INSTA-CERT SBC EN 12201 February 2021 Supersedes version December 2018
Specific rules for Nordic certification in accordance with EN 12201 Plastics piping systems for water supply, and for drainage and sewerage under pressure – Polyethylene (PE) – Part 1: General Part 2: Pipes Part 3: Fittings
Specific rules for certification in accordance with EN 12201-1, -2 and -3 Plastics piping systems for water supply, and for drainage and sewerage under pressure – Polyethylene (PE) – Part 1: General, Part 2: Pipes and Part 3: Fittings
Foreword The latest version of EN 12201 specifies the requirements for a piping system and its components when made from polyethylene (PE). It is intended to be used for water supply intended for human consumption, including the conveyance of raw water prior to treatment as well as for drainage and sewerage under pressure. This INSTA-CERT specific rules (SBC) covers compound, pipes and fittings. The following modifications are made in this version of this document: - The SBC has been editorial updated according to INSTA-CERT SBC Template No. 10
- Table 4, editorial changes to clarify of welded sample. References INSTA-CERT GRC General Rules for the services provided by INSTA-CERT Product certification EN 12201-1:2011 Plastics piping systems for water supply and for drainage and sewerage under
pressure – Polyethylene (PE) – Part 1: General EN 12201-2:2011+A1:2013 Plastics piping systems for water supply and for drainage and sewerage under
pressure – Polyethylene (PE) – Part 2: Pipes EN 12201-3:2011+A1:2012 Plastics piping systems for water supply and for drainage and sewerage under
pressure – Polyethylene (PE) – Part 3: Fittings EN 12201-5:2011 Plastics piping systems for water supply and for drainage and sewerage under
pressure – Polyethylene (PE) – Part 5: Fitness for purpose of the system CEN/TS 12201-7:2015 Plastics piping systems for water supply and for drainage and sewerage under
pressure – Polyethylene (PE) – Part 7: Guidance for the assessment of conformity
INSTA-CERT SBC EN 12201 February 2021
Page 2 of 25
0 INFORMATION Denmark and Finland have specific national requirements for drinking water products: the DK-VAND approval is required in Denmark, and the FI-mark is required in Finland.
1 CONDITIONS FOR CERTIFICATION The issuance of a certificate requires that the applicant commits himself to follow the ”General Rules for Certification provided by INSTA-CERT” (hereafter INSTA-CERT GRC) and the specific rules, but also to make sure that the products mentioned fulfil the requirements of EN 12201.
The compounds, for manufacturing of pipes and fittings, must have an INSTA-CERT certificate. Products made from external non-virgin materials cannot be certified under this INSTA-CERT system. The certification of fittings covers also fabricated fittings size group 1, 2, 3 and 4, see Annex C. The INSTA-CERT certification system covers blue or black pipes. In addition, black pipes may have coloured identification stripes. For pipes with peel-able layer the colour of the outer layer shall be in accordance with the manufacturer’s specification. Pipe constructions including diffusion barrier layers are not covered by this INSTA SBC. Such pipe constructions are covered by ISO 21004.
INSTA-CERT SBC EN 12201 February 2021
Page 3 of 25
2 APPLICATION FOR A CERTIFICATE The applicant is free to choose at which certification body, partner of INSTA-CERT, he wants to apply and subsequently a certificate is issued. The application shall be in writing on a separate form, available at www.insta-cert.net . The application form should include information concerning the applicant as well as information concerning the relevant compound, fittings and dimensions of pipes and fittings per SDR series mentioned in the application. The application shall include: - Accredited reports covering type tests (testing and inspection) according to clause 4.1 and a description of
each component intended to be covered by the certificate. When appropriate, technical specifications or drawings can be used. The type test report or any other test reports should be presented in any of the Nordic languages or in English. The reports should preferable not be older than two years.
- Information concerning the material in pipes and fittings stating the name of the manufacturer of the raw material and information on the raw material.
- If applicable, information concerning the manufacturer and the certification of pipes used for production of swept bends and double sockets.
- If applicable, information concerning the manufacturer and the type of sealing rings together with
documentation that the sealing ring material fulfil the requirements of the relevant standard, EN 681-1 or -2, either as a valid accredited certificate or as accredited test reports as required in the standard.
- Description of the manufacturer’s internal control system and instructions for quality assurance of the relevant product according to clause 4.1.2.
- Installation manual in the four Nordic languages how to assemble electro fusion fittings to the pipes according to Annex D of this document. - Proposal for marking according to clause 5 and Annex B.
An INSTA CERT certificate can only be issued to manufacturers of materials or components in the field of thermoplastics piping and fittings system.
The certificate will be issued when the type test reports prove that the requirements of EN 12201 and this SBC are fulfilled and that other application initiatives according to clause 2 are approved. A certificate according to this SBC only covers one manufacturer and products from one production site. For a manufacturer extending the scope of certification to another production site with products covered by this SBC one of the following alternatives shall be followed: 1. Type testing is performed by an approved test laboratory according to Table 12, 13, 14 or C1, Audit Test. A
certificate may be issued when the approved results are available for the short-time tests.
2. The manufacturer shall carry out a preliminary type test (PTT) according to Table 12, 13, 14 or C1, Audit Test. The certificate may be issued as soon as the approved results are available for all tests, and pipes are submitted for testing at an approved test laboratory.
Both alternatives imply that the production and the quality assurance system for the actual production sites are similar. This is verified through an assessment of the quality system and an initial inspection at the production site. A report shall be available before the certificate can be issued.
The correlation between compound designation, design coefficient C, SDR, S and PN for the permitted range according to this SBC is shown below, Table 0. Table 0
Compound designation
C SDR 7.4 9 11 13.6 17 21 26
S 3.2 4 5 6.3 8 10 12.5
PE 80 C=1.25 PN 20 16 12.5 10 8 6 5
C=1.6 PN 16 12.5 10 8 6 5 4
PE 100 C=1.25 PN 25 20 16 12.5 10 8 6
C=1.6 PN 20 16 12.5 10 8 6. 5
Pipes and fittings are divided into four size groups according to Table 1 below. Table 1
Fitting groups Fittings are divided into four groups as follows: (A) Electrofusion socket fitting: electrofusion couplers, electrofusion elbows, electrofusion tees, electrofusion
reducers, electrofusion end cap, etc.; (B) Electrofusion saddle fitting: electrofusion tapping saddles, electrofusion branch saddles, etc.; (C) Spigot end fitting: elbows, tees, reducers, end caps, etc. (D) Fabricated fittings: swept bends, segmented bends and segmented tees etc.
INSTA-CERT SBC EN 12201 February 2021
Page 5 of 25
4 TESTING AND INSPECTION
Testing and inspection include:
− type testing and inspection, 4.1
− factory production control, (BRT, PVT)4.2,
− audit testing (AT) and inspection, 4.3
− other testing and inspection, 4.4
− testing and/or inspection at change of production conditions, 4.5
4.1 Type testing and inspection
Material in these special rules means specification of raw material-type, additives and their mixture ratios.
4.1.1 Type testing
Compounds, pipes and fittings included in the application shall be type tested to the extent stated in Table 3, 4, 5 and C.1. On request by the applicant, the type test shall be performed by an accredited test laboratory. The type test report shall confirm that the relevant compounds, pipes and fittings fulfil all the requirements. The type test report shall state the designation of material used in the tested pipes and fittings.
4.1.2 Initial inspection
The initial inspection shall be performed by an approved inspection body according to Annex A to this SBC. The initial inspection forms part of the type test and shall verify that the manufacturers system for quality assurance for relevant products comply with the below notes and clause 4.2.1. The documented routines shall cover: - Disposition of responsibility.
- Documentation (manual or document shall refer to INSTA-CERT GRC and this SBC and valid standards for actual products) shall be available for the personnel involved.
- Purchase and receiving inspection and control stocking of raw material.
- Factory production control.
- Recording of the results from the internal inspection including handling records in electronic form.
- Deviations and corrective actions.
- Calibration of measuring and testing equipment with traceability to accredited calibrated instrument.
- Final inspection of finished product.
- Handling of finished product (stocking, packaging and delivery) to prevent damages.
- Claims.
- Traceability of products from internal records.
In case the applicant has a valid INSTA-CERT certificate for similar products, this shall be taken into consideration when deciding the extent of the initial inspection. During the initial inspection it shall be evaluated if the resources of the manufacturer are sufficient to ensure the required quality level of the products and to perform the internal testing according to clause 4.2.1.
INSTA-CERT SBC EN 12201 February 2021
Page 6 of 25
4.2 Factory production control
4.2.1 Internal testing
Through described procedures and written instructions the manufacturer is responsible for demonstrating that INSTA-CERT marked compound, pipes and fittings included in the certificate fulfil the requirements of EN 12201 and this SBC. The internal testing is performed partly as a batch release test (BRT) with the minimum content as stated in Tables 6, 7, 8 and C.1 attached to this SBC, and partly as a process verification test (PVT) performed according to Tables 9, 10, 11 and C.1. The documentation of the testing should be kept for at least 5 years. The certificate holder/manufacturer is responsible for ensuring that instructions concerning internal quality inspection are available for the personnel in the language of the country concerned. Records of the internal testing shall be signed, dated and shall be available for the external inspector according to clause 4.3.1. The records shall include information of or traceability to: - Type of raw material
- Certificate of raw material
- Compound identification/designation
- Batch number
- Date of production
If the tested pipes and fittings do not fulfil the requirements, the manufacturer/certificate holder must immediately initiate the necessary corrective actions to ensure that the products fulfil the requirements, see clause 8.2, batch release tests, in this SBC. It shall be prevented that defective conformity marked products are put on the market. If the tested compound, pipes and fittings do not fulfil the requirements the manufacturer/certificate holder must immediately initiate the necessary corrective actions to ensure that the products fulfil the requirements, see clause 8.2 batch release tests, in this SBC. Sales of defective conformity marked products shall be prevented.
4.3 Audit testing and inspection
Audit testing and inspection of compounds shall be performed once per year by an approved inspection body and testing laboratory according to Annex A to this SBC. Audit testing and inspection of pipes and fittings shall be performed normally twice per year by an approved inspection body and testing laboratory according to Annex A to this SBC.
4.3.1 Inspection
The inspection includes: - Review of the manufacturer’s documentation of the internal control according to clause 4.2.1 including
inspection of records as well as inspection of the manufacturer’s test equipment and calibration of measuring and test equipment used.
- Checking of storage, packaging and delivery of final products. In addition, random surveillance of the quality insurance routines is carried out according to 4.1.2.
- Sampling of certified products from the manufacturer's stock. The samples shall be signed by the inspector and subsequently the samples shall be sent to the test laboratory for testing according to 4.3.2.
INSTA-CERT SBC EN 12201 February 2021
Page 7 of 25
4.3.2 Audit testing The testing shall be performed according to Tables 12, 13, 14 and C.1 covering compounds, pipes and fittings with sizes representative for the manufacturer’s production. All test results shall be documented in a report stating the designation of the material and sealing rings used for the tested pipes and fittings. 4.3.3 Results from inspection and testing If the requirements are not fulfilled, the certification body decides - if necessary, in consent with the inspection body and/or test laboratory concerned - which actions to be taken. Deficiencies in the results of the external or internal testing or inspection may cause withdrawal of the right to use the conformity mark until sufficient actions have been taken to ensure the quality. Additionally, the certification body may increase the number of external inspections for a certain period of time.
4.4 Other testing and inspection
Other testing and inspection may be performed according to the conditions stated in INSTA-CERT GRC.
4.5 Control at change of material, design or production methods
In advance, the certificate holder shall inform the certification body of all changes of recipes/compounds, design and production methods. Tables 4, 5 and 6 describes the extent of the control caused by the changes. The certificate holder is not allowed to mark any changed products with the conformity mark without a written permission from the certification body.
5 MARKING Compounds, pipes and fittings included in the certificate shall at least be marked with:
1. The conformity mark, see Annex B 2. Information according to EN 12201-2 clause 11 including pressure class achieved applying the
lowest design factor or EN 12201-3 clause 11 respectively, except: - the additional marking regarding the removal of the outside layer of the peel-able pipes; - the marking with codes for the intended use (P, W or W/P).
3. If the peel-able layer must be removed before buttfusion, this relevant info shall be marked on the peel-able layer.
4. If relevant DK-VAND - and/or FI - mark, see clause 0 Information
Marking according to items 1 to 4 shall be approved by the certification body. Any additional marking shall not be in conflict with marking according to items 1 to 4.
INSTA-CERT SBC EN 12201 February 2021
Page 8 of 25
6 FEES Information about application fees and annual fees can be provided by the members of INSTA-CERT. The costs for type testing and initial inspection as well as for audit testing and inspection are paid by the applicant/certificate holder directly to the inspection body/test laboratory. Costs related to other kind of testing and/or inspection shall be paid according to the conditions stated in INSTA-CERT GRC.
7 REGISTER A register of approved compounds, pipes and fittings according to EN 12201 is available on INSTA-CERT’s homepage www.insta-cert.net.
8.1 Type testing Relevant type testing according to tables 3, 4 and 5 shall be performed for each compound used and when changes in construction, changes in compound and/or production method are taking place. Characteristics with given frequencies are tested by an accredited test laboratory.
Relevant type testing for compounds in case of changes is stated in CEN/TS 12201-7, Annex A. For fabricated fittings, type testing is given in Annex C. Table 3 – Type testing (TT) of the compound to be done by the compound manufacturer
Characteristic Reference to part and
clause of EN 12201 Minimum sampling
frequency Number of test samples/ pieces a)
Number of measurements per
test piece
Compound density 1-4.4.1 Once per compound 3 1
Carbon black content 1-4.4.1 Once per compound 3 1
Carbon black dispersion 1-4.4.1 Once per compound 1 6
Pigment dispersion 1-4.4.1 Once per compound 1 6
Oxidation induction time 1-4.4.1 Once per compound 3 1
Volatile content 1-4.4.1 Once per compound 1 1
Water content ) 1-4.4.1 Once per compound 1 1
Melt mass flow rate 1-4.4.1 Once per compound 1 1
Classification 1-4.6 Once per compound (pipe dn ≥32 mm selected
from size group 1)
Shall conform to EN ISO 12162
Slow crack growth
(dn: 110 mm SDR 11)
1-4.4.2
Once per compound
3 1
Resistance to RCP c) 1-4.4.2 Once per compound (pipe size 250 SDR 11 or
500 SDR 11)
1 1
Resistance to weathering d) 1-4.4.2 Once per compound 3/3/5 1/1/1
Fusion compatibility Tensile failure mode
(dn: 110 mm SDR 11) e)
1-4.5
Once per compound 3 Shall conform to ISO 13953
a The number of samples given in the table is the minimum. All samples shall pass the relevant tests.
b Only applicable if the requirement for volatile content is not conformed to. In case of dispute the requirement for water content shall apply. c To be taken into account for compounds intended to be used in the manufacture of pipes having a wall thickness ≥ 32 mm. Assessment of RCP on compounds for fittings is not applicable.
d Only for non-black compounds. The diameter of the test piece should be included in the report.
Three test pieces for elongation at break/Three test pieces for hydrostatic strength/ for decohesion test one electro fusion
joint
e For butt fusion pipe to pipe, both components from the same compound.
INSTA-CERT SBC EN 12201 February 2021
Page 10 of 25
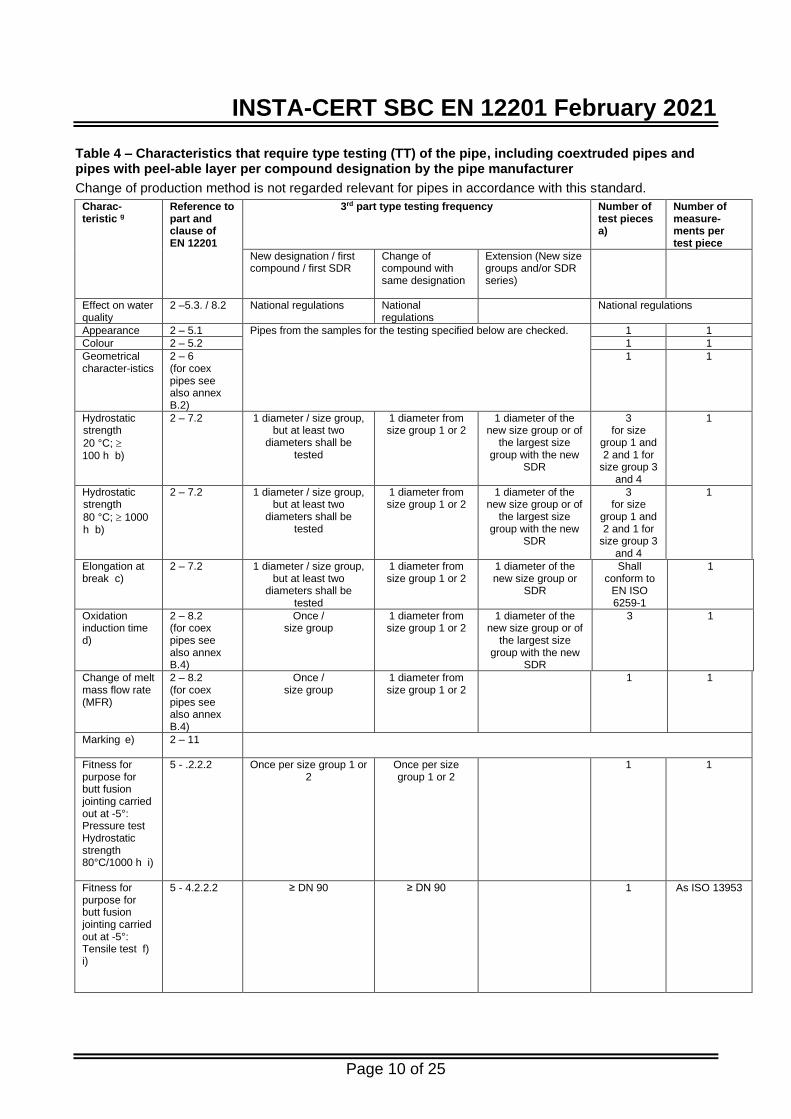
Table 4 – Characteristics that require type testing (TT) of the pipe, including coextruded pipes and pipes with peel-able layer per compound designation by the pipe manufacturer
Change of production method is not regarded relevant for pipes in accordance with this standard.
Charac-teristic g
Reference to part and clause of EN 12201
3rd part type testing frequency Number of test pieces a)
Number of measure-ments per test piece
New designation / first compound / first SDR
Change of compound with same designation
Extension (New size groups and/or SDR series)
Effect on water quality
2 –5.3. / 8.2 National regulations National regulations
National regulations
Appearance 2 – 5.1 Pipes from the samples for the testing specified below are checked. 1 1
Colour 2 – 5.2 1 1
Geometrical character-istics
2 – 6 (for coex pipes see also annex B.2)
1 1
Hydrostatic strength
20 °C; 100 h b)
2 – 7.2 1 diameter / size group, but at least two
diameters shall be tested
1 diameter from size group 1 or 2
1 diameter of the new size group or of
the largest size group with the new
SDR
3 for size
group 1 and 2 and 1 for
size group 3 and 4
1
Hydrostatic strength
80 °C; 1000 h b)
2 – 7.2 1 diameter / size group, but at least two
diameters shall be tested
1 diameter from size group 1 or 2
1 diameter of the new size group or of
the largest size group with the new
SDR
3 for size
group 1 and 2 and 1 for
size group 3 and 4
1
Elongation at break c)
2 – 7.2 1 diameter / size group, but at least two
diameters shall be tested
1 diameter from size group 1 or 2
1 diameter of the new size group or
SDR
Shall conform to
EN ISO 6259-1
1
Oxidation induction time d)
2 – 8.2 (for coex pipes see also annex B.4)
Once / size group
1 diameter from size group 1 or 2
1 diameter of the new size group or of
the largest size group with the new
SDR
3 1
Change of melt mass flow rate (MFR)
2 – 8.2 (for coex pipes see also annex B.4)
Once / size group
1 diameter from size group 1 or 2
1 1
Marking e) 2 – 11
Fitness for purpose for butt fusion jointing carried out at -5°: Pressure test Hydrostatic strength 80°C/1000 h i)
5 - .2.2.2 Once per size group 1 or 2
Once per size group 1 or 2
1 1
Fitness for purpose for butt fusion jointing carried out at -5°:
Tensile test f) i)
5 - 4.2.2.2 ≥ DN 90 ≥ DN 90 1 As ISO 13953
INSTA-CERT SBC EN 12201 February 2021
Page 11 of 25
Table 4 – continue Charac-teristic g
Reference to part and clause of EN 12201
3rd part type testing frequency Number of test pieces a)
Number of measure-ments per test piece
New designation / first compound / first SDR
Change of compound with same designation
Extension (New size groups and/or SDR series)
Longitudinal reversion Wall thickness ≤ 16 mm
2 – 8.2 1 diameter / size group, but at least two
diameters shall be tested
1 diameter of the new size group or
SDR
3 1
Additional tests for coextruded pipes
Delamination 2 – B.6 No delamination shall occur during all tests of the co-extruded pipe
Integrity of the structure after deflection
2 – B.7 1 diameter/size group 1 diameter/size group
1 diameter/size group
3 1
Additional test for non-black pipes with peel-able layer g)
Resistance to weathering h)
2 –C.3 1 diameter/peel-able layer compound
one diameter /peel-able layer compound
1 1
a The number of test piece(s) given in the Table are the minimum. All test pieces shall pass the relevant tests.
b Successful testing on the lowest SDR pipe will validate pipes in the same size group having the same or a higher SDR i.e.
the same or thinner wall thickness.
c The number of test pieces and the test piece shape shall conform to EN ISO 6259-1 and ISO 6259-3 respectively.
The test pieces are taken from the circumference of one pipe sample.
d Samples to be taken from the inner wall surface.
e Products for type testing do not need to be marked as requested in the referred standard. The manufacturer shall mark
such products according to his quality plan in a clear way so traceability to all necessary data for the material used,
processing parameters etc. is secured. This marking shall be reflected in the report.
f For a manufacturer only applying for size group 1 the tensile test is not applied.
g All characteristics except marking are applicable for the base pipe of peel-able layer pipe without layer. Appearance,
colour, resistance to weathering and marking are applicable to peel-able layer pipes including the layer.
h Weathering of the base pipe is assessed in accordance with EN 12201-1:2011. The weathering of peel-able layer pipe with the layer is assessed by testing three test pieces for elongation at break/three test pieces for hydrostatic strength/one sample for decohesion of an electrofusion joint. i The butt fusion shall be carried out without misalignment.
INSTA-CERT SBC EN 12201 February 2021
Page 12 of 25
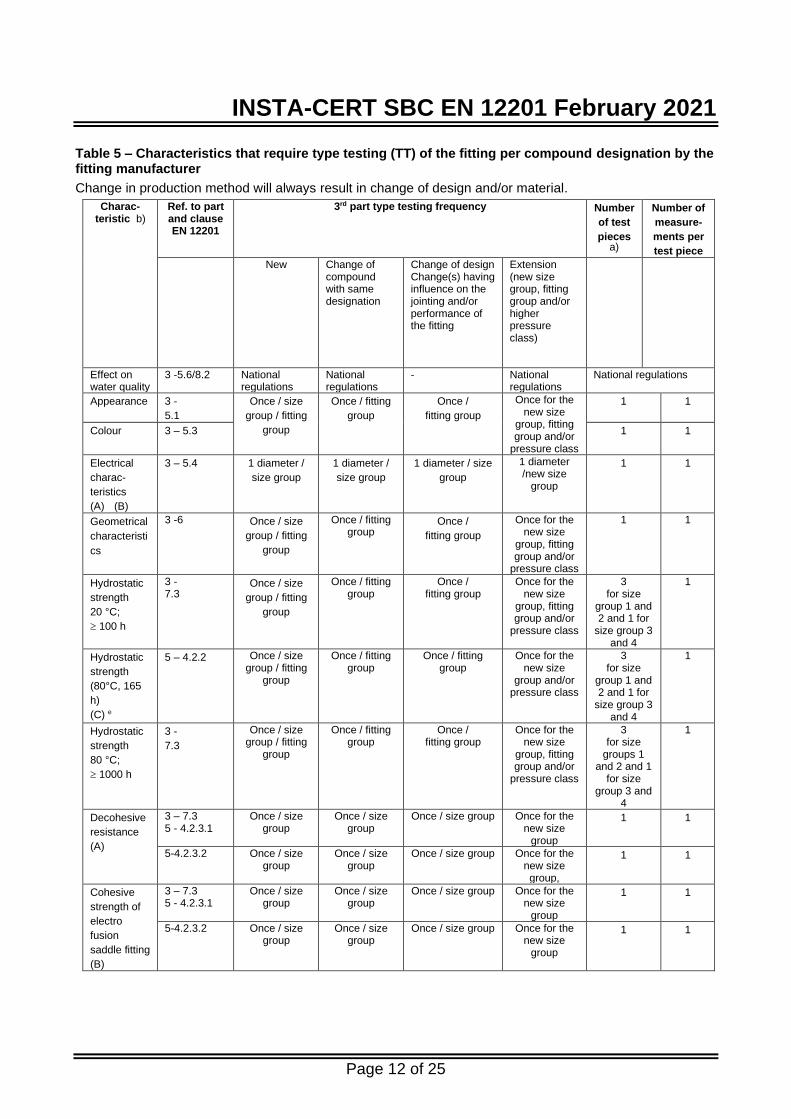
Table 5 – Characteristics that require type testing (TT) of the fitting per compound designation by the fitting manufacturer
Change in production method will always result in change of design and/or material.
Charac-teristic b)
Ref. to part and clause EN 12201
3rd part type testing frequency Number
of test
pieces a)
Number of
measure-
ments per
test piece
New Change of compound with same designation
Change of design Change(s) having influence on the jointing and/or performance of the fitting
Extension (new size group, fitting group and/or higher pressure class)
Effect on water quality
3 -5.6/8.2 National regulations
National regulations
- National regulations
National regulations
Appearance 3 -
5.1
Once / size
group / fitting
group
Once / fitting
group
Once /
fitting group
Once for the new size
group, fitting group and/or
pressure class
1 1
Colour 3 – 5.3 1 1
Electrical
charac-
teristics
(A) (B)
3 – 5.4 1 diameter /
size group
1 diameter /
size group
1 diameter / size
group
1 diameter /new size
group
1 1
Geometrical
characteristi
cs
3 -6 Once / size
group / fitting
group
Once / fitting group
Once /
fitting group
Once for the new size
group, fitting group and/or
pressure class
1 1
Hydrostatic
strength
20 °C;
100 h
3 - 7.3
Once / size
group / fitting
group
Once / fitting group
Once / fitting group
Once for the new size
group, fitting group and/or
pressure class
3 for size
group 1 and 2 and 1 for
size group 3 and 4
1
Hydrostatic
strength
(80°C, 165
h)
(C) e
5 – 4.2.2 Once / size group / fitting
group
Once / fitting group
Once / fitting group
Once for the new size
group and/or pressure class
3 for size
group 1 and 2 and 1 for
size group 3 and 4
1
Hydrostatic
strength
80 °C;
1000 h
3 -
7.3
Once / size group / fitting
group
Once / fitting group
Once / fitting group
Once for the new size
group, fitting group and/or
pressure class
3 for size
groups 1 and 2 and 1
for size group 3 and
4
1
Decohesive
resistance
(A)
3 – 7.3 5 - 4.2.3.1
Once / size group
Once / size group
Once / size group Once for the new size
group
1 1
5-4.2.3.2 Once / size group
Once / size group
Once / size group Once for the new size group,
1 1
Cohesive
strength of
electro
fusion
saddle fitting
(B)
3 – 7.3 5 - 4.2.3.1
Once / size group
Once / size group
Once / size group Once for the new size
group
1 1
5-4.2.3.2 Once / size group
Once / size group
Once / size group Once for the new size
group
1 1
INSTA-CERT SBC EN 12201 February 2021
Page 13 of 25
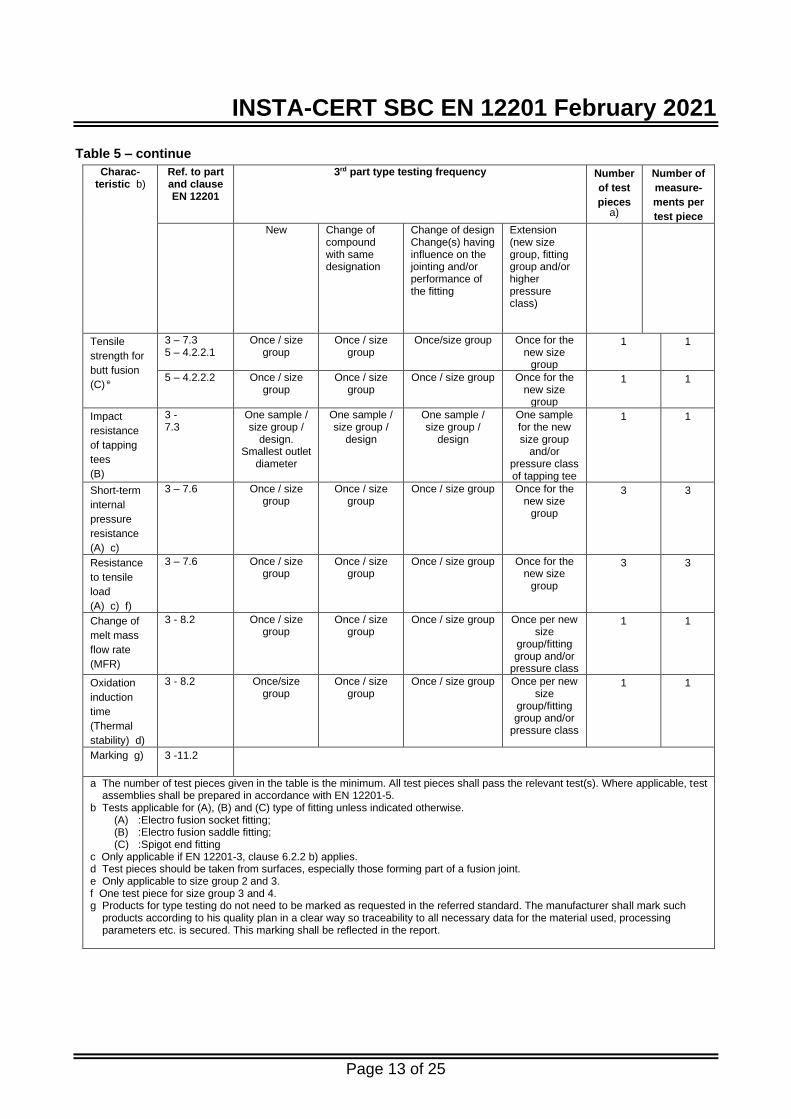
Table 5 – continue Charac-
teristic b)
Ref. to part and clause EN 12201
3rd part type testing frequency Number
of test
pieces a)
Number of
measure-
ments per
test piece
New Change of compound with same designation
Change of design Change(s) having influence on the jointing and/or performance of the fitting
Extension (new size group, fitting group and/or higher pressure class)
Tensile
strength for
butt fusion
(C) e
3 – 7.3 5 – 4.2.2.1
Once / size group
Once / size group
Once/size group Once for the new size
group
1 1
5 – 4.2.2.2 Once / size group
Once / size group
Once / size group Once for the new size
group
1 1
Impact
resistance
of tapping
tees
(B)
3 - 7.3
One sample / size group /
design. Smallest outlet
diameter
One sample / size group /
design
One sample / size group /
design
One sample for the new size group
and/or pressure class of tapping tee
1 1
Short-term
internal
pressure
resistance
(A) c)
3 – 7.6 Once / size group
Once / size group
Once / size group Once for the new size
group
3 3
Resistance
to tensile
load
(A) c) f)
3 – 7.6 Once / size group
Once / size group
Once / size group Once for the new size
group
3 3
Change of
melt mass
flow rate
(MFR)
3 - 8.2 Once / size group
Once / size group
Once / size group Once per new size
group/fitting group and/or
pressure class
1 1
Oxidation
induction
time
(Thermal
stability) d)
3 - 8.2 Once/size group
Once / size group
Once / size group Once per new size
group/fitting group and/or
pressure class
1 1
Marking g)
3 -11.2
a The number of test pieces given in the table is the minimum. All test pieces shall pass the relevant test(s). Where applicable, test assemblies shall be prepared in accordance with EN 12201-5. b Tests applicable for (A), (B) and (C) type of fitting unless indicated otherwise.
c Only applicable if EN 12201-3, clause 6.2.2 b) applies. d Test pieces should be taken from surfaces, especially those forming part of a fusion joint. e Only applicable to size group 2 and 3. f One test piece for size group 3 and 4. g Products for type testing do not need to be marked as requested in the referred standard. The manufacturer shall mark such products according to his quality plan in a clear way so traceability to all necessary data for the material used, processing parameters etc. is secured. This marking shall be reflected in the report.
INSTA-CERT SBC EN 12201 February 2021
Page 14 of 25
8.2 Batch Release Test, BRT Batch release testing shall be performed by the manufacturer and includes determination of the characteristics listed in Tables 6, 7 and 8 with the specified minimum sampling frequencies. For fittings made of approved pipes, the BRT shall be performed in accordance with table C.1. A production batch shall be released for delivery only when the BRT shows conformity with the requirements of EN 12201 and this SBC. The maximum extent of a production batch is seven days without change of material or dimension. If a product is rejected due to lack of the quality stated in Tables 6, 7, 8 or C1, the batch shall be scrapped or a retest procedure shall be performed for the specific character/part of the product that has been rejected. The following procedures shall then be performed: 1. The latest product which fulfils all the requirements specified in EN 12201 shall be traced. 2. The products which have been produced before this date can be released, and the products which have
been produced after this date shall be rejected. 3. Routines for handling deviating products shall be described in the manufacturer’s quality plan.
Table 6 – Characteristics of compounds and minimum sampling frequencies for BRT by the compound manufacturer per production site
Characteristic a) Reference to part and
clause of EN 12201 Minimum sampling
frequency Number of samples
Number of measurements per
sample
Compound density 1-4.4 Once / batch /week 1 1
Carbon black content c) 1-4.4 Once / batch / week 1 1
Carbon black dispersion c) 1-4.4 Once / batch / week 1 6
Oxidation induction time 1-4.4 Once / batch /week 1 1
Volatile content 1-4.4 Once / batch / week 1 1
Water content b) 1-4.4 Once / batch /week 1 1
Melt mass flow rate 1-4.4 Once / batch /week 1 1
a The compound manufacturer shall provide a certificate of conformity for each delivery at the request of the component
manufacturer.
b Only applicable if the requirement for volatile content is not conformed to. In case of dispute the requirement for water content
shall apply.
c Only applicable for black compound.
d Only applicable for non-black compound.
INSTA-CERT SBC EN 12201 February 2021
Page 15 of 25
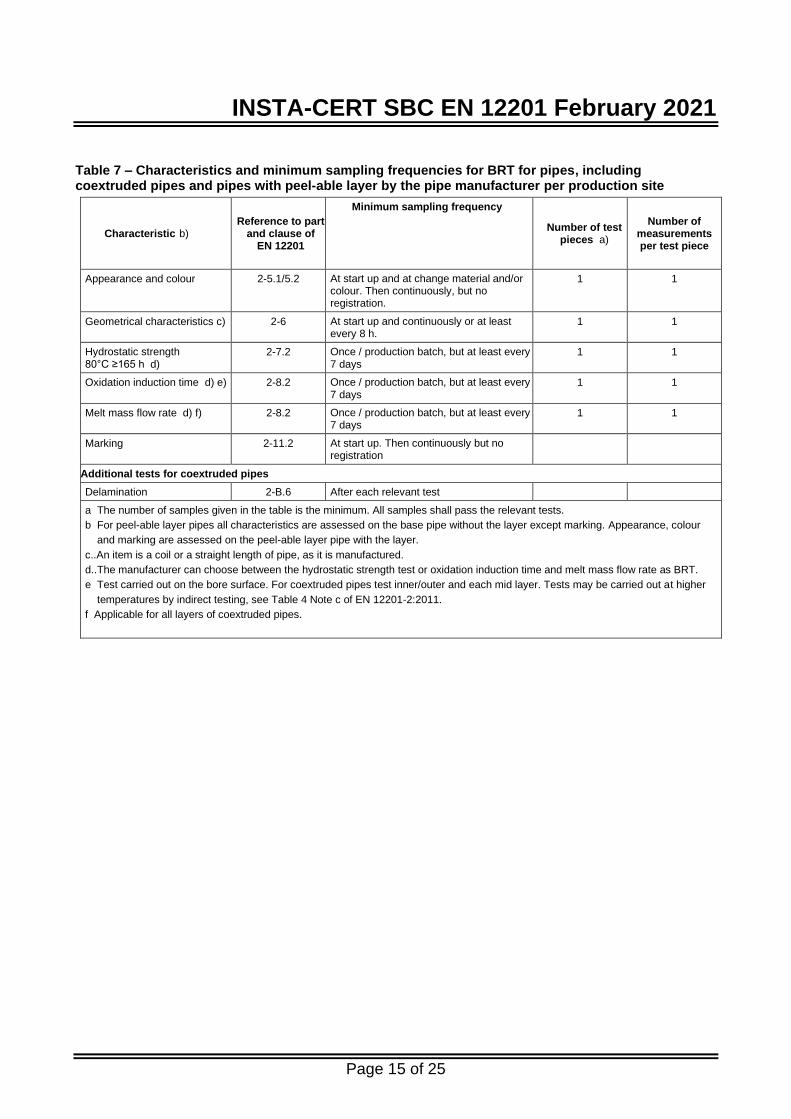
Table 7 – Characteristics and minimum sampling frequencies for BRT for pipes, including coextruded pipes and pipes with peel-able layer by the pipe manufacturer per production site
Characteristic b)
Reference to part and clause of
EN 12201
Minimum sampling frequency
Number of test pieces a)
Number of measurements per test piece
Appearance and colour 2-5.1/5.2 At start up and at change material and/or colour. Then continuously, but no registration.
1 1
Geometrical characteristics c) 2-6 At start up and continuously or at least every 8 h.
1 1
Hydrostatic strength 80°C ≥165 h d)
2-7.2 Once / production batch, but at least every 7 days
1 1
Oxidation induction time d) e) 2-8.2 Once / production batch, but at least every 7 days
1 1
Melt mass flow rate d) f) 2-8.2 Once / production batch, but at least every 7 days
1 1
Marking 2-11.2 At start up. Then continuously but no registration
Additional tests for coextruded pipes
Delamination 2-B.6 After each relevant test
a The number of samples given in the table is the minimum. All samples shall pass the relevant tests.
b For peel-able layer pipes all characteristics are assessed on the base pipe without the layer except marking. Appearance, colour
and marking are assessed on the peel-able layer pipe with the layer.
c..An item is a coil or a straight length of pipe, as it is manufactured.
d..The manufacturer can choose between the hydrostatic strength test or oxidation induction time and melt mass flow rate as BRT.
e Test carried out on the bore surface. For coextruded pipes test inner/outer and each mid layer. Tests may be carried out at higher
temperatures by indirect testing, see Table 4 Note c of EN 12201-2:2011.
f Applicable for all layers of coextruded pipes.
INSTA-CERT SBC EN 12201 February 2021
Page 16 of 25
Table 8 – Characteristics and minimum sampling frequencies for BRT for fittings by the fitting manufacturer per production site
Characteristic b) Reference to
part and
clause of
EN 12201
Frequency Number of
test pieces a)
Number of
measurements
per test piece
Appearance and colour c) 3 - 5.1/5.3 At start of production,
Once per cavity, then once per 8 h
1 1
Electrical characteristics
(A) (B) c) d)
3 – 5.4 Each fitting 1 1
Geometrical characteristics
c)
3 - 6 At start of production, once per cavity, then 1 sample per 8 h
1 1
Hydrostatic strength
80 °C; 165 h (A) (B) (C) e) )f
3 - 7.3 At start up, once per batch per cavity, but at
least every 10 days
1 1
Evaluation of ductility of fusion joint interface (B) g)
3 - 7.3 At start up, once per batch per cavity, but at
least every 10 days
1 1
Marking c) 3 - 11 At start up once per cavity, then once per
shift
1 1
Fusion system recognition (A) (B) c)
3 – 11.4 Once per batch, but a least every 10 days
1 1
a The number of test pieces given in the table is the minimum. All test pieces shall pass the relevant tests.
b Tests applicable for (A), (B) and (C) type of fitting unless indicated otherwise.
(A) : Electro fusion socket fitting;
(B) : Electro fusion saddle fitting.
(C) : Spigot end fitting
c For multiple cavity moulds, a rotating sampling procedure between the cavities for testing during the shifts shall be considered.
The manufacturer shall give details in his quality plan accordingly.
d May be checked on a qualitative bases (pass – do not pass).
e Alternatively, for dn > 450 mm, the test can also be performed in air. In case of dispute, water in water shall be used.
f Test not applicable for size group 4.
g For size group 3 and 4 to be checked by strip-bend test according to ISO 21751.
8.3 Process Verification Test, PVT Process verification testing shall be performed by the manufacturer and includes determination of the characteristics listed in Tables 9, 10 and 11 with the specified minimum sampling frequencies. For fittings made of approved pipes, the PVT shall be performed in accordance with table C.1. For products having been audit tested in the same period, the process verification test does not need to be repeated. If the product does not conform with the requirements in respect of any characteristic in Tables 9, 10, 11 or C1, the retest procedures detailed in the manufacturer’s quality plan shall be performed. If, during the retest procedure, the product does not conform with the requirements, then the process shall be investigated and corrected in accordance with the procedures in the manufacturer’s quality plan.
INSTA-CERT SBC EN 12201 February 2021
Page 17 of 25
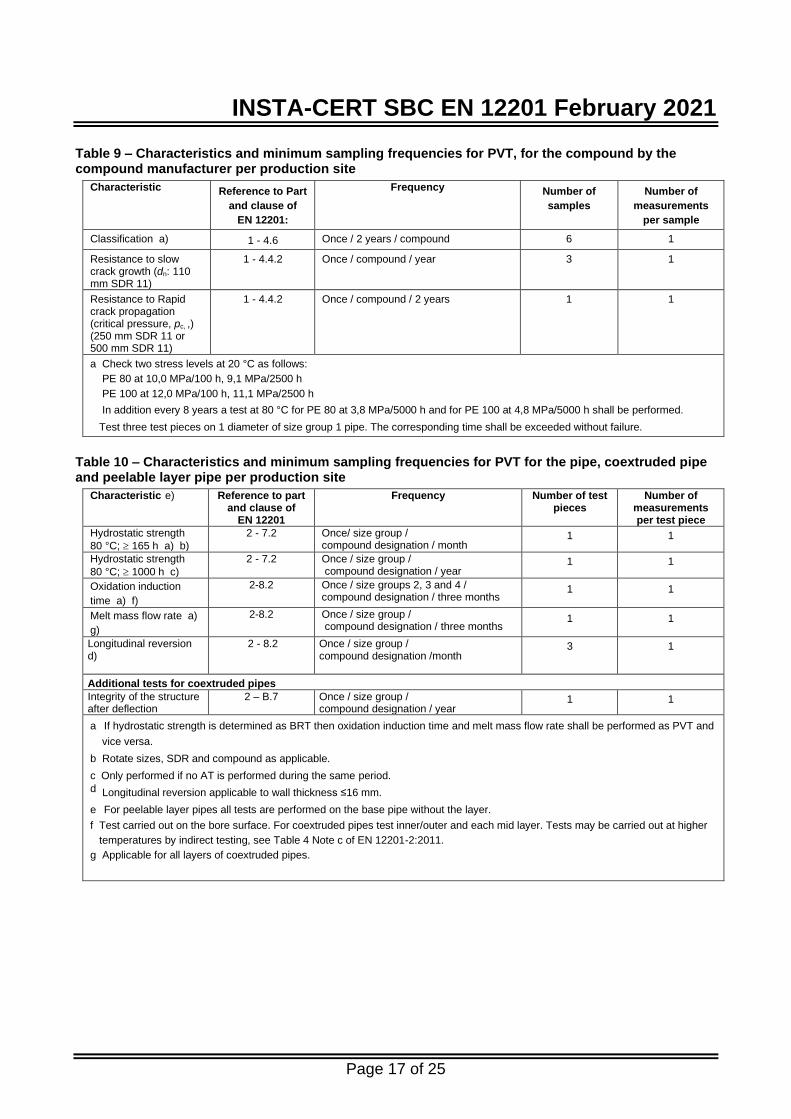
Table 9 – Characteristics and minimum sampling frequencies for PVT, for the compound by the compound manufacturer per production site
Characteristic Reference to Part
and clause of
EN 12201:
Frequency Number of
samples
Number of
measurements
per sample
Classification a) 1 - 4.6 Once / 2 years / compound 6 1
Resistance to slow crack growth (dn: 110 mm SDR 11)
1 - 4.4.2 Once / compound / year
3 1
Resistance to Rapid crack propagation (critical pressure, pc, ,) (250 mm SDR 11 or 500 mm SDR 11)
1 - 4.4.2 Once / compound / 2 years
1 1
a Check two stress levels at 20 °C as follows:
PE 80 at 10,0 MPa/100 h, 9,1 MPa/2500 h
PE 100 at 12,0 MPa/100 h, 11,1 MPa/2500 h
In addition every 8 years a test at 80 °C for PE 80 at 3,8 MPa/5000 h and for PE 100 at 4,8 MPa/5000 h shall be performed.
Test three test pieces on 1 diameter of size group 1 pipe. The corresponding time shall be exceeded without failure.
Table 10 – Characteristics and minimum sampling frequencies for PVT for the pipe, coextruded pipe and peelable layer pipe per production site
2 - 7.2 Once / size group / compound designation / year
1 1
Oxidation induction
time a) f)
2-8.2 Once / size groups 2, 3 and 4 / compound designation / three months
1 1
Melt mass flow rate a)
g)
2-8.2 Once / size group / compound designation / three months
1 1
Longitudinal reversion d)
2 - 8.2 Once / size group / compound designation /month
3 1
Additional tests for coextruded pipes
Integrity of the structure after deflection
2 – B.7 Once / size group / compound designation / year
1 1
a If hydrostatic strength is determined as BRT then oxidation induction time and melt mass flow rate shall be performed as PVT and
vice versa.
b Rotate sizes, SDR and compound as applicable.
c Only performed if no AT is performed during the same period.
d Longitudinal reversion applicable to wall thickness ≤16 mm.
e For peelable layer pipes all tests are performed on the base pipe without the layer.
f Test carried out on the bore surface. For coextruded pipes test inner/outer and each mid layer. Tests may be carried out at higher
temperatures by indirect testing, see Table 4 Note c of EN 12201-2:2011.
g Applicable for all layers of coextruded pipes.
INSTA-CERT SBC EN 12201 February 2021
Page 18 of 25
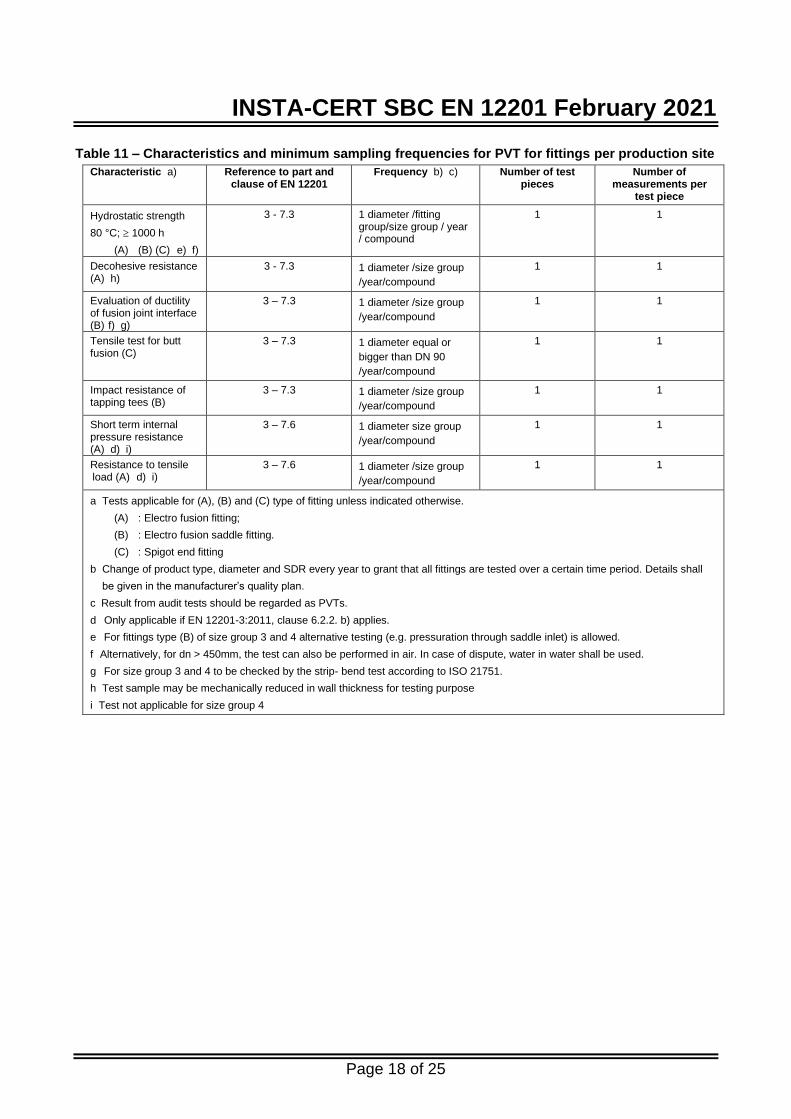
Table 11 – Characteristics and minimum sampling frequencies for PVT for fittings per production site
Characteristic a) Reference to part and clause of EN 12201
Frequency b) c) Number of test pieces
Number of measurements per
test piece
Hydrostatic strength
80 °C; 1000 h
(A) (B) (C) e) f)
3 - 7.3 1 diameter /fitting group/size group / year / compound
1 1
Decohesive resistance (A) h)
3 - 7.3 1 diameter /size group
/year/compound
1 1
Evaluation of ductility of fusion joint interface (B) f) g)
3 – 7.3 1 diameter /size group
/year/compound
1 1
Tensile test for butt fusion (C)
3 – 7.3 1 diameter equal or
bigger than DN 90
/year/compound
1 1
Impact resistance of tapping tees (B)
3 – 7.3 1 diameter /size group
/year/compound
1 1
Short term internal pressure resistance (A) d) i)
3 – 7.6 1 diameter size group
/year/compound
1 1
Resistance to tensile load (A) d) i)
3 – 7.6 1 diameter /size group
/year/compound
1 1
a Tests applicable for (A), (B) and (C) type of fitting unless indicated otherwise.
(A) : Electro fusion fitting;
(B) : Electro fusion saddle fitting.
(C) : Spigot end fitting
b Change of product type, diameter and SDR every year to grant that all fittings are tested over a certain time period. Details shall
be given in the manufacturer’s quality plan.
c Result from audit tests should be regarded as PVTs.
d Only applicable if EN 12201-3:2011, clause 6.2.2. b) applies.
e For fittings type (B) of size group 3 and 4 alternative testing (e.g. pressuration through saddle inlet) is allowed.
f Alternatively, for dn > 450mm, the test can also be performed in air. In case of dispute, water in water shall be used.
g For size group 3 and 4 to be checked by the strip- bend test according to ISO 21751.
h Test sample may be mechanically reduced in wall thickness for testing purpose
i Test not applicable for size group 4
INSTA-CERT SBC EN 12201 February 2021
Page 19 of 25
8.4 Audit testing, AT
Audit testing shall be performed by the test laboratory on behalf of the certification body and includes determination of the characteristics listed in Tables 12, 13 and 14 with the specified minimum sampling frequencies. For fittings made of approved pipes, the AT shall be carried out in accordance with table C.1 (only if applicable).
Table 12 – Characteristics and minimum sampling frequencies for AT for the compound per production site
Characteristic Reference to part and clause of
EN 12201
Minimum sampling frequency Number of test samples
Number of measurements per
sample
Compound density 1-4.4 Once / compound / year 3 1
Carbon black content 1-4.4 Once / compound / year 3 1
Carbon black dispersion 1-4.4 Once / compound / year 1 6
Pigment dispersion 1-4.4 Once / compound / year 1 6
Oxidation induction time 1-4.4 Once / compound / year 3 1
Melt mass flow rate 1-4.4 Once / compound / year 3 1
Resistance to slow crack growth (dn: 110 mm SDR 11)
1-4.4
Once / compound / year 1 1
Resistance to rapid crack growth (critical pressure, pc) (250 mm SDR 11 or 500 mm SDR 11)
1-4.4 Once / compound / 5 years 1 1
Classification a) 1-4.6 Once / compound / 2 years 6 1
a Check two stress levels at 20 °C as follows:
PE 80 at 10,0 MPa/100 h, 9,1 MPa/2500 h
PE 100 at 12,0 MPa/100 h, 11,1 MPa/2500 h
In addition, every 8 years a test at 80 °C for PE 80 at 3,8 MPa/5000 h and for PE 100 at 4,8 MPa/5000 h shall be performed.
Test three test pieces on 1 diameter of size group 1 pipe. The corresponding time shall be exceeded without failure.
INSTA-CERT SBC EN 12201 February 2021
Page 20 of 25
Table 13 – Characteristics and minimum sampling frequencies for AT for pipes, including coextruded pipes and peelable layer pipes per production site
Characteristic d Reference to part and clause of
EN 1220
Minimum sampling frequency a) Number of test pieces
Number of measurements per test piece
Effect on water quality National regulations and check that only DW approved compounds have been used
National regulations
Appearance and colour 2-5.1/5.2 Once / size group / compound designation / year
1 1
Geometrical characteristics
2-6 Once / size group / compound designation / year
1 1
Hydrostatic strength 80°C ≥1000 h c)
2-7.2 Once / size group / SDR / compound designation / year
3 test pieces of size group 1
and 2
1 test piece of size group 3
and 4
1
Elongation at break c 2-7.2 Once / size group / compound designation / year
Number of samples shall conform to EN
ISO 6259-1
1
Oxidation induction time 2-8.2 Once / size group / compound designation / year
3 1
Change of melt mass flow rate (MFR) e)
2-8.2 Once / size group / compound designation / year
1 1
Longitudinal reversion b)
2-8.2 Once / size group / compound designation / year
3 1
Marking 2-10.2 Once / size group / year 1 1
a Rotate sizes and SDR every year. Max number of samples per year: PE 80 and PE 100: 6
b Longitudinal reversion is applicable to wall thickness ≤ 16 mm.
c For coextruded pipes test samples from the hydrostatic strength and elongation at break tests shall be examined after testing for
any delamination, see EN 12201-2, clause B.6
d All tests except marking are applied to the base pipe of peel-able layer pipes. Appearance, colour and marking are also assessed
for peel-able layer pipes with the layer included.
e MFR have to be carried out from the pipe and the corresponding pellets.
INSTA-CERT SBC EN 12201 February 2021
Page 21 of 25
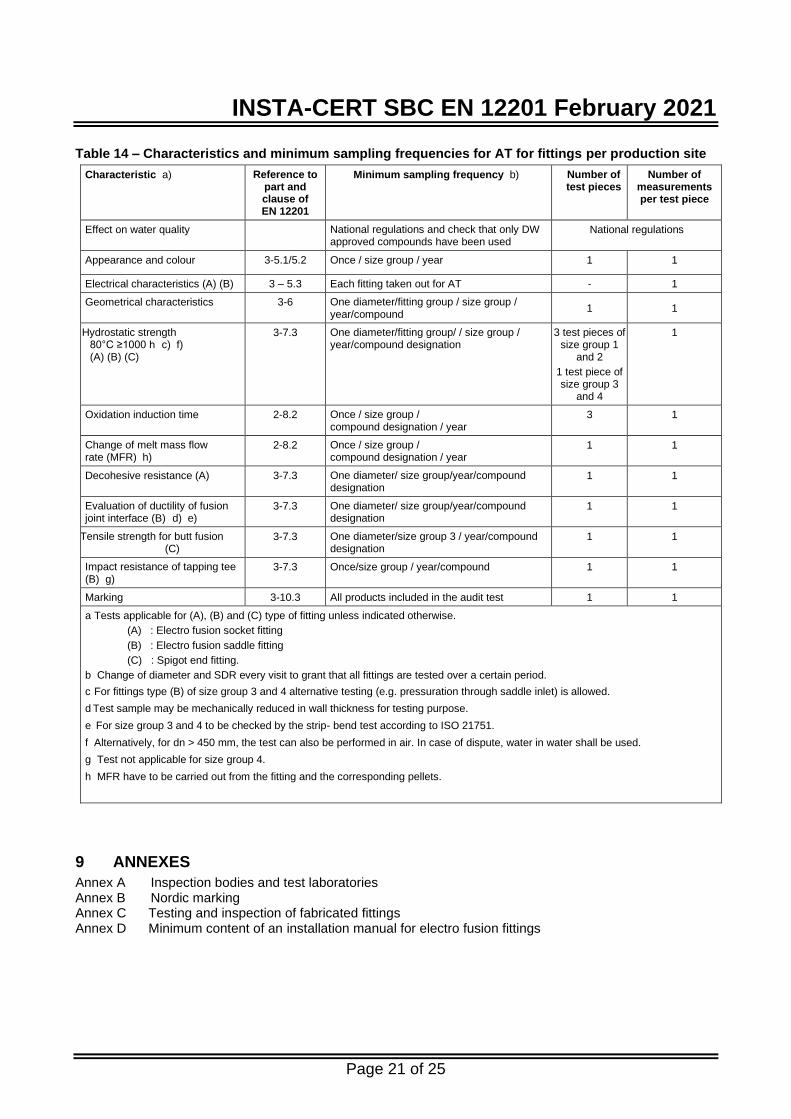
Table 14 – Characteristics and minimum sampling frequencies for AT for fittings per production site
Characteristic a) Reference to part and clause of EN 12201
Minimum sampling frequency b) Number of test pieces
Number of measurements per test piece
Effect on water quality National regulations and check that only DW approved compounds have been used
National regulations
Appearance and colour 3-5.1/5.2 Once / size group / year 1 1
Electrical characteristics (A) (B) 3 – 5.3 Each fitting taken out for AT - 1
Geometrical characteristics 3-6 One diameter/fitting group / size group / year/compound
1 1
Hydrostatic stre Hydrostatic strength 80°C ≥1000 h c) f) (A) (B) (C)
3-7.3 One diameter/fitting group/ / size group / year/compound designation
3 test pieces of size group 1
and 2
1 test piece of size group 3
and 4
1
Oxidation induction time 2-8.2 Once / size group / compound designation / year
3 1
Change of melt mass flow rate (MFR) h)
2-8.2 Once / size group / compound designation / year
1 1
Decohesive resistance (A) 3-7.3 One diameter/ size group/year/compound designation
1 1
Evaluation of ductility of fusion joint interface (B) d) e)
3-7.3 One diameter/ size group/year/compound designation
1 1
Tensile strength for butt fusion (C)
3-7.3 One diameter/size group 3 / year/compound designation
1 1
Impact resistance of tapping tee (B) g)
3-7.3 Once/size group / year/compound 1 1
Marking 3-10.3 All products included in the audit test 1 1
a Tests applicable for (A), (B) and (C) type of fitting unless indicated otherwise.
(A) : Electro fusion socket fitting
(B) : Electro fusion saddle fitting
(C) : Spigot end fitting.
b Change of diameter and SDR every visit to grant that all fittings are tested over a certain period.
c For fittings type (B) of size group 3 and 4 alternative testing (e.g. pressuration through saddle inlet) is allowed.
d Test sample may be mechanically reduced in wall thickness for testing purpose.
e For size group 3 and 4 to be checked by the strip- bend test according to ISO 21751.
f Alternatively, for dn > 450 mm, the test can also be performed in air. In case of dispute, water in water shall be used.
g Test not applicable for size group 4.
h MFR have to be carried out from the fitting and the corresponding pellets.
9 ANNEXES
Annex A Inspection bodies and test laboratories Annex B Nordic marking Annex C Testing and inspection of fabricated fittings Annex D Minimum content of an installation manual for electro fusion fittings
INSTA-CERT SBC EN 12201 February 2021
Page 22 of 25
ANNEX A
This annex forms part of the Specific Rules.
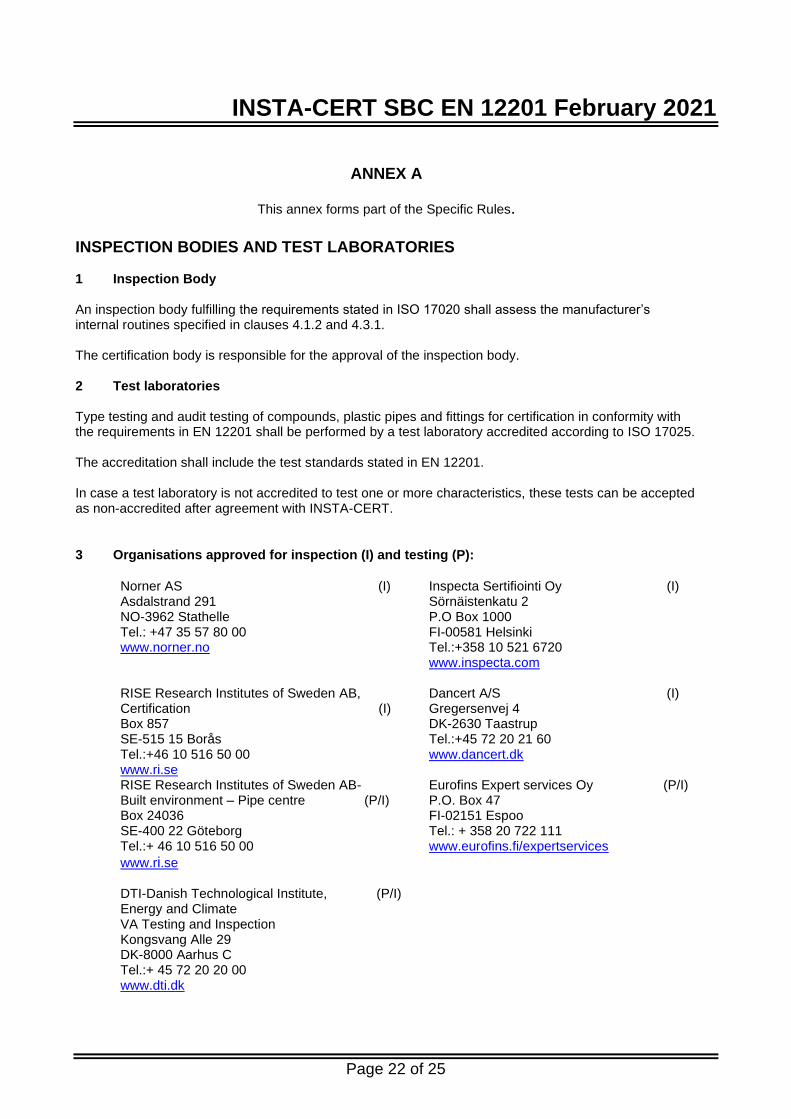
INSPECTION BODIES AND TEST LABORATORIES
1 Inspection Body An inspection body fulfilling the requirements stated in ISO 17020 shall assess the manufacturer’s internal routines specified in clauses 4.1.2 and 4.3.1. The certification body is responsible for the approval of the inspection body. 2 Test laboratories Type testing and audit testing of compounds, plastic pipes and fittings for certification in conformity with the requirements in EN 12201 shall be performed by a test laboratory accredited according to ISO 17025. The accreditation shall include the test standards stated in EN 12201. In case a test laboratory is not accredited to test one or more characteristics, these tests can be accepted as non-accredited after agreement with INSTA-CERT.
3 Organisations approved for inspection (I) and testing (P):
DTI-Danish Technological Institute, (P/I) Energy and Climate VA Testing and Inspection Kongsvang Alle 29 DK-8000 Aarhus C Tel.:+ 45 72 20 20 00 www.dti.dk
Nordic conformity mark for products according to this INSTA-CERT SBC
is
and if relevant and/or
INSTA-CERT SBC EN 12201 February 2021
Page 24 of 25
ANNEX C
This annex forms part of the Specific Rules.
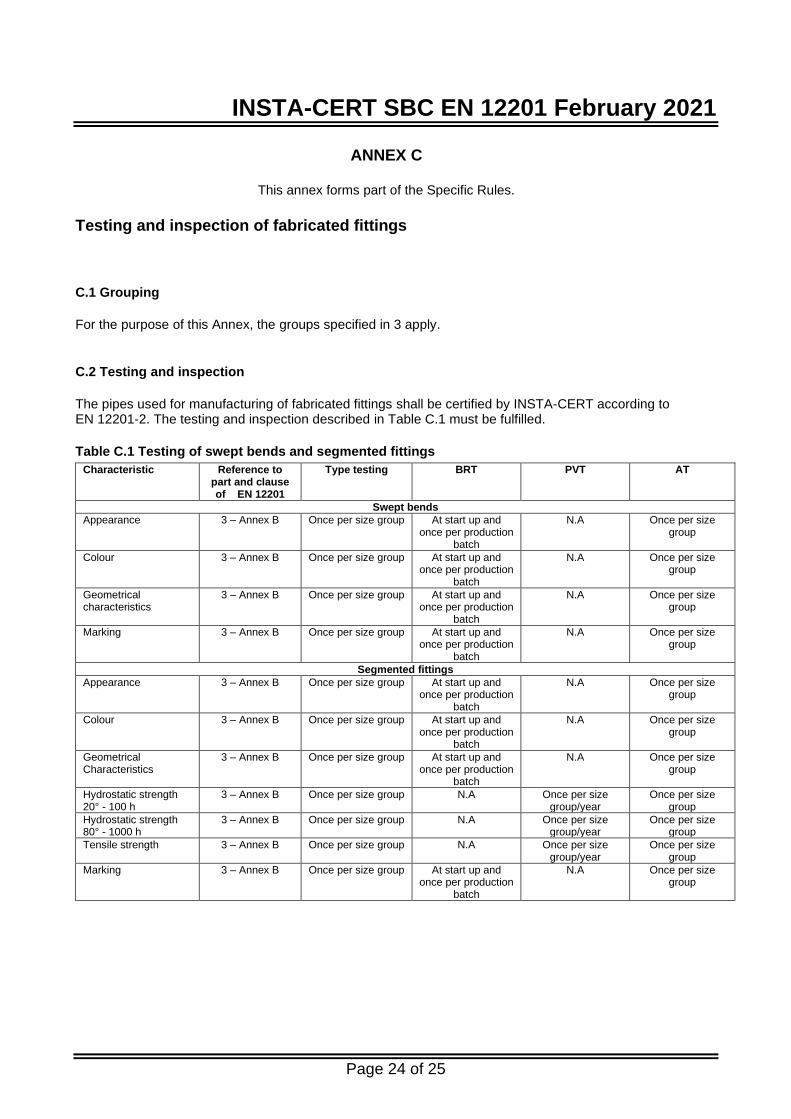
Testing and inspection of fabricated fittings
C.1 Grouping
For the purpose of this Annex, the groups specified in 3 apply.
C.2 Testing and inspection
The pipes used for manufacturing of fabricated fittings shall be certified by INSTA-CERT according to EN 12201-2. The testing and inspection described in Table C.1 must be fulfilled.
Table C.1 Testing of swept bends and segmented fittings
Characteristic Reference to part and clause of EN 12201
Type testing BRT PVT AT
Swept bends
Appearance 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Colour 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Geometrical characteristics
3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Marking 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Segmented fittings
Appearance 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Colour 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Geometrical Characteristics
3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
Hydrostatic strength 20° - 100 h
3 – Annex B Once per size group N.A Once per size group/year
Once per size group
Hydrostatic strength 80° - 1000 h
3 – Annex B Once per size group N.A Once per size group/year
Once per size group
Tensile strength 3 – Annex B Once per size group N.A Once per size group/year
Once per size group
Marking 3 – Annex B Once per size group At start up and once per production
batch
N.A Once per size group
INSTA-CERT SBC EN 12201 February 2021
Page 25 of 25
ANNEX D
This annex forms part of the Specific Rules.
Minimum content of an installation manual for electro fusion fittings
1. Check of incoming goods 2. Tolerances on pipes and electro fusion incl. ovality/out of roundness and if applicable, maximum
gap 3. Weather conditions including temperature range with or without tent etc. 4. Recommended welding tool/equipment and if applicable, special equipment 5. Preparation of pipe ends using recommended scraper tools to remove contamination and oxidation 6. Welding procedure including:
• Insertion depth,
• Alignment of the pipe and the fitting/Clamping equipment
• Re-rounding device for bigger pipe diameters
• Pre-heating, if applicable
• Heating and cooling time if not available on the fitting