INFLUENCE OF CHEMICAL COMPOSITION AND AUSTENITIZING TEMPERATURE ON HARDENABILITY OF PM STEELS Peter K. Sokolowski and Bruce A. Lindsley Hoeganaes Corporation Cinnaminson, NJ 08077 ABSTRACT The hardenability of powder metallurgy (PM) steels is an important measure of how well certain alloy systems can be used for sinter hardening. Several options are now available for sinter-hardening applications as new alloys have been developed over the last few years. Alloy composition has been optimized to take advantage of rapid cooling in sinter-hardening furnaces while addressing the cost of alloying elements. One of the most widely used tests for hardenability is the Jominy end-quench, where samples are heated into the austenite range and water quenched on one end of the sample, producing a wide range in cooling rate within one sample. The hardenability of different alloy systems was examined by way of Jominy tests and sintering studies. Austenitizing temperature has an important effect on the measured Jominy hardenability of higher molybdenum containing steels. Selection of the austenitizing temperature for these alloy grades therefore has a profound effect on the predicted hardenability of different alloy systems. INTRODUCTION The benefits of sinter-hardening technology to achieve processing efficiency and promote cost-cutting methods are well understood in the industry. 1 This technology has been supported over the years through advancements in alloy design and improved cooling equipment. With the application of convective cooling systems in modern sintering furnaces, accelerated cooling rates have allowed the use of a broader range of PM alloys for sinter-hardening parts. While traditional sinter-hardening alloys are capable of achieving a high level of martensitic transformation under most sintering conditions, because of their high level of alloying, leaner alloy systems have been developed to provide a similar metallurgical response. These leaner alloyed systems however, require rapid cooling conditions to attain similar microstructural transformations and hence comparable mechanical properties. In order to aid PM parts-producers in the selection of suitable alloys for potential sinter-hardening applications with current sintering furnaces, an
Transcript
INFLUENCE OF CHEMICAL COMPOSITION AND AUSTENITIZING TEMPERATURE ON HARDENABILITY OF PM STEELS
Peter K. Sokolowski and Bruce A. Lindsley
Hoeganaes Corporation Cinnaminson, NJ 08077
ABSTRACT The hardenability of powder metallurgy (PM) steels is an important measure of how well certain alloy systems can be used for sinter hardening. Several options are now available for sinter-hardening applications as new alloys have been developed over the last few years. Alloy composition has been optimized to take advantage of rapid cooling in sinter-hardening furnaces while addressing the cost of alloying elements. One of the most widely used tests for hardenability is the Jominy end-quench, where samples are heated into the austenite range and water quenched on one end of the sample, producing a wide range in cooling rate within one sample. The hardenability of different alloy systems was examined by way of Jominy tests and sintering studies. Austenitizing temperature has an important effect on the measured Jominy hardenability of higher molybdenum containing steels. Selection of the austenitizing temperature for these alloy grades therefore has a profound effect on the predicted hardenability of different alloy systems. INTRODUCTION The benefits of sinter-hardening technology to achieve processing efficiency and promote cost-cutting methods are well understood in the industry.1 This technology has been supported over the years through advancements in alloy design and improved cooling equipment. With the application of convective cooling systems in modern sintering furnaces, accelerated cooling rates have allowed the use of a broader range of PM alloys for sinter-hardening parts. While traditional sinter-hardening alloys are capable of achieving a high level of martensitic transformation under most sintering conditions, because of their high level of alloying, leaner alloy systems have been developed to provide a similar metallurgical response. These leaner alloyed systems however, require rapid cooling conditions to attain similar microstructural transformations and hence comparable mechanical properties. In order to aid PM parts-producers in the selection of suitable alloys for potential sinter-hardening applications with current sintering furnaces, an
in-depth study has been undertaken to evaluate the hardenability in a range of ferrous PM alloys available to the market. Hardenability is generally accepted as a qualitative measure describing the ease and depth to which an alloy is able to transform to martensite upon cooling from an austenitizing temperature. The hardenability of iron alloys has been exhaustively studied over the years, with the majority of the work performed on wrought alloys.2, 3 This body of literature was brought about through the inception of notable test methods, namely the Grossman and Jominy end-quench tests, to determine the degree to which a material will harden. These proven tests can provide a sound baseline indication of what to expect from a given PM alloy in a sinter-hardening route or through standard heat-treat practices. In PM, alloy hardenability depth is reported as the point at which the apparent hardness value drops below 65 HRA, referred to as the J Depth, and is given in 1/16 of an inch.4 It is well known that the measured apparent hardness of PM compacts is influenced by porosity. Work has shown that PM materials will exhibit an enhanced hardenability based on the apparent hardness measurement at increased densities.5, 6 This is also apparent in the provided J Depth values in MPIF Standard 35, where values are stated in relation to density. The caveat to reaching high densities of course lies in the fact that considerable levels of alloying are generally needed to achieve appreciable hardenability and increase mechanical properties in conventional PM materials. This typically leads to a reduction in compressibility and hence a limitation on sintered density. Yet one approach to circumvent this effect over the years has been through alloying with molybdenum, which has negligible influence on compressibility. Molybdenum is an attractive alloying element for many reasons. Its introduction in ferrous alloys, even in small amounts, leads to enhanced mechanical properties and markedly improves hardenability.7, 8 Additionally, its ease of processing has lead to its integration industry-wide as a popular alloying additive to provide high performance PM materials. While density is a contributing factor in measured PM hardenability, the greatest metallurgical variables that influence alloy hardenability include prior austenite grain size, composition, and chemical homogeneity. Hardenability will increase as the austenite grain size increases due to a reduced grain boundary area. Grain boundaries serve as nucleation sites for ferrite and pearlite and as such ultimately reduce the effective volume capable of transforming to martensite.9 Furthermore, the amount and type of elemental alloying can significantly suppress ferrite and pearlite transformations. The critical cooling rate, as determined from a continuous-cooling transformation (CCT) diagram, can be modified as the nose of the CCT curve moves to the right as a result of this alloying behavior. Increased alloying permits a slower cooling rate to provide a martensitic transformation in the material. Certain alloying elements, in particular Mo, Mn, Cr, and Ni, have a greater ability to influence these curves and are thus favorable alloying elements in steels. In alloys that contain both Mo and Ni, a synergistic effect is seen between the two elements increasing their effect on hardenability when Ni is greater than 0.75 wt%. The method of alloying for PM materials greatly influences the hardenability and perhaps more importantly the performance characteristics of the material.1 Whether it’s through admixing, diffusion alloying, prealloying, or a combination thereof, the chemical homogeneity is modified as a result of the alloying method. Ideally, a completely homogeneous microstructure would better indicate the theoretical or calculated hardenability based on alloy constituent and amount. Generally speaking, a prealloyed material will have a homogeneous microstructure, depending on cooling rate, which fully demonstrates the effect of alloying elements being in solid solution in austenite. Of course, if the austenitizing temperature is below the austenite, γ, single phase field, some alloying elements will remain in carbide form in high carbon alloys, effectively reducing alloy content in the matrix. In view of this effect, this paper discusses the hardenability of commercially available ferrous PM alloys and the influence austenitizing temperature has on measured J Depth values.
PROCEDURE Several commercially available prealloyed steel powders, which are known to exhibit greater hardenability than admixed copper or nickel steels, were selected for this study, Table I. The powders were produced by water atomization, with a typical particle size distribution, having the alloying elements prealloyed in the melt prior to atomization. Each premix was prepared with 0.75 wt% EBS wax (Acrawax® C) as the lubricant and varying amounts of Asbury type 3203H graphite. Admixed copper was used to produce alloys with 1 wt% and 2 wt% Cu. All weight percent will be designated as % hereafter.
Table I: Nominal composition of base prealloys used in current study (in %). Base Iron MPIF Designation Mo Ni Mn Fe
Large compacts of each mix were pressed to 7.0 g/cm3, courtesy Powder-Tech Associates. Blanks, cut from each compact, were pre-sintered at 870 °C (1600 °F) to provide enough strength for initial machining into oversized cylindrical test bars. The bars were then sintered in 90/10 (vol%) nitrogen/hydrogen atmosphere at 1120 °C (2050 °F) for 15 minutes at temperature in a continuous-belt furnace. Finally, the sintered bars were sized to the specified 100 mm (4 inch) length by 25 mm (1 inch) diameter, to account for any difference in dimensional change as a result of the sintering process. Hardenability was evaluated using the Jominy end-quench method following ASTM Standard A 255 and MPIF Standard 65.10,11 Samples were austenitized at 900 °C (1650 °F) for 30 minutes at temperature in 90/10 (vol%) nitrogen/hydrogen atmosphere prior to water end-quenching. In addition, bars of multiple compositions were evaluated at 845 °C (1550 °F) and 950 °C (1750 °F) in order to assess hardenability as a function of austenitizing temperature. Metallographic samples, encompassing the length of a Jominy bar, were prepared by grinding and polishing using standard practices and etched with 2% nital / 4% picral for optical microscopy examination. Phase analysis was performed using a point count method at locations coinciding with that of thermocouple placement to link the microstructure with measured cooling rate. An instrumented Jominy method, as described elsewhere,5 was used to determine cooling rates along the length of a Jominy bar. Type-K thermocouples were inserted to a depth of approximately 3 mm (1/8 inch) from the surface at locations of 10 mm (6/16 inch), 25 mm (15/16 inch), 45 mm (28/16 inch), and 85 mm (54/16 inch) from the quenched end to measure the range in cooling rates. The average cooling rate, as reported, is measured in the sample between 650 °C (1200 °F) and 315 °C (600 °F). In order to determine the effect of grain size on hardenability as a result of increased austenitizing temperature, grain size measurements were conducted following ASTM E 112.12 The Abrams Three-Circle intercept method was applied to ten fields of analysis to ensure a statistically viable result. The test was conducted near the quenched end to utilize a fully martensitic microstructure for ease of revealing prior austenite grain boundaries.
® Ancorsteel is a registered trademark of Hoeganaes Corporation
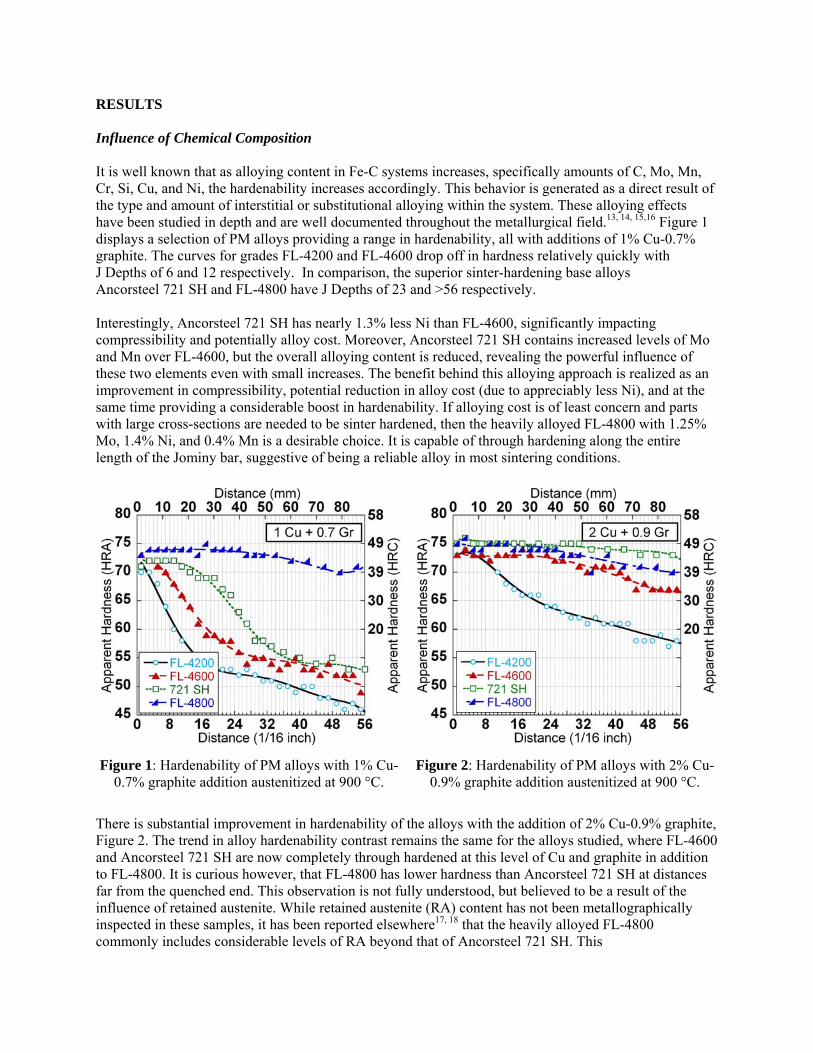
RESULTS Influence of Chemical Composition It is well known that as alloying content in Fe-C systems increases, specifically amounts of C, Mo, Mn, Cr, Si, Cu, and Ni, the hardenability increases accordingly. This behavior is generated as a direct result of the type and amount of interstitial or substitutional alloying within the system. These alloying effects have been studied in depth and are well documented throughout the metallurgical field.13, 14, 15,16 Figure 1 displays a selection of PM alloys providing a range in hardenability, all with additions of 1% Cu-0.7% graphite. The curves for grades FL-4200 and FL-4600 drop off in hardness relatively quickly with J Depths of 6 and 12 respectively. In comparison, the superior sinter-hardening base alloys Ancorsteel 721 SH and FL-4800 have J Depths of 23 and >56 respectively. Interestingly, Ancorsteel 721 SH has nearly 1.3% less Ni than FL-4600, significantly impacting compressibility and potentially alloy cost. Moreover, Ancorsteel 721 SH contains increased levels of Mo and Mn over FL-4600, but the overall alloying content is reduced, revealing the powerful influence of these two elements even with small increases. The benefit behind this alloying approach is realized as an improvement in compressibility, potential reduction in alloy cost (due to appreciably less Ni), and at the same time providing a considerable boost in hardenability. If alloying cost is of least concern and parts with large cross-sections are needed to be sinter hardened, then the heavily alloyed FL-4800 with 1.25% Mo, 1.4% Ni, and 0.4% Mn is a desirable choice. It is capable of through hardening along the entire length of the Jominy bar, suggestive of being a reliable alloy in most sintering conditions.
Figure 1: Hardenability of PM alloys with 1% Cu-
0.7% graphite addition austenitized at 900 °C.
Figure 2: Hardenability of PM alloys with 2% Cu-
0.9% graphite addition austenitized at 900 °C.
There is substantial improvement in hardenability of the alloys with the addition of 2% Cu-0.9% graphite, Figure 2. The trend in alloy hardenability contrast remains the same for the alloys studied, where FL-4600 and Ancorsteel 721 SH are now completely through hardened at this level of Cu and graphite in addition to FL-4800. It is curious however, that FL-4800 has lower hardness than Ancorsteel 721 SH at distances far from the quenched end. This observation is not fully understood, but believed to be a result of the influence of retained austenite. While retained austenite (RA) content has not been metallographically inspected in these samples, it has been reported elsewhere17, 18 that the heavily alloyed FL-4800 commonly includes considerable levels of RA beyond that of Ancorsteel 721 SH. This
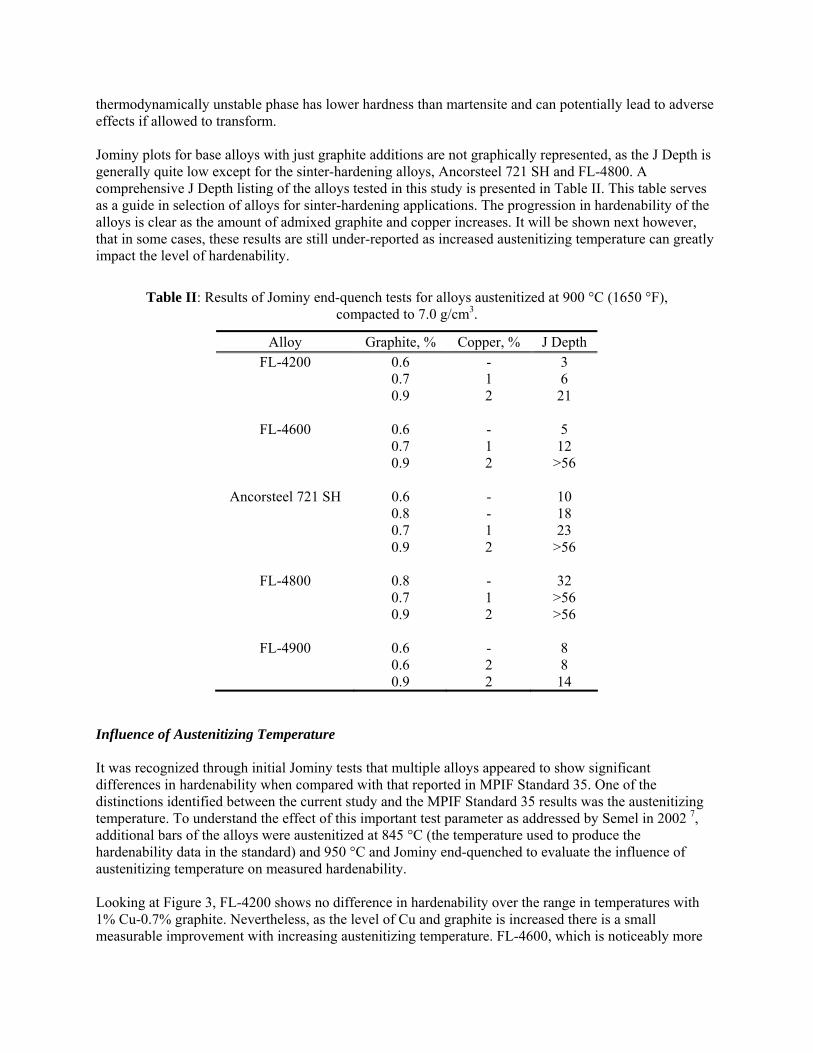
thermodynamically unstable phase has lower hardness than martensite and can potentially lead to adverse effects if allowed to transform. Jominy plots for base alloys with just graphite additions are not graphically represented, as the J Depth is generally quite low except for the sinter-hardening alloys, Ancorsteel 721 SH and FL-4800. A comprehensive J Depth listing of the alloys tested in this study is presented in Table II. This table serves as a guide in selection of alloys for sinter-hardening applications. The progression in hardenability of the alloys is clear as the amount of admixed graphite and copper increases. It will be shown next however, that in some cases, these results are still under-reported as increased austenitizing temperature can greatly impact the level of hardenability.
Table II: Results of Jominy end-quench tests for alloys austenitized at 900 °C (1650 °F), compacted to 7.0 g/cm3.
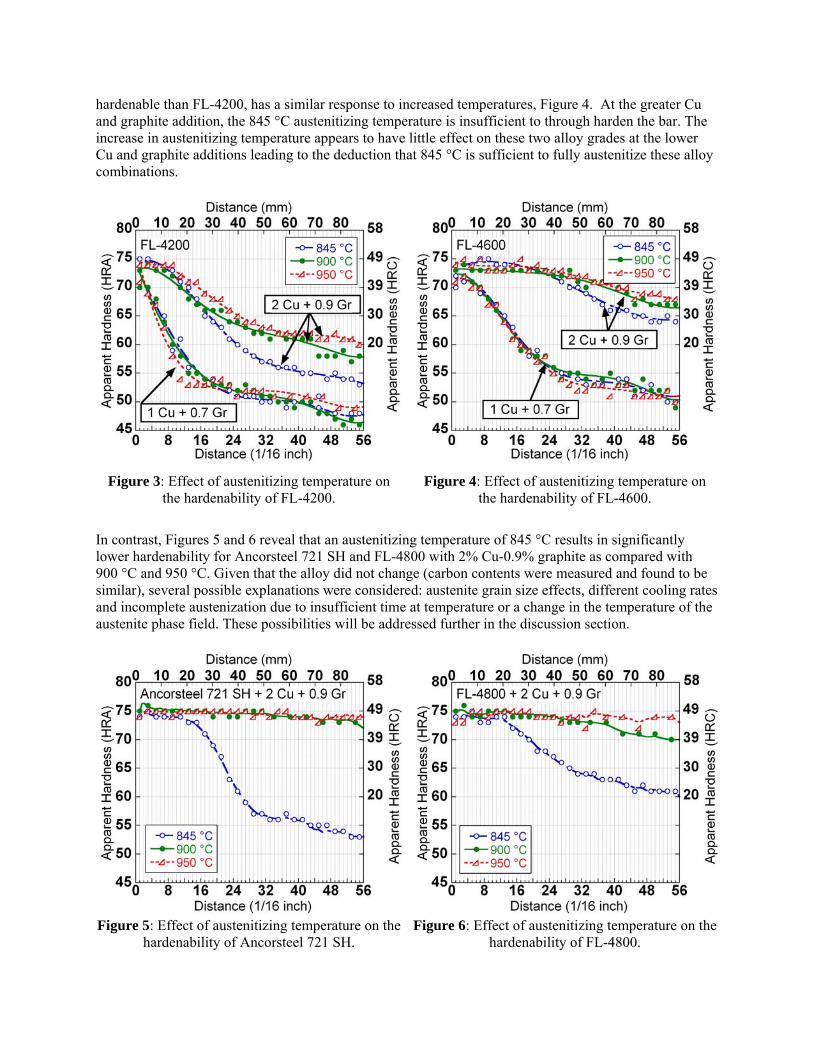
Influence of Austenitizing Temperature It was recognized through initial Jominy tests that multiple alloys appeared to show significant differences in hardenability when compared with that reported in MPIF Standard 35. One of the distinctions identified between the current study and the MPIF Standard 35 results was the austenitizing temperature. To understand the effect of this important test parameter as addressed by Semel in 2002 7, additional bars of the alloys were austenitized at 845 °C (the temperature used to produce the hardenability data in the standard) and 950 °C and Jominy end-quenched to evaluate the influence of austenitizing temperature on measured hardenability. Looking at Figure 3, FL-4200 shows no difference in hardenability over the range in temperatures with 1% Cu-0.7% graphite. Nevertheless, as the level of Cu and graphite is increased there is a small measurable improvement with increasing austenitizing temperature. FL-4600, which is noticeably more
hardenable than FL-4200, has a similar response to increased temperatures, Figure 4. At the greater Cu and graphite addition, the 845 °C austenitizing temperature is insufficient to through harden the bar. The increase in austenitizing temperature appears to have little effect on these two alloy grades at the lower Cu and graphite additions leading to the deduction that 845 °C is sufficient to fully austenitize these alloy combinations.
Figure 3: Effect of austenitizing temperature on
the hardenability of FL-4200.
Figure 4: Effect of austenitizing temperature on
the hardenability of FL-4600.
In contrast, Figures 5 and 6 reveal that an austenitizing temperature of 845 °C results in significantly lower hardenability for Ancorsteel 721 SH and FL-4800 with 2% Cu-0.9% graphite as compared with 900 °C and 950 °C. Given that the alloy did not change (carbon contents were measured and found to be similar), several possible explanations were considered: austenite grain size effects, different cooling rates and incomplete austenization due to insufficient time at temperature or a change in the temperature of the austenite phase field. These possibilities will be addressed further in the discussion section.
Figure 5: Effect of austenitizing temperature on the
hardenability of Ancorsteel 721 SH.
Figure 6: Effect of austenitizing temperature on the
hardenability of FL-4800.
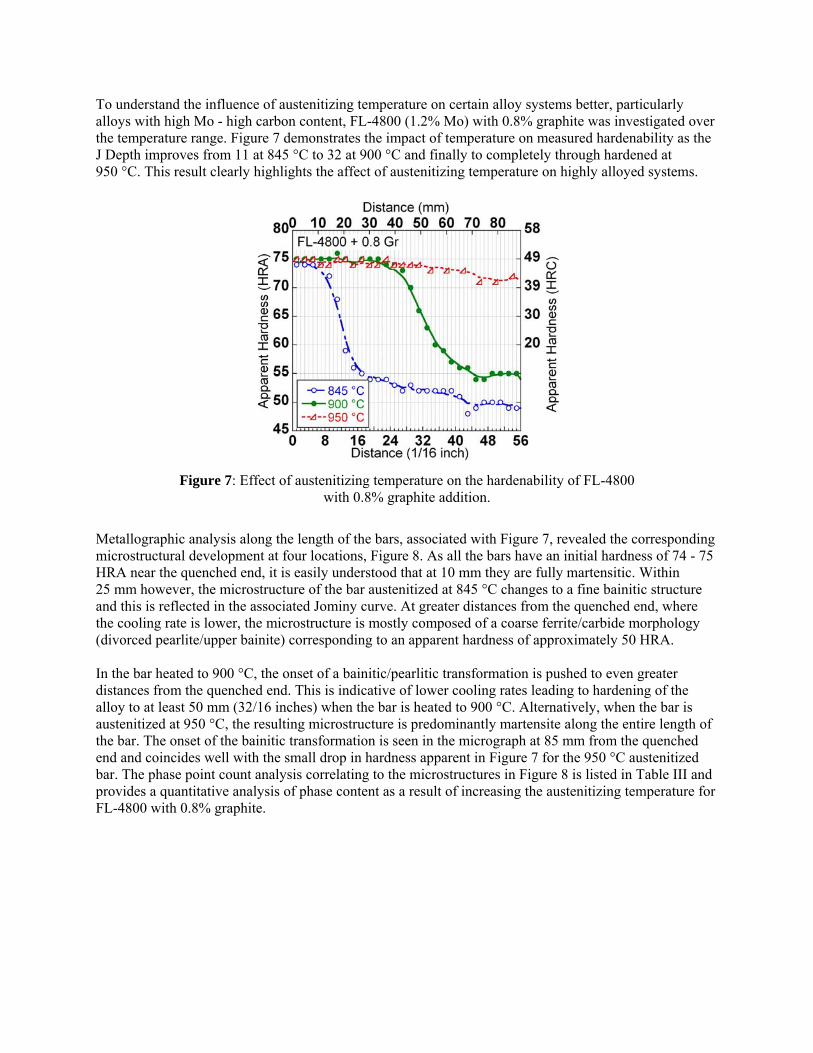
To understand the influence of austenitizing temperature on certain alloy systems better, particularly alloys with high Mo - high carbon content, FL-4800 (1.2% Mo) with 0.8% graphite was investigated over the temperature range. Figure 7 demonstrates the impact of temperature on measured hardenability as the J Depth improves from 11 at 845 °C to 32 at 900 °C and finally to completely through hardened at 950 °C. This result clearly highlights the affect of austenitizing temperature on highly alloyed systems.
Figure 7: Effect of austenitizing temperature on the hardenability of FL-4800
with 0.8% graphite addition.
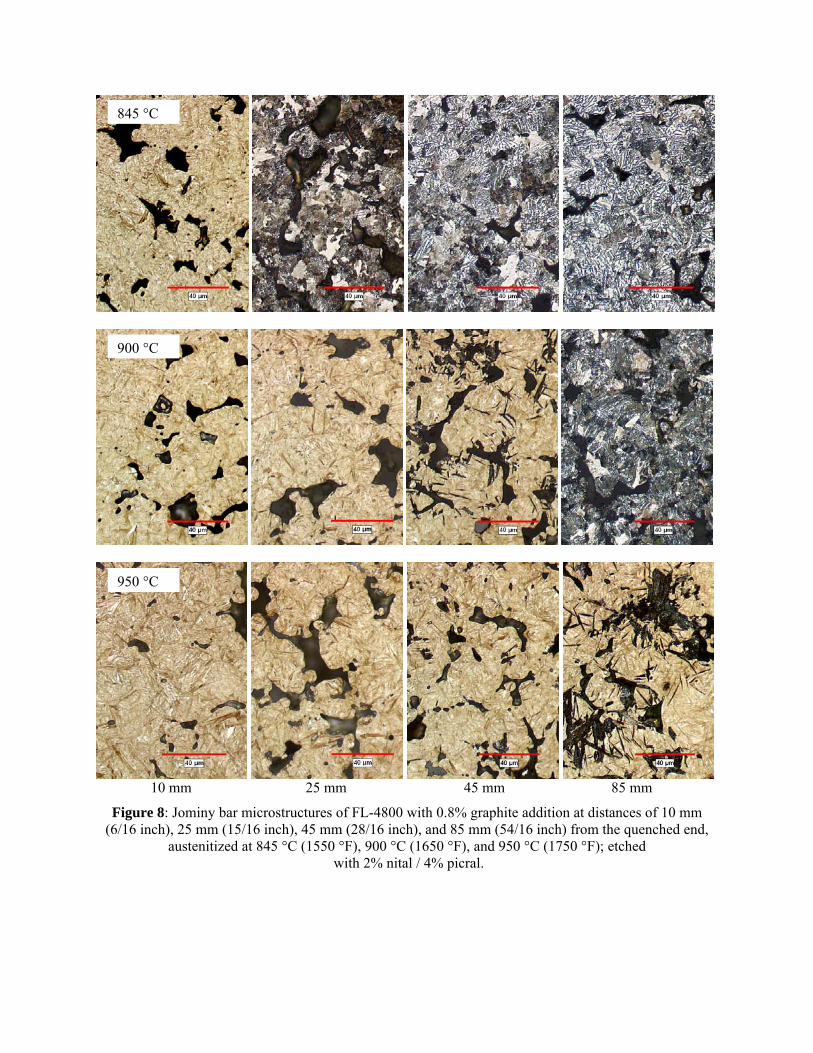
Metallographic analysis along the length of the bars, associated with Figure 7, revealed the corresponding microstructural development at four locations, Figure 8. As all the bars have an initial hardness of 74 - 75 HRA near the quenched end, it is easily understood that at 10 mm they are fully martensitic. Within 25 mm however, the microstructure of the bar austenitized at 845 °C changes to a fine bainitic structure and this is reflected in the associated Jominy curve. At greater distances from the quenched end, where the cooling rate is lower, the microstructure is mostly composed of a coarse ferrite/carbide morphology (divorced pearlite/upper bainite) corresponding to an apparent hardness of approximately 50 HRA. In the bar heated to 900 °C, the onset of a bainitic/pearlitic transformation is pushed to even greater distances from the quenched end. This is indicative of lower cooling rates leading to hardening of the alloy to at least 50 mm (32/16 inches) when the bar is heated to 900 °C. Alternatively, when the bar is austenitized at 950 °C, the resulting microstructure is predominantly martensite along the entire length of the bar. The onset of the bainitic transformation is seen in the micrograph at 85 mm from the quenched end and coincides well with the small drop in hardness apparent in Figure 7 for the 950 °C austenitized bar. The phase point count analysis correlating to the microstructures in Figure 8 is listed in Table III and provides a quantitative analysis of phase content as a result of increasing the austenitizing temperature for FL-4800 with 0.8% graphite.
10 mm 25 mm 45 mm 85 mm
Figure 8: Jominy bar microstructures of FL-4800 with 0.8% graphite addition at distances of 10 mm (6/16 inch), 25 mm (15/16 inch), 45 mm (28/16 inch), and 85 mm (54/16 inch) from the quenched end,
austenitized at 845 °C (1550 °F), 900 °C (1650 °F), and 950 °C (1750 °F); etched with 2% nital / 4% picral.
950 °C
900 °C
845 °C
Table III: % Metallic phases present (excluding pores) in FL-4800 with 0.8% graphite austenitized at 845 °C, 900 °C, and 950 °C.
Austenitizing Temperature
Distance from Quenched End, mm (inch) % Martensite % Bainite* % Pearlite**
*Bainite includes fine bainite and lower bainite formations. **Pearlite includes the coarse ferrite-carbide (divorced pearlite) formation.
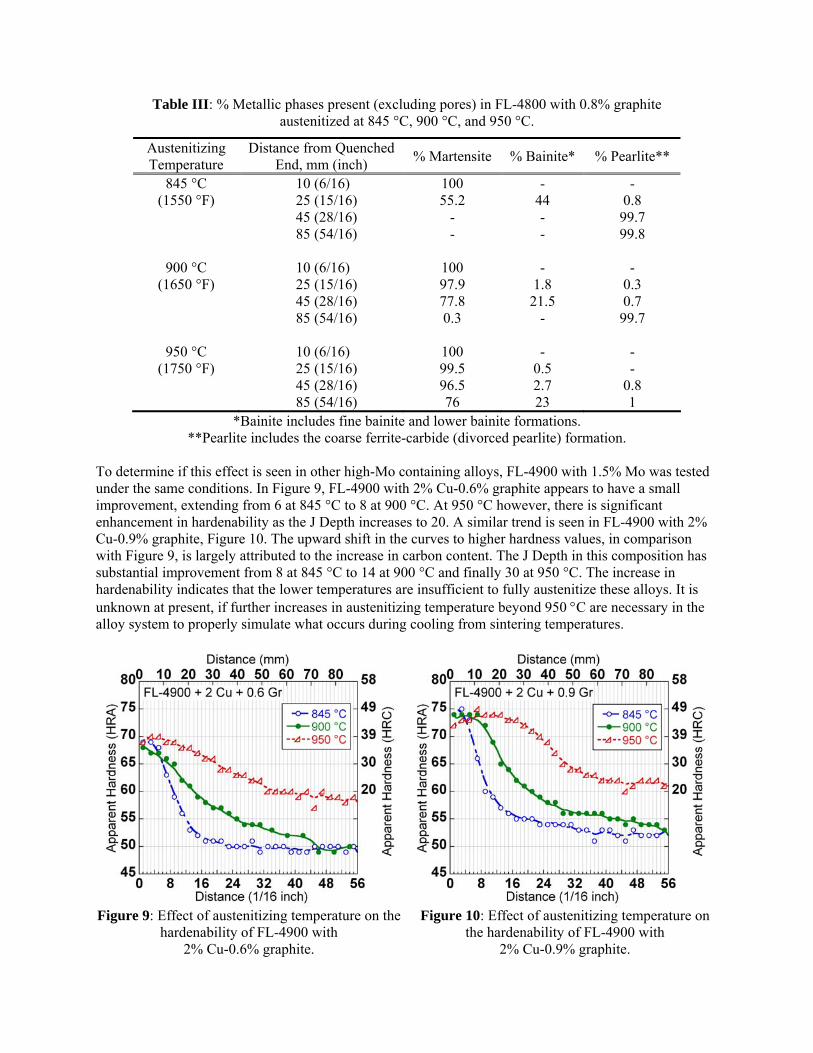
To determine if this effect is seen in other high-Mo containing alloys, FL-4900 with 1.5% Mo was tested under the same conditions. In Figure 9, FL-4900 with 2% Cu-0.6% graphite appears to have a small improvement, extending from 6 at 845 °C to 8 at 900 °C. At 950 °C however, there is significant enhancement in hardenability as the J Depth increases to 20. A similar trend is seen in FL-4900 with 2% Cu-0.9% graphite, Figure 10. The upward shift in the curves to higher hardness values, in comparison with Figure 9, is largely attributed to the increase in carbon content. The J Depth in this composition has substantial improvement from 8 at 845 °C to 14 at 900 °C and finally 30 at 950 °C. The increase in hardenability indicates that the lower temperatures are insufficient to fully austenitize these alloys. It is unknown at present, if further increases in austenitizing temperature beyond 950 °C are necessary in the alloy system to properly simulate what occurs during cooling from sintering temperatures.
Figure 9: Effect of austenitizing temperature on the
hardenability of FL-4900 with 2% Cu-0.6% graphite.
Figure 10: Effect of austenitizing temperature on
the hardenability of FL-4900 with 2% Cu-0.9% graphite.
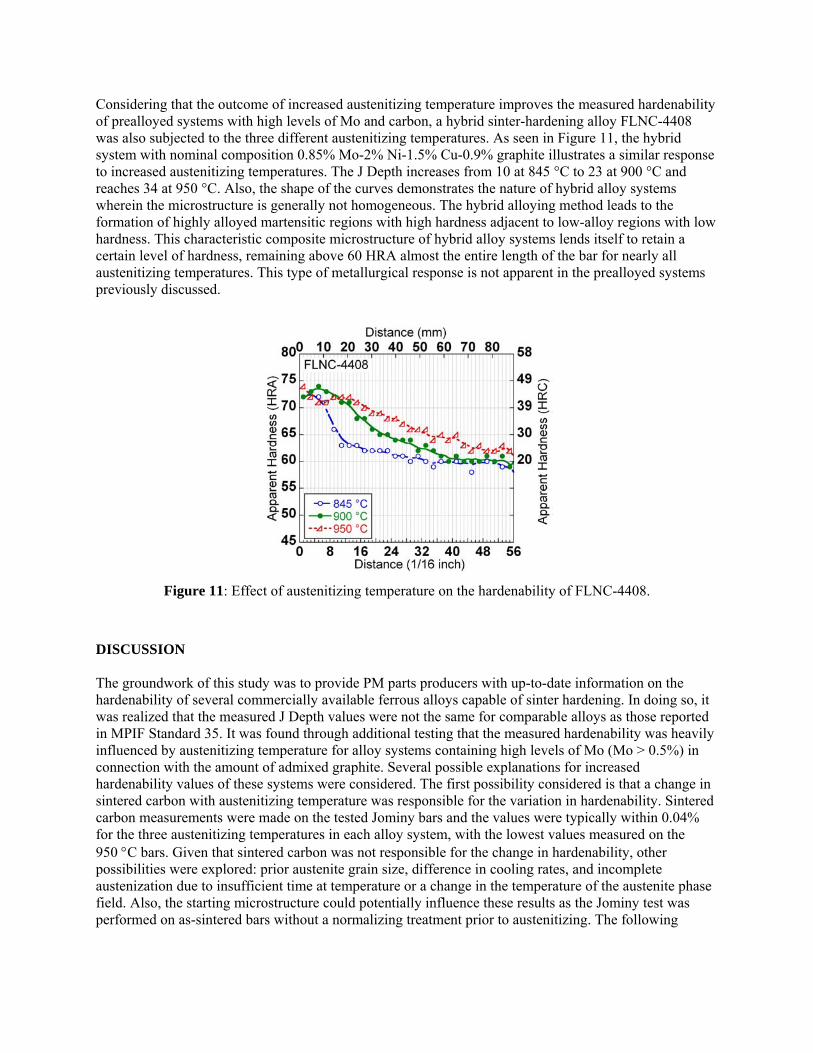
Considering that the outcome of increased austenitizing temperature improves the measured hardenability of prealloyed systems with high levels of Mo and carbon, a hybrid sinter-hardening alloy FLNC-4408 was also subjected to the three different austenitizing temperatures. As seen in Figure 11, the hybrid system with nominal composition 0.85% Mo-2% Ni-1.5% Cu-0.9% graphite illustrates a similar response to increased austenitizing temperatures. The J Depth increases from 10 at 845 °C to 23 at 900 °C and reaches 34 at 950 °C. Also, the shape of the curves demonstrates the nature of hybrid alloy systems wherein the microstructure is generally not homogeneous. The hybrid alloying method leads to the formation of highly alloyed martensitic regions with high hardness adjacent to low-alloy regions with low hardness. This characteristic composite microstructure of hybrid alloy systems lends itself to retain a certain level of hardness, remaining above 60 HRA almost the entire length of the bar for nearly all austenitizing temperatures. This type of metallurgical response is not apparent in the prealloyed systems previously discussed.
Figure 11: Effect of austenitizing temperature on the hardenability of FLNC-4408.
DISCUSSION The groundwork of this study was to provide PM parts producers with up-to-date information on the hardenability of several commercially available ferrous alloys capable of sinter hardening. In doing so, it was realized that the measured J Depth values were not the same for comparable alloys as those reported in MPIF Standard 35. It was found through additional testing that the measured hardenability was heavily influenced by austenitizing temperature for alloy systems containing high levels of Mo (Mo > 0.5%) in connection with the amount of admixed graphite. Several possible explanations for increased hardenability values of these systems were considered. The first possibility considered is that a change in sintered carbon with austenitizing temperature was responsible for the variation in hardenability. Sintered carbon measurements were made on the tested Jominy bars and the values were typically within 0.04% for the three austenitizing temperatures in each alloy system, with the lowest values measured on the 950 °C bars. Given that sintered carbon was not responsible for the change in hardenability, other possibilities were explored: prior austenite grain size, difference in cooling rates, and incomplete austenization due to insufficient time at temperature or a change in the temperature of the austenite phase field. Also, the starting microstructure could potentially influence these results as the Jominy test was performed on as-sintered bars without a normalizing treatment prior to austenitizing. The following
discussion addresses these considerations in more depth and suggests changes in methodology pertaining to hardenability data found in MPIF Standard 35. In this study, prior austenite grain size was not expected to influence hardenability to any great extent between the austenitizing temperatures tested, especially since pores are known to pin grain boundaries, preventing excessive growth. However, due to potential grain pinning effects as a result of undissolved carbides at an austenitizing temperature of 845 °C and not at 950 °C along with grain growth rate differences as a function of temperature, a grain size difference was observed. To reveal prior austenite grain boundaries, samples were austenitized at 845 °C and 950 °C then slow cooled to 745 °C (1375 °F) to form proeutectoid carbide at the grain boundaries and finally quenched to transform the austenite to martensite. From this, grain size was easily distinguishable. The grain size, as measured using ASTM E 112, of bars austenitized at 845 °C is estimated to be about 8µm whereas the grain size at 950 °C is estimated to be about 19µm. Approximations of ideal diameter based on grain size factors and composition shows an increase in hardenability by about 10%. However, the change in grain size as a result of the studied austenitizing temperatures is not enough to account for the widely different behaviors seen in Figure 7. Also, if grain size was an overwhelming factor in these hardenability results, then the effect should have been uniform for all compositions, not just for high Mo-containing alloys. Therefore, the grain size variations observed are expected to play only a minor role in measured hardenability for the alloy systems tested. As a critical factor in determining which transformation products are formed during cooling, the cooling rate was measured at multiple locations along the length of a Jominy bar utilizing an instrumented method. The bar was austenitized under the same conditions as previously mentioned for typical Jominy tests. The test was conducted at 845 °C, 900 °C, and 950 °C, to resolve if increased temperatures result in a difference in cooling rates. If the rates are noticeably higher at the elevated austenitizing temperatures, this could lead to an increase in the measured hardenability for certain alloy systems. It should be mentioned however, that the cooling rate measured is an average rate and applicable only to the Jominy test performed during this study. These results do not necessarily correlate with cooling rates seen in PM parts exiting a typical sintering furnace and hence the associated hardness level in the Jominy bar does not imply the hardness of a PM component will be the same. What can be understood from these results is whether or not the cooling rates, at different austenitizing temperatures, could be a source for increased hardenability. The cooling rates measured in this manner, as reported in Table IV, are equivalent between 845 °C and 900 °C at all locations along the bar. At 950 °C, the rates are quite similar to those experienced at the lower temperatures, though at 10 mm from the quenched end a moderate increase in cooling rate of nominally 1 °C/s was found. While 1 °C/s can potentially be enough to promote a variation in microstructure, this difference is only seen nearest the quenched end. Regardless, the rate nearest the quenched end for all bars is rapid enough to immediately form martensite upon cooling from all austenitizing temperatures for all alloy systems tested. This was evident in the microstructural analysis as seen in Figure 8. For that reason it can be concluded that the austenitizing temperature, within the range studied, has no measurable impact on the cooling rate at critical distances from the quenched end since the rates are identical. This does not imply however that austenitizing temperature does not affect the hardenability for particular alloy systems.
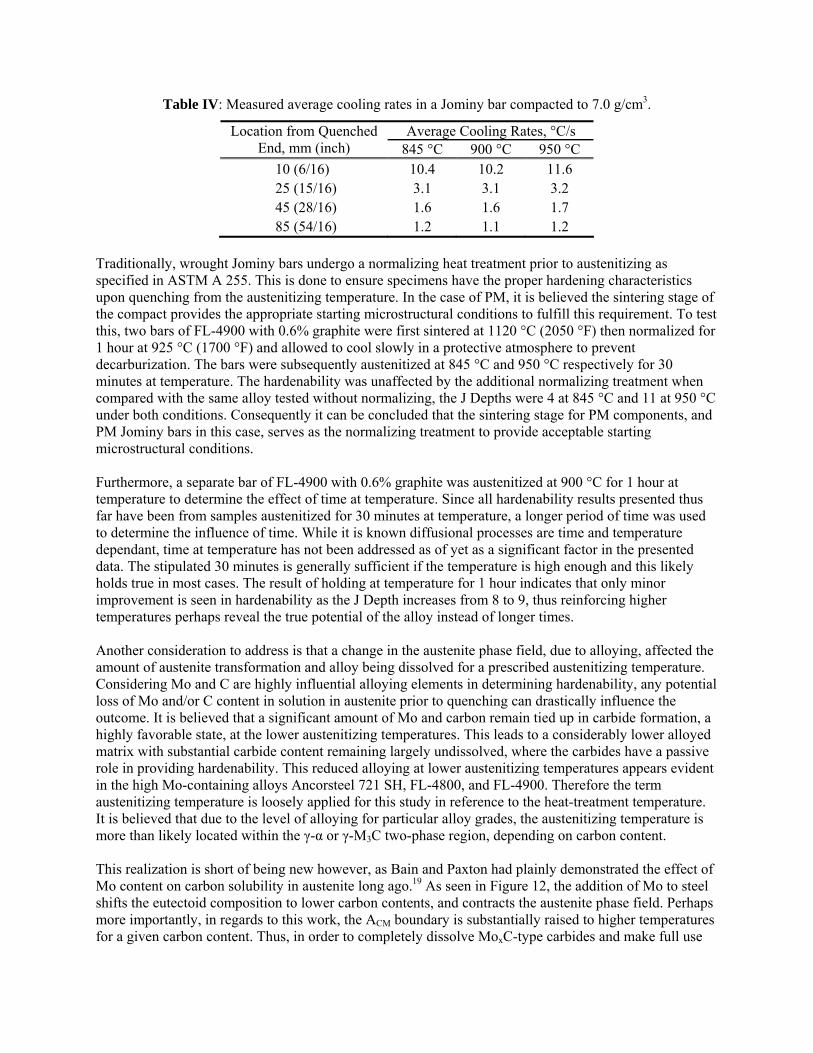
Table IV: Measured average cooling rates in a Jominy bar compacted to 7.0 g/cm3.
Average Cooling Rates, °C/s Location from Quenched End, mm (inch) 845 °C 900 °C 950 °C
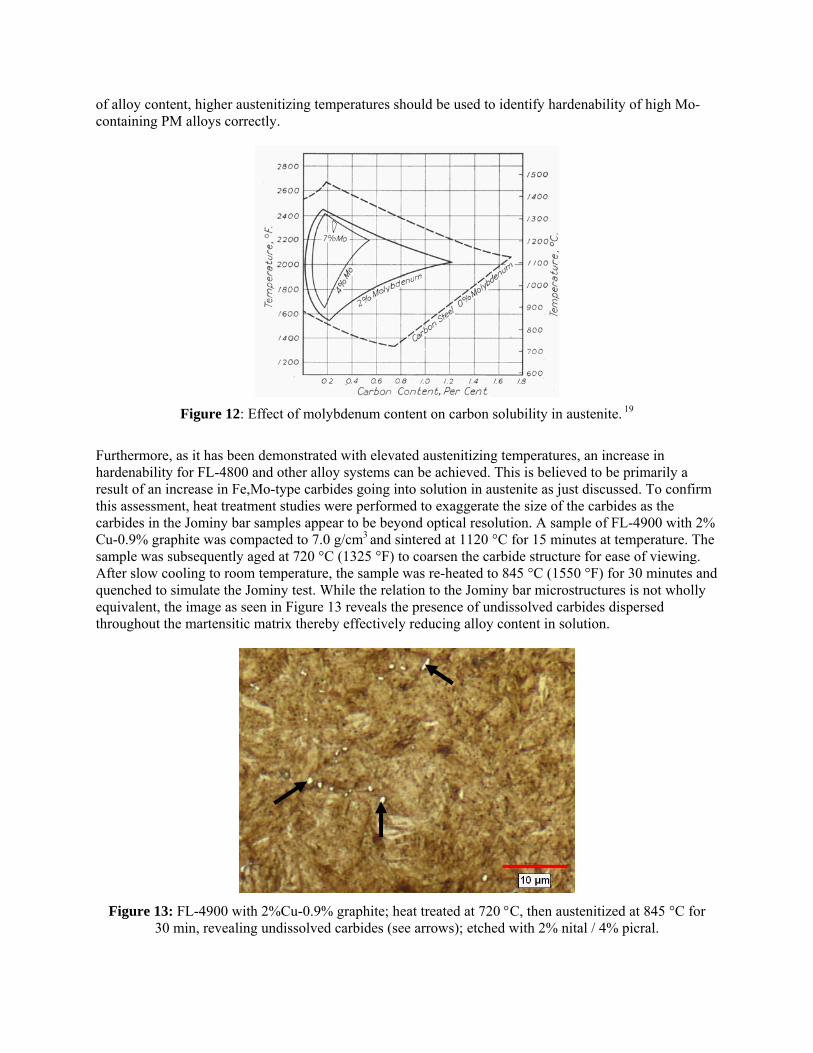
Traditionally, wrought Jominy bars undergo a normalizing heat treatment prior to austenitizing as specified in ASTM A 255. This is done to ensure specimens have the proper hardening characteristics upon quenching from the austenitizing temperature. In the case of PM, it is believed the sintering stage of the compact provides the appropriate starting microstructural conditions to fulfill this requirement. To test this, two bars of FL-4900 with 0.6% graphite were first sintered at 1120 °C (2050 °F) then normalized for 1 hour at 925 °C (1700 °F) and allowed to cool slowly in a protective atmosphere to prevent decarburization. The bars were subsequently austenitized at 845 °C and 950 °C respectively for 30 minutes at temperature. The hardenability was unaffected by the additional normalizing treatment when compared with the same alloy tested without normalizing, the J Depths were 4 at 845 °C and 11 at 950 °C under both conditions. Consequently it can be concluded that the sintering stage for PM components, and PM Jominy bars in this case, serves as the normalizing treatment to provide acceptable starting microstructural conditions. Furthermore, a separate bar of FL-4900 with 0.6% graphite was austenitized at 900 °C for 1 hour at temperature to determine the effect of time at temperature. Since all hardenability results presented thus far have been from samples austenitized for 30 minutes at temperature, a longer period of time was used to determine the influence of time. While it is known diffusional processes are time and temperature dependant, time at temperature has not been addressed as of yet as a significant factor in the presented data. The stipulated 30 minutes is generally sufficient if the temperature is high enough and this likely holds true in most cases. The result of holding at temperature for 1 hour indicates that only minor improvement is seen in hardenability as the J Depth increases from 8 to 9, thus reinforcing higher temperatures perhaps reveal the true potential of the alloy instead of longer times. Another consideration to address is that a change in the austenite phase field, due to alloying, affected the amount of austenite transformation and alloy being dissolved for a prescribed austenitizing temperature. Considering Mo and C are highly influential alloying elements in determining hardenability, any potential loss of Mo and/or C content in solution in austenite prior to quenching can drastically influence the outcome. It is believed that a significant amount of Mo and carbon remain tied up in carbide formation, a highly favorable state, at the lower austenitizing temperatures. This leads to a considerably lower alloyed matrix with substantial carbide content remaining largely undissolved, where the carbides have a passive role in providing hardenability. This reduced alloying at lower austenitizing temperatures appears evident in the high Mo-containing alloys Ancorsteel 721 SH, FL-4800, and FL-4900. Therefore the term austenitizing temperature is loosely applied for this study in reference to the heat-treatment temperature. It is believed that due to the level of alloying for particular alloy grades, the austenitizing temperature is more than likely located within the γ-α or γ-M3C two-phase region, depending on carbon content. This realization is short of being new however, as Bain and Paxton had plainly demonstrated the effect of Mo content on carbon solubility in austenite long ago.19 As seen in Figure 12, the addition of Mo to steel shifts the eutectoid composition to lower carbon contents, and contracts the austenite phase field. Perhaps more importantly, in regards to this work, the ACM boundary is substantially raised to higher temperatures for a given carbon content. Thus, in order to completely dissolve MoxC-type carbides and make full use
of alloy content, higher austenitizing temperatures should be used to identify hardenability of high Mo-containing PM alloys correctly.
Figure 12: Effect of molybdenum content on carbon solubility in austenite. 19
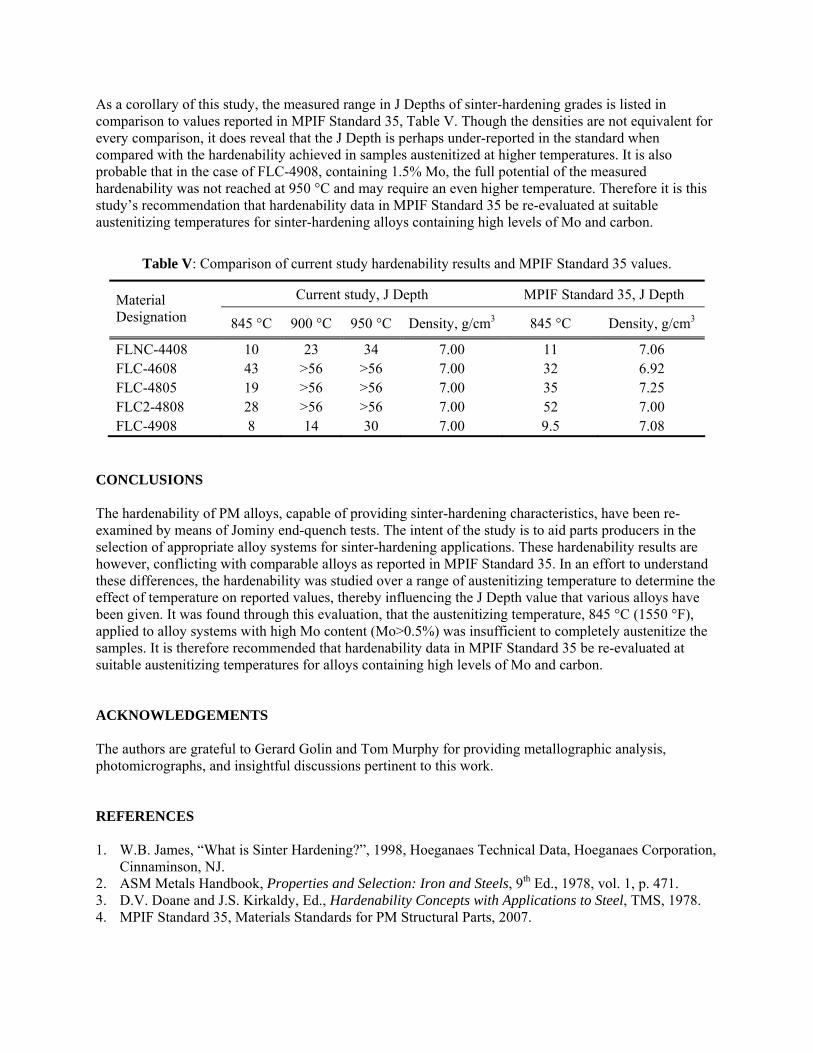
Furthermore, as it has been demonstrated with elevated austenitizing temperatures, an increase in hardenability for FL-4800 and other alloy systems can be achieved. This is believed to be primarily a result of an increase in Fe,Mo-type carbides going into solution in austenite as just discussed. To confirm this assessment, heat treatment studies were performed to exaggerate the size of the carbides as the carbides in the Jominy bar samples appear to be beyond optical resolution. A sample of FL-4900 with 2% Cu-0.9% graphite was compacted to 7.0 g/cm3 and sintered at 1120 °C for 15 minutes at temperature. The sample was subsequently aged at 720 °C (1325 °F) to coarsen the carbide structure for ease of viewing. After slow cooling to room temperature, the sample was re-heated to 845 °C (1550 °F) for 30 minutes and quenched to simulate the Jominy test. While the relation to the Jominy bar microstructures is not wholly equivalent, the image as seen in Figure 13 reveals the presence of undissolved carbides dispersed throughout the martensitic matrix thereby effectively reducing alloy content in solution.
Figure 13: FL-4900 with 2%Cu-0.9% graphite; heat treated at 720 °C, then austenitized at 845 °C for
30 min, revealing undissolved carbides (see arrows); etched with 2% nital / 4% picral.
As a corollary of this study, the measured range in J Depths of sinter-hardening grades is listed in comparison to values reported in MPIF Standard 35, Table V. Though the densities are not equivalent for every comparison, it does reveal that the J Depth is perhaps under-reported in the standard when compared with the hardenability achieved in samples austenitized at higher temperatures. It is also probable that in the case of FLC-4908, containing 1.5% Mo, the full potential of the measured hardenability was not reached at 950 °C and may require an even higher temperature. Therefore it is this study’s recommendation that hardenability data in MPIF Standard 35 be re-evaluated at suitable austenitizing temperatures for sinter-hardening alloys containing high levels of Mo and carbon.
Table V: Comparison of current study hardenability results and MPIF Standard 35 values.
Current study, J Depth MPIF Standard 35, J Depth Material Designation 845 °C 900 °C 950 °C Density, g/cm3 845 °C Density, g/cm3
CONCLUSIONS The hardenability of PM alloys, capable of providing sinter-hardening characteristics, have been re-examined by means of Jominy end-quench tests. The intent of the study is to aid parts producers in the selection of appropriate alloy systems for sinter-hardening applications. These hardenability results are however, conflicting with comparable alloys as reported in MPIF Standard 35. In an effort to understand these differences, the hardenability was studied over a range of austenitizing temperature to determine the effect of temperature on reported values, thereby influencing the J Depth value that various alloys have been given. It was found through this evaluation, that the austenitizing temperature, 845 °C (1550 °F), applied to alloy systems with high Mo content (Mo>0.5%) was insufficient to completely austenitize the samples. It is therefore recommended that hardenability data in MPIF Standard 35 be re-evaluated at suitable austenitizing temperatures for alloys containing high levels of Mo and carbon. ACKNOWLEDGEMENTS The authors are grateful to Gerard Golin and Tom Murphy for providing metallographic analysis, photomicrographs, and insightful discussions pertinent to this work. REFERENCES 1. W.B. James, “What is Sinter Hardening?”, 1998, Hoeganaes Technical Data, Hoeganaes Corporation,
Cinnaminson, NJ. 2. ASM Metals Handbook, Properties and Selection: Iron and Steels, 9th Ed., 1978, vol. 1, p. 471. 3. D.V. Doane and J.S. Kirkaldy, Ed., Hardenability Concepts with Applications to Steel, TMS, 1978. 4. MPIF Standard 35, Materials Standards for PM Structural Parts, 2007.
5. S. Saritas, R.D. Doherty, and A. Lawley, “Effect of Porosity on the Hardenability of P/M Steels”, Advances in Powder Metallurgy & Particulate Materials, compiled by W.B. Eisen and S. Kassam, MPIF, Princeton, NJ, 2001, part 10, p. 112.
6. R.M German, Powder Metallurgy & Particulate Materials Processing, MPIF, Princeton, NJ, 2005. 7. F.J. Semel, “Cooling Rate Effects on the Metallurgical Response of a Recently Developed Sinter-
Hardening Grade”, Advances in Powder Metallurgy & Particulate Materials, compiled by V. Arnhold, C. Chu, W.F. Jandeska, Jr., and H.I. Sanderow, MPIF, Princeton, NJ, 2002, part 13, p. 102.
8. B. Lindsley and H. Rutz, “Effect of Molybdenum Content in PM Steels”, Advances in Powder Metallurgy & Particulate Materials, compiled by R. Lawcock, A. Lawley, and P. McGeehan, MPIF, Princeton, NJ, 2008, part 7, p. 26.
9. R.V. Fostini and F.J. Schoen, “Effects of Carbon and Austenitic Grain Size on the Hardenability of Molybdenum Steels”, Transformation and Hardenability in Steels Symposium, Climax Molybdenum Company of Michigan, Ann Arbor, Michigan, 1967, p. 195.
10. ASTM International Standard A 255-2007, Standard Test Method for Determining Hardenability of Steel.
11. MPIF Standard 65, Sample Preparation and Determination of the Hardenability of PM Steels, Standard Test Methods for Metal Powders and Powder Metallurgy Products, 2008.
12. ASTM International Standard E 112-96 (2004), Standard Test Method for Determining Average Grain Size.
13. M.A. Grossman, Trans. TMS-AIME, 1942, vol. 150, p. 227. 14. C.F. Jatczak, “Hardenability in High Carbon Steels”, Metallurgical and Materials Transactions B,
vol. 4, number 10, 1973, October, p. 2267. 15. W.W. Cias and D.V. Doane, “Phase Transformational Kinetics and Hardenability of Alloyed
Medium-Carbon Steels”, Metallurgical and Materials Transactions B, vol. 4, number 10, 1973, October, p. 2257.
16. R.A. Grange, “Estimating the Hardenability of Carbon Steels”, Metallurgical and Materials Transactions B, vol. 4, number 10, 1973, October, p. 2231.
17. B. Lindsley, G. Fillari, and T. Murphy, “Effect of Composition and Cooling Rate on Physical Properties and Microstructure of Prealloyed P/M Steels”, Advances in Powder Metallurgy & Particulate Materials, compiled by C. Ruas and T.A. Tomlin, MPIF, Princeton, NJ, 2005, part 10, p. 353.
18. P. Sokolowski, B. Lindsley, and F. Hanejko, “Introduction of a New Sinter-Hardening PM Steel”, Advances in Powder Metallurgy & Particulate Materials, compiled by R. Lawcock, A. Lawley, and P. McGeehan, MPIF, Princeton, NJ, 2008, part 7, p. 43.
19. E.C. Bain and H.W. Paxton, Alloying Elements in Steel, Second Edition, 1966, American Society for Metals, Metals Park, Ohio.