a CEA, DEN, DEC, SPUA, LCU, Cadarache, F-13108 Saint-Paul Lez Durance, Franceb Université de Franche-Comté, FEMTO-ST, 32 avenue de l’Observatoire, F-25044 Besancon Cedex, France
a b s t r a c t
This work aims to analyse the impact of powders which are not conventionally intended for powder injection mould-
ing (PIM) and how their characteristics influence the behaviour of the feedstock during mixing. Tests were performed
with different alumina powders using the same binder system. The results show that mixing has a strong impact
on the packing density of powders inside the feedstock, while the deagglomeration of powders makes it possible to
achieve high critical powder volume concentrations (CPVCs) equal to or greater than 58 vol%. The CPVC depends on
the deagglomeration efficiency. The agglomeration state – especially cohesion of the agglomerates – has an influence
on the CPVC. The comparative study of mixing torques shows that the grain size and surface area of powders have a
major impact on the mixing behaviour of the feedstock. During the implementation of powders, variabilities in the
homogenisation of the powder/binder system and in deagglomeration are achieved as a result of powder agglomera-
tion. It was demonstrated that the powders in this study perfectly satisfy the criteria imposed by the mixing process
than 50% of the theoretical density and no agglomeration. In
1. Introduction
Powder Injection Moulding (PIM) is a near-net shapeprocessing technique used for the mass production of com-plex components. Ceramic or metal powders can be used inthis process. PIM first consists in mixing powder and binders inorder to make a homogenous feedstock. Binders provide tem-porary ‘flowability’ so a mould can be filled under pressure toachieve the desired shape (green part). The unwanted bindersare later removed to form the brown part (debinding) and thisbrown part is then sintered to draw near the full-density ina controlled-atmosphere furnace at high temperature. Eachstep in the PIM process plays an important role in achieving afinal product of high quality (Ahn et al., 2009). Fig. 1 highlightseach step of the powder injection moulding process.
This study focusses on the mixing step. Defects introducedduring mixing could not be removed by the following steps, so
understanding the behaviour of the feedstock during mixing
∗ Corresponding author. Tel.: +33 624561938; fax: +33 0442254886.E-mail address: [email protected] (J. Bricout).Received 8 June 2012; Received in revised form 11 February 2013; Acce
was essential (Supati et al., 2000). The ideal feedstock con-sists of a thin layer of binder between each powder particleto ensure maximum compacity. The volume ratio of the solidpowder to the total volume of powder and binders is definedas the solid loading (Li et al., 2007). The critical powder vol-ume concentration (CPVC) is the maximum volume ratio ofa defined powder that can be incorporated into a definedbinder system. Of course, this critical point greatly dependson the powder characteristics and binders used (Contreraset al., 2010a). The choice of powder content and morphologyhas a significant impact on the feedstock properties, especiallyon the rheological behaviour and the critical powder volumeconcentration. German and Bose (1997) have defined the char-acteristics of an “ideal” powder for the process, among whichthe main properties are a particle size between 0.5 and 20 �mwith a d50 in the range from 4 to 8 �m, a tap density greater
pted 26 February 2013
some cases, however, the choice of powder is imposed and
neers. Published by Elsevier B.V. All rights reserved.
chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490 2485
Fig. 1 – Different steps of powder injection moulding (German and Bose, 1997).
dcTNt
pfitc2imPstr
2
2
Tdhstcbn
oes not meet the criteria outlined above. The use of a submi-ron powder is complex due to the agglomeration phenomena.he presence of agglomerates can alter the flow (Lewis andielsen, 1968) and cause defects and heterogeneities after sin-
ering (Lange and Metcalf, 1983).Factors that influence the feedstock properties include
rocessing parameters (mixing speed, mixing blade geometry,lling speed, temperature, etc.), powder characteristics (par-icles size and shape, specific surface area, etc.) and binderharacteristics (binder composition, viscosity, etc.) (Suri et al.,003). This study discusses the broad objectives of investigat-ng the influence of powder characteristics on the feedstock
ixing properties. Different alumina powders, not tailored forIM, were selected and implemented with the same binderystem and under the same mixing conditions. The innova-ive aspect of this work lies in the direct implementation ofaw powders in the process.
. Experiments
.1. Powders features
he alumina powders used in the experiments were providedirectly by the supplier (Baïkowski) without any changes. Eightigh-purity alumina powders offering a range of size, shape,ize distribution, specific surface area (SSA) and agglomera-ion features were selected. Table 1 lists some of the powderharacteristics, such as the particle size distribution (obtained
y a Beckman Coulter LSTM 13,320 particle size analyser), pyc-ometer density (obtained by with Micromeritics AccuPyc II
1340), the Specific surface area (obtained by MicromeriticsASAP2020), and the apparent and tap density (NF EN ISO 3953).
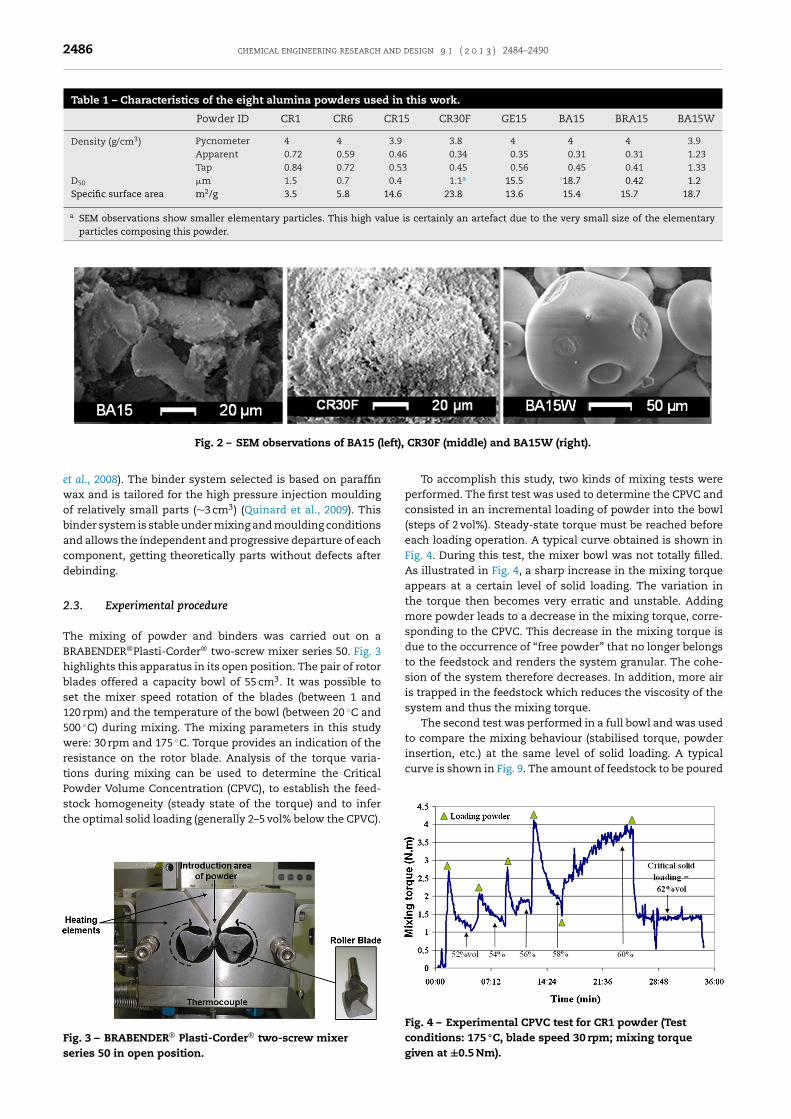
Scanning Electron Microscopy (SEM) was used to observethe morphology/agglomeration state of the particles and con-firm the results obtained for the mean diameter (Fig. 2). TheSEM observations highlight the sub-micrometric dimensionsof the elementary particle for all the powders used. Thesub-micrometric particles are very prone to the phenomenaof agglomeration, morphology and cohesion of agglomerateswhich are strongly dependent on the three manufacturingmethods selected: unmilled (BA15, GE15), milled (CR1, CR6,CR15, BRA15, CR30F), and atomised (BA15W). Furthermore,the CR15 powder resulted from the milling of GE15 (idem forBRA15 and BA15). Besides showing the effect of the fabrica-tion process (particles shape, state/cohesion of agglomerate),the selected powders were used to study the influence of thespecific surface area (thus the particle size) during mixing forthe same fabrication (same particle shape).
2.2. Binder system
A binder system usually contains at least three components:a binder which imparts strength to the system, a plasticisingaid which functions as a flow modifier, and a surfactant (orwetting agent) that provides sufficient bonding between theceramic powder and the binder (Mutsuddy and Ford, 1995). Thesurfactant improves the dispersion of powders in the bindersystem thanks to the interactions of a polar group with the
alumina powder surface and the non-polar group affinity forthe non-polar binder constituents such as paraffin wax (Jardiel
2486 chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490
Table 1 – Characteristics of the eight alumina powders used in this work.
Powder ID CR1 CR6 CR15 CR30F GE15 BA15 BRA15 BA15W
a SEM observations show smaller elementary particles. This high value is certainly an artefact due to the very small size of the elementaryparticles composing this powder.
Fig. 2 – SEM observations of BA15 (left), CR30F (middle) and BA15W (right).
curve is shown in Fig. 9. The amount of feedstock to be poured
et al., 2008). The binder system selected is based on paraffinwax and is tailored for the high pressure injection mouldingof relatively small parts (∼3 cm3) (Quinard et al., 2009). Thisbinder system is stable under mixing and moulding conditionsand allows the independent and progressive departure of eachcomponent, getting theoretically parts without defects afterdebinding.
2.3. Experimental procedure
The mixing of powder and binders was carried out on aBRABENDER®Plasti-Corder® two-screw mixer series 50. Fig. 3highlights this apparatus in its open position. The pair of rotorblades offered a capacity bowl of 55 cm3. It was possible toset the mixer speed rotation of the blades (between 1 and120 rpm) and the temperature of the bowl (between 20 ◦C and500 ◦C) during mixing. The mixing parameters in this studywere: 30 rpm and 175 ◦C. Torque provides an indication of theresistance on the rotor blade. Analysis of the torque varia-tions during mixing can be used to determine the CriticalPowder Volume Concentration (CPVC), to establish the feed-stock homogeneity (steady state of the torque) and to infer
the optimal solid loading (generally 2–5 vol% below the CPVC).
Fig. 3 – BRABENDER® Plasti-Corder® two-screw mixerseries 50 in open position.
To accomplish this study, two kinds of mixing tests wereperformed. The first test was used to determine the CPVC andconsisted in an incremental loading of powder into the bowl(steps of 2 vol%). Steady-state torque must be reached beforeeach loading operation. A typical curve obtained is shown inFig. 4. During this test, the mixer bowl was not totally filled.As illustrated in Fig. 4, a sharp increase in the mixing torqueappears at a certain level of solid loading. The variation inthe torque then becomes very erratic and unstable. Addingmore powder leads to a decrease in the mixing torque, corre-sponding to the CPVC. This decrease in the mixing torque isdue to the occurrence of “free powder” that no longer belongsto the feedstock and renders the system granular. The cohe-sion of the system therefore decreases. In addition, more airis trapped in the feedstock which reduces the viscosity of thesystem and thus the mixing torque.
The second test was performed in a full bowl and was usedto compare the mixing behaviour (stabilised torque, powderinsertion, etc.) at the same level of solid loading. A typical
Fig. 4 – Experimental CPVC test for CR1 powder (Testconditions: 175 ◦C, blade speed 30 rpm; mixing torquegiven at ±0.5 Nm).
chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490 2487
Fig. 5 – Comparison of calculated and experimental CPVCs for each powder.
ia
m
wbmci(d
3
3
Praaod2ucitfp
ee
nto the bowl to obtain a good filling configuration is calculateds follows:
feedstock = Vbowl (cm3) × �feedstock (g/cm3) × K (1)
ith mfeedstock representing the mass of the test material toe used, Vbowl = 55 cm3, �feedstock the density of the sampleaterial at ambient temperature, and K a non-dimensional
oefficient (filling factor) which considers the optimum fill-ng level for different dynamic loads. The same value of KK = 0.7) was applied in all the experiments, even if it is stronglyependent on the powder characteristics.
. Results and discussion
.1. Critical powder volume concentration
hysically speaking, the critical powder volume concentrationefers to a state where all the powder particles are packeds closely as possible and all the spaces between particlesre filled with binders (Warren and German, 1989). The ratiof the tap density to the pycnometer density for each pow-er makes it possible to calculate the CPVC (Contreras et al.,010b). Thus, the intrinsic characteristics of powders can besed to determine the calculated CPVC. However, these cal-ulated CPVCs do not take into account a potential changen the powder characteristics during mixing. Fig. 5 compareshe calculated CPVCs with the experimental values resultingrom the incremental mixing tests (CPVC test) for each kind ofowder.
Calculations show that the CPVC has been largely under-
stimated – by more than 40 vol% – compared with thexperimental results. It is well accepted that the CPVC in
Fig. 6 – CR15 powder before (left) and
PIM feedstock is usually 10–20 vol% higher than the val-ues determined by powder densities (Dihoru et al., 2000).The gap obtained for our powder highlights changes inthe powder characteristics that occur during mixing. Theimproved powder packing density in the feedstock resultsfrom the combination of the reorganisation and the deag-glomeration phenomena. The deagglomeration of the powderis due to shear stresses generated during mixing. The dif-ferences between the calculations and the experimentalresults show the different impact of mixing on the reorgan-isation/deagglomeration phenomena for each powder. SEMobservations of the powders revealed the fact that deagglom-eration occurs before and after the mixing step. The exampleof the CR15 powder, highlighted in Fig. 6, shows the destruc-tion of the agglomerates after mixing.
The CPVC analysis reveals that experimental critical solidloadings are quite similar (ranging from 50 to 62 vol%), whichproves the robustness of the process. Among the eight selectedpowders which all have disparate characteristics, only onepowder (BA15) with an optimal solid loading below 50 vol%does not satisfy the condition of a high enough optimal solidloading, which is necessary but not sufficient. This could bedue to both the plate shape and high cohesion of the agglom-erates. The optimal solid loading represents the maximal solidloading that can satisfy the rheological criteria for the powderinjection moulding process. It is well accepted [ref] that theoptimal solid loading must be greater than 50 vol% to ensurethe adequate behaviour of the feedstock during debinding andsintering.
The impact of the powder characteristics during mixing ishighlighted by the value of the stabilised torque at the end
of mixing according to the solid loading. It is possible to clas-sify these curves into two graphs in order to first highlight
after (right) the mixing process.
2488 chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490
Fig. 7 – Variation in the stabilised mixing torque accordingto the solid loading of powders with different fabricationprocesses (Test conditions: 175 ◦C, blade speed 30 rpm;mixing torque given at ±0.5 Nm).
Fig. 8 – Variation in the stabilised mixing torque accordingto the solid loading of powders with different SSA (testconditions: 175 ◦C, blade speed 30 rpm; mixing torquegiven at ±0.5 Nm).
alone. The difference between the maximum peak loading
the influence of the fabrication process (different morphol-ogy and agglomeration state for the same “size” of elementaryparticles) and then underline the impact of the SSA (differentparticle sizes for the same shape).
The powder fabrication process clearly has an impacton behaviour during mixing (Fig. 7). The behaviour ofunmilled/milled powders, (GE15/CR15) and (BA15/BRA15),remains the same up to a defined level of solid loading. Forthe GE15/CR15 couple, stabilised torques remain the sameup to 54 vol%, after which the torque of the milled powderincreases more strongly than the unmilled powder. This couldbe explained by the different deagglomeration states of thetwo powders which offer different particle sizes and size dis-tributions in their final state. These characteristics govern thepacking efficiency and the inter-particle friction which explainmixing torque differences. The efficiency of the deagglomer-ation influences the mixing torque through the modificationsin the powder characteristics. The CPVC is totally differentfor the BA15/BRA15 couple, showing a clear difference inbehaviour for a loading above 50 vol%. The mixing is notefficient enough for BA15 to deagglomerate the elementaryparticles. The system is composed of coarse particles of about20 �m and a high filling content is not achieved. The CPVC isinversely proportional to the grain size (Contreras et al., 2010b).The behaviour of unmilled powders (BA15 and GE15), whichhave a similar agglomeration shape but different agglomeratecohesion, show the variability in the effect of mixing accord-ing to the powder used. Furthermore, at equal solid loading,the atomised powder (BA15W) has stabilised torque values
that are lower than for other fabrication processes.
Fig. 9 – Behaviour of the mixing torque of the CR1 powder (Test cat ±0.5 Nm).
The influence of the specific surface area (closely relatedto the size and shape of the elementary particles) for pow-ders with the same fabrication process is highlighted in Fig. 8.With the same solid loading, the stabilised torque increasesas the specific surface area increases. According to the char-acterisations mentioned above, increasing the surface area isassociated with decreasing the size of elementary particles,since the morphology is identical. For the same solid loading,the smaller the elementary particles, the greater the viscos-ity of the system. However, the amount of surfactant also hasan impact on the viscosity of a system (Tseng et al., 1999).The proportion of surfactant is fixed in this study, whereas anincrease in the surface area of the powders would theoreticallyrequire an increase in the proportion of surfactant to allow foran equivalent “embedding” of the powder.
3.2. Mixing behaviour at the same solid loading
The feedstock for each powder (aside BA15) was added witha solid loading of 51.6 vol%. These tests were carried outin full bowl with the same filling factor. The filling speedswere governed by the behaviour of the powder during load-ing. Depending on the powder used, the stabilised torque,the torque of the loading peak, the stabilisation time andthe filling speed were different. The loading peak torquecorresponds to the combined effect of friction and the reorgan-isation/deagglomeration of the powder inside the feedstock.The stabilised torque represents the friction in the feedstock
and the stabilised torque is the torque necessary for the
onditions: 175 ◦C, blade speed 30 rpm; mixing torque given
chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490 2489
Fig. 10 – Behaviour of the mixing torque of the CR15 powder (Test conditions: 175 ◦C, blade speed 30 rpm; mixing torquegiven at ±0.5 Nm).
rc
dribqai
BdAliAusiopTta
Fa
eorganisation/deagglomeration of the system. The obtainedurves reveal two distinct behaviours.
In the first case involving the CR1, CR6 and BA15W pow-ers (Fig. 9), the filling speed could be rather fast (∼10 g/min),esulting in a single loading peak. This indicates the quasi-nstantaneous homogenisation between the powder and theinders. The torque required to achieve homogenisation wasuite low (2.5 Nm), but the reorganisation time needed tochieve constant torque (homogeneous dispersion of powdern the binders) was quite long (∼20 min).
In the second case involving the CR15, CR30F, GE15 andRA15 powders (Fig. 10), it was impossible to add the pow-ers quickly because homogenisation was not instantaneous.
significant increase in the volume was remarked whenoading this kind of powder, which in turn caused a sharpncrease in torque which could damage the mixer device.
slow-paced and sequential loading method needs to besed, allowing the homogenisation and reorganisation of theystem after each addition. The torque required for reorgan-sation/deagglomeration is greater (64 Nm) than in the casef instantaneous homogenisation. After the last addition ofowder, torque stabilisation was reached quickly (−5 min).he sequential addition of powders allows for reorganisa-
ion/deagglomeration step-by-step after each addition. The
verage filling speed was limited to 3 g/min.
ig. 11 – Stabilised mixing torque at 52 vol% (Test conditions: 175nd SSA according to the powder.
The mixing torque of a system is related to viscosity. Fig. 11summarises the torque obtained for each powder and corre-sponding specific surface area.
These results corroborate the observations made in thepreceding paragraph concerning the increase in the specificsurface area which causes an increase in the viscosity ofthe system due to different friction forces in the system.The specific surface area, linked to the elementary particlesize and the state of agglomeration, seems to be the dom-inant powder characteristic governing the viscosity duringmixing in this study. For powders sharing the same fabri-cation (CR1, CR6, CR15 and CR30F), the higher the specificsurface area of the powder, the higher the mixing torque.The friction between inter-particle agglomerates during theflow is responsible for the viscosity of the system. Whenthe specific surface of the powder is high (CR30F), the sizeof elementary particles composing the agglomerates is veryfine, increasing contact and friction between agglomerates.The mixing torque needed for the system is therefore veryhigh. Mixing torques are rather similar for the same specificsurface area (GE15, BA15W, CR15 and BRA15), proving thatthe agglomeration state has a slight influence on the vis-cosity of the system. The agglomeration state has a minoreffect on the mixing torque in comparison with the specific
surface areas of powders. The microscopic characteristics of
◦C, blade speed 30 rpm; mixing torque given at ±0.5 Nm)
2490 chemical engineering research and design 9 1 ( 2 0 1 3 ) 2484–2490
Characteristics on Binder Incorporation for Injection Molding
powders therefore have a significant impact on the rheologicalbehaviour.
4. Conclusions
This paper has explored the mixing behaviour of differentpowders with the same binder system. The characteristicsof the selected powders do not correspond to the character-istics of an ideal powder for PIM. However, considering thepowder characteristics only to determine their compatibilitywith the process is not an accurate method. During mixing,the powder undergoes total reorganisation and deagglomer-ation, which significantly improves its packing density. Theimpact of mixing differs depending on the powder used, butobtaining a feedstock with high solid loading is nonethelessfeasible. Results confirm that the powder characteristics havea strong influence on the mixing behaviour of the feedstock.The findings can be summarised as follows:
• Powder deagglomeration occurs during mixing, thus achiev-ing high critical solid loadings equal to or greater than58 vol%, for seven of the eight powders studied althoughthey are not intended for the PIM process.
• The CPVC depend on the deagglomeration efficiency. Theagglomeration state influences the CPVC and more speciallythe cohesion of the agglomerates.
• For the same specific surface area and the same solidloading, deagglomeration makes the different feedstocksbehave in a similar manner, with similar mixing torque val-
ues, The agglomeration state has a slight influence on themixing behaviour.
• The elementary particle size and specific surface area havea preponderant effect on the mixing torque and thus on theviscosity of the system. This is due to friction which is veryhigh with fine particles.
• The loading technique must be adapted to the powder,according to the state of agglomeration which governs thehomogenisation.