All chemical industries need huge amounts of reactants or precursor materials. This stockpile of sulfur is used to produce sulfuric acid, one of the most important chemicals in the industrialised world. In economic terms, a country can be judged on how much sulfuric acid it consumes. It is most important that the maximum amount of products is produced in the most efficient and cost saving production methods available. Methods of maximising rate, reaction extent, safety, waste reduction and energy use are constantly being evaluated and new methods explored. CHAPTER 11 Industrial chemistry The chemical industry produces a wide range of chemicals that are used by manufacturing industries, domestic consumers and crop growers. These range from modified natural materials to totally artificial ones. Production of the vast quantities of chemicals required by modern industrialised society requires access to huge amounts of raw materials and reliable energy supplies. The goal is to produce high-quality useful chemicals without generating harmful and costly wastes. Chemical knowledge is applied to make existing processes work at maximum efficiency and reliability. Chemical knowledge has also led to the development of totally new processes. In this chapter, you will select a chemical and examine: how rate and equilibrium factors affect its production how and where the chemical is used waste issues, including generation, treatment and reduction health and safety issues. You will select one chemical from the following list to study in depth: sulfuric acid, ammonia, ethene or nitric acid. • • • •
Transcript
All chemical industries need huge amounts of reactants or
precursor materials. This stockpile of sulfur is used to produce
sulfuric acid, one of the most important chemicals in the
industrialised world. In economic terms, a country can be judged
on how much sulfuric acid it consumes. It is most important that the
maximum amount of products is produced in the most efficient and
cost saving production methods available. Methods of maximising
rate, reaction extent, safety, waste reduction and energy use are
constantly being evaluated and new methods explored.
CHAPTER
11Industrial chemistry
The chemical industry produces a wide range of
chemicals that are used by manufacturing industries,
domestic consumers and crop growers. These range
from modified natural materials to totally artificial
ones. Production of the vast quantities of chemicals
required by modern industrialised society requires
access to huge amounts of raw materials and reliable
energy supplies. The goal is to produce high-quality
useful chemicals without generating harmful and costly
wastes.
Chemical knowledge is applied to make existing
processes work at maximum efficiency and reliability.
Chemical knowledge has also led to the development
of totally new processes.
In this chapter, you will select a chemical and
examine:
how rate and equilibrium factors affect its production
how and where the chemical is used
waste issues, including generation, treatment and reduction
health and safety issues.
You will select one chemical from the following list to study in depth: sulfuric acid, ammonia, ethene or nitric acid.
•
••
•
UNIT 4 Chemistry at work264
Making chemicalsIt is a strange paradox that most people would agree that the chemical industry is essential to everyday life as we currently know it, but would be unable to name many of its major products. This is no doubt due to the consumer’s exposure to products from the end of the ‘chemical pipeline’; products that are the result of many different steps and many accumulated chemical reactions. However, if these steps are traced backwards, it becomes evident that this large array of useful products is produced from a relatively small number of precursor chemicals. To meet demand, precursor chemicals need to be produced in very large amounts.
TABLE 11.1 The top 10 chemicals produced by the chemical industry
Chemical Formula
sulfuric acid H2SO4
nitrogen N2
oxygen O2
ethene (ethylene) C2H4
lime (calcium oxide) CaO
ammonia NH3
caustic soda (sodium hydroxide) NaOH
chlorine Cl2
methyl tert-butyl ether CH3O(CH3)3
phosphoric acid H3PO4
This order may change slightly from year to year and also depends on how production figures are measured.
AmmoniaAs shown in table 11.1, ammonia is one of the most widely produced chemi-cals in the world. It was first produced in large amounts to make explosives during World War 1, and it is still important in this regard today. However, its principal use today is in the production of fertilisers. Modern agricul-ture makes huge demands on the nutrients in the soil. About 109 tonnes of nitrogen is fixed each year through natural processes, but this is insufficient to meet demand. The shortfall is made up by the use of nitrogenous fertilisers, most of which are derived from ammonia.
TABLE 11.2 World consumption of nitrogenous fertilisers (typical)
Type of fertiliser Composition Percentage of total
Properties of ammoniaAmmonia gas is very soluble in water
The ammonia molecule is a polar molecule because of its polar bonds and its asymmetrical shape. Since polar substances dissolve in polar solvents, we would expect ammonia to dissolve in water. In fact, ammonia has an extremely high solubility in water, because it can form hydrogen bonds. The extreme nature of this solubility is highlighted by the fact that at room temperature, a given volume of water will dissolve over 800 times its volume of ammonia gas. This is the basis for the spectacular ammonia fountain demonstration.
Ammonia is a weak baseAfter dissolving in water, ammonia ionises slightly according to the equation:
NH3(g) � H2O(l) s NH4�(aq) � OH (aq)
This means that ammonia solutions are effectively weak solutions of ammo-nium hydroxide.
If, however, ammonia solution is mixed with an acid, a reaction takes place to produce the traditional ‘salt plus water’. The H� ions from the acid remove the OH ions. According to Le Chatelier’s principle, more ammonia will sub-sequently ionise, leading to it all being used up if enough acid is present. This property is used to make a number of ammonia-based fertilisers, as described in the next section.
Melting and boiling temperatureBecause ammonia is such a small molecule, its melting and boiling tempera-tures might be expected to be very low. A molecule with a similar structure, methane, CH4, has a melting point of 183oC and a boiling point of 162oC. However, the melting point of ammonia is only 77.8oC, and its boiling tem-perature is 33.5oC . This is because ammonia displays hydrogen bonding, due to the polarity of its structure. This means that, as well as the dispersion forces that are always present between any molecules, there are additional forces of attraction due to the hydrogen bonding. These forces make ammonia’s inter-molecular bonds harder to break, hence its state is harder to change.
Other propertiesAmmonia is a colourless gas with an extremely pungent odour. It is less dense than air and, under the right conditions, can act as a reductant. This reductant property is due to the fact that the nitrogen atom in the ammonia molecule is present in its lowest possible oxidation state, 3. In redox reactions, the nitrogen atom can donate some of its electrons, therefore increasing the oxidation number.
Uses of ammoniaAs one would expect from its production figures (see table 11.2), the uses of ammonia are many and varied. Its main use is as a raw material for the manu-facture of fertilisers, explosives and nitric acid. It is also used extensively in the making of pharmaceuticals, dyes and synthetic fibres. Other uses include as a cleaning agent and as a refrigerant.
FertilisersAs shown in table 11.2, the main ammonia-based fertilisers are ammonium nitrate and ammonium sulfate. These are produced as follows: (i) By reaction with nitric acid to make ammonium nitrate:
NH4OH(aq) � HNO3(aq) s NH4NO3(aq) � H2O(l)
(ii) By reaction with sulfuric acid to make ammonium sulfate:
2NH4OH(aq) � H2SO4(aq) s (NH4)2SO4(aq) � 2H2O(l)
Ammonia is soluble in water
because it can form hydrogen
bonds with water. It dissolves
to form an aqueous solution of
ammonium hydroxide.
Ammonia is soluble in water
because it can form hydrogen
bonds with water. It dissolves
to form an aqueous solution of
ammonium hydroxide.
The ammonia fountain. A given
volume of water will dissolve over
800 times its volume of ammonia
gas. When a drop of water is added
to the flask that contains ammonia,
enough ammonia will dissolve to
cause the pressure in the flask to
drop. Atmospheric pressure then
causes water to gush up into this
flask. If this water contains some
phenolphthalein indicator, it will turn
crimson upon entering the flask,
illustrating another of ammonia’s
properties — its basic nature.
The ammonia fountain. A given
volume of water will dissolve over
800 times its volume of ammonia
gas. When a drop of water is added
to the flask that contains ammonia,
enough ammonia will dissolve to
cause the pressure in the flask to
drop. Atmospheric pressure then
causes water to gush up into this
flask. If this water contains some
phenolphthalein indicator, it will turn
crimson upon entering the flask,
illustrating another of ammonia’s
properties — its basic nature.
The main uses of ammonia
are for making fertilisers and
explosives. It is also a precursor
chemical for the manufacture of
nitric acid.
The main uses of ammonia
are for making fertilisers and
explosives. It is also a precursor
chemical for the manufacture of
nitric acid.
267CHAPTER 11 Industrial chemistry
Producing ammoniaObtaining raw materials
Nearly all of the ammonia needed to supply global demand is made by the Haber process. This produces ammonia by combining nitrogen and hydrogen gas together. As a ready supply of nitrogen gas for making ammonia is present in air, this is always used as a cost-effective source of nitrogen. Nitrogen can be obtained by the fractional distillation of liquid air (a process similar to the fractional distillation of crude oil).
The hydrogen can be obtained in one of two main ways. The first is by the steam reforming of oil or natural gas. If natural gas is used, for example, the relevant equation is:
CH4(g) � H2O(g) CO(g) � 3H2(g).
This is carried out at high temperatures and in the presence of a nickel catalyst.
This mixture may then be reacted with air. Under the right conditions, the carbon monoxide will be oxidised to carbon dioxide, removing the oxygen from the air in so doing. A mixture of nitrogen (from the air), carbon dioxide and hydrogen is produced. By passing this through sodium hydroxide, the carbon dioxide may be removed as shown.
NaOH(s) � CO2(g) Na2CO3(s) � H2O(l).
A mixture of nitrogen and hydrogen is left. If the initial amounts of reac-tants are chosen carefully, this mixture can be generated in the correct 1 : 3 proportions.
This mixture is then purified so that it will not contaminate (or poison) the catalyst that is used in the Haber process.
An alternative method of obtaining hydrogen is through the electrolysis of water. This process decomposes water, according to the equation:
H2O(l) m 2H2(g) � O2(g)
and is especially suited to locations where a relatively cheap supply of elec-tricity is available.
In Australia, both the steam reforming and electrolysis processes are used.
GASæPHASE
#OVALENTæBONDSæBREAKæASæ
ATOMSæBINDæTOæTHEæSURFACEæOFæTHEæCATALYST�
!TOMSæMIGRATEæONæTHE
CATALYSTæSURFACE�
CATALYSTæSOLID
PHASE
.EWæBONDSæFORMæANDæMOLECULESæLEAVEæTHEæSURFACE�
NITROGENæATOM
HYDROGENæATOM
When bonds in the reactant
molecules are broken, the atoms
bind to the surface of the catalyst
and migrate before recombining to
form ammonia molecules.
When bonds in the reactant
molecules are broken, the atoms
bind to the surface of the catalyst
and migrate before recombining to
form ammonia molecules.
UNIT 4 Chemistry at work268
COMPRESSION
PUMP
HEATæEXCHANGER
GASESæEXPAND
ANDæCOOL
CATALYST
.(�
OUT
REFRIGERATION
UNIT
HIGH PRESSURE
REACTOR
HEATING
COILS
RECYCLE
UNUSEDæGASES
INLET
LIQUIDæAMMONIA
.��
(�
The Haber process makes ammonia from hydrogen and nitrogen gas. First, the gases
are cleaned (top left), then they are cycled through the reaction tower, heater and
catalyst beds. A cooling loop at the base of the reaction tower condenses the ammonia
into a liquid that is removed. High-pressure reactors are expensive to run, so many
industrial plants use low pressure to increase the life of the reactor and reduce the
chance of equipment failure.
The Haber process
The Haber process is a single-step process in which nitrogen and hydrogen are reacted according to the equation:
N2(g) � 3H2(g) s 2NH3(g)
This reaction is a good example of a dilemma often faced by a chemical engineer. At normal temperatures, the value of the equilibrium constant is quite high. The problem, however, is that the rate of reaction is very slow. In other words, the mixture of nitrogen and hydrogen is metastable. If, however, the temperature is increased to bring about a better rate, the yield of ammonia quickly begins to suffer. This is because the above reaction is exothermic and as temperature is increased, the value of its equilibrium constant decreases.
Two of the most important industrial considerations (yield and rate) are therefore in conflict. So, the ultimate design of the plant and its operating conditions must reflect a compromise between these factors.
A closer look at these factors, however, reveals that we can lessen the effect of this compromise in a number of ways. These are:1. Use a suitable catalyst to help obtain the rate required. This means that
the temperature needed will be lower than that needed without a catalyst. The use of a lower temperature will increase the yield by increasing the value of the equilibrium constant.
2. Compress the gases so that the reaction is carried out at high pressure. Le Chatelier’s principle predicts that if a system is pressurised, it will try to reduce that pressure. Consequently, there should be a tendency to reduce the number of particles present. In this case, this means that the reaction
In the Haber process, there is a
conflict between rate and extent
with respect to the temperature
required. However, by careful
consideration of other factors
that affect rate and the position
of equilibrium, the Haber
process is still able to make
ammonia economically.
In the Haber process, there is a
conflict between rate and extent
with respect to the temperature
required. However, by careful
consideration of other factors
that affect rate and the position
of equilibrium, the Haber
process is still able to make
ammonia economically.
269CHAPTER 11 Industrial chemistry
will proceed to the right, as the forward reaction converts 4 molecules into 2 molecules, thus favouring the production of ammonia.
3. Separate the ammonia from the unreacted nitrogen and hydrogen in the exit gases from the converter. This nitrogen and hydrogen can then be recycled and may be converted into ammonia.
In the operation of a typical plant, nitrogen and hydrogen are mixed in the 1 : 3 ratio required by the equation. The gases are then compressed to about 250 atm and heated to about 500oC. (These precise conditions may vary slightly from one plant to another.) The gases then pass into the converter. This is a huge reinforced steel cylinder containing 7 to 8 tonnes of pea-sized catalyst beads. The catalyst most often used is an iron catalyst made from iron oxide, Fe3O4, with traces of aluminium oxide and potassium oxide.
2ATE
0RESSURE
2ATE
4EMPERATURE
CONSTANT
TEMPERATURECONSTANT
LOW
PRESSURE
High pressure and temperature result in an increase in the rate of reaction.
When the gases leave this chamber they contain about 20% ammonia. By cooling the mixture, the ammonia can be liquefied and separated. The unre-acted nitrogen and hydrogen can then be recycled so that ultimately they pass through the converter again. This is another example of green chemistry.
The energy costs in the operation of such a plant are one of its most impor-tant overheads. With careful planning, energy costs can be minimised. In this case, the actual formation of the ammonia from its elements is an exothermic process. The heat generated from this reaction can be made use of elsewhere in the plant, rather than just allowed to go to waste. Heat exchangers are there-fore used. For example, the incoming cold nitrogen/hydrogen mixture can be passed over pipes containing the hot gases that exit from the converter. The resultant transfer of heat will help to heat the incoming gases and cool the exit gases.
Other considerations
Finally, it is worth noting that there are further compromises in operation here. Better yields of ammonia might be obtained by using higher pressures. However, this necessitates the use of more powerful pumping equipment and stronger reaction vessels to withstand the extra pressure. Economically it is not worthwhile to do this, because the extra ammonia produced does not offset the extra costs involved in building such a plant.
The diagram below shows a simplified flowchart for the Haber process.
LIQUIDæ.(�æ
.�
(�
COOLINGCONVERSIONCOMPRESSION
SMALLæBLEEDæ
.��æ(�æRECYCLEUNCONVERTEDæ
Typical conditions for making
ammonia using the Haber
process are a temperature
of about 500oC (at this
temperature the rate is fast
enough but the exothermic
reaction still proceeds forward)
and a pressure of around 250
atmospheres (this forces the
equilibrium reaction to the
product side). A catalyst based
on iron oxide is used.
Typical conditions for making
ammonia using the Haber
process are a temperature
of about 500oC (at this
temperature the rate is fast
enough but the exothermic
reaction still proceeds forward)
and a pressure of around 250
atmospheres (this forces the
equilibrium reaction to the
product side). A catalyst based
on iron oxide is used.
UNIT 4 Chemistry at work270
Health and safety
Ammonia vapour must not be inhaled. To ensure safe operation of the high-pressure reaction vessel, continuous monitoring of several sensors is carried out. If the pressure is too low, the yield will drop.
Nitric acidIn terms of annual world production, nitric acid is the third most important acid, being surpassed only by sulfuric and phosphoric acid. The acid has been known since the times of the alchemists, when it was known as ‘aqua fortis’. It has a wide range of uses in agriculture, industry and medicine. Its salts are used in such diverse areas as fireworks and explosives, medicines, fertilisers, dyes and food preservatives. They can also be used as oxidising agents (for example in solid fuel rockets) and as germicides, fungicides in agriculture and horticulture.
Properties of nitric acidNitric acid is miscible with water. Dilute solutions of nitric acid used in the laboratory are colourless and can be used in the open. This is not the case for concentrated nitric acid, which is highly corrosive and toxic, and can cause severe burns. Although it is colourless when pure, older samples of nitric acid may become yellowish as oxides of nitrogen gradually form over time. At con-centrations of 86% and above, nitric acid is called ‘fuming nitric acid’ because it produces nitrogen oxides, NOx, on contact with air. These fumes may be yellow or red depending on which oxide is formed. When dealing with con-centrated nitric acid, all contact should be avoided; a fume hood or breathing protection and ventilation should be used.
Uses of nitric acidExplosives
Many explosives require nitric acid at some stage in their manufacture. Trinitrotoluene (TNT), for example, is made by adding nitrating mixture to toluene. Nitrating mixture is a mixture of concentrated nitric and sulfuric acids.
As noted earlier, ammonium nitrate is easily made by reacting nitric acid with ammonia. Ammonium nitrate decomposes according to the equation:
2NH4NO3(s) m 2N2(g) � O2(g) � 4H2O(g)
The large volume increase in the products, coupled with the extremely fast rate and exothermic nature of this reaction, explain its suitability as an explosive.Nitroglycerine (and its derivative, dynamite) is yet another example of an explosive requiring nitric acid in its manufacture.
Fertilisers
Common fertilisers made from nitric acid include ammonium nitrate, sodium nitrate and potassium nitrate. As noted in table 11.2, calcium nitrate is also used in large amounts.
Other uses
Silver nitrate is used to make photographic film. With the worldwide demand for film dropping due to improvements in digital photography, the demand for silver nitrate has dropped.
Nitric acid is also used to make chemicals used in fireworks, dyes, pharma-ceuticals, pesticides and detergents.
Nitroglycerin, as
it is commonly
known, is also
called trinitroglycerin
because of its three
nitrogen groups
(coloured dark blue
in this figure).
This molecule is derived from nitric
acid. Trinitroglycerin can be used
to treat the heart disease angina.
It is also used in the explosives
industry.
Nitroglycerin, as
it is commonly
known, is also
called trinitroglycerin
because of its three
nitrogen groups
(coloured dark blue
in this figure).
This molecule is derived from nitric
acid. Trinitroglycerin can be used
to treat the heart disease angina.
It is also used in the explosives
industry.
The main use of nitric acid is to
make fertilisers and explosives.
It is also used to make a
number of important nitrate
salts.
The main use of nitric acid is to
make fertilisers and explosives.
It is also used to make a
number of important nitrate
salts.
271CHAPTER 11 Industrial chemistry
The Ostwald processEquilibrium principles and rate considerations play an important part in the manufacture of nitric acid. A number of steps are involved in this process, but it is in only one of these that rate and equilibrium requirements conflict. The remaining steps can be made to proceed with relative ease. The process involved is called the Ostwald process, after its inventor, the German chemist Wilhelm Ostwald.
The three main steps of the Ostwald process are1. oxidation of NH3 to NO2. oxidation of NO to NO2
3. absorption and reaction of NO2 with water.The Ostwald process begins with the oxidation of ammonia by air in the
presence of a catalyst. It is this step that involves the rate and equilibrium conflict referred to above. The reaction involved is:
The catalyst involved is made of a platinum-rhodium alloy. As hot ammonia tends to decompose in metal pipes, the ammonia is not heated until it actu-ally passes over the catalyst. To achieve this, the catalyst is electrically heated and the flow rate of the gases over it is carefully controlled to produce a tem-perature of about 900oC. This temperature is a compromise between the need for a high yield (which requires low temperatures in an exothermic reaction) and a fast rate (which needs a high temperature). By using such a catalyst, the conflict between these two considerations is lessened; the catalyst can contribute to generating the required rate, but at a lower temperature.
There is another important rate consideration involved here. The desired product, nitrogen monoxide (NO), is unstable, with a tendency to decompose into nitrogen and oxygen:
2NO(g) s N2(g) � O2(g)
Fortunately, the rate of this decomposition is usually very slow and so large amounts of nitrogen monoxide can be generated and collected. If, however, the gas is allowed to heat up too much, the increased rate of the decomposition process will lead to a significant loss of NO.
Azo dyes commonly come in reds,
oranges and yellows. They are
used to dye materials such as
wool, leather and cotton. The dyes
can be formed from the action
of nitric acid on amine groups
attached to aromatic rings, forming
a nitrogen–nitrogen azo-link.
Azo dyes commonly come in reds,
oranges and yellows. They are
used to dye materials such as
wool, leather and cotton. The dyes
can be formed from the action
of nitric acid on amine groups
attached to aromatic rings, forming
a nitrogen–nitrogen azo-link.
This large circular gauze woven
from platinium-rhodium wire is used
as a catalyst in the production of
nitric acid from the oxidation of
ammonia.
This large circular gauze woven
from platinium-rhodium wire is used
as a catalyst in the production of
nitric acid from the oxidation of
ammonia.
11.1 Catalytic oxidation of ammonia11.1 Catalytic oxidation of ammonia
The reaction conditions for
the first step of the Ostwald
process are carefully chosen to
maximise the production of NO.
As the temperature required for
an optimum rate is in conflict
with the temperature required
for a good yield, a catalyst is
used.
The equation for this step is:
4NH3(g) � 5O2(g) s
4NO(g) � 6H2O(g)
The reaction conditions for
the first step of the Ostwald
process are carefully chosen to
maximise the production of NO.
As the temperature required for
an optimum rate is in conflict
with the temperature required
for a good yield, a catalyst is
used.
The equation for this step is:
4NH3(g) � 5O2(g) s
4NO(g) � 6H2O(g)
UNIT 4 Chemistry at work272
It is for this reason that the gases cannot pass too slowly over the electrically-heated catalyst. In so doing, they will heat up to above 900oC, and substantial losses of NO will result. However, the other extreme is also undesirable. If the gases in the mixture pass too quickly over the catalyst, they will not heat up suf-ficiently and the rate of the ammonia/oxygen reaction will be too slow. Some ammonia will escape oxidation, thus lowering the yield of NO. The chosen temperature is a middle ground between these two effects. The contact time involved is of the order of 0.003 seconds. This step can also be aided by an increase in pressure, as there are fewer particles on the right-hand side of the equation (a total of three compared to a total of two). In practice, pressures up to about 10 atmospheres are typically employed.
The second step in the Ostwald process involves the reaction:
2NO(g) � O2(g) s 2NO2(g), $H � 114 kJ mol 1
This reaction is very unusual in that its rate increases as temperature drops. Below 30oC, its rate is very fast. In this situation, both rate and equilibrium considerations are favoured by a low temperature. Thus, as soon as the gases exit from the first step they are cooled to room temperature. (The heat obtained can be recycled to help heat the incoming air in the first step.)
In the final step, the nitrogen dioxide (NO2) is reacted with water in tall absorption towers. In the towers there are a large number of inert plates. The water enters at the top of these towers and trickles over the plates on its way down. As it does, it comes into contact with the rising nitrogen dioxide, which is admitted at the base of the towers. Reaction between the water and the gas produces nitric acid, which then dissolves in the remaining water. There are three main reactions involved in this process. At the low temperatures, the NO2 is largely converted to its dimer N2O4, according to:
2NO2(g) s N2O4(g)
The N2O4 then reacts with the water to produce a mixture of nitric (HNO3) and nitrous (HNO2) acids:
N2O4(g) � H2O(l) s HNO3(aq) � HNO2(aq)
The nitrous acid formed decomposes, according to:
2HNO2(aq) NO(g) � NO2(g) � H2O(l)
The overall reaction is:
3NO2(g) � H2O(l) 2HNO3(aq) � NO(g)
In this reaction, some of the NO2 is oxidised (to HNO3) and some is reduced (to NO). The NO produced reacts rapidly with oxygen from the air in the tower due to the low temperature. This produces NO2, which then reacts as before.
In this way a solution of nitric acid may be produced that is about 50–60% HNO3. This can easily be increased to 68% by distilling off some of the water. In this form, the acid is suitable for many of the required applications. If a higher concentration is required, the acid may be distilled from concentrated sulfuric acid.
The Ostwald process is summarised below.
(./�
.(�
/�
ABSORPTION./æOXIDATION
AMMONIAæOXIDATION
/�
(�/
The stages in the Ostwald process
To discover more about the
production of nitric acid, go to
the website for this book and
click on the Nitric acid weblink
(see Weblinks, page 476).
To discover more about the
production of nitric acid, go to
the website for this book and
click on the Nitric acid weblink
(see Weblinks, page 476).
The second step in the Ostwald
process is the oxidation of NO
to NO2. This reaction has an
unusual rate property: the rate
and equilibrium position are
favoured by low temperatures.
The equation is:
2NO(g) � O2(g) s 2NO2(g)
The second step in the Ostwald
process is the oxidation of NO
to NO2. This reaction has an
unusual rate property: the rate
and equilibrium position are
favoured by low temperatures.
The equation is:
2NO(g) � O2(g) s 2NO2(g)
The third step in the Ostwald
process is absorption of NO2
in water to produce nitric acid,
according to the equation:
3NO2(g) � H2O(l) s
2HNO3(aq) � NO(g)
The third step in the Ostwald
process is absorption of NO2
in water to produce nitric acid,
according to the equation:
3NO2(g) � H2O(l) s
2HNO3(aq) � NO(g)
273CHAPTER 11 Industrial chemistry
The Ostwald process involves the oxidation of nitrogen, through a series of steps, from its lowest oxidation state to its highest. Starting with ammonia (NH3), nitrogen monoxide (NO) is formed, followed by nitrogen dioxide (NO2) and finally nitric acid (HNO3). The oxidation states involved are shown in table 11.3.
TABLE 11.3 Oxidation states of nitrogen during the Ostwald process
Nitrogen compound Oxidation state
NH3 3
NO �2
NO2 �4
HNO3 �5
Sulfuric acidIn 1843, the German chemist Justius von Liebig wrote ‘It is no exaggeration to say that we may judge the commercial prosperity of a country from the amount of sulfuric acid it consumes.’ This is certainly still true. There are very few consumer goods that do not need sulfuric acid at some stage in their production.
&ERTILISERS�ESPECIALLYæSUPERPHOSPHATE
3ULFURICæACID
2ECONSTITUTEDæANDSYNTHETICæFIBRES
0AINTSANDPIGMENTS
/THERCHEMICALS
$YES
0LASTICS
$ETERGENTSANDSOAPS
0ICKLINGMETAL
$RUGS
%XPLOSIVES
2EFININGPETROLEUM
Some of the many uses for a widely produced chemical — sulfuric acid
In Australia, most of the sulfuric acid produced (over 70%) is used to make fertilisers. Superphosphate is formed by treating ‘rock phosphate’ with sulfuric acid. Rock phosphate contains insoluble calcium phosphate and is mined extensively on islands to the north of Australia in both the Pacific and Indian Oceans. The equation for this reaction is:
Ammonium sulfate is made by reacting ammonia solution (ammonium hydroxide) with sulfuric acid. In this reaction the ammonia acts as a base. The equation for this reaction is:
2NH4OH(aq) � H2SO4(aq) s (NH4)2SO4(aq) � 2H2O(l)
Toxic nitrogen dioxide gas is
produced when concentrated
nitric acid is poured onto copper.
The nitric acid acts as an oxidant;
copper metal is oxidised to copper
ions, Cu2+.
Toxic nitrogen dioxide gas is
produced when concentrated
nitric acid is poured onto copper.
The nitric acid acts as an oxidant;
copper metal is oxidised to copper
ions, Cu2+.
Production of fertilisers
represents a major use of
sulfuric acid in Australia. Two
of the most common fertilisers
produced from sulfuric acid
are superphosphate and
ammonium sulfate.
Production of fertilisers
represents a major use of
sulfuric acid in Australia. Two
of the most common fertilisers
produced from sulfuric acid
are superphosphate and
ammonium sulfate.
UNIT 4 Chemistry at work274
Properties of sulfuric acidSulfuric acid is a strong diprotic acid
Each molecule of sulfuric acid contains two hydrogen atoms that may be donated to a suitable base as H� ions. Because of this it can be classifi ed as a diprotic acid. The transfer of H� ions when sulfuric acid is reacted with water can be represented by the following two equations:
H2SO4(l) � H2O(l) s HSO4 (aq) � H3O�(aq) Ka z 109 mol L 1
HSO4 (aq) � H2O(l) s SO4
2 (aq) � H3O�(aq) Ka � 1.0 s 10 2 mol L 1
Note that the dissociation constant (Ka) for the fi rst reaction is large and that sulfuric acid can therefore also be described as a strong acid. You will notice the second H� ion is not so easily donated, as indicated by the low value of the dissociation constant for the second reaction.
Sulfuric acid is an oxidant
Another important property of sulfuric acid is that it is an oxidant. This is par-ticularly true when it is hot and concentrated. This is to be expected when we realise that it contains sulfur in its maximum possible oxidation state of �6. As many sulfur-containing compounds exist in lower oxidation states, we would expect that sulfuric acid might therefore be able to be reduced.
Two equations that demonstrate this ability are its reaction with carbon and its reaction with a number of metals such as silver.
Concentrated sulfuric acid is a very good dehydrating agent. This means that it will absorb water. In both the laboratory and in industry, this property is often used to ‘dry’ chemicals by removing any traces of water that might be present. In fact, it is such a good dehydrating agent that it can often remove hydrogen and oxygen atoms from a substance in which they are covalently bonded. This makes it a particularly dangerous acid to handle. If the acid is spilt on any wood or paper, for example, charring will occur as the hydrogen and oxygen atoms are removed by the acid to make water, leaving behind just the carbon atoms. If the acid is spilt on fl esh, serious burns and skin damage can be infl icted by the same mechanism.
CONCENTRATEDæSULFURICæACID
TESTæTUBE
DEHYDRATEDæ#U3/�
#U3/�æCRYSTALS
The familiar classroom demonstration of concentrated sulfuric acid reacting with sugar (sucrose) is a spectacular demonstration of this prop-erty. In this reaction, the hydrogen and oxygen atoms from the sucrose are removed, leaving behind a black mass of almost pure carbon. The equation for this reaction is:
H2SO4
C12H22O11(s) 12C(s) � 11H2O(g)
5SESæ�PERCENTAGE
SUPERPHOSPHATE
OTHERæCHEMICALS
MININGæANDæ
METALLURGY
AMMONIUM
SULFATE
��
������
���
The major uses of sulfuric acid in
Australia
5SESæ�PERCENTAGE
SUPERPHOSPHATE
OTHERæCHEMICALS
MININGæANDæ
METALLURGY
AMMONIUM
SULFATE
��
������
���
The major uses of sulfuric acid in
Australia
Sulfuric acid is:
an oxidant
a dehydrating agent
a highly exothermic reactant.
•
•
•
Sulfuric acid is:
an oxidant
a dehydrating agent
a highly exothermic reactant.
•
•
•
The dehydrating property of
sulfuric acid can be seen when the
acid is poured onto blue hydrated
copper sulfate crystals. The acid
turns the crystals white, indicating
that anhydrous copper sulfate
crystals are formed as the water of
crystallisation is dehydrated.
The dehydrating property of
sulfuric acid can be seen when the
acid is poured onto blue hydrated
copper sulfate crystals. The acid
turns the crystals white, indicating
that anhydrous copper sulfate
crystals are formed as the water of
crystallisation is dehydrated.
275CHAPTER 11 Industrial chemistry
The reaction of sulfuric acid with water is highly exothermic
When concentrated sulfuric acid is mixed with water, an enormous amount of heat is evolved. For this reason, extreme care must always be exercised when diluting sulfuric acid. Under no circumstances must the water be added to the
acid.Typical safety precautions used when diluting the acid involve:
(a) slowly adding the acid to the water with continual stirring(b) placing the beaker in which the dilution is occurring in a bath of ice water
in a fume cupboard(c) wearing appropriate safety clothing.In addition to the dehydrating properties mentioned above, this highly exo-thermic property is another reason why burns from concentrated sulfuric acid can be so dangerous. If it is spilt on your skin, the area should be flooded with a large volume of water as quickly as possible. If the amount spilt is large, the bulk of the acid should be quickly wiped away before applying the water.
The Contact processSulfuric acid is made cheaply on a large scale by the Contact process. This is a multi-step process that relies on the interplay between rate and equilibrium considerations for its success.
Four major steps are involved in the Contact process:1. oxidation of S to SO2
2. catalytic oxidation of SO2 to SO3
3. the absorption of the SO3 by previously prepared sulfuric acid to produce oleum, H2S2O7
4. the dilution of the oleum with water to make sulfuric acid.The reaction between sucrose
and concentrated sulfuric acid is
an example of the dehydrating
properties of this acid.
The reaction between sucrose
and concentrated sulfuric acid is
an example of the dehydrating
properties of this acid.
Sulfur dioxide may also be obtained
from the roasting and smelting of
sulfide ores such as chalcopyrites,
CuFeS2, and iron pyrites (iron
sulfide), known as fool’s gold,
shown here as cubic crystals.
Sulfur dioxide may also be obtained
from the roasting and smelting of
sulfide ores such as chalcopyrites,
CuFeS2, and iron pyrites (iron
sulfide), known as fool’s gold,
shown here as cubic crystals.
UNIT 4 Chemistry at work276
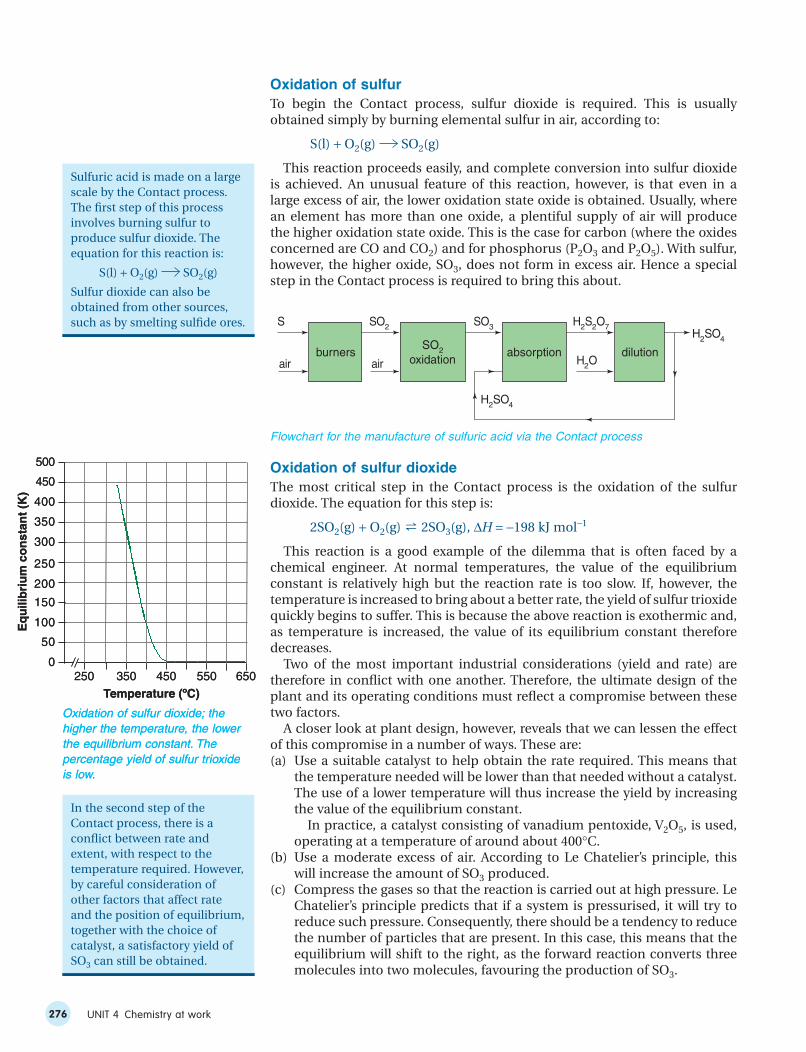
Oxidation of sulfur
To begin the Contact process, sulfur dioxide is required. This is usually obtained simply by burning elemental sulfur in air, according to:
S(l) � O2(g) SO2(g)
This reaction proceeds easily, and complete conversion into sulfur dioxide is achieved. An unusual feature of this reaction, however, is that even in a large excess of air, the lower oxidation state oxide is obtained. Usually, where an element has more than one oxide, a plentiful supply of air will produce the higher oxidation state oxide. This is the case for carbon (where the oxides concerned are CO and CO2) and for phosphorus (P2O3 and P2O5). With sulfur, however, the higher oxide, SO3, does not form in excess air. Hence a special step in the Contact process is required to bring this about.
DILUTION
3
AIR
3/�
AIR
(�3�/�
(�/
3/�
BURNERS3/
�
OXIDATIONABSORPTION
(�3/
�
(�3/
�
Flowchart for the manufacture of sulfuric acid via the Contact process
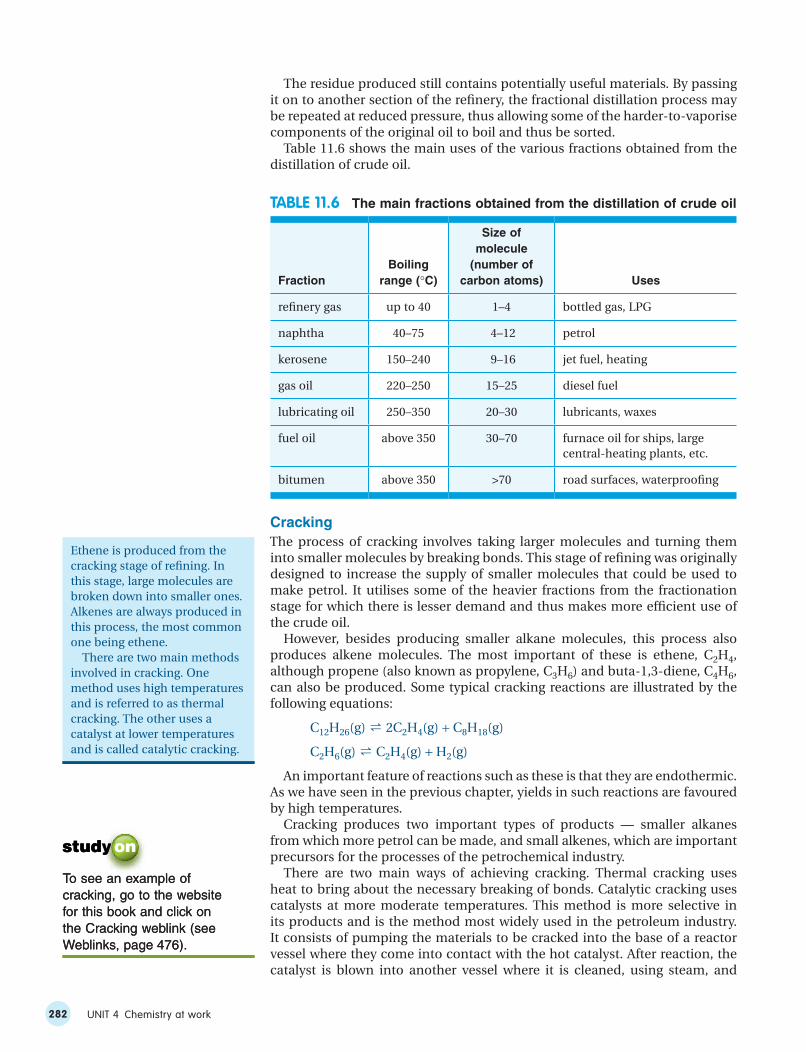
Oxidation of sulfur dioxide
The most critical step in the Contact process is the oxidation of the sulfur dioxide. The equation for this step is:
2SO2(g) � O2(g) s 2SO3(g), $H � 198 kJ mol 1
This reaction is a good example of the dilemma that is often faced by a chemical engineer. At normal temperatures, the value of the equilibrium constant is relatively high but the reaction rate is too slow. If, however, the temperature is increased to bring about a better rate, the yield of sulfur trioxide quickly begins to suffer. This is because the above reaction is exothermic and, as temperature is increased, the value of its equilibrium constant therefore decreases.
Two of the most important industrial considerations (yield and rate) are therefore in conflict with one another. Therefore, the ultimate design of the plant and its operating conditions must reflect a compromise between these two factors.
A closer look at plant design, however, reveals that we can lessen the effect of this compromise in a number of ways. These are:(a) Use a suitable catalyst to help obtain the rate required. This means that
the temperature needed will be lower than that needed without a catalyst. The use of a lower temperature will thus increase the yield by increasing the value of the equilibrium constant. In practice, a catalyst consisting of vanadium pentoxide, V2O5, is used, operating at a temperature of around about 400oC.
(b) Use a moderate excess of air. According to Le Chatelier’s principle, this will increase the amount of SO3 produced.
(c) Compress the gases so that the reaction is carried out at high pressure. Le Chatelier’s principle predicts that if a system is pressurised, it will try to reduce such pressure. Consequently, there should be a tendency to reduce the number of particles that are present. In this case, this means that the equilibrium will shift to the right, as the forward reaction converts three molecules into two molecules, favouring the production of SO3.
Sulfuric acid is made on a large
scale by the Contact process.
The first step of this process
involves burning sulfur to
produce sulfur dioxide. The
equation for this reaction is:
S(l) � O2(g) SO2(g)
Sulfur dioxide can also be
obtained from other sources,
such as by smelting sulfide ores.
Sulfuric acid is made on a large
scale by the Contact process.
The first step of this process
involves burning sulfur to
produce sulfur dioxide. The
equation for this reaction is:
S(l) � O2(g) SO2(g)
Sulfur dioxide can also be
obtained from other sources,
such as by smelting sulfide ores.
�
���
���
%QUILIBRIUMæCONSTANTæ�+
4EMPERATURE�#
���
���
���
��
���
���
���
���
��� ��� ��� ��� ���
Oxidation of sulfur dioxide; the
higher the temperature, the lower
the equilibrium constant. The
percentage yield of sulfur trioxide
is low.
�
���
���
%QUILIBRIUMæCONSTANTæ�+
4EMPERATURE�#
���
���
���
��
���
���
���
���
��� ��� ��� ��� ���
Oxidation of sulfur dioxide; the
higher the temperature, the lower
the equilibrium constant. The
percentage yield of sulfur trioxide
is low.
In the second step of the
Contact process, there is a
conflict between rate and
extent, with respect to the
temperature required. However,
by careful consideration of
other factors that affect rate
and the position of equilibrium,
together with the choice of
catalyst, a satisfactory yield of
SO3 can still be obtained.
In the second step of the
Contact process, there is a
conflict between rate and
extent, with respect to the
temperature required. However,
by careful consideration of
other factors that affect rate
and the position of equilibrium,
together with the choice of
catalyst, a satisfactory yield of
SO3 can still be obtained.
277CHAPTER 11 Industrial chemistry
In practice, however, the use of high pressures is not necessary. When all the above considerations are employed, the yield of SO3 at atmospheric pressure is good enough to preclude the extra costs associated with high-pressure equipment. This is an example of how the economics of a process are just as important as the chemistry when it comes to plant design.
(d) Finally, as sulfur dioxide is a serious atmospheric pollutant, it is impor-tant that as much SO2 be converted into SO3 as possible. This also makes sound economic sense. To achieve this, the reacting mixture is passed over a number of ‘beds’ in which the V2O5 catalyst is present. The mixture is cooled in between one bed and the next to prevent the temperature rising too much and therefore affecting the yield. This arrangement is also good from a rate point of view as it increases the surface area of the catalyst, thus making it more efficient. At the end of this process, any unreacted SO2 is recycled into the incoming SO2 stream at the start of this step. The result is that conversion rates very close to 100% can be obtained.
/
3
/
3
(/ /(
/
/
/
The structure of the oleum molecule
æ�æ
æ�æ
æ�æ
æ�æ
æ�æ
æ�ææ�æ
3
//æ�æ
(
/
/
(
The structure of the sulfuric acid molecule
The absorption of sulfur trioxide
The step after conversion to SO3 involves the absorption of this gas into pre-viously prepared sulfuric acid. This is achieved by admitting the SO3 to the base of a tall tower and admitting sulfuric acid to the top of the tower. The sulfuric acid, being a liquid, trickles down special vertical plates inside the tower. Oleum, or ‘fuming sulfuric acid’, is made on contact with the rising SO3, the equation being:
H2SO4(l) � SO3(g) H2S2O7(l)
Dilution of oleum
The oleum thus produced is then mixed with the stoichiometric amount of water to make 98% sulfuric acid:
H2S2O7(l) � H2O(l) 2H2SO4(l)
The direct reaction of SO3 with water is not used in the absorption stage, owing to the large amounts of heat evolved. This would lead to the formation of sulfuric acid mist inside the absorption tower, which would take a long time to settle out. In addition, SO3 is more soluble in liquid sulfuric acid than it is in water.
Natural deposits of crystalline sulfur occur often in
volcanic regions. Many deposits are underground,
but sometimes sulfur occurs on the surface.
These sulfur crystals in New Zealand’s volcanic
Rotorua area were formed from the condensation
of hydrogen sulphide gas as it hit cooler air after
escaping from a volcanic vent.
The conditions chosen for the
oxidation of SO2 to SO3 are a
temperature of about 450oC
and a vanadium pentoxide
(V2O5) catalyst. Although
higher pressures are chemically
desirable, they are not used due
to economic considerations.
The conditions chosen for the
oxidation of SO2 to SO3 are a
temperature of about 450oC
and a vanadium pentoxide
(V2O5) catalyst. Although
higher pressures are chemically
desirable, they are not used due
to economic considerations.
The final two steps of the
Contact process are the
absorption of SO3 by previously
prepared sulfuric acid to form
oleum. The equation for this
reaction is:
SO3(g) � H2SO4(l) H2S2O7(l)
This is then followed by the
careful stoichiometric addition
of water:
H2S2O7(l) � H2O(l) 2H2SO4(l)
The final two steps of the
Contact process are the
absorption of SO3 by previously
prepared sulfuric acid to form
oleum. The equation for this
reaction is:
SO3(g) � H2SO4(l) H2S2O7(l)
This is then followed by the
careful stoichiometric addition
of water:
H2S2O7(l) � H2O(l) 2H2SO4(l)
UNIT 4 Chemistry at work278
�
MOLTENæSULFURæSPRAY
�����#
����#
SULFURBURNER
HEATEXCHANGER
CONVERTER
EXCESSDRYAIR
3/�æ�æ/�æ
3/��/�æ
SULFURDIOXIDEFROMSULFIDESMELTER
FIRSTæABSORPTIONæTOWER
OLEUM
HEATEXCHANGER
DILUTER
SULFURICæACID
DILUTER
FANBLOWERS
����#
����#
����#
����#
(�3/
�æ
3/�æ
/�æ
SPRAY
SECONDæABSORPTIONæTOWER
STORAGETILLæSOLD
�
�
�
�
3/�
3/�æ
(�3/
�æ
�
OLEUM
(�/æ
(�/æ
The Contact process involves considerable recycling of heat and materials between the
converter and absorption towers. The numbers 1 to 5 identify the sequence of events.
The Frasch processThe huge demand for sulfuric acid made by the Contact process means that there is also a huge demand for elemental sulfur. Most of the world’s sulfur comes from extensive deposits in Louisiana, USA, and from deposits underneath the Gulf of Mexico.
The process for extracting this sulfur was invented in 1890 by the American engineer, Hermann Frasch. A 15 cm hole is drilled into the deposit and three concentric pipes are lowered down inside it. Superheated water at a pressure of about 15 atmos-pheres is then pumped down the outside pipe. At this pressure the boiling point of the water is 170oC. This superheated water melts the sulfur at the bottom of the pipe. Compressed air is blown down the inner-most pipe, the result being that a frothy mixture of hot water, air and molten sulfur is forced up the middle pipe to the surface.
This mixture flows into enormous vats where the sulfur and water separate (they are immiscible) and the sulfur solidifies.
The extraction of sulfur using the Frasch
process
To find out more about the
role of H2SO4 in uranium
production, go to the website
for this book and click on the
Uranium production weblink
(see Weblinks, page 476).
To find out more about the
role of H2SO4 in uranium
production, go to the website
for this book and click on the
Uranium production weblink
(see Weblinks, page 476).
Sulfur used in the Contact
process can be obtained by
the Frasch process, which uses
superheated water to produce
molten sulfur.
Sulfur used in the Contact
process can be obtained by
the Frasch process, which uses
superheated water to produce
molten sulfur.
compressed
air
molten
sulfur superheated
water
sulfate deposit
compressed
air
molten
sulfur superheated
water
sulfate deposit
279CHAPTER 11 Industrial chemistry
Ethene and the age of plasticsEthene, also known as ethylene, is one of the most versatile and widely used chemicals in today’s industrialised countries. It consistently ranks in the top five chemicals produced worldwide, rising in some years to third position.
Solvents
Plastics
Reconstituted andsynthetic fibre
Syntheticrubber
Paints, var nishesetc.
Ethene
Otherchemicals
Tetraethyl
lead
Antifreeze
Ethene is produced from the refining of crude oil. The ethene molecule, C2H4, contains four C—H single bonds and a C C double bond. This double bond constitutes a very reactive region and hence ethene undergoes a large number of chemical reactions. As a result, a large number of chemical prod-ucts can be made from it. These include fabrics, dyes, medicines, explosives, inks, adhesives, solvents and plastics. Plastics, in particular, account for a large proportion of this demand, with their wide range of properties and applications. Some are light, some heavy; some firm, some flexible; some melt when heated, others don’t. In fact many plastics have initially been made ‘on demand’ to meet a particular need and then gone on to a wider acceptance in the consumer market.
The presence of a refinery in an area often spawns a number of associated plants to make use of the ethene produced there. These plants are often very dependent on one another, with products and by-products crossing back and forth between them. Complexes such as those at Altona in Victoria, Botany Bay in New South Wales and Kwinana in Western Australia, are evidence of this interdependence.
This industry, which utilises chemicals derived from crude oil, is termed the petrochemical industry. It has been estimated that it makes over a thousand important products.
What sort of chemical is ethene?Ethene is an example of a type of chemical that chemists refer to as alkenes. The substances in crude oil and natural gas, on the other hand, are made up of alkanes. As both these types of substances are made entirely from just carbon and hydrogen atoms, they are often collectively referred to as hydrocarbons.
Alkanes are characterised by the fact that all the carbon-to-carbon bonds within the molecule are single bonds and subsequently their formulas all follow the pattern CnH2n � 2. For a given number of carbon atoms, molecules of this type will therefore contain the maximum number of hydrogen atoms possible. Hence, alkanes can also be referred to as saturated hydrocarbons. Alkenes, on the other hand, contain a double bond between two of the carbon atoms in their mole-cules, and have the general formula CnH2n. As a result of the double bond, there is less hydrogen per molecule than would be possible if all the bonds were single bonds. Alkenes may also be called unsaturated hydrocarbons because of this.
In industry, alkanes are often called paraffins and alkenes are referred to as olefins.
The names, formulas and boiling temperatures of the first few members of both of these series are shown below.
Some of the many uses of another
widely produced chemical —
ethene (ethylene)
Some of the many uses of another
widely produced chemical —
ethene (ethylene)
æ�ææ�ææ�æ
æ�æ
æ�æ
æ�æ
# #
(
(
(
(
The ethene molecule, C2H4
æ�ææ�ææ�æ
æ�æ
æ�æ
æ�æ
# #
(
(
(
(
The ethene molecule, C2H4
Ethene, C2H4, is an important
alkene that is produced in very
large amounts. It is produced
from the refining of crude
oil. Ethene is used in the
manufacture of most plastics,
and it has many other uses.
Ethene, C2H4, is an important
alkene that is produced in very
large amounts. It is produced
from the refining of crude
oil. Ethene is used in the
manufacture of most plastics,
and it has many other uses.
UNIT 4 Chemistry at work280
TABLE 11.4 Some simple alkanes
Name of alkane Formula Boiling temperature (oC)
methane CH4 161
ethane C2H6 89
propane C3H8 42
n-butane C4H10 0.5
n-pentane C5H12 36
TABLE 11.5 Some simple alkenes
Name of alkene Formula Boiling temperature (oC)
ethene C2H4 104
propene C3H6 47.7
but-1-ene C4H8 6.2
but-2-ene C4H8 0.9
pent-1-ene C5H10 30.0
An important feature of both these series is that the molecules containing four or more carbon atoms can have different arrangements, or isomers. Below are the isomers for butane and butene respectively.
N BUTANEæ�#�(�� METHYLæPROPANEæ�#
�(��
æ�ææ�æ
æ�æ
æ�æ æ�æ
æ�æ
æ�æ
æ�æ
æ�ææ�æ
#( (#
æ�æ
æ�æ
æ�æ
#
(
((
( (
( (
(
#
æ�æ
æ�ææ�æ
æ�æ
æ�æ
#
((
æ�ææ�æ
æ�æ#
(
(æ�æ
æ�æ# æ�
æ(
# (
æ�ææ�æ
(
(
(
(
BUT � ENEæ�#�(�
� METHYLPROP � ENEæ�#�(�
BUT � ENEæ�#�(�
æ�ææ�æ
æ�æ
æ�ææ�ææ�
ææ�æ
#( #
æ�æ#
æ�æ(
( #æ�æ
æ�æ(
(
(
( æ�æ
(
æ�æ
æ�ææ�ææ�ææ�
æ
#
(
æ�ææ�æ
æ�æ#
(
(
æ�æ# æ�
æ(
#
æ�æ(
( æ�æ
(
(
æ�æ
æ�ææ�ææ�ææ�
æ
#
(
# (
æ�æ#
æ�ææ�æ
(
æ�æ
æ�æ
æ�ææ�
æ
(
#
(((
(
The isomers of butaneThe isomers of butane
The isomers of buteneThe isomers of butene
281CHAPTER 11 Industrial chemistry
Production of ethene
Ethene is produced from the refining of crude oil, together with various types of fuels.
Crude oil is a complex mixture of compounds that are mostly hydrocarbons. The trapping and subsequent decay of simple marine and freshwater organ-isms in the presence of heat and pressure has, over millions of years, gradually changed their remains into the oil and natural gas deposits that are so sought after today. The time taken for this to happen varies somewhat — Bass Strait crude is an estimated 55 million years old, whereas crudes from other areas of Australia are as old as 500 million years.
The differences in time, pressure and the original organisms from which the oil may have been formed mean that crude oil obtained from one well may be quite different from that obtained from another. Even from wells that are quite close together, such as in the Persian Gulf for example, different types of crude are obtained. Some crude oils are ‘heavy’, black and viscous. Some are almost colourless and pour as easily as water. Mostly, though, crude oil is black or brown, whether ‘heavy’ or ‘light’. However, despite their differences, all crude oils are essentially a mixture of hydrocarbons that can be refined according to the same general principles.
The main steps in the refining of crude oil are:fractional distillationcrackingcatalytic reformingdesulfurisation.Ethene is obtained from the cracking stage. However, to provide a com-
plete overview of the refining process, we will briefly consider the other main stages.
ETHANENATURALGAS
FRACTIONALDISTILLATION CRACKING
PURIFICATIONAND
SEPARATIONCRACKINGCRUDEOIL
SELECTED
FRACTIONSETHENE
Fractional distillation
The molecules in crude oil have a range of boiling temperatures due to the intermolecular forces between them. In hydrocarbon molecules, the only effective intermolecular forces are dispersion forces. A property of dispersion forces is that they increase with molecular size. This means that the larger the molecule, the higher its boiling temperature will be. It is this range of boiling temperatures that fractional distillation exploits.
Crude oil is heated and passed into the base of a tall column called a frac-tionating tower. Such towers, which can be as much as 25 metres high, are cooler near the top than they are at the bottom. Most of the crude oil is vapor-ised by the time it enters at the base and these vapours then rise up the tower. As they do, the various components cool and liquefy at different levels. A rough ‘sorting out’ of the crude oil into fractions is thus achieved. These frac-tions are collected on trays at appropriate levels within the tower and contain a mixture of hydrocarbons of roughly the same molecular size. A feature of these trays is ‘bubble caps’. These allow the vapours that have not yet con-densed to continue rising inside the tower while, at the same time, collecting the condensed liquid.
In the fractional distillation (or fractionation) step of refining, the com-ponents of crude oil are separated on the basis of their boiling temperatures. As boiling temperature is related to molecular size, this effectively sorts these components into fractions containing molecules of similar size.
••••
Crude oil contains a mixture of
hydrocarbon molecules, such
as bitumen, fuel oil, petroleum
and refinery gas, that can be
separated by fractional distillation.
This separation relies on the
different boiling points of the
various hydrocarbons; the longer
the hydrocarbon chain is, the more
dispersion forces exist between
molecules, hence the boiling point
is higher.
Crude oil contains a mixture of
hydrocarbon molecules, such
as bitumen, fuel oil, petroleum
and refinery gas, that can be
separated by fractional distillation.
This separation relies on the
different boiling points of the
various hydrocarbons; the longer
the hydrocarbon chain is, the more
dispersion forces exist between
molecules, hence the boiling point
is higher.
Flowchart for the production of
ethene
Flowchart for the production of
ethene
The components of crude oil
are separated by fractional
distillation. To see how this is
done, go to the website for this
book and click on the Fractional
distillation weblink (see
Weblinks, page 476).
The components of crude oil
are separated by fractional
distillation. To see how this is
done, go to the website for this
book and click on the Fractional
distillation weblink (see
Weblinks, page 476).
UNIT 4 Chemistry at work282
The residue produced still contains potentially useful materials. By passing it on to another section of the refinery, the fractional distillation process may be repeated at reduced pressure, thus allowing some of the harder-to-vaporise components of the original oil to boil and thus be sorted.
Table 11.6 shows the main uses of the various fractions obtained from the distillation of crude oil.
TABLE 11.6 The main fractions obtained from the distillation of crude oil
Fraction
Boiling
range (oC)
Size of
molecule
(number of
carbon atoms) Uses
refinery gas up to 40 1–4 bottled gas, LPG
naphtha 40–75 4–12 petrol
kerosene 150–240 9–16 jet fuel, heating
gas oil 220–250 15–25 diesel fuel
lubricating oil 250–350 20–30 lubricants, waxes
fuel oil above 350 30–70 furnace oil for ships, large
The process of cracking involves taking larger molecules and turning them into smaller molecules by breaking bonds. This stage of refining was originally designed to increase the supply of smaller molecules that could be used to make petrol. It utilises some of the heavier fractions from the fractionation stage for which there is lesser demand and thus makes more efficient use of the crude oil.
However, besides producing smaller alkane molecules, this process also produces alkene molecules. The most important of these is ethene, C2H4, although propene (also known as propylene, C3H6) and buta-1,3-diene, C4H6, can also be produced. Some typical cracking reactions are illustrated by the following equations:
C12H26(g) s 2C2H4(g) � C8H18(g)
C2H6(g) s C2H4(g) � H2(g)
An important feature of reactions such as these is that they are endothermic. As we have seen in the previous chapter, yields in such reactions are favoured by high temperatures.
Cracking produces two important types of products — smaller alkanes from which more petrol can be made, and small alkenes, which are important precursors for the processes of the petrochemical industry.
There are two main ways of achieving cracking. Thermal cracking uses heat to bring about the necessary breaking of bonds. Catalytic cracking uses catalysts at more moderate temperatures. This method is more selective in its products and is the method most widely used in the petroleum industry. It consists of pumping the materials to be cracked into the base of a reactor vessel where they come into contact with the hot catalyst. After reaction, the catalyst is blown into another vessel where it is cleaned, using steam, and
Ethene is produced from the
cracking stage of refining. In
this stage, large molecules are
broken down into smaller ones.
Alkenes are always produced in
this process, the most common
one being ethene.
There are two main methods
involved in cracking. One
method uses high temperatures
and is referred to as thermal
cracking. The other uses a
catalyst at lower temperatures
and is called catalytic cracking.
Ethene is produced from the
cracking stage of refining. In
this stage, large molecules are
broken down into smaller ones.
Alkenes are always produced in
this process, the most common
one being ethene.
There are two main methods
involved in cracking. One
method uses high temperatures
and is referred to as thermal
cracking. The other uses a
catalyst at lower temperatures
and is called catalytic cracking.
To see an example of
cracking, go to the website
for this book and click on
the Cracking weblink (see
Weblinks, page 476).
To see an example of
cracking, go to the website
for this book and click on
the Cracking weblink (see
Weblinks, page 476).
283CHAPTER 11 Industrial chemistry
then recycled. The cracked vapours, containing a range of products, then pass into a fractionating tower for separation.
REACTOR
FEED
FRESHæCATALYST
SPENTæCATALYST
REACTORæPRODUCTS
CONTAININGæTHE
CRACKEDæHEAVY
FRACTIONS
SMALLER�æCRACKED
MOLECULES
SMALLER�æCRACKED
MOLECULES
SMALLER�æCRACKED
MOLECULES
FRACTIONATING
TOWER
RESIDUE
STEAM
A catalytic cracker using a zeolite catalyst typically operates at a tempera-ture of about 450oC. For a thermal cracker, a typical temperature is 900oC.
Where a good yield of ethene is required (as opposed to smaller alkanes), thermal cracking is the method most commonly used. By paying careful attention to operating conditions, a cracking unit may be designed to produce a high yield of a desired product from different feedstocks. Ethene may therefore be produced in the large amounts required by appropriately designed crackers. In Victoria, there are two high-temperature steam crackers at the Altona refinery complex. One of these, named SCAL-1 (Steam Cracking
Zeolites are aluminosilicate
minerals that have porous, sieve-
like microchannel structures.
These structures funnel reactant
molecules into them, causing
the reactants to react along the
passage through the zeolite. Large
molecules are fragmented into
smaller hydrocarbon molecules with
a lower boiling temperature.
Zeolites are aluminosilicate
minerals that have porous, sieve-
like microchannel structures.
These structures funnel reactant
molecules into them, causing
the reactants to react along the
passage through the zeolite. Large
molecules are fragmented into
smaller hydrocarbon molecules with
a lower boiling temperature.
11.2 Cracking of paraffin oil11.2 Cracking of paraffin oil
Ethene can also be formed
from the cracking of ethane.
Ethane is a by-product of the
purification of natural gas.
Ethene can also be formed
from the cracking of ethane.
Ethane is a by-product of the
purification of natural gas.
UNIT 4 Chemistry at work284
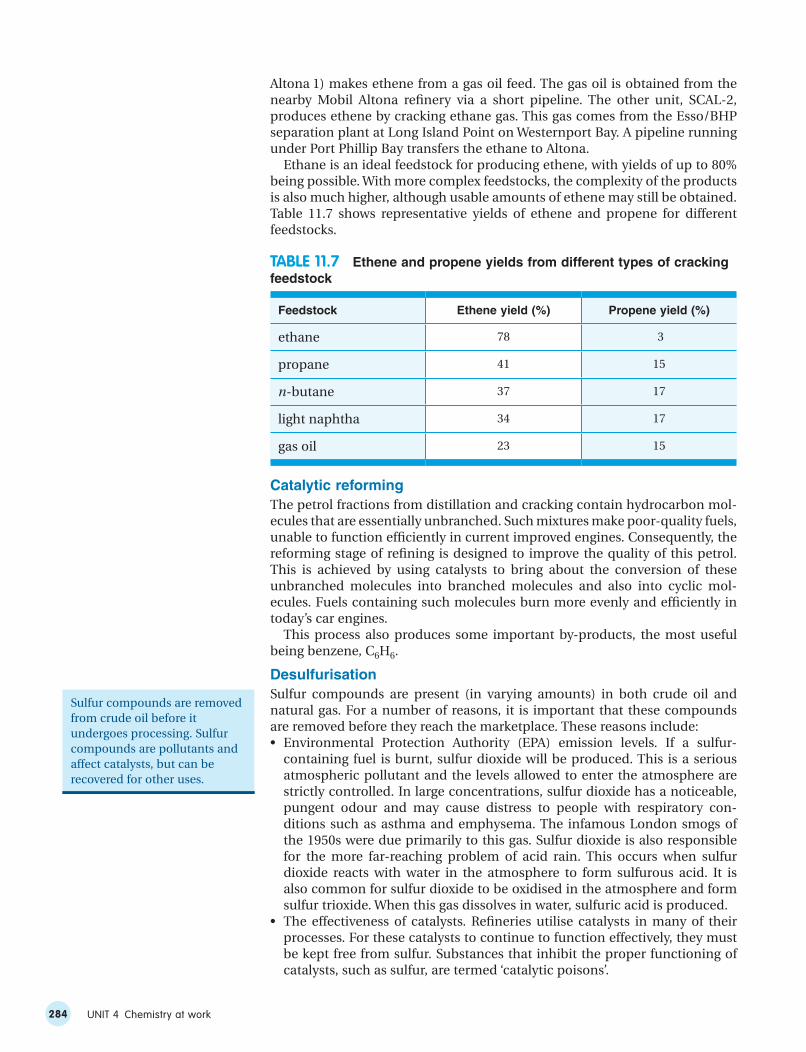
Altona 1) makes ethene from a gas oil feed. The gas oil is obtained from the nearby Mobil Altona refinery via a short pipeline. The other unit, SCAL-2, produces ethene by cracking ethane gas. This gas comes from the Esso/BHP separation plant at Long Island Point on Westernport Bay. A pipeline running under Port Phillip Bay transfers the ethane to Altona.
Ethane is an ideal feedstock for producing ethene, with yields of up to 80% being possible. With more complex feedstocks, the complexity of the products is also much higher, although usable amounts of ethene may still be obtained. Table 11.7 shows representative yields of ethene and propene for different feedstocks.
TABLE 11.7 Ethene and propene yields from different types of cracking
feedstock
Feedstock Ethene yield (%) Propene yield (%)
ethane 78 3
propane 41 15
n-butane 37 17
light naphtha 34 17
gas oil 23 15
Catalytic reforming
The petrol fractions from distillation and cracking contain hydrocarbon mol-ecules that are essentially unbranched. Such mixtures make poor-quality fuels, unable to function efficiently in current improved engines. Consequently, the reforming stage of refining is designed to improve the quality of this petrol. This is achieved by using catalysts to bring about the conversion of these unbranched molecules into branched molecules and also into cyclic mol-ecules. Fuels containing such molecules burn more evenly and efficiently in today’s car engines.
This process also produces some important by-products, the most useful being benzene, C6H6.
Desulfurisation
Sulfur compounds are present (in varying amounts) in both crude oil and natural gas. For a number of reasons, it is important that these compounds are removed before they reach the marketplace. These reasons include:
Environmental Protection Authority (EPA) emission levels. If a sulfur-containing fuel is burnt, sulfur dioxide will be produced. This is a serious atmospheric pollutant and the levels allowed to enter the atmosphere are strictly controlled. In large concentrations, sulfur dioxide has a noticeable, pungent odour and may cause distress to people with respiratory con-ditions such as asthma and emphysema. The infamous London smogs of the 1950s were due primarily to this gas. Sulfur dioxide is also responsible for the more far-reaching problem of acid rain. This occurs when sulfur dioxide reacts with water in the atmosphere to form sulfurous acid. It is also common for sulfur dioxide to be oxidised in the atmosphere and form sulfur trioxide. When this gas dissolves in water, sulfuric acid is produced.The effectiveness of catalysts. Refineries utilise catalysts in many of their processes. For these catalysts to continue to function effectively, they must be kept free from sulfur. Substances that inhibit the proper functioning of catalysts, such as sulfur, are termed ‘catalytic poisons’.
•
•
Sulfur compounds are removed
from crude oil before it
undergoes processing. Sulfur
compounds are pollutants and
affect catalysts, but can be
recovered for other uses.
Sulfur compounds are removed
from crude oil before it
undergoes processing. Sulfur
compounds are pollutants and
affect catalysts, but can be
recovered for other uses.
285CHAPTER 11 Industrial chemistry
Economic reasons. The sulfur compounds removed are a valuable by-product. New technological developments have made it possible to recover the sulfur from these compounds and to use it for the production of sulfuric acid (as discussed earlier in this chapter).
Properties of etheneEthene has a number of special properties. Some of the more important of these are listed below.
Ethene is flammable. Like all other hydrocarbons, ethene burns in oxygen to produce carbon dioxide and water. The equation for this reaction is:
C2H4(g) � 3O2(g) 2CO2(g) � 2H2O(g)
It decolourises bromine. This is a typical test for the identification of alkenes. The reaction involved is an addition reaction represented by the equation:
C2H4(g) � Br2(aq) C2H4Br2(aq)
This is discussed later in this chapter.It is insoluble in water. This is due to the fact that ethene is a non-polar molecule and is therefore not soluble in polar solvents such as water.
Using etheneAlthough ethene can undergo substitution reactions, where a hydrogen atom is removed and simply replaced by something else, the most usual types of reactions are addition reactions. In this process, a small molecule is added across each end of the double bond to produce a saturated (i.e. all bonds single) product. In general, this process may be represented as follows:
— — — — —
—
—
—
C C + A B
H
H
H
H
—
—
—
—
C — H — H C
H
A
H
B
Commercial production of pure ethanol is an important example of such a reaction. Ethanol is an important solvent, as well as itself being the precursor of other important products. If water is added to ethene in the presence of a solid phosphoric acid catalyst, the following reaction takes place:
CH2 CH2(g) � H—OH(g) CH3—CH2OH(g)
æ�ææ�æ æ�æ æ�ææ�æ
æ�æ
æ�æ
æ�æ
# # � ( /æ�æ(
(
(
(
(æ�
æ
æ�
æ#
(
(
æ�
æ
æ�
æ
æ�
æ
(
(
/
æ�æ (æ�æ( #
Another important reaction of this type is the addition of bromine, men-tioned earlier as being a typical test for alkenes.
CH2 CH2(g) � Br—Br(aq) CH2Br—CH2Br(aq)
æ�ææ�æ æ�æ æ�ææ�æ
æ�æ
æ�æ
æ�æ
# # � "R "R
(
(
(
(æ�
æ
æ�
æ#
(
"R
æ�
æ
æ�
æ
(
"R
æ�æ (æ�æ( #
•
•
•
•
Ethylene glycol, commonly called
anti-freeze, is added to the
radiators of cars in cold climates
to prevent the water expanding on
freezing; otherwise, the radiators
would burst when the water froze.
Ethylene glycol lowers the freezing
point of the solution to which it is
added.
Ethylene glycol, commonly called
anti-freeze, is added to the
radiators of cars in cold climates
to prevent the water expanding on
freezing; otherwise, the radiators
would burst when the water froze.
Ethylene glycol lowers the freezing
point of the solution to which it is
added.
An important class of reactions
of ethene are addition
reactions. Ethanol is an
important chemical made from
ethene this way. Ethene forms
polyethene during a special
type of addition reaction called
addition polymerisation.
An important class of reactions
of ethene are addition
reactions. Ethanol is an
important chemical made from
ethene this way. Ethene forms
polyethene during a special
type of addition reaction called
addition polymerisation.
UNIT 4 Chemistry at work286
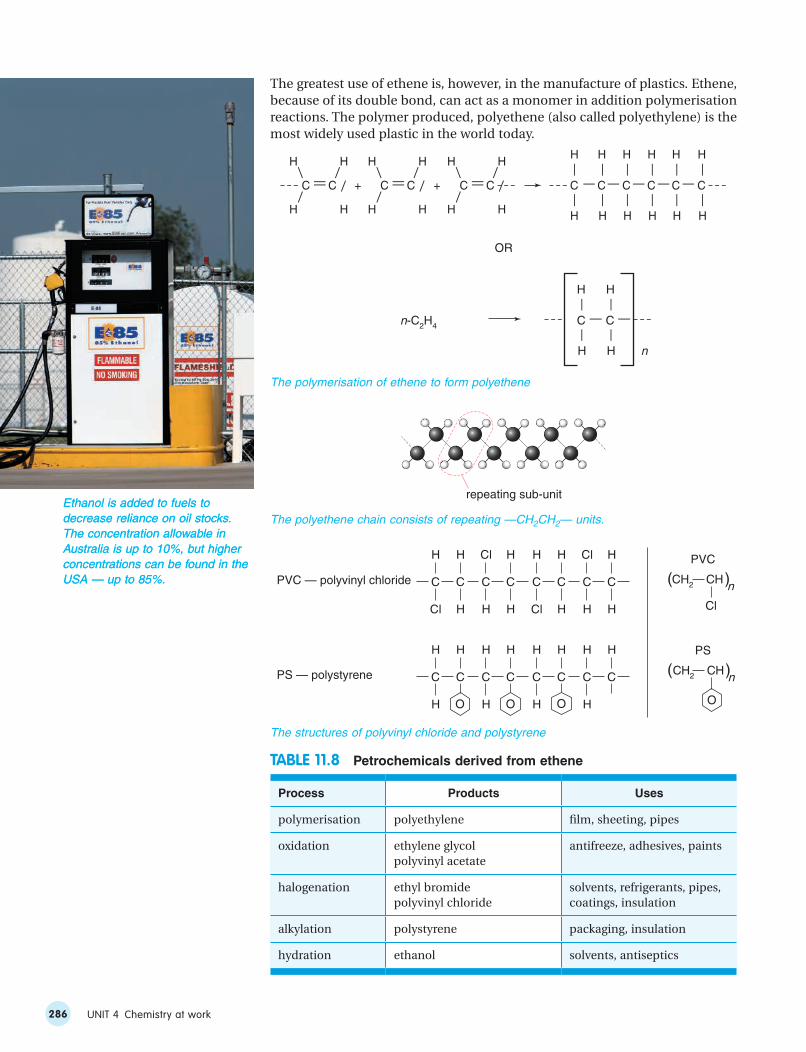
The greatest use of ethene is, however, in the manufacture of plastics. Ethene,
because of its double bond, can act as a monomer in addition polymerisation
reactions. The polymer produced, polyethene (also called polyethylene) is the
most widely used plastic in the world today.
æ�ææ�æ æ�ææ�æ
æ�æ
æ�æ
æ�æ
# # �
(
(
(
(
æ�ææ�ææ�æ
æ�æ
æ�æ
æ�æ
# #
(
(
(
(
æ�ææ�ææ�æ
æ�æ
æ�æ
æ�æ
# #
(
(
(
(
�æ�
æ
æ�
æ#
(
(
æ�
æ
æ�
æ
(
(
#æ�ææ�
æ
æ�
æ
(
(
#æ�ææ�
æ
æ�
æ
(
(
#æ�ææ�
æ
æ�
æ
(
(
#æ�ææ�
æ
æ�
æ
(
(
#
æ�ææ�
æ
æ�
æ#N #
�(�
(
(
æ�
æ
æ�
æ
(
( N
#æ�æ
/2
The polymerisation of ethene to form polyethene
REPEATINGæSUB UNIT
The polyethene chain consists of repeating —CH2CH2— units.
PVC — polyvinyl chloride
PS — polystyrene
C
H
Cl
C
H
H
C
Cl
H
C
H
H
C
H
Cl
C
H
H
C
Cl
H
C
H
H
C
H
H
C
H
C
H
H
C
H
C
H
H
C
H
C
H
H
C
H
O O O
PS
n CH
2 CH ( )
O
PVC
Cl
n CH
2 CH ( )
The structures of polyvinyl chloride and polystyrene
TABLE 11.8 Petrochemicals derived from ethene
Process Products Uses
polymerisation polyethylene film, sheeting, pipes
oxidation ethylene glycol
polyvinyl acetate
antifreeze, adhesives, paints
halogenation ethyl bromide
polyvinyl chloride
solvents, refrigerants, pipes,
coatings, insulation
alkylation polystyrene packaging, insulation
hydration ethanol solvents, antiseptics
Ethanol is added to fuels to
decrease reliance on oil stocks.
The concentration allowable in
Australia is up to 10%, but higher
concentrations can be found in the
USA — up to 85%.
Ethanol is added to fuels to
decrease reliance on oil stocks.
The concentration allowable in
Australia is up to 10%, but higher
concentrations can be found in the
USA — up to 85%.
287CHAPTER 11 Industrial chemistry
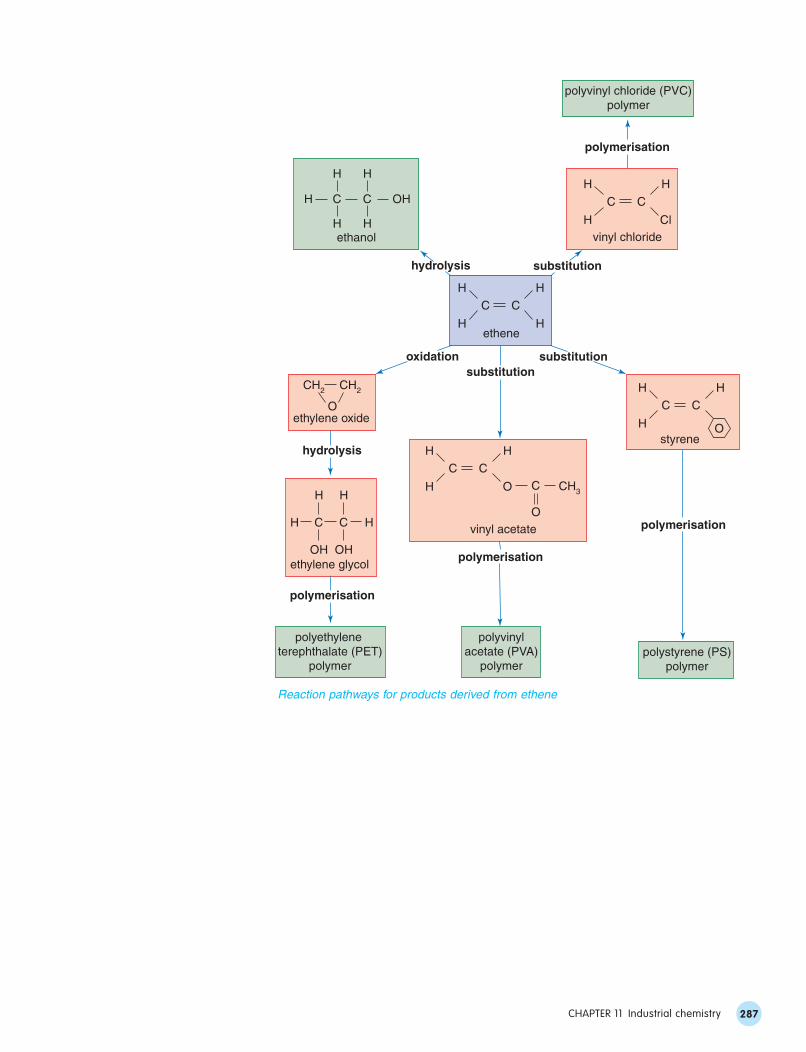
ethanol
ethylene oxide
ethylene glycol
polyvinyl chloride (PVC)
polymer
polyethylene
terephthalate (PET)
polymer
polyvinyl
acetate (PVA)
polymerpolystyrene (PS)
polymer
ethene
vinyl acetate
vinyl chloride
hydrolysis
hydrolysis
polymerisation
polymerisation
substitution
substitution
substitution
polymerisation
polymerisation
C C
H
H
H
H
C C
H
H
O C
H
O
CH3
C C
H
H
Cl
H
CH OHC
H H
H H
C
H
OH
H C
H
OH
H
CH2
CH2
O
oxidation
styrene
C C
H
H H
O
Reaction pathways for products derived from ethene
Chapter review
UNIT 4 Chemistry at work288
SummaryThe chemical industry makes certain chemicals on a very large scale. To produce these chemicals eco-n omically and in the amounts required, rate and equilibrium factors have to be carefully considered.Ammonia is made in large amounts by the Haber process. In this process, nitrogen from the air and hydrogen are combined to produce ammonia. Operating conditions such as catalyst choice, temperature and pressure are carefully managed to maximise the yield obtained and the rate of formation.The main uses of ammonia are to make fertilisers and explosives. It is also used to make nitric acid. Nitric acid is made commercially by the Ostwald process. This is a multi-step process that converts ammonia and oxygen into nitric acid. Operating conditions such as catalyst choice, temperature and pressure are carefully managed to maximise the yield obtained and the rate of formation.The main uses of nitric acid are to make fertilisers and explosives.Sulfuric acid is the most widely produced chemical in the world today.Sulfuric acid is a strong diprotic acid. When concen-trated, it is also an oxidant and a dehydrating agent.A major use of sulfuric acid is to make fertilisers such as superphosphate. Sulfuric acid is made on a large scale by the Contact process. This uses elemental sulfur and oxygen as its raw materials. Sulfur dioxide from processes such as copper smelting may also be used.The Contact process is a good example of an indus-trial process where operating conditions such as catalyst choice, temperature and pressure must be carefully managed to maximise the yield obtained and the rate of formation.Ethene is an important chemical that can be made from both crude oil and natural gas. It is an example of an alkene.Two important groups of hydrocarbons are the alkanes and the alkenes.Alkanes are hydrocarbons that contain only carbon–carbon single bonds. They are also referred to as saturated hydrocarbons. Some examples of alkanes are methane, ethane, propane, butane, pentane and hexane.Alkenes are hydrocarbons that contain at least one carbon–carbon double bond and are sometimes called unsaturated hydrocarbons. Other examples of alkenes include ethene, propene, butene, pentene, hexene and heptene.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Many alkanes and alkenes can have different struc-tural formulas for the same molecular formula. Such differing arrangements are called isomers.The major reactions of ethene involve its double bond. These can be classifi ed as addition reactions.Ethanol and dibromoethane are typical products from addition reactions involving ethene.Ethene can also act as a monomer and undergo addition polymerisation to produce polyethene.By making small alterations to the ethene molecule, other important monomers such as vinyl chlo-ride and styrene may be obtained. These can then be polymerised to produce polyvinyl chloride and polystyrene.
Multiple choice questions
Ammonia
1. Which of the following is not a property of ammonia?A Hydrogen bonding exists between its
molecules.B It is slightly soluble in water.C It has a pungent odour.D It is a weak base.
2. In the Haber process, nitrogen from the air is con-verted into ammonia. The change in oxidation state of the nitrogen is from:A 3 to �5B �5 to 0C 3 to 1D 0 to 3.
3. The minimum mass of nitrogen that would be required for the formation of 1000 tonnes of ammonia is:A 650 tonnesB 820 tonnesC 1000 tonnesD 1200 tonnes.
4. The reaction of ammonia with sulfuric acid to form ammonium sulfate is an example of:A a redox reactionB a decomposition reactionC an acid–base reactionD a precipitation reaction.
5. In the Haber process, the temperature is carefully controlled so that it does not get too high. If the temperature does get too high:A the rate of reaction will be too slowB the equilibrium constant value will decreaseC the catalyst will be destroyedD the ammonia will decompose.
•
•
•
•
•
289CHAPTER 11 Industrial chemistry
Nitric acid
6. The oxidation number of nitrogen in nitric acid is:A 3B 0C �3D �5.
7. Oxidation occurs during which step of the Ostwald process?A The reaction of NH3 to form NOB The conversion of NO to NO2
C The reaction of NO2 with water to form HNO3
D All of the above 8. The catalyst typically used in the Ostwald process
is made from:A zirconiumB platinum and iridiumC platinum and rhodiumD iron and nickel.
9. How many moles of oxygen gas are required to form 4 moles of NO2 in the early steps of the Ostwald process?A 2B 4C 5D 7
10. Which of the following is not a property of nitric acid?A It is monoprotic.B It is a strong acid.C It is a good oxidant.D It forms nitride salts.
Sulfuric acid
11. The major use of sulfuric acid is:A in making pigments for paintB in the production of fertilisersC in the refining of crude oilD in treating metals.
12. When it is hot and concentrated, sulfuric acid can react with zinc metal according to the following equation:
Zn(s) � 2H2SO4(aq) ZnSO4(aq) � 2H2O(l) ��SO2(g)
This demonstrates that sulfuric acid is an oxidant because the oxidation number of sulfur changes from:A �5 to �4B �6 to �4C 0 to 2D �4 to �5.
13. If the step of the oxidation of SO2 to SO3 in the Contact process was carried out at a tempera-ture of 750oC rather than the usual temperature, it would be expected that the yield would:
A decrease because the rate was slowerB increase because the rate was fasterC increase because the value of the equilibrium
constant was higherD decrease because the value of the equilibrium
constant was lower.14. Assuming complete conversion at each step in its
manufacture, the maximum amount of sulfuric acid that could be made when 1.00 tonne of sulfur is burnt is:A 0.33 tonnesB 0.65 tonnesC 1.53 tonnesD 3.06 tonnes.
15. The reaction of concentrated sulfuric acid with glucose according to
H2SO4
C6H12O6(s) 6C(s) � 6H2O(l)
demonstrates the:A dehydrating properties of sulfuric acidB redox properties of sulfuric acidC exothermic properties of sulfuric acidD acid-base properties of sulfuric acid.
Ethene
16. The major source of the chemical ethene is from the:A distillation of crude oilB cracking of crude oil fractions and ethaneC catalytic reforming of crude oil fractionsD desulfurisation of petroleum products.
17. Under suitable conditions, the reaction of ethene with hydrogen chloride, HCl, would be expected to produce:A CH3CH2ClB CH2ClCH2ClC CH3CH2CH2ClD CH2ClCH2CH2CH2Cl.
18. Propene has the formula C3H6. The name and formula of the corresponding saturated hydro-carbon is:A C3H4, propyneB C3H8, propyneC C3H8, propaneD C3H4, propane.
19. What would be the maximum mass of polyethene that could be produced from 100 000 L of ethene, at 25oC and 300 kPa pressure?A 180 kgB 340 kgC 380 kgD 510 kg
20. A gas is collected which decolourises bromine and is flammable. These results suggest that this gas could be:
UNIT 4 Chemistry at work290
A an alkeneB an alkaneC ethaneD methane.
Review questions
Properties of ammonia
1. Ammonia is a weak base. Explain the meanings of the terms ‘weak’ and ‘base’.
2. The structure of the ammonia molecule explains many of its properties.(a) Draw the structure of an ammonia molecule. Use this structure to explain the following properties.(b) Ammonia gas is easily liquefied.(c) Ammonia gas is extremely soluble in water.
3. List three uses of ammonia. Of these, which is the most important in industry?
4. Nitrogen displays a wide range of oxidation states, as shown in the following list:
NH3, N3 , N2, N2H4, NO�
, NO�
, N2O, HNO2, HNO3
(a) Calculate the oxidation number of nitrogen in each of the species above.
(b) Explain why ammonia acts only as a reductant in redox reactions.
Properties of nitric acid
5. Concentrated nitric acid is able to oxidise copper metal to form copper(II) ions. In the process, brown fumes of NO2 are produced.(a) Write a partial equation for the oxidation
process in this reaction.(b) Write a partial equation for the reduction
process.(c) Use your answers to the above to write the
overall equation for this reaction.(d) Explain why nitric acid acts only as an oxidant
in redox reactions. 6. At normal temperatures, it has been estimated that
the equilibrium constant K for the reaction
2NO(g) N2(g) � O2(g)
has a value of K � 1031. What are the consequences of this for the formation of NO during the Ostwald process? 7. List three uses of nitric acid. Of these, which is the
most important? 8. Write equations for the following reactions of nitric
acid.(a) With water(b) With ammonia to make ammonium nitrate
(c) With potassium hydroxide to make potassium nitrate
(d) With zinc metal to form zinc ions and ammonia
9. Calculate the percentage, by mass, of nitrogen in the following fertilisers.(a) ammonium sulfate, (NH4)2SO4
(b) ammonia, NH3
(c) ammonium nitrate, NH4NO3
(d) potassium nitrate, KNO3
(e) sodium nitrate, NaNO3
(f) urea, CO(NH2)2
Properties of sulfuric acid
10. Sulfur displays a wide range of oxidation states as shown in the following list:
SO2, H2SO3, H2S, S8, SO42 , S2 , H2SO4,
HSO3 , HSO4
, SO32 , SO3, HS
(a) Calculate the oxidation number of the sulfur in each of the above species.
(b) Use your answers to (a) to explain why sulfuric acid would be expected to display only oxidant properties.
(c) Which of the above species could be possible products from an acid–base reaction using sulfuric acid?
11. When hot, concentrated sulfuric acid reacts with zinc metal, Zn2� ions are formed. However, the sulfur-containing product depends on the propor-tions between the zinc and the sulfuric acid. Write partial equations, and hence the overall equation, to show the formation of the following products:(a) SO2
(b) S(c) H2S.
12. Write equations to show the reaction of dilute sulfuric acid with:(a) zinc(b) magnesium(c) iron(d) sodium hydroxide.
13. Hot concentrated sulfuric acid is able to oxidise some non-metals. Write an equation to show sulfuric acid oxidising elemental sulfur to sulfur dioxide.
14. Concentrated sulfuric acid is a good dehydating agent. Write an equation to show how glucose reacts with concentrated sulfuric acid.
15. Sulfuric acid is a diprotic acid. (a) In terms of Le Chatelier’s principle, explain
why the second proton should be so hard to donate.
(b) If enough base is mixed with the sulfuric acid, sulfate salts are produced. Explain why this is so, given your answer to part (a) above.
291CHAPTER 11 Industrial chemistry
Industrial processes
16. In some important industrial processes, there is a conflict between the equilibrium guidelines nec-essary to achieve a maximum yield, and the rate guidelines required to obtain fast production. Discuss this statement more fully, especially with respect to the compromises that are often neces-sary. Illustrate your answer by reference to one such chemical process.
17. The Haber process for the manufacture of ammonia is an important industrial process for which rate and equilibrium considerations are vital. The critical reaction in this process is described by the following equation:
N2(g) � 3H2(g) s 2NH3(g) $H � 92 kJ mol 1
(a) Would you expect this step to be favoured by high or low pressures?
(b) During this step, extra nitrogen is added. Why is this an advantage?
(c) Why do you think this extra nitrogen is added in preference to extra hydrogen?
(d) Would the extent of this reaction be favoured by high or low temperatures?
(e) What other important property of this reaction would have a significant effect on the temper-ature at which it is performed?
18. Draw a flowchart to summarise the Haber process. Show on this flowchart:
the necessary conditionsthe sources of the raw materials nitrogen and hydrogenthe equation for the reaction which produces the ammonia.
19. Why does the incoming nitrogen and hydrogen need to be as pure as possible in the Haber process? What steps are taken to ensure that impu-rities do not interfere with the proper functioning of a Haber plant?
20. (a) The reaction shown below is part of an impor-tant industrial process. Which process is it, and why is it so important?
4NH3 � 5O2 s 4NO � 6H2O
(b) Describe the usual industrial conditions under which this reaction occurs in the process.
(c) Write balanced equations for each of the other steps that occur in the process.
21. Draw a flowchart to summarise the Ostwald process. Show on this flowchart:
the equations for the reactions in each stepthe necessary conditions for each stepthe step for which equilibrium and rate consider-ations are importantthe sources of the raw materials ammonia and oxygen.
••
•
•••
•
22. Explain as fully as possible why the catalyst used in the first step of the Ostwald process is electrically heated.
23. Draw a flowchart to summarise the Contact process. Show on this flowchart:
the necessary conditions for each stepthe equations for the reactions in each stepthe step for which equilibrium considerations are importantthe sources of the raw materials sulfur and oxygen.
24. In the Contact process, why is sulfur trioxide, SO3, dissolved in previously prepared sulfuric acid, rather than in water?
25. During the Contact process, the reaction mixture containing SO2, O2 and SO3 is passed over a cat-alyst in what is a critical step. With regard to this step, explain why:(a) high pressure is a theoretical advantage during
this step(b) despite your answer to (a), low pressures are
nevertheless used(c) the reaction mixture makes more than one
pass over the catalyst(d) the reaction mixture needs to be cooled in
between the passes mentioned in (c).26. The smelting of sulfide ores is a significant source
of sulfur dioxide and has, in the past, been respon-sible for much damage to the environment. An example of this is the Mt Lyell mine in Tasmania (see below). In recent years, it has become possible to collect and concentrate this SO2 and use it as a feedstock for the manufacture of sulfuric acid.
(a) Copper pyrites, which contain copper in the �1 oxidation state and iron in the �3 oxidation state (as well as sulfur), are a major source of such pollution. Write the formula for copper pyrites.
(b) Which step of the Contact process would be replaced if SO2 was used in this way?
(c) Draw a flowchart showing the production of sulfuric acid in this situation.
•••
•
UNIT 4 Chemistry at work292
27. Calculate the oxidation numbers of the sulfur atoms at each stage during the production of sul-furic acid using the Contact process.
28. Before leaving for work one morning, a plumber loaded 50 kg of copper piping into the back of his truck. If this copper is assumed to be pure, calculate:(a) the mass of ore (containing 3.5% copper
pyrites, CuFeS2) that would be dug from the ground to produce the copper pipe
(b) the mass of SO2 produced(c) the volume of SO2 produced at 20oC and 101.3
kPa pressure(d) the mass of sulfuric acid that could be made
from this SO2, assuming that the conversion is 100% efficient.
Classifying hydrocarbons
29. The alkanes are an example of a homologous series.(a) What is the general formula for an alkane?(b) Hence write the formulas for the first six
members of the alkanes.(c) Use your answer to (b) to explain the meaning
of the term ‘homologous series’.(d) From which stage of petroleum refining are
large amounts of alkane containing products obtained?
(e) Alkanes are used extensively as fuels. Write an equation for the burning of octane, C8H18, in oxygen.
(f) Why are the alkanes also referred to as satu-rated hydrocarbons?
30. The alkenes are a further example of a homologous series.(a) What is the general formula of an alkene?(b) Hence write the formulas for the first five
members of the alkenes.(c) Use your answer to (b) to explain why the
alkenes are an example of a homologous series.
(d) From which stage of petroleum refining are large amounts of alkenes produced?
(e) An important safety concern when working with alkenes is their flammability. Write an equation for the combustion of propene in air.
(f) Why are alkenes referred to as unsaturated hydrocarbons?
(g) Why is the first member of the alkenes C2H4 and not CH2?
31. Isomers exist for many compounds that contain carbon and hydrogen.(a) What is an isomer?(b) Draw the possible isomers that exist for pro-
panol, C3H7OH.
(c) Draw the possible isomers that exist for butane.
(d) Draw the possible isomers that exist for butene.
32. Dienes are a homologous series of hydrocarbons that contain two double bonds per molecule.(a) What is the general formula type for a diene?(b) Predict the formulas for the first two members
of this homologous series.(c) Draw the possible isomers for the substances
in (b).(d) Give three types of reactions that dienes would
be expected to undergo and give a reason for each answer.
Production of ethene
33. In the fractional distillation process the crude oil is separated according to the different boiling temperatures of its components. Why is it that the more volatile components collected consist of the smaller molecules?
34. The cracking process is an important step in pro-ducing useful products from crude oil.(a) What is cracking?(b) Which other important process does cracking
follow?(c) Cracking may be achieved by two methods.
Describe the differences between these two methods.
(d) Give two reasons why cracking is such a useful process.
35. Natural gas is composed chiefly of methane, with small amounts of larger alkanes such as ethane as the main ‘impurities’.(a) Draw the structure of methane.(b) What is the meaning of the term alkane?(c) Draw the structure of the ethane molecule.(d) What process could be used to separate the
methane from the larger alkanes?(e) Ethane is an important source of ethene. Name
the process by which ethane is converted into ethene, and write an equation for the reaction that occurs.
36. In a sample of natural gas coming ashore for processing, the ethane content is found to be 2.5%. This ethane may be subsequently separated and sold for cracking to produce ethene. This ethene may then be converted into ethanol — an impor-tant industrial solvent.(a) Write an equation for the production of ethanol
from ethene.(b) Calculate the theoretical mass of ethanol that
may ultimately be made from 10 000 L of natural gas, collected at 10 atm and 15oC.
37. Explain why at least one of the products from cracking has to be an unsaturated substance.
293CHAPTER 11 Industrial chemistry
Exam practice questions
In a chemistry examination, you will be required to write a number of short and extended response
questions on your choice of two industrial chemicals from the following list: ammonia, nitric acid, sulfuric
acid or ethene. Your answers will be assessed on how well you:
• use your knowledge and the information provided
• communicate using relevant chemistry terminology and concepts
• present a logical, well-structured answer to the question.
EXTENDED RESPONSE QUESTIONS
1. Certain chemicals that are made in large amounts require special chemical plants
to produce them. Such plants represent a significant monetary investment for the
companies that operate them. Consequently, a thorough understanding of the
chemistry involved in the production of the chemical is required so that production
can be optimised and losses kept to a minimum.
Choose a chemical that is made on a large scale and answer the following questions:
(a) What is your chosen chemical, and what is the name of the industrial process by
which it is made on a large scale?
(b) What are the raw materials that this process uses?
(c) By reference to a suitable step in your chosen process, explain how rate,
equilibrium and choice of catalyst are managed to maximise the products in this
step. Your answer should also include the relevant chemical equations.
(d) List two important uses for the chemical that you have chosen.
(e) Make a list, in order of the steps shown in part (c) above, of the oxidation states of
the main constituent of the chemical that you have chosen. 12 marks
2. The making of methanol on a commercial scale involves pumping a mixture of carbon
monoxide and hydrogen through a reaction chamber containing a mixture of ZnO and
Cr2O3. This reaction is best carried out at a particular temperature and at a particular
pressure. The equation for this reaction is:
CO(g) � 2H2(g) s CH3OH(g) $H � 91 kJ mol 1
(a) To maximise the rate of this reaction, should this reaction be carried out at high or
at low temperatures?
(b) To maximise the yield of this reaction, should it be carried out at high or at low
temperatures?
(c) Describe the function of the ZnO/Cr2O3 mixture and how it partially solves the
problem posed by your answers to part (a) and part (b) above.
(d) How could the methanol be easily separated from the exit gases? What should be