21
FOR PLANT ENGINEERING FOR PLANT ENGINEERING INNOVATIVE SOLUTION IN PLASTICS INNOVATIVE SOLUTION IN PLASTICS Albert Lueghamer – POLYPLAST – Sept. 2014

FOR PLANT ENGINEERINGFOR PLANT ENGINEERINGINNOVATIVE SOLUTION IN PLASTICSINNOVATIVE SOLUTION IN PLASTICS
Albert Lueghamer – POLYPLAST – Sept. 2014

CONTENTCONTENT
� ProjectProject informationinformation
� WhyWhy plasticplastic pipingpiping
-- selectionselection ofof bestbest suitablesuitable materialmaterial
� ChallengesChallenges inin projectproject executionexecution
� Production
� Transport and storage at site
� Welding
� Installation
� Testing and commissioning
� ConclusionConclusion

Unique projects in scale and technologyUnique projects in scale and technology
PPR pipeline Combined heat andoil processing plant
Water purificationplant POS POU
Central supply of purified water from purification plant to point of use in 7 km distance.

Project facts:Location:
• Netherlands / Emmen
Water Treatment Plant capacity:
• 10 000 m³/day (2.65 mio gallons/day)
Water Quality:
• Low level of anions and cations
• Conductivity >10 MΩ/cm // <0.1 µS/cm
Central IndustrialCentral Industrial WaterWater SupplySupply SystemSystem
Plas
ticlin
edco
ncre
teta
nks

Central IndustrialCentral Industrial WaterWater SupplySupply SystemSystem
Total installed plastic pipe length:
• 2 x 7 km (2 x 4.3 miles)
Installed main pipe dimension:
• OD 280 mm SDR 17,6(operated at 9,6 bar / 145 psi)

PPR pipelinePPR pipeline UPW for industrialUPW for industrialplants in the port areaplants in the port area
Water PurificationWater PurificationPlantPlant POSPOS POUPOU
Central Industrial Water Supply SystemCentral Industrial Water Supply System
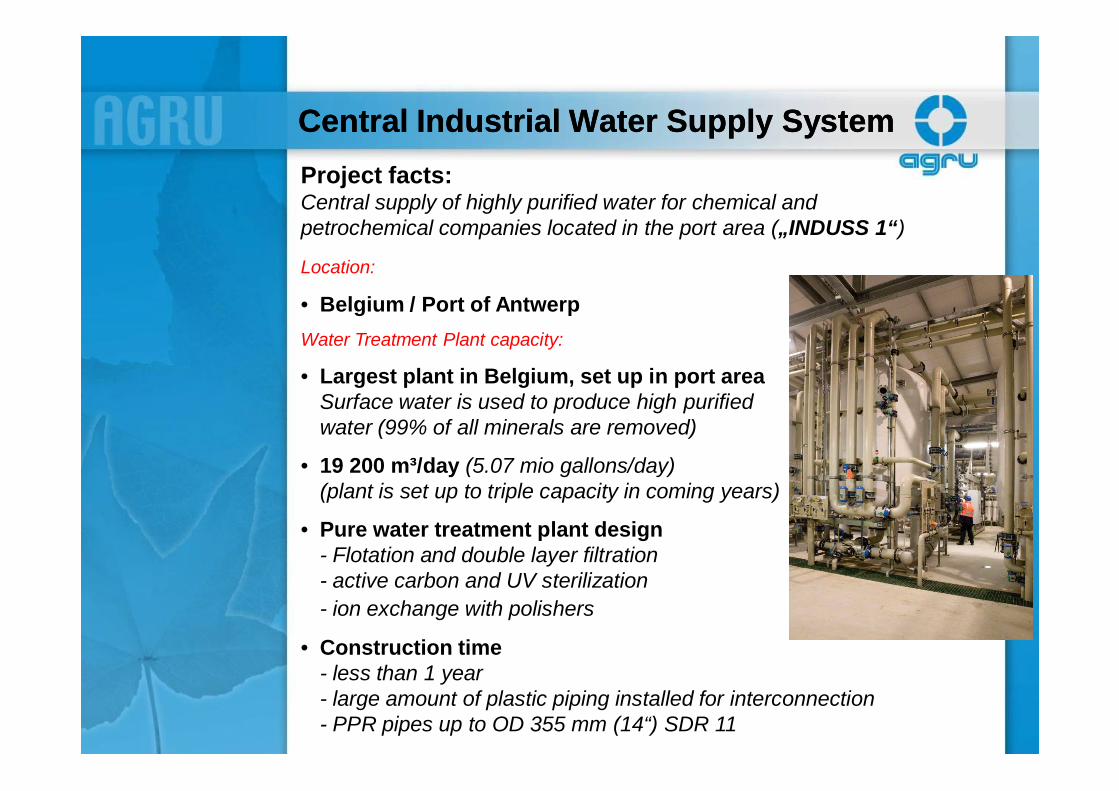
Project facts:Central supply of highly purified water for chemical andpetrochemical companies located in the port area („INDUSS 1“)
Location:
• Belgium / Port of AntwerpWater Treatment Plant capacity:
• Largest plant in Belgium, set up in port areaSurface water is used to produce high purifiedwater (99% of all minerals are removed)
• 19 200 m³/day (5.07 mio gallons/day)(plant is set up to triple capacity in coming years)
• Pure water treatment plant design- Flotation and double layer filtration- active carbon and UV sterilization- ion exchange with polishers
• Construction time- less than 1 year- large amount of plastic piping installed for interconnection- PPR pipes up to OD 355 mm (14“) SDR 11
Central Industrial Water Supply SystemCentral Industrial Water Supply System

Distribution network was designed to installtwin pipelines to ensure:
• connection of new customers is possible without interrupting thesupply for existing user.
• in case no consumption of UPW is occuring the loop canconsistantly be flushed
• water supply volume can be increased if required and ensureflow capacity
• redundent system for safe supply of UPW to consumers
Central Industrial Water Supply SystemCentral Industrial Water Supply System

Various piping systems were considered for this projectsVarious piping systems were considered for this projects
� Stainless steel piping:- more expensive system- possibility of biofilm build up- not best suitable for underground installation
at these project conditions
� Fibreglass reinforced pipes (FRP):- not clean- high risk of biofilm build up- high leach-out values
(contamination of UPW during transport)- joint sections are not crevice free
� Ductile iron pipes with PUR coating inside:- not clean- joint sections are not crevice free- risk of biofilm build up- not good surface quality- high leach-out values (contamination of UPW during transport)
Why plastic pipingWhy plastic piping

Why plastic pipingWhy plastic piping
PolypropylenePolypropylene pipespipes (PPR)(PPR) werewere selectedselectedasas bestbest technicaltechnical solutionsolution
� very smooth inside surface(advantageous for low pressure loss)
� low surface roughness (Ra <0.8 µm)(reduced possibility of biofilm build-up)
� very low leach-out because of its polymer nature(validated by client independent testing)
� excellent and safe joining methodwith minimized bead sizes(reduced dead-leg areas)
� components needed forproject realization wereavailable

Why plastic pipingWhy plastic piping
PPolyolyppropyleneropylene RRandomandom CopolymerCopolymer (PP(PP--R) wasR) was chosenchosenoutout ofof variousvarious availableavailable PPPP--typestypes becausebecause ofof itsits� higher flexibility� better weldability than PP-H and PP-B� higher weld quality (long-term performance)� lower notch sensitivity – better SCG behaviour� higher pressure rating compared to PP-H
(acc. EN ISO 15494)
622
397 387
841
267
164
0
100200300400500600700800900
1 2 3 4 5 6
Material
t[h]
PP-R(Type B)
PP-R(Type D)
PP-H(Type S,α-nuc)
PP-H(β-
nuc)
PP-B(Type B)
Minimum FNCT valuesrequested by DIBt
PP-H(α-nuc)

PipePipe transporttransportandand
storagestorage atat sitesite
� For transport and storage of 20 m (65 ft) longHigh Purity PP-R pipesspecial dust and waterproof packaging was applied:- to ensure absolute cleanliness- ease mobility of pipe pallet- capability of storage on site for up to 2 months
� Fittings and valves have been supplied doublepacked
� Pipes were stored at site in designated and specialprepared areas
ChallengesChallenges inin projectproject executionexecution

Key factors for system performance:Key factors for system performance:� Highest mechanical integrity of all joints
� Smallest possible inside bead sizes
� Same purity in weld zone as pipe itself
� Reliable and constant joint quality undersite conditions
Measures for welding at site:Measures for welding at site:� Special set up at site was arranged for welding execution
� IR and butt fusion were chosen as welding method(for tie-in joints the electric socket fusion in OD 355 and 250 mmwas applied)
� Fully trained / qualified contractor and supervisors were engaged
� Each joint was marked for QC and full traceability
� Sample welds (taken from site) have regularlybeen evaluated by the pipe manufacturer andindependent labs
ChallengesChallenges inin projectproject executionexecution
WeldingWelding atat sitesite

NonNon--contact heated tool butt welding (IRcontact heated tool butt welding (IR--fusion)fusion)(acc. to DVS 2207 part 6)
� Features:- pressure controlled welding process- reduced bead sizes, optimized
bead shapes- contamination free welding- reduced welding times- automated fusion process by applying
SP 315S fusion equipments
weld preparation non-contact heating joining
Time
Pressure
ChallengesChallenges inin projectproject executionexecution
WeldingWelding atat sitesite

Long term behaviour of weldsLong term behaviour of welds(tested in long term creep test acc. DVS 2203-4)
� PP-R provides generally higherlife times because of itsbetter SCG behaviour
� IR fusion welds provide higher lifetime than heated tool butt fusionwelds
200 300 500 1.000 2.000 3.0002,0
2,5
3,03,2
3,5
4,0
4,5
Time to fail in hours
Stress in N/mm²
Test temperature: 80 °C2% wetting agent
PP-R IR-fusion(acc. DVS 2207 part 6)
PP-R butt fusion(acc. DVS 2207 part 11)
Source Hessel Ingenieurtechnik 2002/2003
ChallengesChallenges inin projectproject executionexecution
WeldingWelding atat sitesite

Set up and execution of site weldingSet up and execution of site welding� All prefabrication of pipe strings up to 500 m was
done in special adapted cleanroom containers
� Along pipe route the mobile cleanroomcontainers was set up in several locations
� All pipe strings were sealed (capped) beforeinstallation into the pipe trench
ChallengesChallenges inin projectproject executionexecution
WeldingWelding atat sitesite

Site joints were done in prepared trenchesSite joints were done in prepared trenches� Pipe strings were put into prepared trenches
� Sufficient support was provided for final site welding(to ensure ease movement of pipe strings for welding process)
� Special IR and butt fusion trench welding equipment wereapplied to weld in trench under controlled environmentpipes up to OD 500 mm
ChallengesChallenges inin projectproject executionexecution
WeldingWelding atat sitesite

� All pipes were fully sand embedded.
� Because of high pipe flexibility only verylimited amount of sweep bends withradius = 1.5xD were installed.
� PP-R pipes were installed into HD-PEprotective pipes with central spacers- where the pipe route was crossing
highways, waterways and railroads
� Flange connections were onlymade for the connection of butterfly valves
ChallengesChallenges inin projectproject executionexecution
InstallationInstallation

� Pressure test was conducted onpipe sections up to 1 km after rinsing
� Pressure test was done after refilling of pipe trench
� Pressure test was done with Pure Water (20 °C)(supplied from the purification plant)
� Pipeline was rinsed after pressure test again with UPW for<1 day per pipe section before final water quality required atPoint of Use was reached.
ChallengesChallenges inin projectproject executionexecution
PressurePressure testingtestingandand
RinsingRinsing

ConclusionConclusion andand statementsstatements fromfrom clientsclientsFor both projects Ii the preliminary study a comprehensivesurvey by the Water Works were performed to select the optimum materialfand installation methods for the distribution network of UPW supplied to their users.
Important considerations were assessed:• Lifetime >20 years• Minimum leach out• Installation in the field must be possible without flanges
(except valve connnections)• Very smooth surface of the piping system to avoid biofilm
development)• Pipelines should be cleanable with soft balls (pigs)• Minimum number of welding - supply of long pipe sections
(20m!)• Convincing (clean) production• Good logistics• Good packaging for transport and storage on products• Application experience of products in UPW supply systems
Nieuwater and Induss had great confidence in the application ofplastic piping (PPR) because of its cost efficiency, durability andreliable proven experience in UPW supply piping system.

THANK YOU!THANK YOU!
Subject to errors of typesetting, misprints and modifications. Illustrations are generic and for reference only.

















