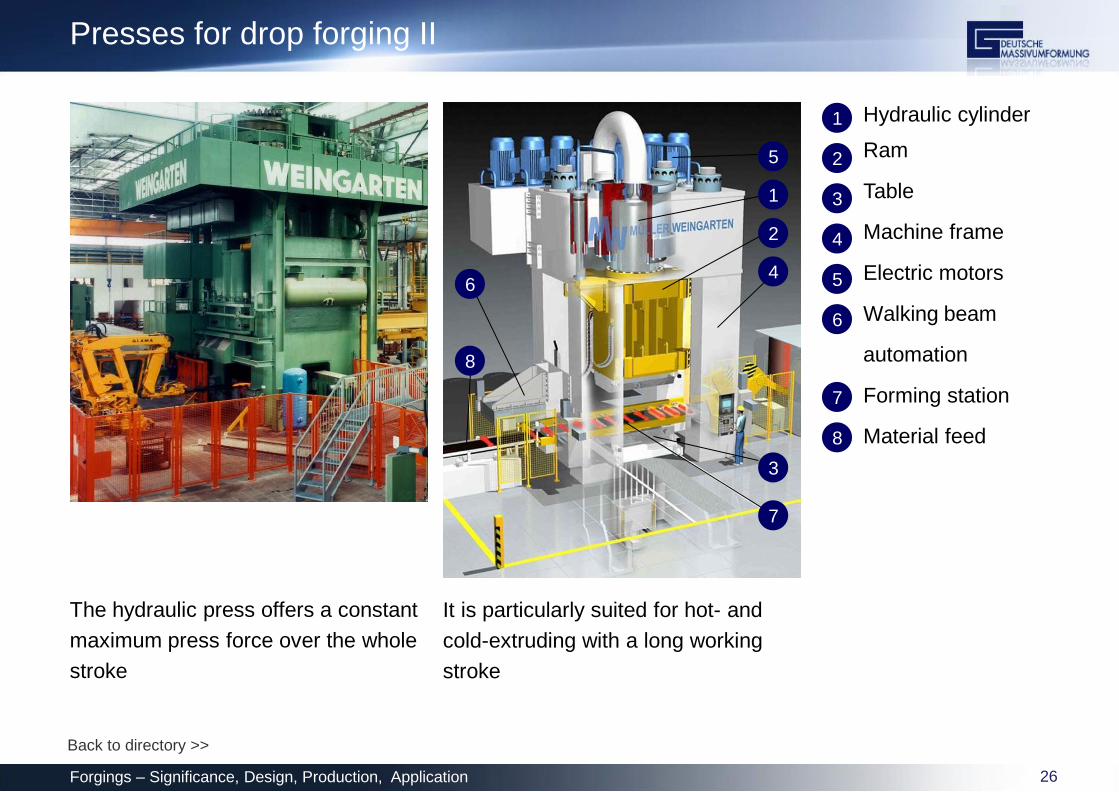
Presses for drop forging II
The hydraulic press offers a constant
maximum press force over the whole
stroke
It is particularly suited for hot- and
cold-extruding with a long working
stroke
Hydraulic cylinder
Ram
Table
Machine frame
Electric motors
Walking beam
automation
Forming station
Material feed
1
2
3
4
5
6
7
8
5
1
2
4
3
7
6
8
Forgings – Significance, Design, Production, Application 26
Back to directory >>

Presses for drop forging III
The eccentric press is machine stroke
dependant and readily automated at high
rates of production (strokes per minute)
Frame
Ram
Connecting rod
Ram guide
Clutch and brake system
Counterweight
Ram adjustment
Reduction gearbox
Double-helical gearing
Upper and lower ejector
1
2
3
4
5
6
7
8
9
10
8
1
5
9
6
3
7
2
4 10
Forgings – Significance, Design, Production, Application 27
Back to directory >>

Presses for drop forging IV
The wedge press is tip-resistant and is
ideal for off-centre forging Frame
Ram
Wedge
Ram guide
Clutch and brake system
Counterweight
Ram adjustment
Reduction gearbox
Double-helical gearing
Upper ejector
1
2
3
4
5
6
7
8
9
10
8
6
7
2
4 3
1
5
10
9
Forgings – Significance, Design, Production, Application 28
Back to directory >>

Automation of important forging equipment
Walking beam system Tongs arm system
Feed gripper
Transport grippers
Lower die
Tongs arms
Tongs slide
System drive unit
Transverse slide
Press framer
Feed gripper
Power unit
Transport
grippers
Walking beam unit
Press frame
Lower die
1
2
3
4
5
6
7
8
1
2
3
4
5
6
1
2
4
3
8
5
6 7
Forgings – Significance, Design, Production, Application 29
Back to directory >>

Automated multi-die hot-forging presses
Automatic multi-die hot-forging press with
inductive pre-heating equipment
Tool area of a multi-die hot forging press with
four dies
Multi-die presses for hot forging (e.g. Hatebur) are fully automatic in operation.
The speed is continuously variable and large numbers of pieces can be produced
Forgings – Significance, Design, Production, Application 30
Back to directory >>

Automated production line
A series of eccentric presses linked to form a production line using robots – the operator is keeping an
eye on the whole process
Forgings – Significance, Design, Production, Application 31
Back to directory >>
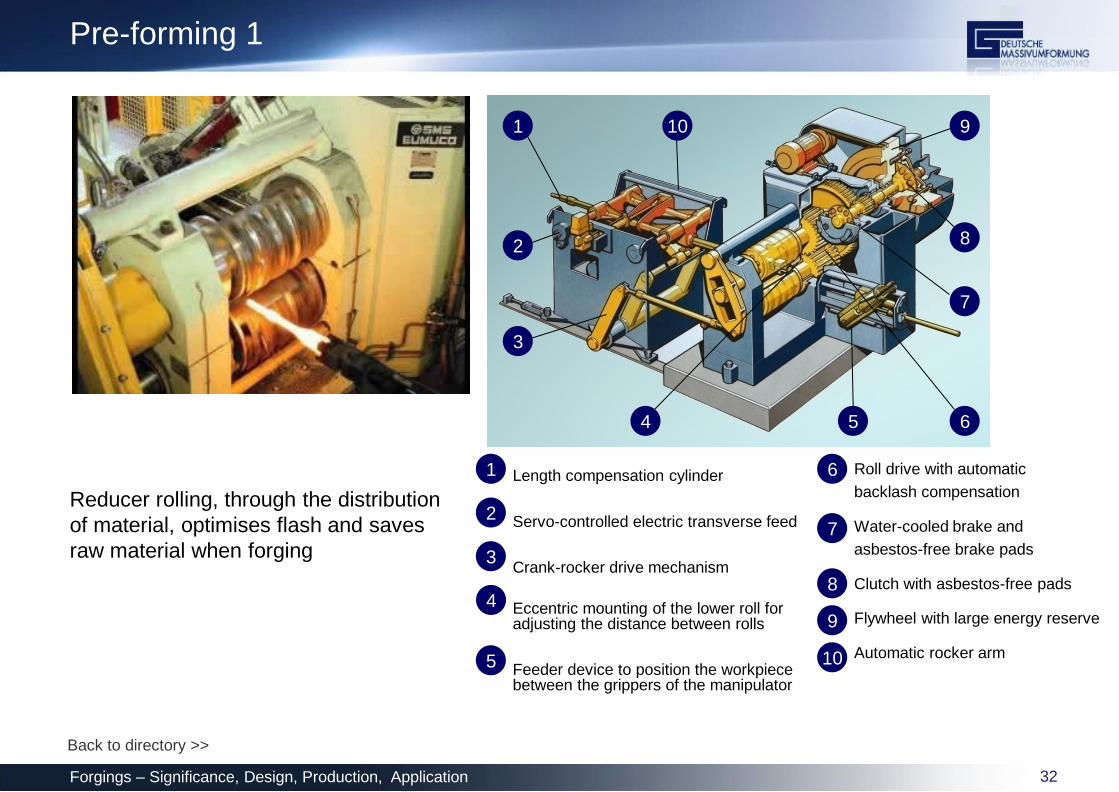
Pre-forming 1
Reducer rolling, through the distribution
of material, optimises flash and saves
raw material when forging
Roll drive with automatic backlash compensation Water-cooled brake and asbestos-free brake pads Clutch with asbestos-free pads Flywheel with large energy reserve Automatic rocker arm
Length compensation cylinder Servo-controlled electric transverse feed Crank-rocker drive mechanism
Eccentric mounting of the lower roll for adjusting the distance between rolls Feeder device to position the workpiece between the grippers of the manipulator
1
2
3
4
5
6
7
8
9
10
1
2
3
4
10 9
8
7
6 5
Forgings – Significance, Design, Production, Application 32
Back to directory >>

Pre-forming 2
Cross-wedge rolling is suitable for parts with a
circular cross-section and is used to distribute
material in one production step. For simple
shafts it can be suitable for the production of
finished parts.
Roll segments
Work rest
Machine frame
Electric motors
1
2
3
4
1
2
3
4
Forgings – Significance, Design, Production, Application 33
Back to directory >>
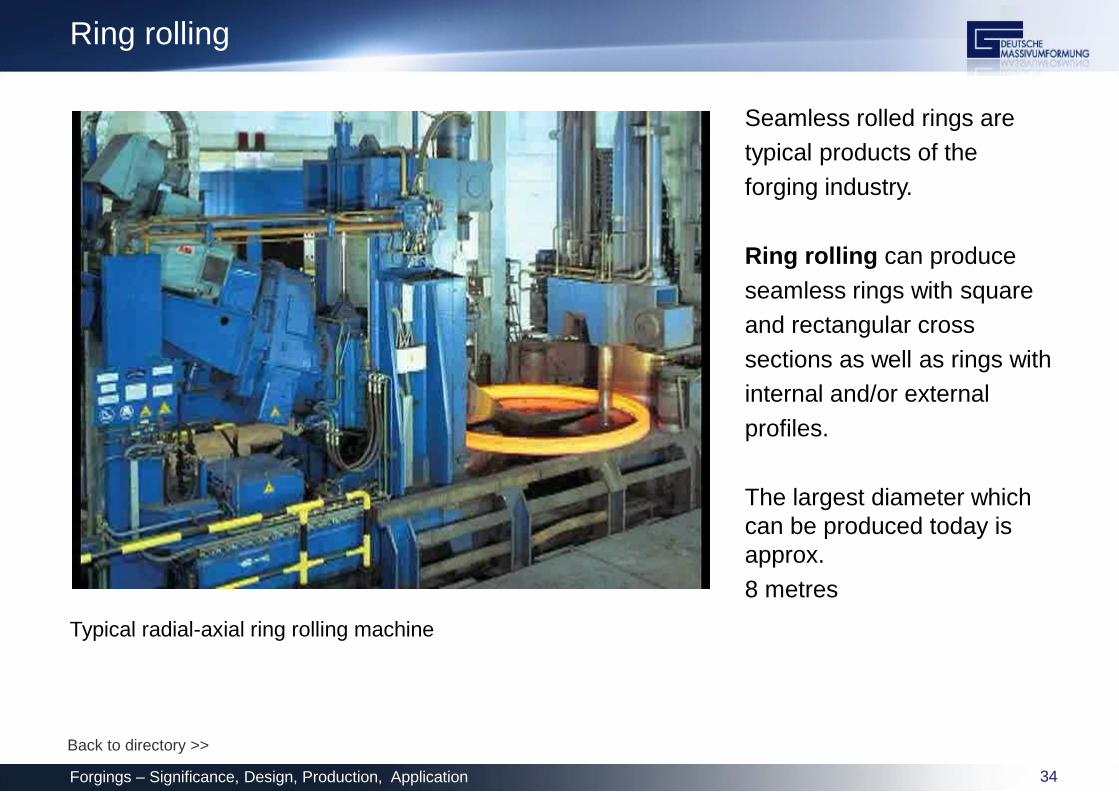
Ring rolling
Typical radial-axial ring rolling machine
Seamless rolled rings are
typical products of the
forging industry.
Ring rolling can produce
seamless rings with square
and rectangular cross
sections as well as rings with
internal and/or external
profiles.
The largest diameter which
can be produced today is
approx.
8 metres
Forgings – Significance, Design, Production, Application 34
Back to directory >>
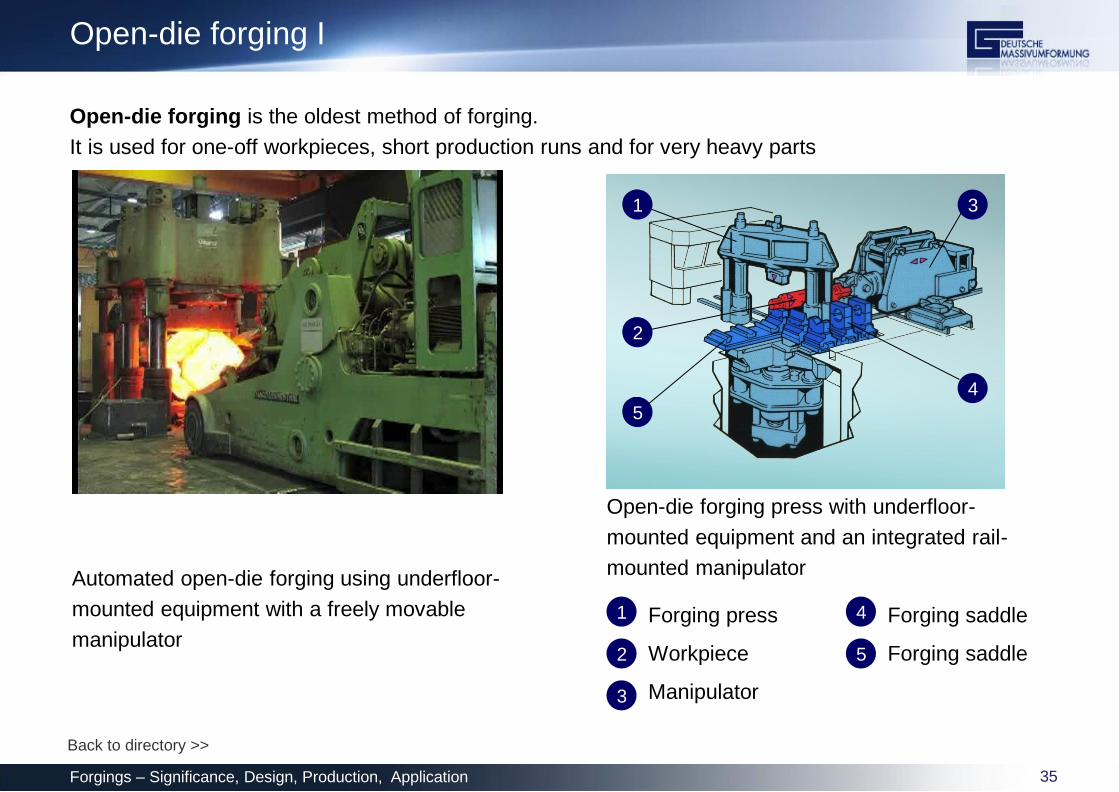
Open-die forging I
Open-die forging press with underfloor-
mounted equipment and an integrated rail-
mounted manipulator Automated open-die forging using underfloor-
mounted equipment with a freely movable
manipulator
Open-die forging is the oldest method of forging.
It is used for one-off workpieces, short production runs and for very heavy parts
Forging saddle
Forging saddle
Forging press
Workpiece
Manipulator
1
2
3
4
5
1
2
5
3
4
Forgings – Significance, Design, Production, Application 35
Back to directory >>
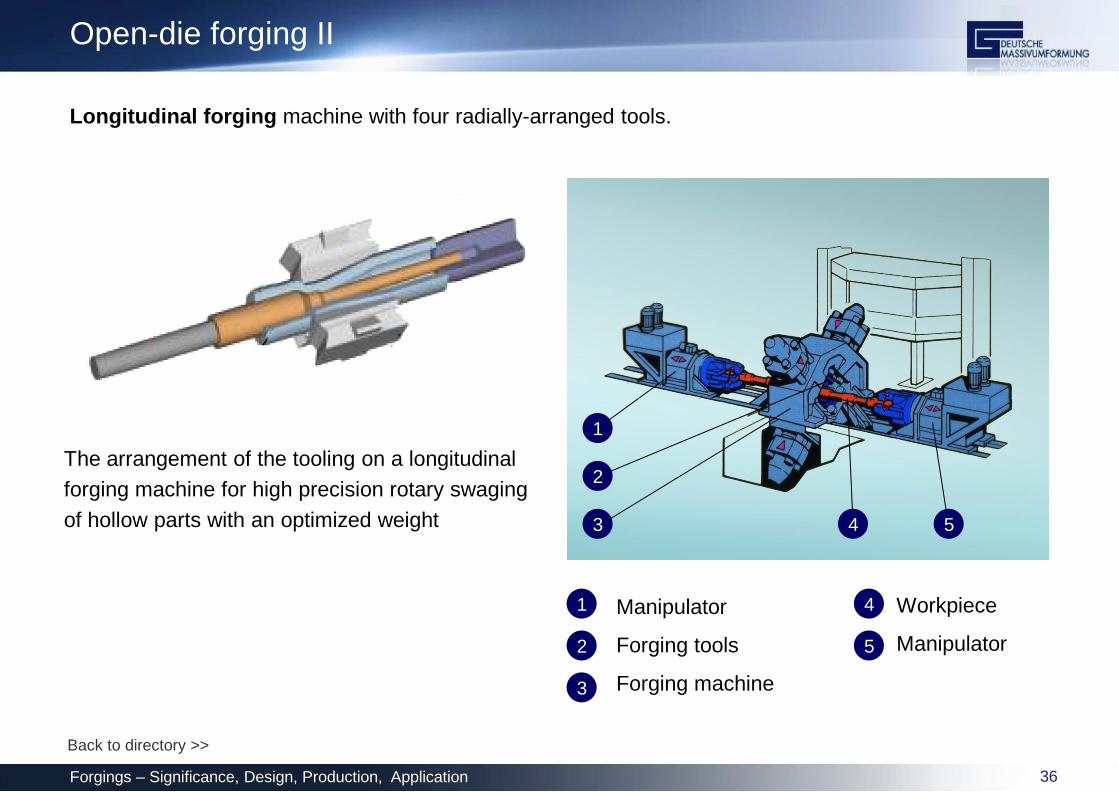
Open-die forging II
Longitudinal forging machine with four radially-arranged tools.
Manipulator
Forging tools
Forging machine
Workpiece
Manipulator
The arrangement of the tooling on a longitudinal
forging machine for high precision rotary swaging
of hollow parts with an optimized weight
1
2
3
4
5
1
2
3 4 5
Forgings – Significance, Design, Production, Application 36
Back to directory >>

Special forging processes
Die rolling
Cross-rolling Wobble forging Swaging
These special processes are
largely used for the mass
production of families of similarly
shaped parts
Electric upsetting
Contact electrode
Hydraulic cylinder
Workpiece
Upper tool
Lower die
Workpiece
Roll segment Base tool
Roll segment
Workpiece
Lower die
Workpiece
Upper die
Wobble bell
Workpiece
Tool segment
Tool segment
Anvil plate
Base tool Tool segment
Forgings – Significance, Design, Production, Application 37
Back to directory >>

Special process warm forging
Shaft for a tripod CV-joint manufactured
using a combination of warm forging
and cold sizing.
A drive shaft component manufactured using a
combination of warm forging and cold sizing.
As-forged part on the left, finished part on the right
Forgings – Significance, Design, Production, Application 38
Back to directory >>

Cold Forging
Definition:
Cold forging = no heating of the workpieces and/or forming starts at room temperature.
Most producing companies are medium-sized companies.
up to 49 employees
Forgings – Significance, Design, Production, Application 39
Back to directory >>
50 – 199 employees
200 – 399 employees
400 and more employees

Cold Forging
Cold forging Worldwide 2008 Cold forging Europe-wide 2008
Annual production in thousands of tons
German share
Globally: 24.6%
Annual production in thousands of tons
German share
Europe-wide: 74.7%
450
298
Forgings – Significance, Design, Production, Application 40
Back to directory >>
17
25
40
122
160
399
19
122
160
50
North America
Europe
China
Japan
Russia
Australia
India
Germany
France
UK
Spain
Rest
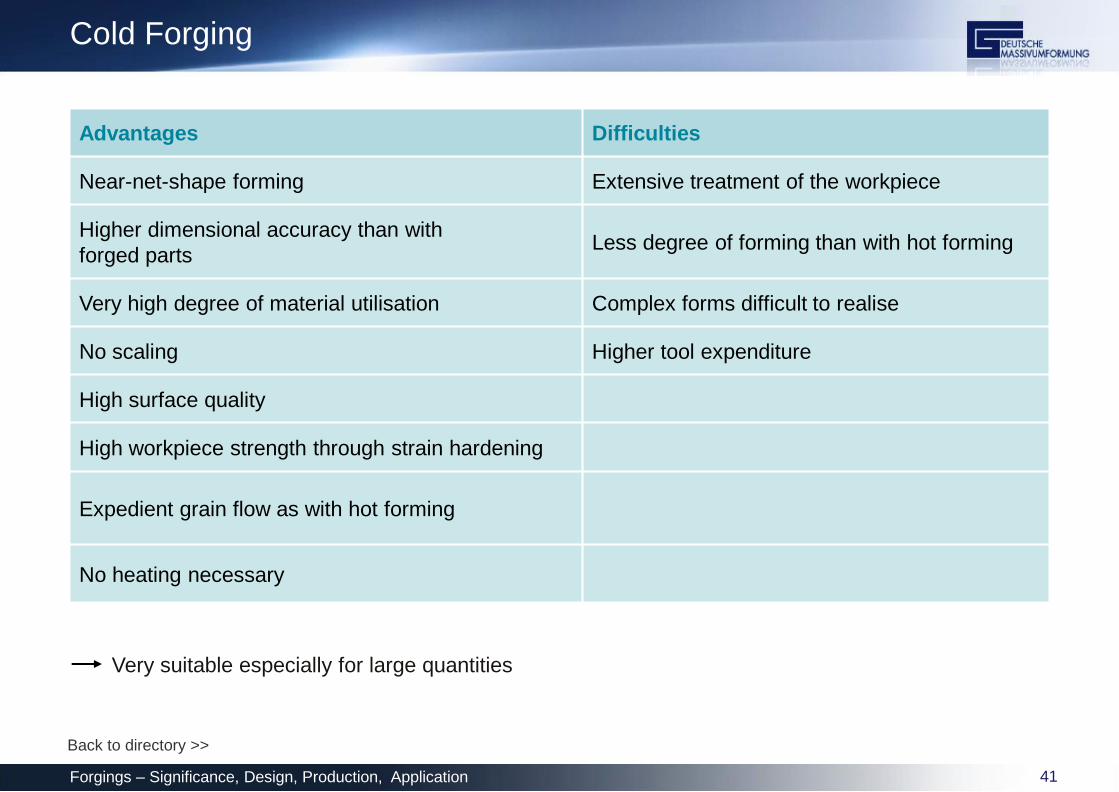
Cold Forging
Advantages Difficulties
Near-net-shape forming Extensive treatment of the workpiece
Higher dimensional accuracy than with
forged parts Less degree of forming than with hot forming
Very high degree of material utilisation Complex forms difficult to realise
No scaling Higher tool expenditure
High surface quality
High workpiece strength through strain hardening
Expedient grain flow as with hot forming
No heating necessary
Very suitable especially for large quantities
Forgings – Significance, Design, Production, Application 41
Back to directory >>
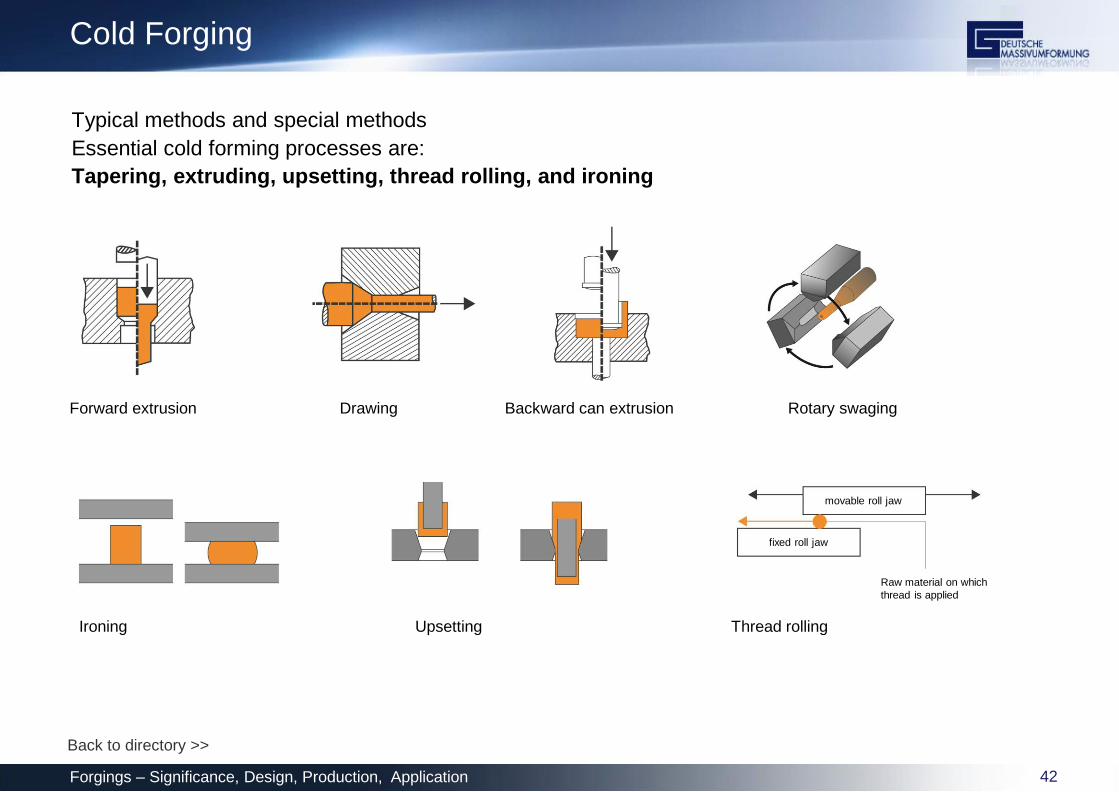
Cold Forging
Typical methods and special methods
Essential cold forming processes are:
Tapering, extruding, upsetting, thread rolling, and ironing
Thread rolling
Ironing Upsetting
Forward extrusion
Drawing Backward can extrusion Rotary swaging
movable roll jaw
fixed roll jaw
Raw material on which
thread is applied
Forgings – Significance, Design, Production, Application 42
Back to directory >>

Cold Forging
Exemplary parts
Clutch wheel (bicycle) | 18g
Drive junction (cardan shaft) |1000g
Steering fork (automotive) | 160g
Gear shaft 5000g
Shaft housing (car tie
rod) | 290g
Gearshift level (PRINZ) | 209g
Dowel screw (KAMAX) | 13g
Pinion (acrument) | 137g
Forgings – Significance, Design, Production, Application 43
Back to directory >>

Cold Forging
Special methods
Combination of hot and cold forming
• The methods to be chosen depend on the process chain
• Criterion for an expedient combination: Mere cold forming would
require at least one process annealing step
• Direct competition: hot forming and machining
Hot forging
High formability
Cold forging
High precision
Primary forming at high
temperature allows high degrees
of forming
Part-conform finished sizes and
surface qualities can be achieved
in cold state
Pinion cage
Combination of hot and cold forming
Fixed joint
Combination of semi-hot and hot
forming
Forgings – Significance, Design, Production, Application 44
Back to directory >>

Cold Forging
Materials and machines
Classic cold forming material:
Preferably non-alloyed case hardening and tempering steels with a C-content
of max. 0.5 % (alloy shares at most 5%).
Tools of a multi-stage press
www. zeller-gmelin.de
Hydraulic press
Coil
www.asia.ru
Processable types of materials:
• Steel
• Non-ferrous heavy metals
• Aluminium
• Stainless steel
Blank forming:
• Sections
• Coils
Types of presses:
Drive type:
• Mechanical presses
• Hydraulic presses
• Servomotor presses
Number of steps:
• Multi-step presses
• Single-step presses
Design:
• Horizontal
• Vertical
Forgings – Significance, Design, Production, Application 45
Back to directory >>

Cold Forging
Process chain
Pre-treatment Coating Forming Post-processing Annealing
• Coating removal
• Annealing
• Machining
• Thread rolling
• Lubricant carrier layer
(e. g.: Zink phosphate)
• Lubricant
(e. g.: soap, MoS2)
• New lubricant systems
• Shearing
• Blasting
Forming mostly takes place
in several stages
Forgings – Significance, Design, Production, Application 46
Back to directory >>
Cold Forging
Current trends and developments
• Function integration: Integration of additional functions in parts
• New, more solid materials
• Ready-to-fit parts
• Reducing the economic minimum quantity
• Phosphate-free forming / alternative lubricants
Forgings – Significance, Design, Production, Application 47
Back to directory >>

Processes prior to forging I
Depending on the hardness of the material, its cross-section and the cut-off rate required, various
cut-off systems are used for making blanks .
Sawing offers the
advantage of the greatest
precision and the largest
cross-sections, but has
higher material wastage,
longer cycle times and
higher costs.
Cold shearing has the
advantages of low material
wastage and short cycle times.
The disadvantage is that the
cross-sectional area is limited
(to max. 150mm)
Hot shearing is independent of
material hardness and is well
suited for integration into high
speed automated forging lines.
Forgings – Significance, Design, Production, Application 48
Back to directory >>

Processes prior to forging II
Inductive heating equipment
Inductive heating of cut-off blanks to a forging
temperature of approx. 1,250 C
Forgings – Significance, Design, Production, Application 49
Back to directory >>

Process stages in manufacture
Lower rough forging die Lower finish forging die Trimming tool Trimming punch
Production stages of a
drop-forged crankshaft
form left to right:
- Steel blank
- Pre-formed blank
- Rough-forged part
- Finish-forged part
- Forging and trimmed
- flash
- Crankshaft
Forgings – Significance, Design, Production, Application 50
Back to directory >>

Process steps after forging
Trimming and piercing Subsequent forming (e.g.
bending, sizing, expanding)
Flash and piercing-slugs are
removed by trimming and hole-
piercing.
Post-forging processes save
material and processing costs,
reduce the dimensional variation
and make possible undercuts.
Forging with flash
Trimming die
Trimming punch
Flash
Forging
Piercing punch
Forging with
inner flash
Piercing die
Forging
Internal flash
Forging
Forging
Forging
Arm after
bending and
sizing
Arm before
bending
Big and little
ends in as forged
condition
Before
expanding
After
expanding
Big and
little ends
punched
to size
Forgings – Significance, Design, Production, Application 51
Back to directory >>

Special process for post forming
The breaking (cracking) of the big end is carried
out by applying pressure to a splitting wedge
The pair of cracked surfaces are unique and offer
a high degree of fitting accuracy with relatively little
effort
The connecting rod big end is fractured in a defined way using a splitting wedge to give an exact fit –
this saves the sawing and milling operations. The individual fracture pattern is used to provide an exact
fit between the two surfaces.
Forgings – Significance, Design, Production, Application 52
Back to directory >>

Process combinations
Shock absorber
lugs: drop-forged
and upset
Trailer axle: drop-
forged and welded;
light-weight design with
a combination of different
materials
The use of combinations of processes enables multi-axis forming to be carried out and thus complex
geometrical forms to be manufactured
Gear wheel with
internal spline: warm-
forged and cold-sized;
very high degree of
accuracy on the flanks
of the teeth
Carrying sleeve for a
truck: drop-forged
and hot-extruded;
multistage forming
Forgings – Significance, Design, Production, Application 53
Back to directory >>

Tooling for forging
Open-die forging
Various forms of saddle
For open-die forging, saddles with various different working surfaces are used. Dies have the "negative"
form of the workpiece and can therefore only be used for specific forms
Flat saddle
Pointed saddle
Rounded saddle
Single-impression die Multiple-impression die Multi-stage die
Lower dies
Drop-forging: typical types of die
Closed die Die with several closure lines
Lower die Ejector
Upper die
Die-holder
Movable
die halves
closed
Movable
Die halves
opened
Ejector
Forging
Die-holder
Forgings – Significance, Design, Production, Application 54
Back to directory >>
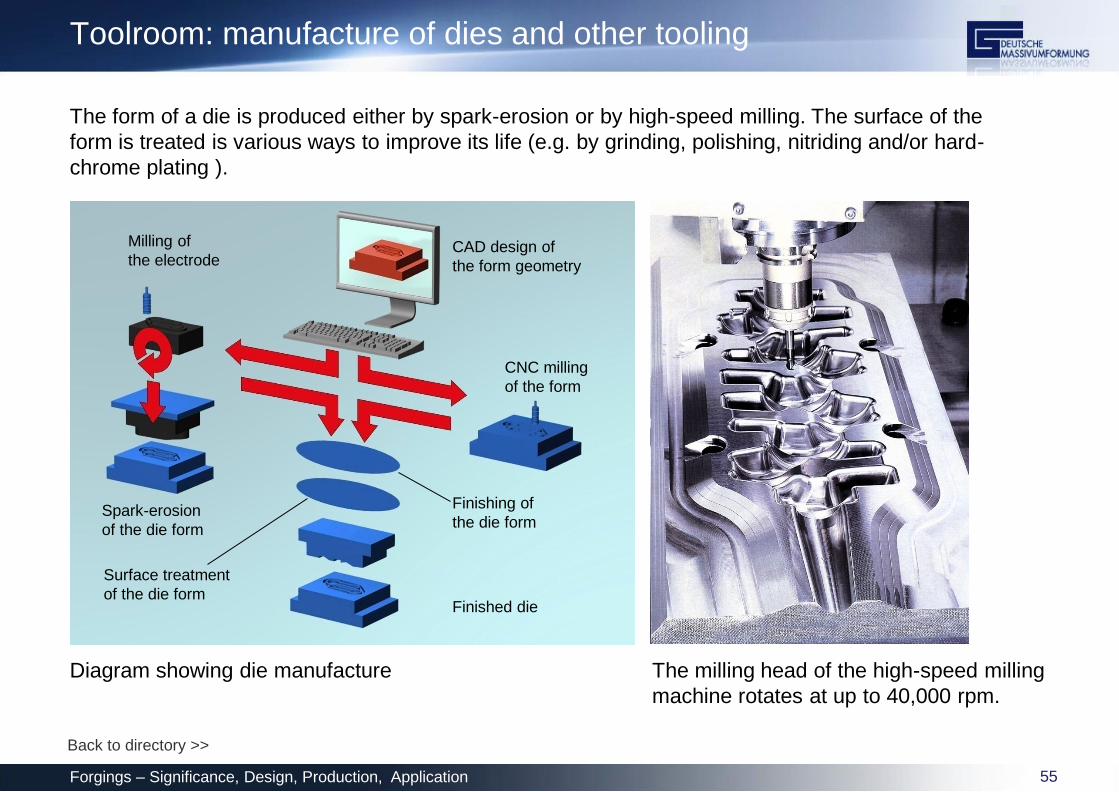
Toolroom: manufacture of dies and other tooling
Diagram showing die manufacture
The form of a die is produced either by spark-erosion or by high-speed milling. The surface of the
form is treated is various ways to improve its life (e.g. by grinding, polishing, nitriding and/or hard-
chrome plating ).
The milling head of the high-speed milling
machine rotates at up to 40,000 rpm.
CAD design of
the form geometry
CNC milling
of the form
Finishing of
the die form
Finished die
Spark-erosion
of the die form
Milling of
the electrode
Surface treatment
of the die form
Forgings – Significance, Design, Production, Application 55
Back to directory >>
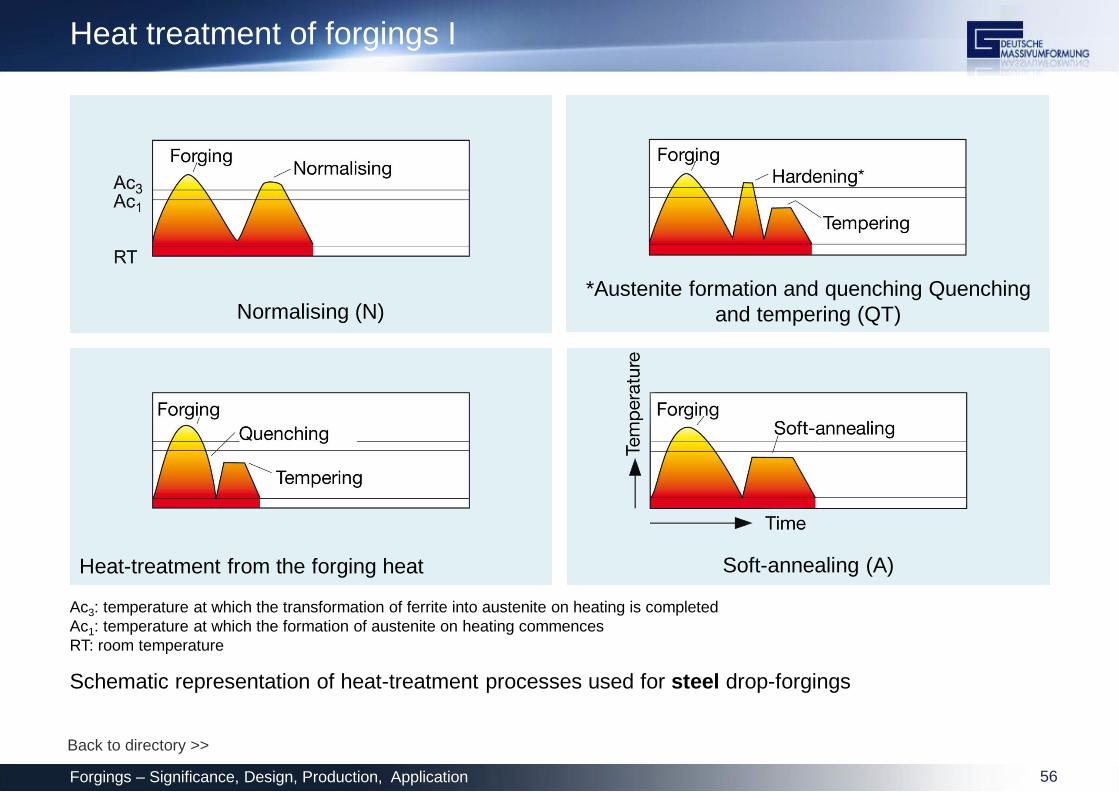
Heat treatment of forgings I
Schematic representation of heat-treatment processes used for steel drop-forgings
Ac3: temperature at which the transformation of ferrite into austenite on heating is completed
Ac1: temperature at which the formation of austenite on heating commences
RT: room temperature
Normalising (N) *Austenite formation and quenching Quenching
and tempering (QT)
Heat-treatment from the forging heat Soft-annealing (A)
Forgings – Significance, Design, Production, Application 56
Back to directory >>
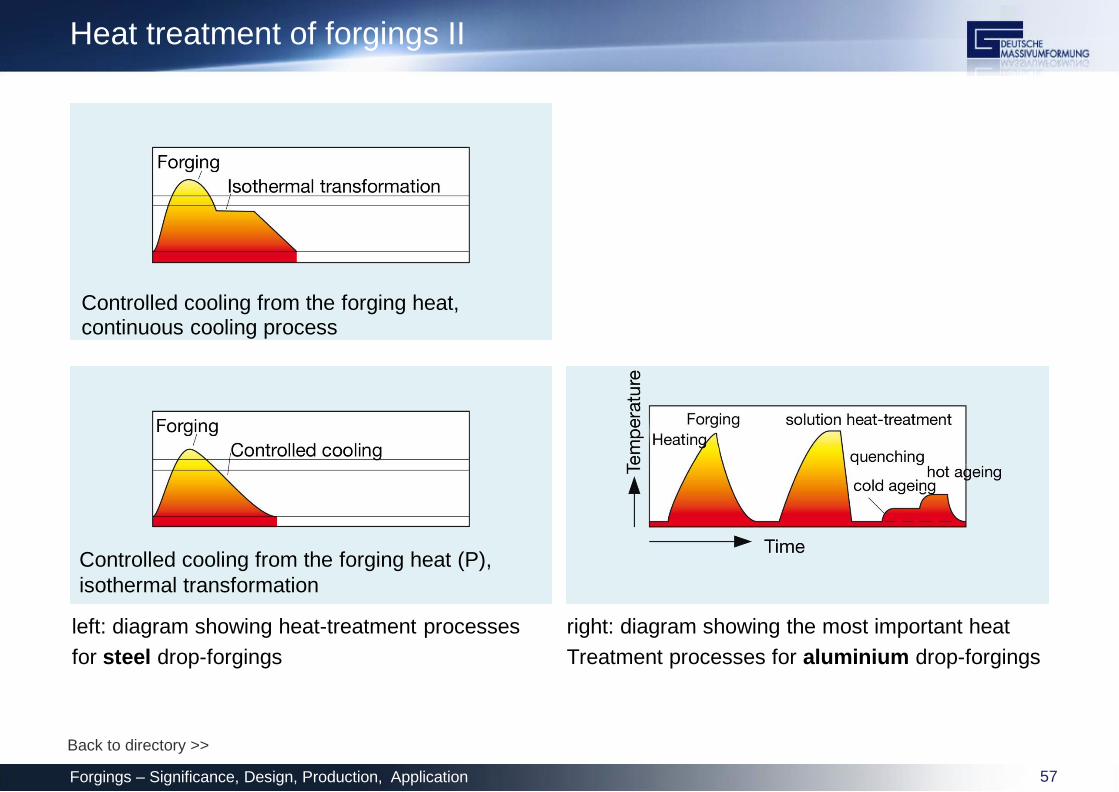
Heat treatment of forgings II
right: diagram showing the most important heat
Treatment processes for aluminium drop-forgings
Controlled cooling from the forging heat, continuous cooling process
Controlled cooling from the forging heat (P),
isothermal transformation
left: diagram showing heat-treatment processes
for steel drop-forgings
Forgings – Significance, Design, Production, Application 57
Back to directory >>
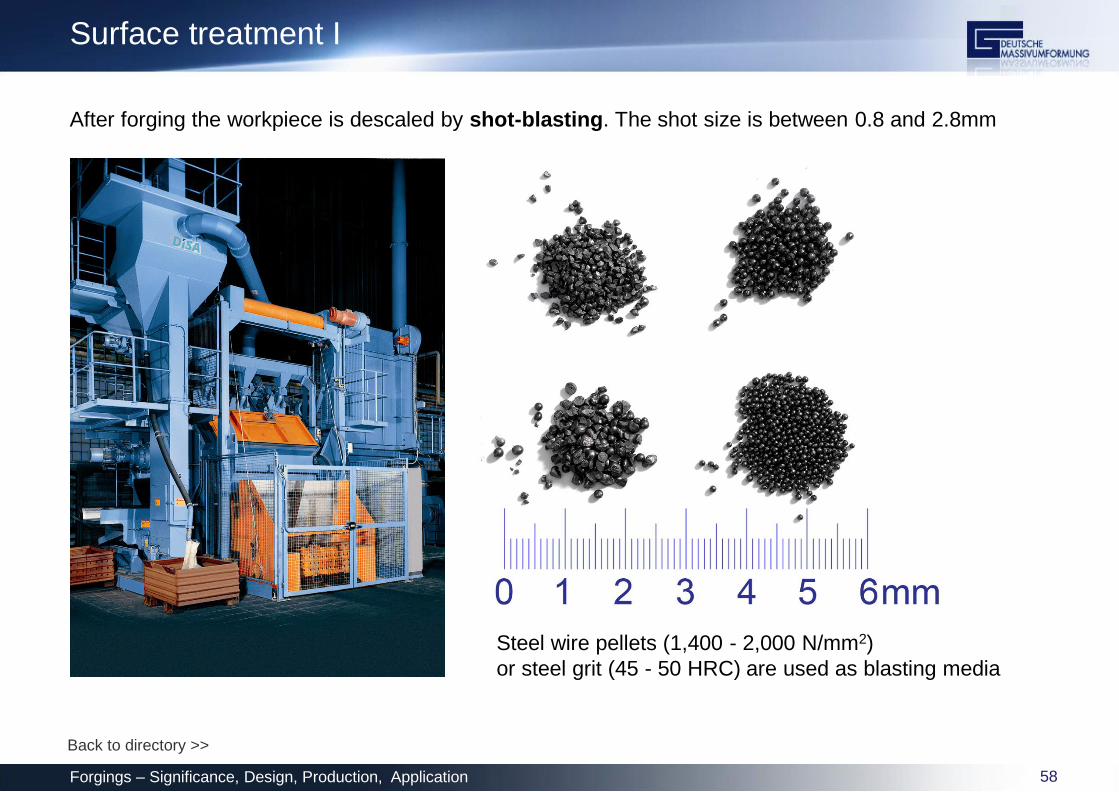
Surface treatment I
After forging the workpiece is descaled by shot-blasting. The shot size is between 0.8 and 2.8mm
Steel wire pellets (1,400 - 2,000 N/mm2)
or steel grit (45 - 50 HRC) are used as blasting media
Forgings – Significance, Design, Production, Application 58
Back to directory >>

Quality assurance for forged parts
The machine is calibrated using the yellow
workpiece (the so-called setting gauge or
reference part).
The finished workpiece is checked dimensionally using a coordinate measurement machine. The
measurements are made either on a sample basis or 100% for safety critical parts (e.g. for aircraft
components).
Diagram showing a quality control chart to
demonstrate process stability
Forgings – Significance, Design, Production, Application 59
Back to directory >>
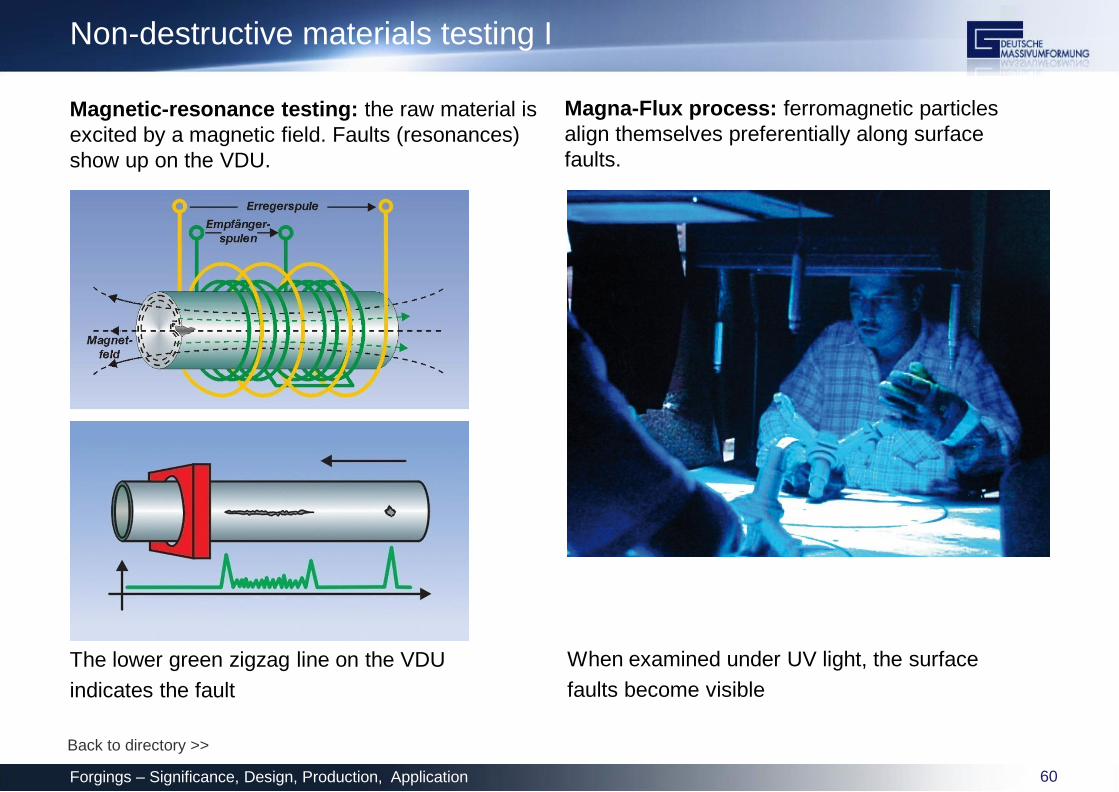
Non-destructive materials testing I
The lower green zigzag line on the VDU
indicates the fault
When examined under UV light, the surface
faults become visible
Magnetic-resonance testing: the raw material is
excited by a magnetic field. Faults (resonances)
show up on the VDU.
Magna-Flux process: ferromagnetic particles
align themselves preferentially along surface
faults.
Forgings – Significance, Design, Production, Application 60
Back to directory >>

Non-destructive materials testing II
In non-destructive testing of materials the component remains intact and can be used further. This
enables 100% testing to be carried out (e.g. for aircraft components)
Vickers hardness testing using a
pyramid and calculating the area
of indentation
Brinell hardness testing using
a sphere and measuring the
diameter of indentation (10; 5;
2.5 and 1 mm)
Rockwell hardness testing using
a cone and measurement of the
depth of indentation
Forgings – Significance, Design, Production, Application 61
Back to directory >>

Non-destructive materials testing III
Ultrasonic testing
This method is used for both magnetic and non-magnetic materials.
This material fault (chevron crack)
was caused by the material flow
being too rapid
Forgings – Significance, Design, Production, Application 62
Back to directory >>

Non-destructive materials testing IV
Ultrasonic testing VDU image
Forgings – Significance, Design, Production, Application 63
Back to directory >>

Non-destructive materials testing V
Dye-penetration testing (capillary process)
A special dye, which penetrates cracks, is applied to the workpiece. After rinsing and the subsequent
application of a developer, the cracks become visible. This process is used for testing non-magnetic
metals.
Forgings – Significance, Design, Production, Application 64
Back to directory >>
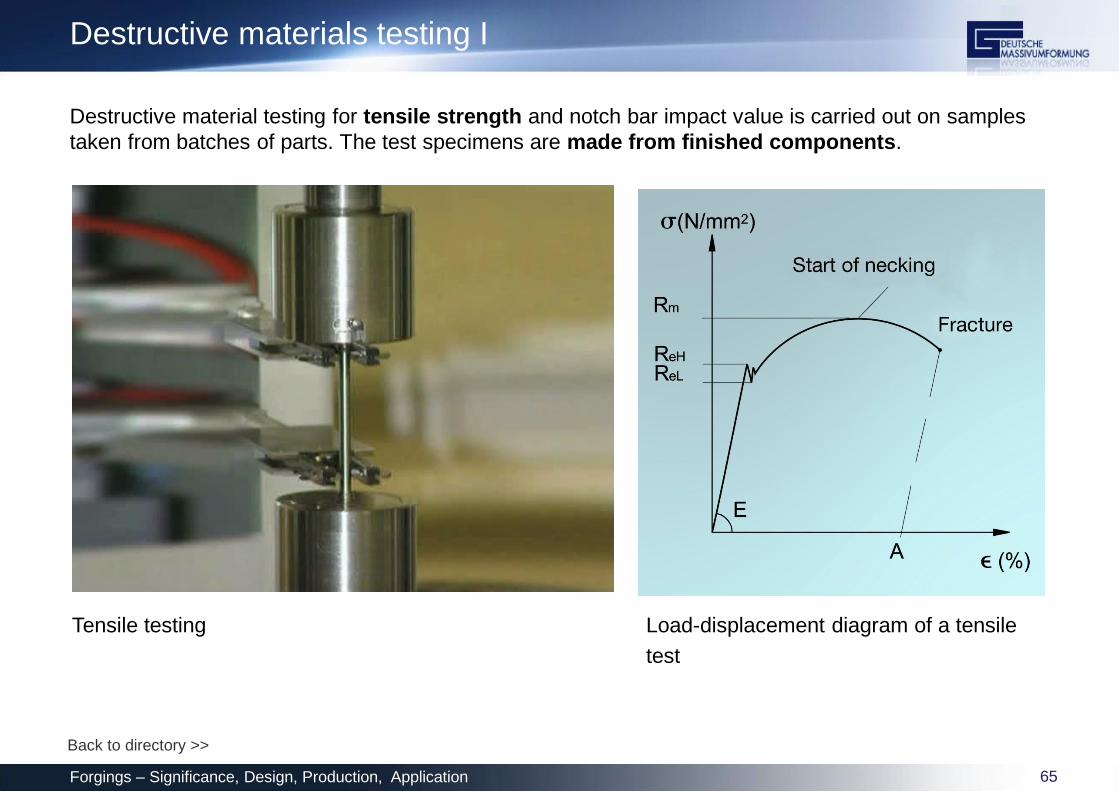
Destructive materials testing I
Destructive material testing for tensile strength and notch bar impact value is carried out on samples
taken from batches of parts. The test specimens are made from finished components.
Tensile testing Load-displacement diagram of a tensile
test
Forgings – Significance, Design, Production, Application 65
Back to directory >>

Destructive materials testing II
The notched bar impact test is a destructive test. The test specimen is machined out of the finished
component.
In the notched bar impact test a pendulum is swung
against the test specimen. The energy required (in
Joules) is proportional to the difference between the
heights of the pendulum H and h. This gives a
measure of the toughness of the material.
The notched test specimen has
dimensions of 10 x 10 x 50 mm
and is fractured by the pendulum
Forgings – Significance, Design, Production, Application 66
Back to directory >>

Machining of forged parts
High-speed steel (HSS), tungsten carbide (TC) and ceramics are all used to make cutting tools.
Cutting tool material f = 0,2 mm f = 0,4 mm Cutting tool material f = 0,02 x d
TC, uncoated 225 190 HSS, coated 25
TC, coated 290 230 TC, coated 90
ceramic 650 500
TC, uncoated 180 160 HSS, coated 18
TC, coated 250 190 TC, coated 70
ceramic 550 450
Cutting tool material fz = 0,12 mm fz = 0,25 mm cutting tool material f = m (pitch)
TC, uncoated 300 250 HSS, coated 10
TC, coated 200 180 HSS, coated 8
Milling cutter inserts Threads
Turning Drilling
Hardness HB
190-220
220-250
190-220
220-250
Cutting speed vc (m/min)
Recommended cutting speeds for the machining of forgings
Forgings – Significance, Design, Production, Application 67
Back to directory >>
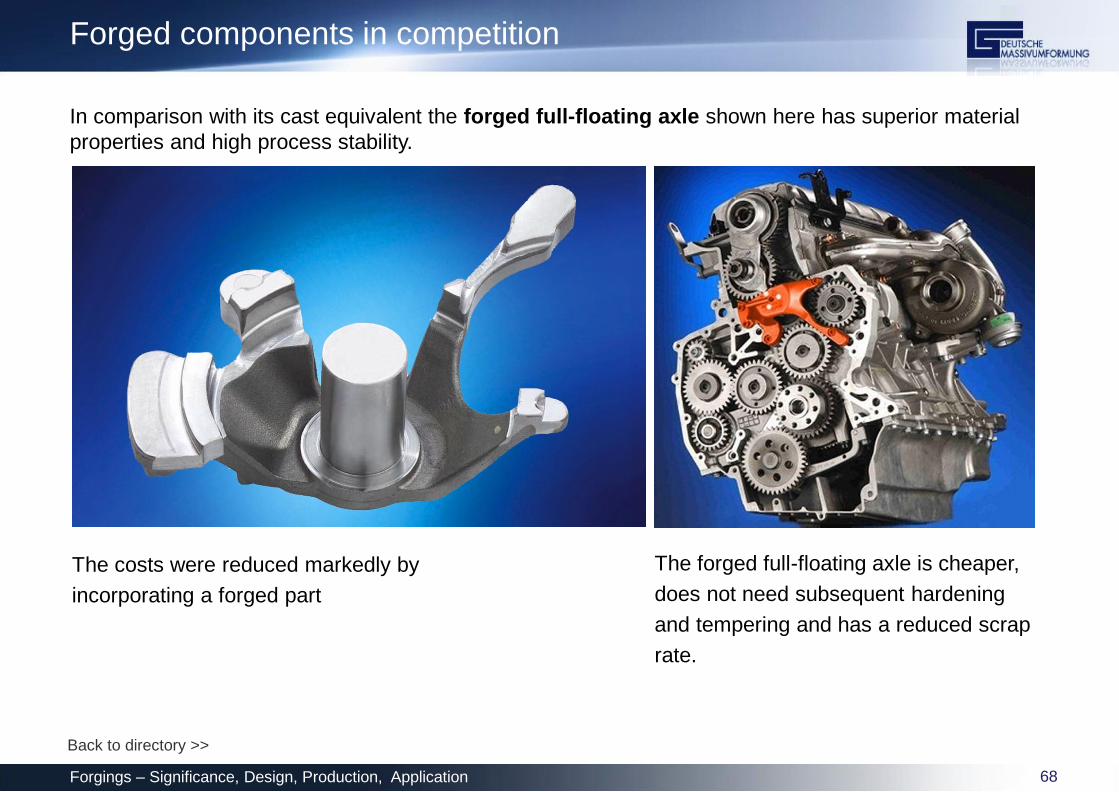
Forged components in competition
The costs were reduced markedly by
incorporating a forged part
The forged full-floating axle is cheaper,
does not need subsequent hardening
and tempering and has a reduced scrap
rate.
In comparison with its cast equivalent the forged full-floating axle shown here has superior material
properties and high process stability.
Forgings – Significance, Design, Production, Application 68
Back to directory >>
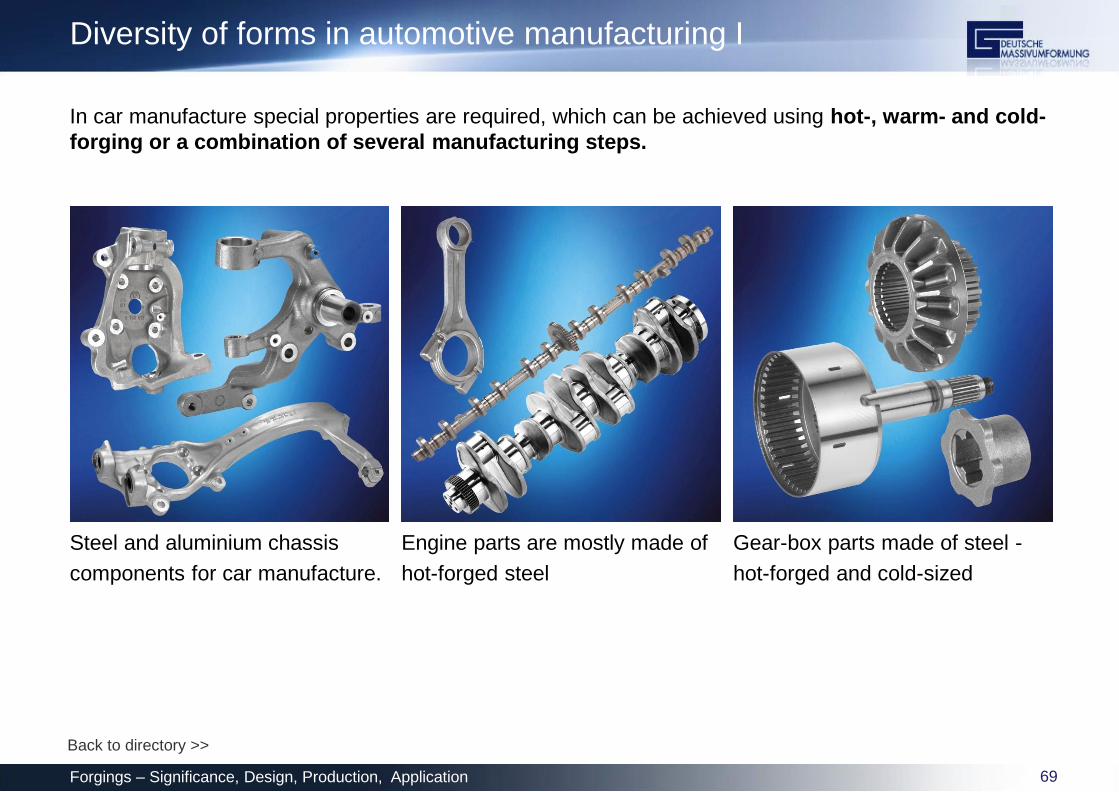
Diversity of forms in automotive manufacturing I
Steel and aluminium chassis
components for car manufacture.
Engine parts are mostly made of
hot-forged steel
Gear-box parts made of steel -
hot-forged and cold-sized
In car manufacture special properties are required, which can be achieved using hot-, warm- and cold-
forging or a combination of several manufacturing steps.
Forgings – Significance, Design, Production, Application 69
Back to directory >>

Diversity of forms in automotive manufacturing II
Drive-train and axle parts: hot-,
warm- and cold-forged
Gear-box shafts are often cold
extruded
Improved accuracy and finer detail can be achieved using combinations of hot-, warm- and cold
forming processes.
Forgings – Significance, Design, Production, Application 70
Back to directory >>

Diversity of forms in automotive manufacturing III
Section through a Mercedes-Benz 7G-Tronic automatic gearbox
Gear-wheels
Shafts
Parking lot
Planet-carrier
The high torques in the
gearboxes of today's diesel
engines can only be transmitted
by heavy duty forgings. The
components are cold- or hot-
forged or made using a
combination of processes.
1
2
1 2 2
3
4
4
3
Forgings – Significance, Design, Production, Application 71
Back to directory >>

72
Diversity of forms in automotive manufacturing IV
Axle pivot
Axle drive shaft
Control arm
Wheel carrier
Differential
Forged parts meet high demands
for fatigue strength, lightweight
construction and cost-effective
manufacture
Mercedes-Benz Car, powered rear axle
1
2
3
4
5
1 2 3 4
5
Forgings – Significance, Design, Production, Application 72
Back to directory >>

Diversity of forms in automotive manufacturing V
Upper transverse control arm
Lower transverse control arm
Universal joint
Achszapfen
Left-hand wheel trunk
Right-hand wheel trunk
Suspensions have to meet the
criteria of driving dynamics, ride
comfort, component size, weight
and modularization (platform
systems).
Mercedes-Benz Car, non-driven front axle
1
2
3
4
5
6
1 2 3
4
5 6
Forgings – Significance, Design, Production, Application 73
Back to directory >>
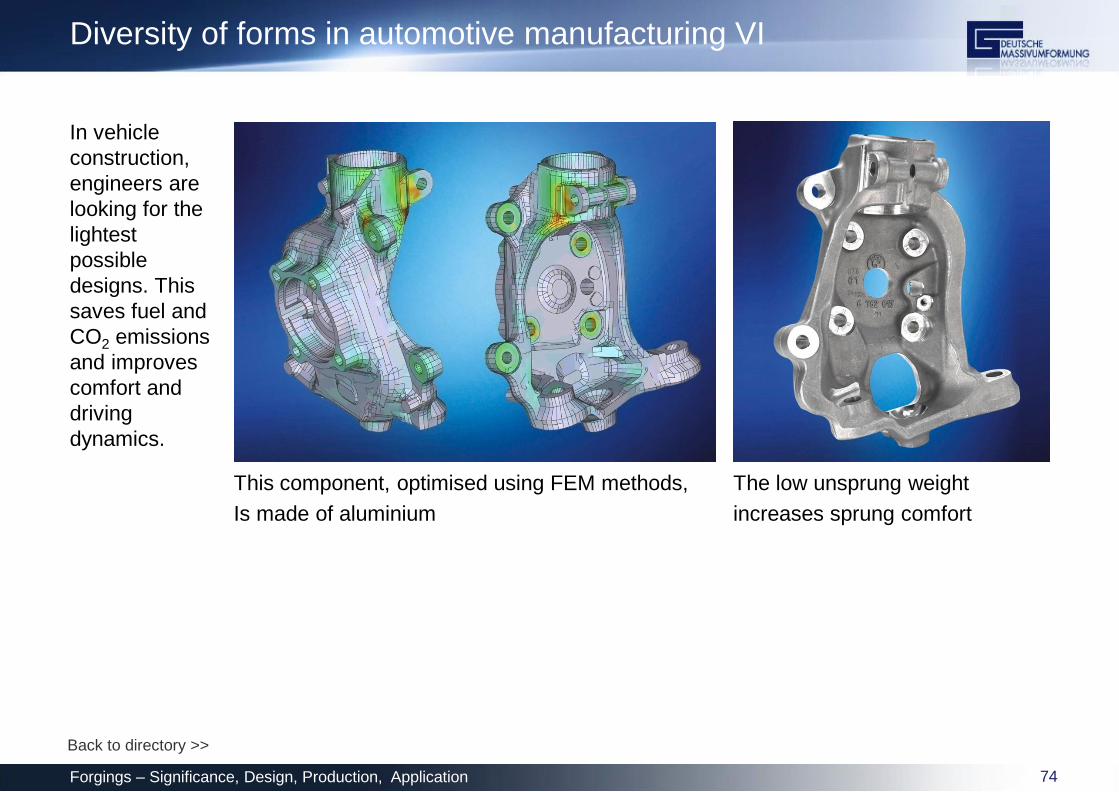
Diversity of forms in automotive manufacturing VI
This component, optimised using FEM methods,
Is made of aluminium
In vehicle
construction,
engineers are
looking for the
lightest
possible
designs. This
saves fuel and
CO2 emissions
and improves
comfort and
driving
dynamics.
The low unsprung weight
increases sprung comfort
Forgings – Significance, Design, Production, Application 74
Back to directory >>

Diversity of forms in automotive manufacturing VII
Suspension support, forged in aluminium
Four cylinder motor-cycle crank drive with
integrated forged gear-wheels to drive and
Control the camshaft
Kurbelwelle Pleuel
Forgings – Significance, Design, Production, Application 75
Back to directory >>

Diversity of forms in automotive manufacturing VIII
Four cylinder valve drive of a diesel engine
Rocker arm
Push-rods - cold-formed parts
Valve bridge
Camshaft
Inlet and outlet valves
The valve drive has to withstand
extremely high accelerations and
temperatures. Forged components fulfil these
requirements.
1
2
3
4
5
1
2
4
3
5
Forgings – Significance, Design, Production, Application 76
Back to directory >>

Diversity of forms in automotive manufacturing VIII(a)
Double floating axle with dual tyres on a truck.
Mount of support
Differential
Leaf spring holder
Gear wheels in differential
Propeller shaft
Axle drive shaft
Planetary gears
In very highly stressed areas
forged components improve
operating safety.
1
2
3
4
5
6
7
1 2 3
4 5 6 7
Forgings – Significance, Design, Production, Application 77
Back to directory >>

Diversity of forms in automotive manufacturing VIII(b)
Double floating axle with dual tyres on a truck.
Differential
Leaf spring holder
Cardan shaft
Flange for
cardan shaft
In very highly stressed
areas forged
components improve
operating safety.
1
2
3
4
1
2
3 4
Forgings – Significance, Design, Production, Application 78
Back to directory >>
Diversity of forms in automotive manufacturing IX
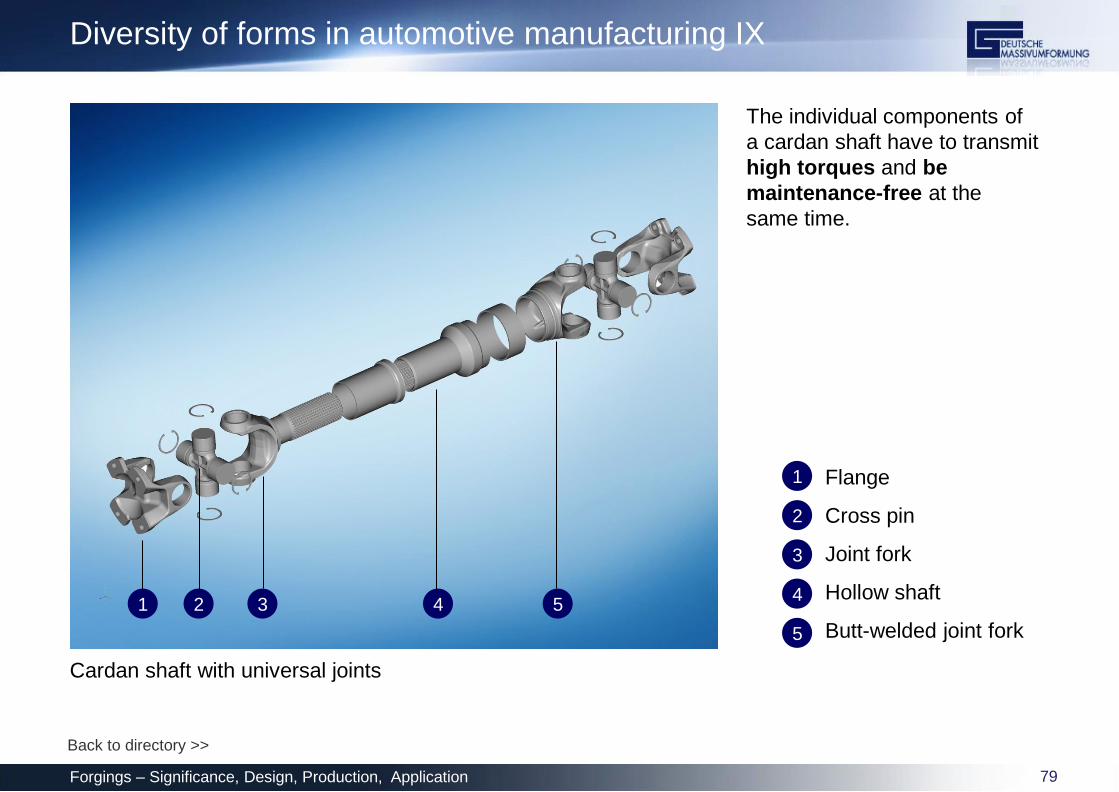
Cardan shaft with universal joints
Flange
Cross pin
Joint fork
Hollow shaft
Butt-welded joint fork
The individual components of
a cardan shaft have to transmit
high torques and be
maintenance-free at the
same time.
1
2
3
4
5
1 2 3 4 5
Forgings – Significance, Design, Production, Application 79
Back to directory >>

Diversity of forms in automotive manufacturing X
Blade hinge
Cylinder eye
Scarifier tooth
Drive sprocket
Track guide
Track idlers
Track links
Forged components are ideal
for handling the extreme
mechanical and dynamic
loading on heavy construction
machinery.
Bulldozer with scarifier Bulldozer
with scarifier
Drive-sprocket segment
1
2
3
4
5
6
7
1 2
3 4 5 6 7
Forgings – Significance, Design, Production, Application 80
Back to directory >>

Diversity of forms in automotive manufacturing XI
Lower pivot bearing
Brake lever joint
Axle
Side bearer
Slack adjuster
Brake block slack adjuster
Brake lever
Bow girder
Brake block shoe
Wheel tyre
Forged components have a long life and
meet the high safety requirements of
rail vehicles.
On the left a wagon bogie.
1
2
3
4
5
6
7
8
9
10
1
2
3
1
2
3
4
5
6
7
8
9
10
8
10
Forgings – Significance, Design, Production, Application 81
Back to directory >>

Use in pipe fittings
Left: Valve for direct welding into a pipeline
Right: Valve with flanges for bolting
Handwheel
Collar
Neck
Gland follower
Bonnet
Casing
Flanges
Seating ring
Eyebolt
Valves are corrosion- and acid-
proof. They are used for liquid
and gaseous media.
1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
7
8
9
Forgings – Significance, Design, Production, Application 82
Back to directory >>

Use in aircraft manufacture
The four-engined Airbus A380
puts its trust in forging technology Bladed disks
Alongside their use in jet
engines, forged components are
also used in highly-loaded areas
such as wings, rudders, control
surfaces and landing gear.
High pressure turbine blades
Turbine shaft Turbine
1
2 3
4 5
1 2
3 4 5
Low pressure compressor
Forgings – Significance, Design, Production, Application 83
Back to directory >>

Use in wind turbines
Drive shaft
Generator
Planetary gearing
Blade adjustment. Rotor pitch
Disc brake
Connecting rings to steel tubular tower
Large roller bearing with azimuth
adjustment
Blanks for gear-wheels, rolling and
plain bearings
View into the nacelle of a modern wind energy plant
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
Forgings – Significance, Design, Production, Application 84
Back to directory >>

Diversity in forging technology
97 percent of forged and formed parts are made of steel, but also aluminium and
titanium as well as such non-ferrous metals as copper, brass and nickel alloys.
With the assistance
of various forging and
forming processes such
as hot-, warm- and cold
forging and their
combinations, a large
range and diversity of
specialized components
can be manufactured –
with piece weights
ranging from a few
grams up to several
tonnes in the case of
open-die forging.
Forgings – Significance, Design, Production, Application 85
Back to directory >>
Optimization of components
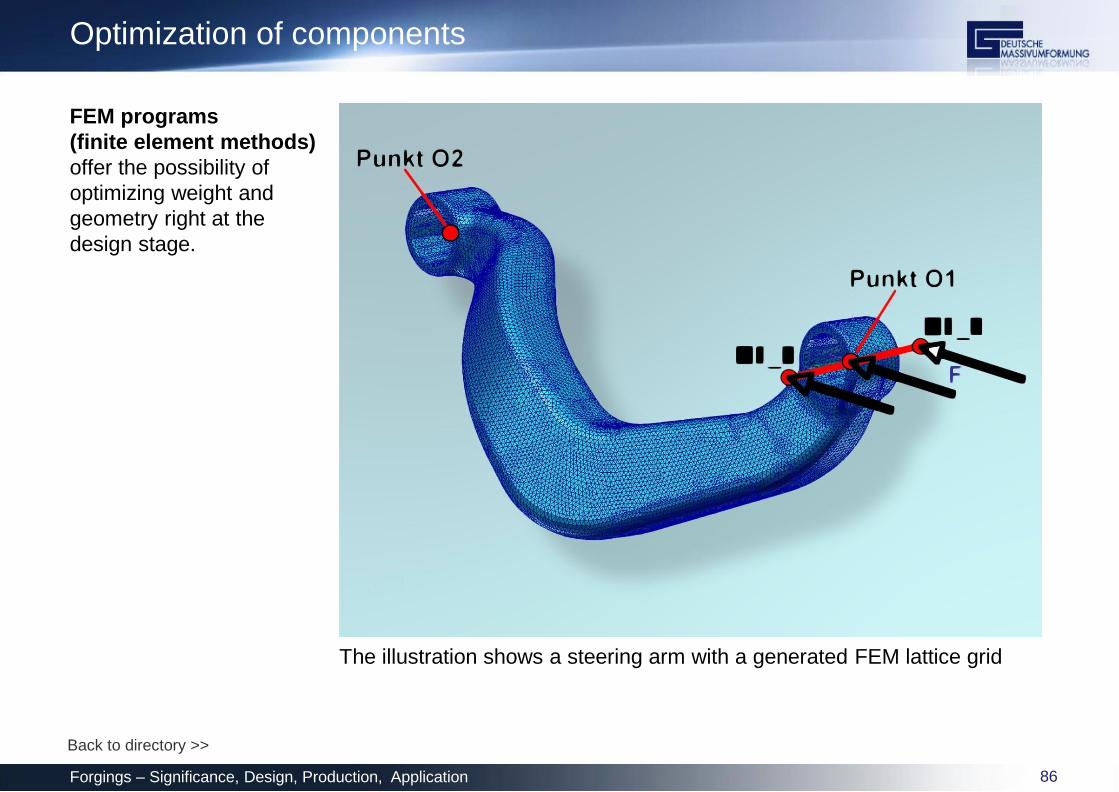
FEM programs
(finite element methods)
offer the possibility of
optimizing weight and
geometry right at the
design stage.
The illustration shows a steering arm with a generated FEM lattice grid
Forgings – Significance, Design, Production, Application
Back to directory >>
86
Development chain I
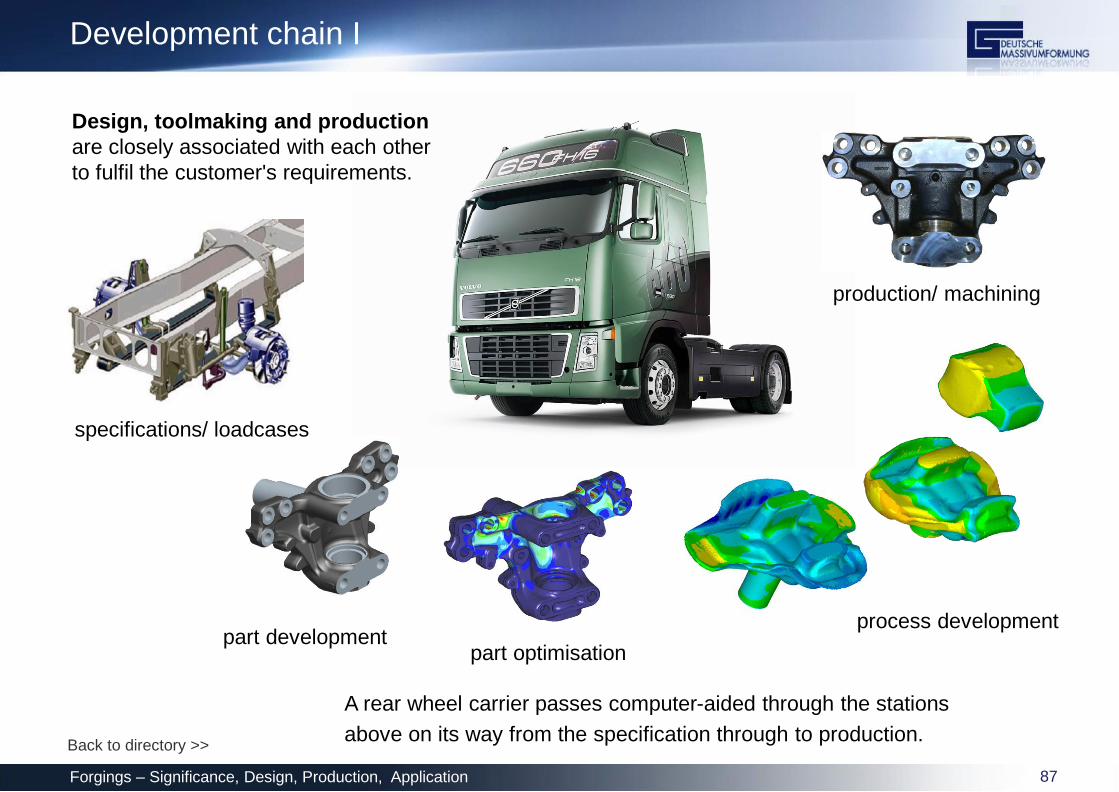
A rear wheel carrier passes computer-aided through the stations
above on its way from the specification through to production.
Design, toolmaking and production
are closely associated with each other
to fulfil the customer's requirements.
Forgings – Significance, Design, Production, Application 87
Back to directory >>
specifications/ loadcases
part development part optimisation
process development
production/ machining

Development chain II
Design, toolmaking and production are closely associated with each other to fulfil the customer's
requirements.
Example: the customer gives the installation space and the required properties for an aluminium front wheel
swing bearing for a car. From this a first model is made and from this the forging design is developed.
Forgings – Significance, Design, Production, Application 88
Back to directory >>

Development chain III
With the aid of design software (e.g. Catia, UG), the forging design is discretised according to the
limiting stresses.
Forgings – Significance, Design, Production, Application 89
Back to directory >>

Development chain IV
Linear-elastic FEM-simulation showing the stresses in the component.
Forgings – Significance, Design, Production, Application 90
Back to directory >>

Simulation I
Simulation requires high-performance hardware
for the very rapid calculation of the finite element
simulation with the aid of a cluster.
Cluster of nine
processor computers
and one control
computer
Forgings – Significance, Design, Production, Application 91
Back to directory >>
Simulation II
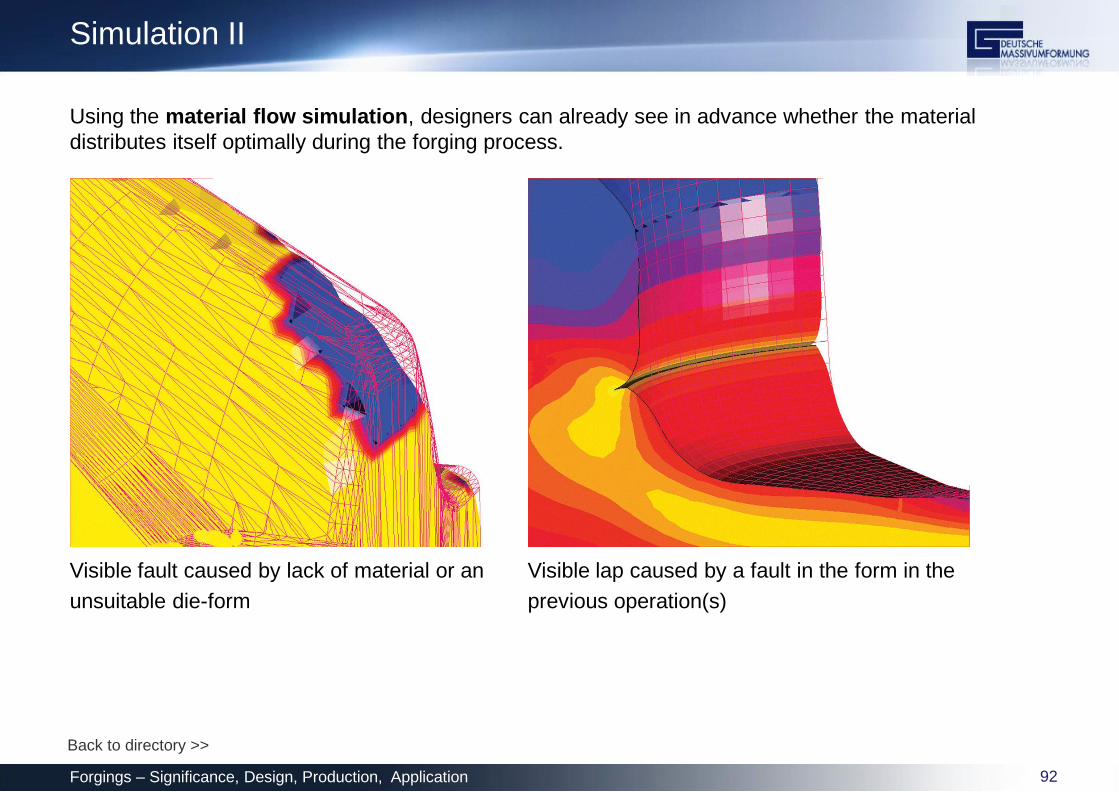
Visible fault caused by lack of material or an
unsuitable die-form
Using the material flow simulation, designers can already see in advance whether the material
distributes itself optimally during the forging process.
Visible lap caused by a fault in the form in the
previous operation(s)
Forgings – Significance, Design, Production, Application 92
Back to directory >>

Simulation III
Yoke during the forging operation
The material flow simulation enables designers to view the forging process and possible faults in
the developed tooling.
Gear shaft
Forgings – Significance, Design, Production, Application 93
Back to directory >>

Simulation IV
In addition, the tooling stress can be simulated in advance.
The coloured gradation shows the relative or equivalent stress.
Forgings – Significance, Design, Production, Application 94
Back to directory >>

Sources of illustrations and information
We would like to thank the following companies for their great help in providing illustrations
and technical information:
Copyright 2011. All shown images, photos and texts are copyrighted. Partial reproduction of any contents
only permitted by referencing the source.
Infostelle Industrieverband Massivumformung e. V., Goldene Pforte 1, 58093 Hagen, Deutschland.
Our website: www.metalform.de
Acument Global Technologies, Inc.
BMW AG
Bombardier AG
BPW AG
Buderus Edelstahlwerke-
Schmiedetechnik GmbH
Caterpillar AG
CDP Bharat Forge GmbH
Dango & Dienenthal GmbH
Daimler AG
FEMUTEC / simufact engineering GmbH
GKN GmbH
Hatebur AG
Hammerwerk Fridingen GmbH
Hirschvogel Automotive Group
Kamax-Werke
Karl Diederichs KG
Lasco Umformtechnik GmbH
Mahle Brockhaus GmbH
Müller-Weingarten AG
Pratt & Whitney
Presswerk Krefeld GmbH & Co. KG
Prinz Verbindungselemente GmbH
Räuchle GmbH + Co. KG
Schubert Maschinen und Anlagen GmbH
Schuler Group
Siepmann Persta GmbH
SITEMA GmbH & Co. KG
SMS Group
ThyssenKrupp Gerlach GmbH
ThyssenKrupp Presta AG
Volkswagen AG
Zeller + Gmelin GmbH & Co. KG
Forgings – Significance, Design, Production, Application 95
Back to directory >>
Imprint
Editor
Infostelle Industrieverband Massivumformung e. V.
Editorial office and responsible for production:
Infostelle Industrieverband Massivumformung e. V.
Manuscript
Ing. Horst Apholt
Layout
Peter Kanthak
Freelance designer, Wickede
Publisher
Infostelle Industrieverband Massivumformung e. V.
Goldene Pforte 1
58093 Hagen
Germany
Phone: +49 23 31 9588-30
Fax: +49 23 31 9587-30
E-mail: [email protected]
Website: http://www.metalform.de
VAT-no.: DE 125 127 673
Print-no. BW-411
Printed in Germany
ISBN: 978-3-923726-26-9
The presentation is copyrighted. Partial reproduction of
any contents only permitted by referencing the source.
The publications of the Infostelle Industrieverband
Massivumformung e. V. are based on the group research
of the companies affiliated under the Industrieverband
Massivumformung e. V. organisation.
Image sources:
The following companies have supported this
presentation by providing source material:
Forgings – Significance, Design, Production, Application 96
Back to directory >>

Bibliography
Historical development
Pischel, H.:
Geschichte des Massiv- und Blechumformens.
Krefeld: K. Dannat 1987
Sonnenschein, F.H.:
Die Technikgeschichte des Schmiedens.
Technische Kulturdenkmale 14 (1985) S. 12/17
v. Wedel, E.:
Die Geschichtliche Entwicklung des Umformens in Gesenken.
Düsseldorf: VDI-Verlag 1960
Branch overview
Vieregge, K.:
Gesenkschmieden in Deutschland – im Zeichen des Wandels.
Umformtechnik 27 (1993) 3
Voigtländer, O.:
Perspektiven der Massivumformung in den 90er Jahren.
Werkstatt und Betrieb 121 (1988) 7. S. 561/567
Layout of forgings
DIN 7523:
Schmiedestücke aus Stahl;
• Teil 2_09.86: Bearbeitungszugaben, Seitenschrägen,
Kantenrundungen, Hohlkehlen, Bodendicken, Wanddicken,
Rippenbreiten und Rippenkopfradien
DIN 7527:
Schmiedestücke aus Stahl;
• Teil 1_10.71: Bearbeitungszugaben und zulässige Abweichungen
für freiformgeschmiedete Scheiben
• Teil 2_10.71: Bearbeitungszugaben und zulässige Abweichungen
für freiformgeschmiedete Lochscheiben
• Teil 3_10.71: Bearbeitungszugaben und zulässige Abweichungen
für nahtlos freiformgeschmiedete Ringe
• Teil 4_01.72: Bearbeitungszugaben und zulässige Abweichungen
für nahtlos freiformgeschmiedete Buchsen
• Teil 5_01.72: Bearbeitungszugaben und zulässige Abweichungen
für freiformgeschmiedete, gerollte und geschweißte Ringe
• Teil 6_02.75: Bearbeitungszugaben und zulässige Abweichungen
für freiformgeschmiedete Stäbe
Forgings – Significance, Design, Production, Application 97
Back to directory >>
Bibliography
DIN EN 10 243:
Gesenkschmiedeteile aus Stahl
• Teil 1_12.95: Warm hergestellt in Hämmern und Pressen
Maßtoleranzen Deutsche Fassung EN10 243-2: 1995
DIN 17 864:
02.93: Schmiedestücke aus Titan und Titan-Knetlegierung
(Freiform- und Gesenkschmiedestücke)
DIN Normenheft 7:
Anwendung der Normen über Form- und Lagetoleranzen in der
Praxis.
4. Auflage Berlin und Köln; Beuth-Verlag 1987
Breuer, H.-W.:
Gestaltung beanspruchungs- und fertigungsgerechter
Schmiedeteile.
Konstruktion 43 (1991) S.285/291
Dahme, M. u.a.:
Gemeinschaftliche CAD/CAM- Entwicklungen: Basis für
Simultaneous Engineering.
Schmiede-Journal (1995) September S. 17/18
Production of forgings
Dahme, M. und Hirschvogel, M:
Möglichkeiten und Grenzen der Kalt-, Halbwarm- und
Warmumformung. Werkstatt u. Betrieb 124 (1991), S. 865/868
Düser, R.:
Gesenkwalzen – Ein Maximum an Präzision bei einem Minimum an
Material- und Energieeinsatz. Umformtechnik 26 (1992) 1, S. 33/40
Forgings – Significance, Design, Production, Application 98
Back to directory >>

Elsinghorst, <<D.:
Neues Maschinenkonzept: Präzisions-Schmiedehammer.
Schmiede-Journal (1997) September, S.26/28
Groene, S.:
Axiales Gesenkwalzen – ein Verfahren der Warmformgebung zur
Herstellung von rotationssymetrischen Schmiedeteilen für die
Kraftfahrzeugindustrie, Thyssen Techn. Ber. 18 (1986) 2, S.
353/360
Jung, H.:
Erhöhung der Fertigungsgenauigkeit nach dem Schmiedeprozess
durch Warm- und Kaltprägen, VDI-Z 133 (1991) 11, S. 49/56
König, W. und Klocke, F.:
Fertigungsverfahren Bd. 4 Massivumformung Düsseldorf
VDI-Verlag 1995
König, W. und Klocke, F.:
Fertigungsverfahren 4 - Umformen
Springer-Verlag 2006
Körner. E. u.a.:
Möglichkeiten des HW-Fließpressens in Kombination mit dem
Kaltfließpressen. Symposium „ Neuere Entwicklungen in der
Massivumformung“ 28./29.05.91 Fellbach.
Lange, K. und Meyer-Nolkemper, H.:
Gesenkschmieden 2. Auflage Berlin, Heidelberg New York:
Springer-Verlag 1977
Lange, K. (Hrsg.):
Umformtechnik Bd. 2, Massivumformung. Berlin, Heidelberg,
New York: Springer-Verlag 1988
Metals Handbook:
Vol. 14, Forming and Forging 9. Ed. Metals Park
(Ohio): American Soc. for Metals 1988
Schiller, w.:
Wirtschaftliches Fertigen durch gratloses Schmieden – Kostenvorteile,
Industrie-Anzeiger 110 (1988) 5, S. 34/36
Schuler GmbH (Hrsg.):
Handbuch der Umformtechnik. Berlin, Heidelberg:
Springer-Verlag 1996
Vogt, H.–J.:
Gesenkschmieden und Schweißen. Der Konstrukteur 10 (1979) 11,
S. 41/51
Material properties
DIN-Taschenbuch 218:
Wärmebehandlung metallischer Werkstoffe, Normen. 2. Auflage
Berlin und Köln: Beuth-Verlag 1989
Bibliography
Forgings – Significance, Design, Production, Application 99
Back to directory >>

DIN-Taschenbuch 401:
Stahl und Eisen; Gütenormen 1, Allgemeine Normen, Berlin, Wien,
Zürich: Beuth-Verlag 1993
Stahleisen-Liste (Hrsg. VDEh):
9. Auflage Düsseldorf: Verlag Stahleisen 1994
Stahlschlüssel:
18. Auflage Düsseldorf: Verlag Stahleisen 1998
Bräuer, G.:
Die Qualität von Schmiedeteilen sichern. VDI-Z 132 (1990)
4, S. 125/128
Broszeit, E. und Steindorf, H.:
Mechanische Oberflächenbehandlung, Festwalzen, Kugelstrahlen,
Sonderverfahren.
Oberursel: DGM Informationsgesellschaft 1989
Grubisic, V. und Sonsino C.M.:
Einflußgrößen der Betriebsfestigkeit geschmiedeter Bauteile.
VDI-Z 134 (1992) 11, S. 105/112
Harms, w.:
Qualitätssicherung für den Schmiedebetrieb umfasst die ganze
Fertigung vom Entwurf bis zum Versand. Maschinenmarkt 97
(1991) 25 S. 32/35
Herbertz, R.:
Qualitätssicherung für den Schmiedeprozess. In: Ber. Aus Forsch.
und Entwicklung,
Hagen: Industrieverband Deutscher Schmieden e.V. (Hrsg.) 1992
Mäscher, G. und Schmidt, J.:
Schmiedeteile aus AFP-Stählen. Erfahrungen bei der Anwendung
in Kraftfahrzeugen. VDI-Z 133 (1991) 4, S. 124/131
Masing, W. (Hrsg.):
Handbuch Qualitätsmanagement. 3. Auflage
München: Carl Hanser Verlag 1994
Schüle, W. und Huchtemann, B:
Entwicklungsstand der ausscheidungshärtenden
ferritischperlitischen (AFP-)Stähle mit Vandium-Zusatz für eine
geregelte Abkühlung von der Warmformgebungs-Temperatur.
VDI-Ber. Nr. 774, Düsseldorf: VDI-Verlag 1989
Spitzer, H.:
Maschinenbaustähle-Entwicklungstendenzen und Normung.
Umformtechnik 27 (1993) 1, S. 39/45
Sonsino, C.M. und Kaufmann:
Einflüsse auf die Schwingfestigkeit von Gesenkschmiedeteilen.
VDI-Z 133 (1991) 4, S. 131/143
Bibliography
Forgings – Significance, Design, Production, Application 100
Back to directory >>

Winkler, H.:
Wirtschaftliches Spanen von Schmiedeteilen in der Praxis.
Hagen: Informationsstelle Schmiedestück Verwendung
1988
N.N.:
Moderne Methoden der Qualitätssicherung in der
Umformtechnik.
Umformtechnik 24 (1991) 4, S.69/76
N.N.:
Praktische Wärmebehandlung. 2. Auflage Hagen: Industrieverband
Deutscher Schmieden e.V. (Hrsg.) 1997
Examples of application of forgings
Adolf, W.W.:
Entwicklungen bei Getriebewellen für Fahrzeuge.
Schmiede-Journal (1995) März, S. 15/17
Adolf, W.W.:
Kurbelwellen für Straßenfahrzeug-Motoren.
Schmiede-Journal (1994) März, S. 13/16
Breuer, H.-W.:
Weiterentwicklung von Achsschenkel für Nutzfahrzeuge.
Schmiede-Journal (1995) März, S. 18/19
Jung, H.:
Gesenkschmiedestücke für Bergbaumaschinen.
Bergbau 32 (1981) 6, S. 312/318
Jung, H.:
Gesenkschmiedestücke für Getriebe und Kupplungen.
VDI-Z 123 (1981) 11, S. 584/588
Schmieder, F. und Kettner, P.:
Fertigung von Getriebe-Hohlwellen durch Massivumformung.
Konstruktion 48 (1996) S. 402/406
Westerkamper, Ch. und Weißmann, G:
Präzisionsumformung – eine Schlüsseltechnologie für die
Antriebstechnik. VDI-Z 9 (1997) S. 72/74
N.N.:
Schmiedestücke im Maschinen- und Anlagebau.
Hagen: Informationsstelle Schmiedestück Verwendung 1981
Bibliography
Forgings – Significance, Design, Production, Application 101
Back to directory >>

Annex
Manufactures of hot and cold forgings
The actual delivery facilities of the member companies within the Industrieverband Massivumformung e. V. you can find in our six different manufacturer lists (Drop-forged parts, upset forged parts, hot extruded parts, cold extruded parts, open-die forged parts,
rolled rings).
The manufacturer lists can be downloaded free of charge (pdf data) on the internet:
www.metalform.de
Back to directory >>
Forgings – Significance, Design, Production, Application 102

















