EPRI | Nuclear Sector Roadmaps August 2016 IN USE: PWR REACTOR INTERNALS AGING MANAGEMENT ISSUE STATEMENT Reactor pressure vessel internal components in pressurized water reactors may be affected by age-related degradation effects. ese include general material effects such as wear, fatigue and stress corrosion cracking, as well as irradiation- induced effects such as irradiation-assisted stress corrosion cracking, embrittlement, creep and void swelling. As the PWR plants age, the likelihood of these degradation mecha- nisms occurring in the internals and structural attachments to the vessel wall increases. As the year 2020 approaches, two PWR reactors will reach 50 calendar years of age. e implementation of aging management plans for various plant components – including the reactor internals – can enhance long-term safety and reliability of PWRs, but advances are needed in three areas: • Development of inspection and evaluation guidelines based on irradiated material data and aging modeling • Improvement of inspection techniques • Development of evaluation, repair and replacement strategies and techniques on as generic a basis as practical. DRIVERS Regulatory Drivers Regulatory commitments associated with license renewal and life extension typically require plants to implement a reactor internals aging management program that follows industry guidance. e Inspection and evaluation guidelines for reactor internal components (MRP-227-A) provide the basis to fulfill this commitment. is document was approved by the U.S. Nuclear Regulatory Commission via safety evaluation. Other countries have similar regulatory commitments even though the regulators and regulatory processes are different. Regulators also may require approval of repair and replace- ment strategies and techniques for PWRs (see BWR and PWR irradiated material welding roadmap). However, repairs have been limited to baffle-former-bolt replacements as a result of ultrasonic inspection findings to date, and are being addressed on a plant-specific basis. Limitations of Inspection Technology Inspection of reactor internal components will use estab- lished techniques to the extent practical. However, it will still be important to evaluate accessibility and tooling issues, appropriate visual inspection techniques (as applicable), and the applicability of additional inspection techniques for spe- cific degradation mechanisms. Plant Safety and Operability e internals are not pressure boundary components so the safety challenge is lessened. However, a few internals do per- form safety-related functions. Limitations on Available Repair/Replacement Guidance e PWR owners group is responsible for development of repair guidelines/strategies for RV Internals components. e availability of evaluation, repair, replacement and miti- gation methodologies for reactor internal components is lim- ited (e.g., repair and replacement techniques for susceptible components using mechanical repair designs and/or weld repair techniques). Sufficient information must be available to allow an informed decisions whether to continue with a component inspection, evaluation, repair and replacement management strategy versus full reactor internals replace- ment. However, to date, with the exception of baffle-former- bolting, these techniques have not been required to be devel- oped, and most applications will very likely be handled on a plant-specific basis, based on the proprietary nature of plant designs. RESULTS IMPLEMENTATION Implementation of research results will be accomplished through a number of key products: 1. An aging management strategy for reactor internal com- ponents, including inspection and evaluation guidelines and inspection plans. (MRP-227-A, issued Dec. 2011, MRP-227 Rev. 1 issued Oct. 2015) 2. Regulatory approval of the aging management strategy. (Completed June 2011, TBD for Rev. 1) 3. Tools to implement the aging management strategy, such as supporting technical basis documents, templates for utility programs, inspection plans and license sub- mittals. (MRP-342, Oct. 2012) 4. Assessment of existing nondestructive evaluation (NDE) methodologies that could support the aging manage- ment strategy (inspection standard). (MRP-228, Rev. 2 issued in Dec. 2015)
Transcript
EPRI | Nuclear Sector Roadmaps August 2016
IN USE: PWR REACTOR INTERNALS AGING MANAGEMENT
ISSUE STATEMENT
Reactor pressure vessel internal components in pressurized water reactors may be affected by age-related degradation effects. These include general material effects such as wear, fatigue and stress corrosion cracking, as well as irradiation-induced effects such as irradiation-assisted stress corrosion cracking, embrittlement, creep and void swelling. As the PWR plants age, the likelihood of these degradation mecha-nisms occurring in the internals and structural attachments to the vessel wall increases. As the year 2020 approaches, two PWR reactors will reach 50 calendar years of age.
The implementation of aging management plans for various plant components – including the reactor internals – can enhance long-term safety and reliability of PWRs, but advances are needed in three areas:• Development of inspection and evaluation guidelines
based on irradiated material data and aging modeling• Improvement of inspection techniques• Development of evaluation, repair and replacement
strategies and techniques on as generic a basis as practical.
DRIVERS
Regulatory DriversRegulatory commitments associated with license renewal and life extension typically require plants to implement a reactor internals aging management program that follows industry guidance. The Inspection and evaluation guidelines for reactor internal components (MRP-227-A) provide the basis to fulfill this commitment. This document was approved by the U.S. Nuclear Regulatory Commission via safety evaluation. Other countries have similar regulatory commitments even though the regulators and regulatory processes are different.
Regulators also may require approval of repair and replace-ment strategies and techniques for PWRs (see BWR and PWR irradiated material welding roadmap). However, repairs have been limited to baffle-former-bolt replacements as a result of ultrasonic inspection findings to date, and are being addressed on a plant-specific basis.
Limitations of Inspection TechnologyInspection of reactor internal components will use estab-lished techniques to the extent practical. However, it will still be important to evaluate accessibility and tooling issues, appropriate visual inspection techniques (as applicable), and the applicability of additional inspection techniques for spe-cific degradation mechanisms.
Plant Safety and OperabilityThe internals are not pressure boundary components so the safety challenge is lessened. However, a few internals do per-form safety-related functions.
Limitations on Available Repair/Replacement GuidanceThe PWR owners group is responsible for development of repair guidelines/strategies for RV Internals components. The availability of evaluation, repair, replacement and miti-gation methodologies for reactor internal components is lim-ited (e.g., repair and replacement techniques for susceptible components using mechanical repair designs and/or weld repair techniques). Sufficient information must be available to allow an informed decisions whether to continue with a component inspection, evaluation, repair and replacement management strategy versus full reactor internals replace-ment. However, to date, with the exception of baffle-former-bolting, these techniques have not been required to be devel-oped, and most applications will very likely be handled on a plant-specific basis, based on the proprietary nature of plant designs.
RESULTS IMPLEMENTATION
Implementation of research results will be accomplished through a number of key products:
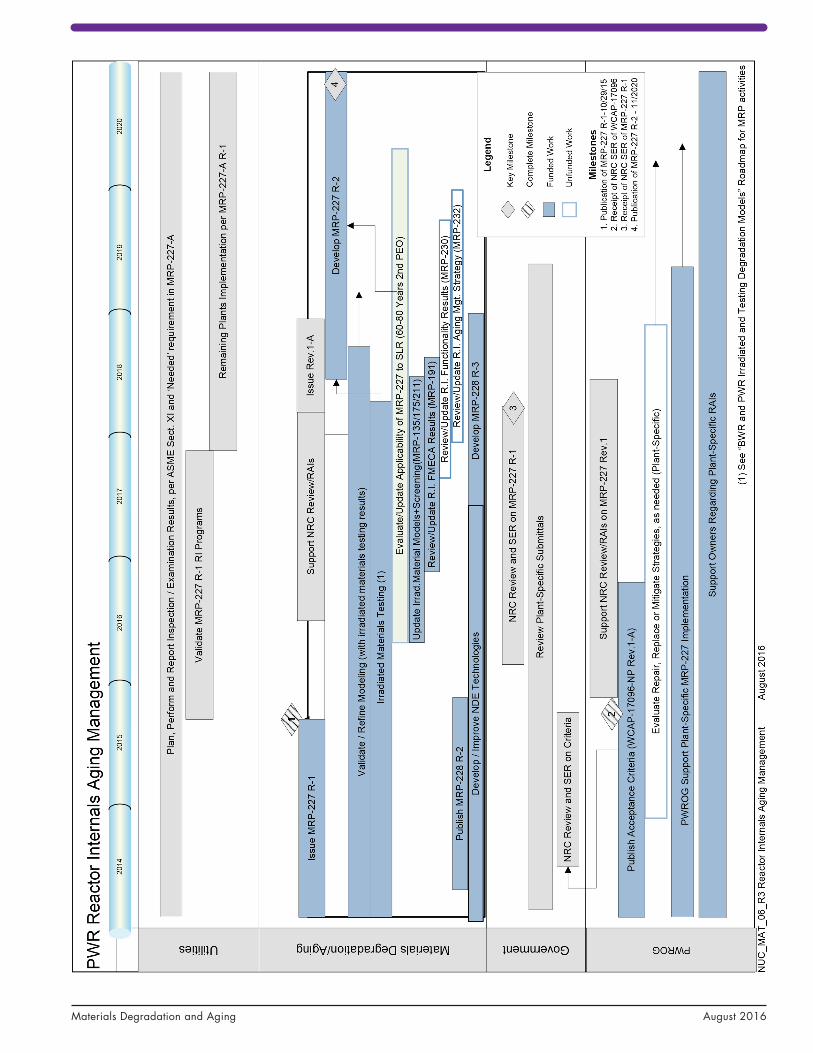
1. An aging management strategy for reactor internal com-ponents, including inspection and evaluation guidelines and inspection plans. (MRP-227-A, issued Dec. 2011, MRP-227 Rev. 1 issued Oct. 2015)
2. Regulatory approval of the aging management strategy. (Completed June 2011, TBD for Rev. 1)
3. Tools to implement the aging management strategy, such as supporting technical basis documents, templates for utility programs, inspection plans and license sub-mittals. (MRP-342, Oct. 2012)
4. Assessment of existing nondestructive evaluation (NDE) methodologies that could support the aging manage-ment strategy (inspection standard). (MRP-228, Rev. 2 issued in Dec. 2015)
Materials Degradation and Aging August 2016
5. Evaluation methodologies and acceptance criteria to evaluate the significance of degradation observed in reactor internal components with respect to operability and safety.
6. Updated inspection and evaluation guidelines (MRP-227 Rev. 1) in 2015 based on results of testing, models, and crack growth curves (see BWR and PWR Irradiated Materials Testing and Degradation roadmap).
7. NDE technologies optimized for specific application to reactor internal components, as deemed applicable.
8. Design and component-specific evaluations of compo-nents most susceptible to degradation (e.g., bolt loading pattern evaluations, and structural integrity of cast aus-tenitic stainless steel (CASS) lower support columns).
9. Repair and replacement techniques for susceptible com-ponents using mechanical repair designs and weld repair techniques (see BWR and PWR irradiated material welding roadmap); and new replacement materials (see the BWR and PWR Irradiated Materials Testing and Degradation roadmap). To date, these techniques have not been required to be developed, and most applica-tions will very likely be handled on a plant-specific basis, based on the proprietary nature of plant designs.
10. Results of plant inspections and operating experience to periodically evaluate the reactor internals aging man-agement strategy (components to be inspected and inspection frequency, as well as component repair and replacement guidance).
PROJECT PLAN
EPRI’s Materials Reliability Program has the lead in devel-oping and maintaining the inspection and evaluation guide-lines (MRP-227-A). These guidelines were originally approved by the NRC in June 2011 via safety evaluation review (SER), and MRP-227-A was issued for industry use in Dec. 2011. MRP has updated the guidelines to MRP-227 Rev. 1 to incorporate improvements gained through field inspection results and ongoing testing and modeling research. EPRI also has the lead in collecting irradiated material testing data (see the BWR and PWR Irradiated Materials Testing and Degradation roadmap), documenting the results of field inspections, and validating, refining and updating the materials model. Field inspection results over the past several years were reported via MRP-2014-009 and MRP-2016-011. Materials testing and model refinement efforts will be collaborative with international groups includ-ing the Material Ageing Institute (MAI), UNESA and members of the International Advisory Committee (IAC). Finally, the Materials Reliability Program has the lead in assessing repair/replacement needs and developing weld and mechanical repair and replacement guidance as needed (see BWR and PWR irradiated material welding roadmap).
Working with the EPRI Nondestructive Evaluation Pro-gram, the Materials Reliability Program has the lead for pro-viding NDE system qualification requirements and qualify-ing inspection techniques for reactor internal components. This includes both evaluations of current techniques for use in these applications, as well as development of new or enhanced techniques for plates and bolts. EPRI will also update the inspection standard (MRP-228) as necessary.
In support of inspection planning, the PWROG has the lead in developing baseline plant drawing and fabrication records on a generic basis, for developing a generic methodology for evaluation and disposition of internals inspection results, and for evaluating existing operating experience and analysis results to develop a ranking of component susceptibility (risk). The PWROG also has the lead in developing compo-nent-specific evaluation guidance (for example, for guide card wear and structural integrity of lower support columns made from cast austenitic stainless steel (CASS)).
RISKS
There is no significant safety risk associated with internals inspections, however, there is a risk of not obtaining mini-mum inspection coverages required by the applicable con-trolling document. The accessibility of some components may limit the effectiveness of current examination methods to provide reliable inspections. Further, it will be a challenge to reliably inspect all of the internal components because of the variability between individual plants. For example, bolt head design affects the ability to transmit ultrasound and there are many head designs. Indeed, baffle former bolts in particular have been found to have multiple designs even in the same power plant (e.g, Prairie Island).
Similarly, repairs are not currenlty available for immediate field implementation for most reactor internals components, so there is risk associated with development and implemen-tation of repairs that would extend outages (e.g., impacts to spring 2016 outages from BFB visual and ultrasonic inspec-tion findings). Comprehensive repair and replacement strat-egies will require significant coordination and input from nuclear steam supply system vendors, and will be handled on a case-specific, plant-by-plant basis. Proprietary information and commercial considerations must be carefully managed to ensure sufficient information is available to the industry on a generic basis, while protecting vendor interests. Thus, the EPRI MRP program will not be addressing repair and replacement strategies on a generic level.
EPRI | Nuclear Sector Roadmaps August 2016
The NRC had been questioning the adequacy of the visual examination approach to be used to inspect PWR and BWR internals. Since PWR reactor internals aging management will rely on similar techniques, there is a risk that these con-cerns could be transferred to PWR reactor internals as well. The EPRI-NDE Center is working closely with stakeholders to assess and address this risk. To mitigate this risk, EPRI participated in a round robin test of visual examination techniques with the NRC. The resuts of this inspection round-robin testing will be made available in calendar year 2015. Methods other than visual testing to examine plates will be investigated if conditions placed on visual inspec-tions could impact inspection schedules.
RECORD OF REVISION
This record of revision will provide a high level summary of the major changes in the document and identify the Road-map Owner.
revision description of change
0 Original Issue: August 2011 Roadmap Owner: Richard Reid
1 Revision Issued: August 2012 Roadmap Owner: Kyle Amberge
Changes: Update to incorporate revised EPRI and PWROG work plans. Flowchart updated to include Milestones.
2 Revision Issue: August 2014 Roadmap Owner: Kyle Amberge
Changes: Revision to incorporate updated Reactor Internals Roadmap and tasks as endorsed
3 Revision Issue: August 2016 Roadmap Owner: Kyle Amberge
Changes: Revision to update current project status and incorporate efforts related to SLR as endorsed