Scholars' Mine Scholars' Mine Masters Theses Student Theses and Dissertations Spring 2009 Investment shell cracking Investment shell cracking Edward A. Druschitz Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Materials Science and Engineering Commons Department: Department: Recommended Citation Recommended Citation Druschitz, Edward A., "Investment shell cracking" (2009). Masters Theses. 5003. https://scholarsmine.mst.edu/masters_theses/5003 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected].
Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses
Part of the Materials Science and Engineering Commons
Department: Department:
Recommended Citation Recommended Citation Druschitz, Edward A., "Investment shell cracking" (2009). Masters Theses. 5003. https://scholarsmine.mst.edu/masters_theses/5003
This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected].
PAPER I 2.1. Schematic of heat transfer in the autoclave. Steam condenses on the shell’s surface and saturates the shell. Heat is transferred through the shell to the under lying wax, resulting in melting [Gebelin, 2001]. ......................................................... 6 3.1. Wax block surrounded by ceramic investment casting shell with boundary condition Tw (temperature at wall). .............................................................................. 9 3.2. Melt profiles of the wax as a result of the calculated distribution of the liquid fraction at 480s (left) and 640s (right). ...................................................................... 12 PAPER II 2.1. Rapid freeze prototyping (RFP) machine inside a deep freezer. Water is deposited on the liquid nitrogen chilled substrate, which is moved by the XY table. 20 2.2. Schematic of slurry tank system. It is driven by an electric motor with built-in
reducing gears (16rpm) rotating a five gallon bucket using a ½ inch drive belt. ....... 22 2.3. Step plate test article used for ice pattern, thin wall, investment casting trials (units are inches). ....................................................................................................... 23 2.4. Diagram of shell coats: The primary coat determines surface finish, detail coats build pattern detail, backup coats provide strength, and the seal coat holds the last backup layer’s stucco in place. ...................................................................... 23 4.1. Ice pattern loss and resulting shell cavity thicknesses. Samples one through six were tridecane coated, samples seven, ten, and eleven were not coated. Delamination of the primary coat caused cavities to show a net increase in thickness.
.................................................................................................................................... 27 4.2. Percentage loss based on step thickness. Samples one through six (tridecane coated) experienced minimal loss of thickness compared to non-coated step plates. .................................................................................................................. 28 4.3. Investment shell exhibiting primary coat delamination. ............................................ 28 4.4. Step plate shells with and without tridecane coating. Tridecane coating increased retention of the primary coat. Step plate thickness increases from left to right. ....................................................................................................................... 29 PAPER III 2.1. Oxidation along the leading edge of a cast marine propeller. .................................... 34
ix
2.2 Effect of particle shape and volume fraction on fracture toughness [Richardson,
2006]. ......................................................................................................................... 36 2.3. Diagram of shell coats, the primary coat determines surface finish, detail coats build pattern detail, backup coats provide strength, and the seal coat holds the last backup layer’s stucco in place. ...................................................................... 37 2.4. Illustration of cooling rate based on position. The inside propeller blades are
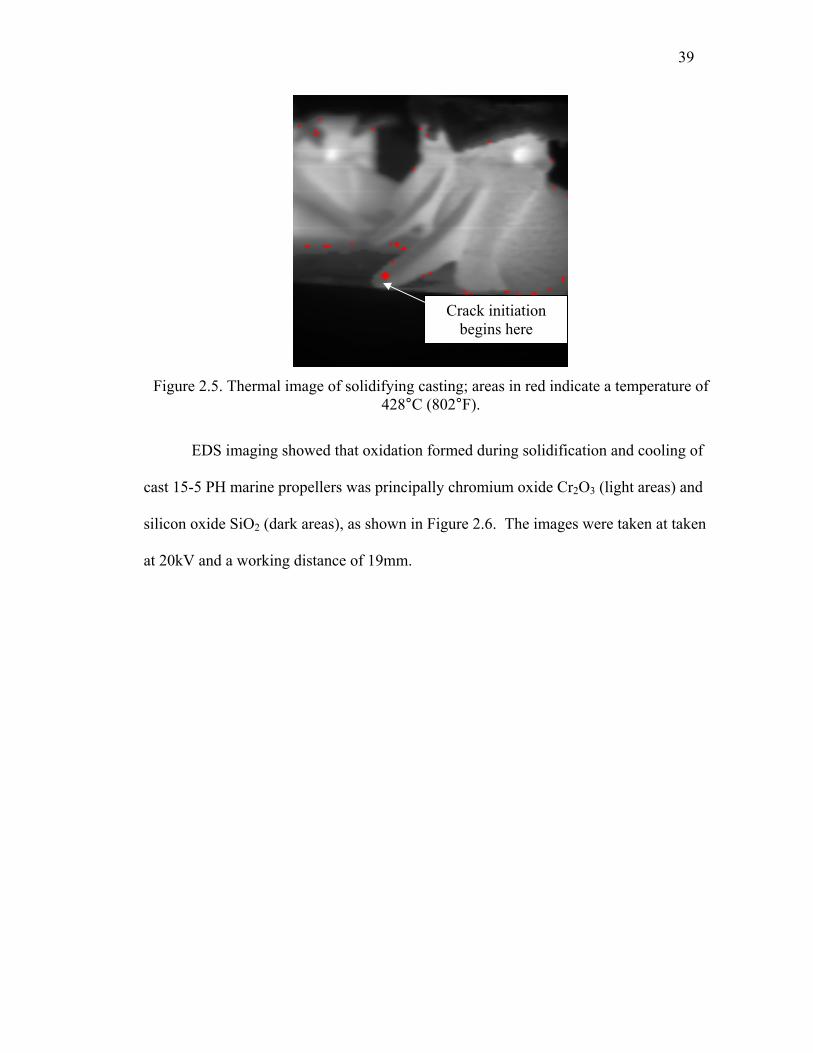
surrounded by hot castings and will therefore cool slower. ....................................... 38 2.5. Thermal image of solidifying casting; areas in red indicate a temperature of 428°C (802°F). ....................................................................................................... 39 2.6. EDS image of leading edge oxidation of cast 15-5PH Stainless. .............................. 40 3.1. Oxidation on leading edge of propeller blade. ........................................................... 41 3.2. Image analysis representation of oxidation on leading edge of propeller blade. ....... 41
x
LIST OF TABLES Table Page
PAPER I 3.1. Parameters used to determine the influence of shell and wax conductivity and
autoclave temperature on the melt profiles of wax during autoclaving. .................... 10 3.2. Additional properties of the wax and shell required for the completion of the
parametric simulation. ................................................................................................ 11 5.1. Times required for melting given varying shell and wax conductivities and autoclave temperatures. Increased autoclave temperature, saturated shell
conductivity, and low wax thermal conductivity resulted in the highest DT time of 48 seconds. ..................................................................................................... 14 PAPER II 4.1. Four-point bend test results for delayed catalyst application. A four hour delay
resulted in the highest average strength (16.4 N/cm2). .............................................. 29 PAPER III 4.1. Oxidation per unit length of blade (mm2mm-1). ......................................................... 42 4.2. Oxidation (mm2mm-1) as a function of position ........................................................ 43
1. INTRODUCTION
Investment casting can be considered either a new or an old technology,
depending on one’s perspective on industrial history and genealogy. Industrial
investment casting began with the need for intricate turbine blades during World War II.
However, the process of lost wax dates back to pre-Christian Egypt and Chinese
dynasties as early as 4,000 BC. Older pots, vases, wine goblets, and religious artifacts
display intricacy achieved using lost wax. Older methods of investing the wax involved
packing clay around bee’s wax patterns before firing, creating castings devoid of parting
lines. However, advances in ceramics and shell building dramatically changed the
investment casting industry. Corning Glass Works patented and marketed a technique
called Glascast in 1957; simultaneously, Watertown Arsenal introduced a process called
sintered alumina mold. Both processes are recognized as the original ceramic shell,
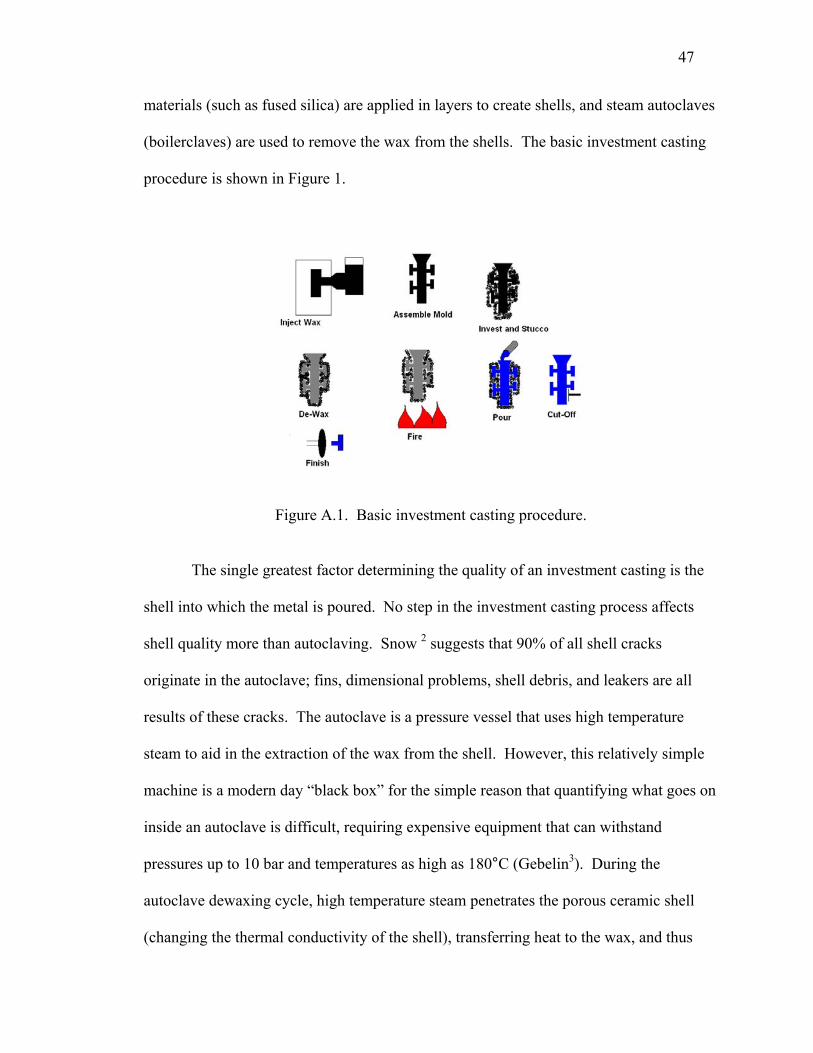
nonflask, investment casting technique [AFS, 1993]. Investment casting begins with the
creation of a wax part by injection. The part is assembled into a tree wherein numerous
parts share a single downsprue. The tree is invested and stuccoed before removing the
wax using an autoclave or boilerclave. The shell is fired to add strength before filling
with molten metal. The metal is allowed to cool before removing the castings for
finishing.
The primary goal of this research was to reduce or eliminate shell cracking in
investment castings. This project involved: 1) continuing efforts to develop a predictive
parametric model of autoclave dewaxing, since cracking often occurs in the autoclave
process, 2) building thin wall shells for the casting of aluminum metal matrix composites
using ice patterns in association with rapid freeze prototyping (RFP) technology, and 3)
2
reducing cracking during solidification after pouring, resulting in increased casting
quality in cast 15-5 PH marine propellers.
Parametric studies on heat flow and melt front progression should be conducted to
determine real world boundary conditions via computer modeling of autoclave
temperature, shell thermal conductivity, and wax conductivity.
Many problems arise from the volumetric expansion of wax during the autoclave
de-waxing cycle. Extensive research has sought to alleviate or eliminate these issues;
however, most remain unresolved. As a result, RFP and freeze casting have a bright
future. However, numerous avenues of research remain open: Parameters must be
developed for building thin wall shells, and interface agents are needed to limit
binder/water interactions. In addition, shell strength and casting surface finishes could be
improved. Finally, pattern loss must be addressed.
To reduce premature cracking during cooling (post pouring) at Mercury Marine,
ceramic strengthening techniques and binder systems (e.g. colloidal silica) were modified
to increase shell toughness. Four-point bend test bars enabled quantitative comparison of
changes made to the shell mold system. Quantitative image analysis allowed for the
comparison of oxidation amounts normalized by blade length.
3
I. Parametric Modeling of the Autoclave De-waxing Process
Edward A. Druschitz
Missouri University of Science and Technology, Rolla, Missouri
Snow [1998] suggested that up to 90% of all shell cracking is a result of the
autoclave dewaxing cycle. The majority of cracks are caused by bulk expansion of the
wax as it is heated. The expanding wax stresses the shell, and if the stress intensity
becomes greater than the shell’s strength, the shell cracks. Minimizing the expansion of
the wax during melting eliminates these cracks. A clearer understanding of the factors
affecting the melt profile of the wax can be gained by using computational fluid
dynamics (CFD) to model the interaction among 1) the thermal conductivity of the wax,
2) the thermal conductivity of the shell, and 3) the temperature of the autoclave. The
most favorable melt profile results from a high autoclave temperature (438°K to 458°K)
and saturated thermal conductivity of the shell (1.36 to 1.40 Wm-1k-1) in conjunction with
a low wax thermal conductivity (0.33 Wm-1k-1). These parameters reduce the likelihood
of shell cracking as a result of wax bulk expansion.
2. INTRODUCTION
Investment casting foundries use a saturated steam autoclave to remove wax
patterns from ceramic shells made of fused silica. Cracks nucleated by the autoclave may
result in leakers (run-outs), dimensional distortion, surface defects, and inclusions. The
majority of these cracks are caused by the bulk expansion of the wax during melting.
Minimization of this expansion would drastically reduce shell cracking and associated
defects. Figure 2.1 illustrates the autoclave de-waxing cycle.
5
The autoclave process occurs in the following steps:
1. The shells are placed inside the autoclave.
2. Water is flash boiled into steam and injected into the autoclave.
3. Steam condenses on surfaces of sub-superheated steam temperatures.
4. Water permeates the shells (increasing thermal conductivity).
5. Wax begins to melt at the shell/wax interface causing a volumetric
expansion.
Cracking is a nucleation and growth process. Cracks form in the autoclave when
stresses caused by the bulk expansion of the wax exceed the strength of the shell. Cracks
grow along the path of least resistance in order to alleviate the stress caused by bulk
expansion. Stresses can be relieved by the lateral flow of liquefied wax through vents
and gating.
6
Figure 2.1. Schematic of heat transfer in the autoclave. Steam condenses on the shell’s surface and saturates the shell. Heat is transferred through the shell to the under
lying wax, resulting in melting [Gebelin, 2001].
Snow [1998] estimated that a dry fused silica shell has a thermal conductivity of
2.00 X 10-5 BTUsec-1in°F (1.5 Wm-1K-1). He also estimated that a shell with 25%
porosity filled with water would have a conductivity of 4.21 X 10-5 BTUsec-1in°F (3.15
Wm-1K-1). Kruse and Richards [2005B] measured the dry shell’s thermal conductivity at
0.5 Wm-1K-1 and the saturated shell’s thermal conductivity at 1.4Wm-1K-1.
Once the shell surface is saturated with water, the pressure inside the autoclave
puts the shell in a compressive state of stress until the wax expands volumetrically.
Fused silica undergoes negligible expansion as it is heated from room temperature to the
autoclave operating temperature.
In early instrumented autoclave trials, Jones et al. [2001] found that the interior of
an autoclave reaches its maximum temperature and pressure in less than ten seconds.
7
Later work conducted by Kruse and Richards [2005A] showed that within forty seconds
the outer surface of the shell reached ambient autoclave temperature. In either case,
during the de-waxing process the environmental temperature boundary condition occurs
quickly at the surface of the shell. This is considered in modeling in that, the rapid
development of this condition allows the modeler to ignore the remainder of the
autoclave and apply a constant temperature boundary condition at the shell surface when
constructing the model.
Mathematical models for estimating the thermal conductivity of ceramic-water
porous phase composite structures include: Maxwell, Sson–Frey, Russel, and Bruggeman
[Kruse and Richards 2005B]. These methods result in a dry shell thermal conductivity
range of 0.05 to 0.20 Wm-1K-1 and a water saturated thermal conductivity range of 0.20 to
0.80 Wm-1K-1 [Kruse and Richards, 2005B]. Kruse and Richards [2005B] determined
that dry and water saturated shell thermal conductivities are 0.5 and 1.4 Wm-1K-1,
respectively. They interpreted the discrepancy between modeled conductivity and
measured results stemmed from the inability of previous models to account for a
combination of continuous and non-continuous phases within the shell. Snow [1998]
assumed condensed water from the steam was pulled into the shell via capillary action
due to high pressures. Kruse [2005] and Kruse and Richards [2005B] proposed a
modified Maxwell model that accounted for the change in the thermal conductivity of a
continuous phase as a function of temperature. This model best fit the experimentally
measured data.
These data were used to generate a parametric model to determine the heat flow
through the shell and melt front progression through the wax. The wax pattern’s thermal
8
absorption consists of a sensible heat increase, Cp∆T, and a latent heat of fusion during
melting, mliq∆Hf [Kruse and Richards, 2005B].
The main focus of the work presented here is the development of a parametric
thermal model to evaluate for the influence of 1) pattern wax thermal conductivity, 2)
investment shell thermal conductivity, and 3) autoclave temperature on melt front
progression and its resulting effects on the bulk expansion of the wax.
3. BOUNDARY CONDITIONS AND PARAMETERS
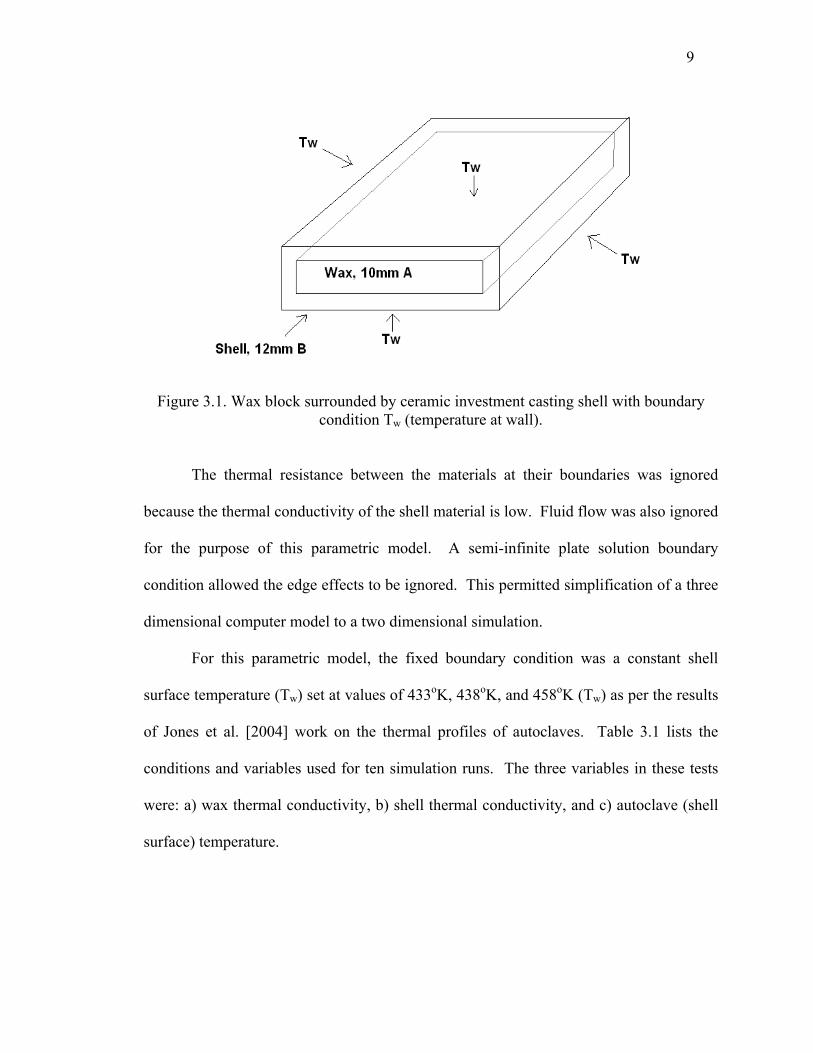
A rectangular block of wax (10 mm×100 mm×100 mm) was chosen for the
current study to allow for an infinite plate approximation and to reduce the edge effects.
The shell was set at 12 mm thick (the average of shells from three industrial sources).
The shell surrounded the entire wax block, as shown in Figure 3.1. Heat transferred
through the shell to the underlying wax resulted in melting and a thermal gradient
through the wax.
9
Figure 3.1. Wax block surrounded by ceramic investment casting shell with boundary
condition Tw (temperature at wall).
The thermal resistance between the materials at their boundaries was ignored
because the thermal conductivity of the shell material is low. Fluid flow was also ignored
for the purpose of this parametric model. A semi-infinite plate solution boundary
condition allowed the edge effects to be ignored. This permitted simplification of a three
dimensional computer model to a two dimensional simulation.
For this parametric model, the fixed boundary condition was a constant shell
surface temperature (Tw) set at values of 433oK, 438oK, and 458oK (Tw) as per the results
of Jones et al. [2004] work on the thermal profiles of autoclaves. Table 3.1 lists the
conditions and variables used for ten simulation runs. The three variables in these tests
were: a) wax thermal conductivity, b) shell thermal conductivity, and c) autoclave (shell
surface) temperature.
10
Table 3.1. Parameters used to determine the influence of shell and wax conductivity and autoclave temperature on the melt profiles of wax during autoclaving.
Name
Shell Thermal Conductivity
(Wm-1K-1)
Wax Thermal Conductivity
(Wm-1K-1)
Autoclave Temperature
(°K)
Model 1 0.55 0.33 438
Model 2 0.55 0.5 438
Model 3 1.36 0.33 438
Model 4 1.36 0.5 438
Model 5 1.4 0.33 438
Model 6 1.4 0.5 438
Model 7 1.36 0.33 433
Model 8 1.36 0.5 433
Model 9 1.36 0.33 458
Model 10 1.36 0.5 458
The shell’s thermal conductivity was varied between three different values: 0.55,
1.36, and 1.4 Wm-1K-1, representing a “dry” (model one and two) and a fully water
saturated shell respectively. The last two values (1.36 and 1.4) were chosen to determine
the sensitivity of the modeled system to small changes in wax thermal conductivity. The
typical autoclave cycle is 30 to 40 minutes. Backup coats saturate 15 seconds after the
door is closed. The primary coat saturates in 80 seconds. Therefore, saturated shell
conductivity was used in the remaining simulations. Wax thermal conductivity was
varied between 0.33 Wm-1K-1 (for low density polyvinyl ether polymer) and 0.5 Wm-1K-1
(for high density polyvinyl ether polymer). Additional properties required for the
simulation are summarized in Table 3.2; the additional properties of the low density
polyvinyl wax were held constant regardless of thermal conductivity to eliminate their
impact on the results.
11
Table 3.2. Additional properties of the wax and shell required for the completion of the parametric simulation.
A quadrilateral face with a three-node edge and both tetrahedral and cubic
volumes was used to mesh the shell and wax respectively. All calculations were
conducted assuming an unsteady state with segregated calculations. Each time step was
recorded in Fluent at 2.0 seconds, with a computational time step of 0.01 seconds. At
each time step, the thickness of the melt front was calculated and saved in an Excel
spreadsheet. Complete melting was defined as a liquid fraction greater than 85%. Figure
3.2 is an example of the 2D slice generated by Fluent software and used to predict the
thickness of the wax melt front. In this figure, blue indicates solid material and red
indicates melted material. Melt front thickness was determined by measuring the
thickness of the red area at a cross-section of the plate’s center. Heat was transferred
through the shell to the underlying wax, causing it to melt. This transfer resulted in a
thermal gradient due to low thermal conductivity of the wax.
12
Figure 3.2. Melt profiles of the wax as a result of the calculated distribution of the liquid fraction at 480s (left) and 640s (right).
4. COMPUTATIONAL PROCEDURES
The enthalpy-porosity technique was used to model the phase change process.
The melt interface was not tracked explicitly; instead, the liquid fraction associated with
each control volume in the domain and computed each iteration. The liquid fraction,
therefore, varied between zero (solid) and one (liquid). The energy equation is written in
terms of sensible enthalpy, h, defined as equation 1
ref
T
ref pTh h c dT= + ∫ (1)
where href in J is the reference enthalpy, Tref in K is the reference temperature, and cp is
specific heat at constant pressure in Jkg-1K-1, and is a function of temperature T. The
enthalpy can be computed as the sum of the sensible enthalpy h and the latent heat ΔH
(equation 2)
Shell
Melted Wax
Un-melted Wax
13
HhH Δ+= (2)
In addition, the latent heat content ( HΔ ) may vary between zero (solid) and L (liquid),
the latent heat of the material. As a result, the liquid fraction (β ) can be defined as
equation 3 if TSolidus≤T≤TLiqudus.
solidusliquidus
solidus
TTT
LH
−−
=Δ
=β (3)
For phase change problems, the energy equation is written as equation 4
( ) ( ) ( ) ( ) STkx
hux
Ht
ht i
ii
+∇∂∂
=∂∂
+Δ∂∂
+∂∂ ρρρ (4)
where H, h , and HΔ in (J) is the enthalpy of the wax, ρ (kgm-3) is the density of the wax,
k (Wm-1K-1) is the thermal conductivity, T (K) is the temperature, and S is the source
term, t is the time in seconds, ui is the fluid velocity in ms-1, and xi is Cartesian coordinate
directions. Fluid flow is irrelevant, thus the velocity term ( )hux i
i
ρ∂∂ is reduced to zero.
Using Equation 3, the sensible enthalpy (h) and the latent heat content ( HΔ ) equal the
enthalpy (H). As such, equation 4 can be reduced to Equation 5.
( ) ( )i
H k Tt xρ∂ ∂
= ∇∂ ∂
(5)
14
This leaves five unknown variables: H, T, h, ΔH, β and five equations (Eq.1-3 and 5).
5. RESULTS
Reporting the results requires the definition of several critical times:
Tms: the time required for melting to begin on the outer surface of the wax.
Tmo: the time required for melting to finish on the outer surface.
Tmc: the time required for melting to begin in the center of the wax.
Tmi: the time required for melting to finish half way to the center.
Tmf: the time required for melting to finish at the center of the sample.
DT: the time difference between the completion of melting on the outer wax surface and
the beginning of melting at the center.
The results of all simulations are shown in Table 5.1. Low conductivity shells
resulted in negative DT times (-72 and -134). Saturated shell conductivity resulted in a
wax thermal conductivity resulted in the highest DT time of 48 seconds.
Table 5.1. Times required for melting given varying shell and wax conductivities and autoclave temperatures. Increased autoclave temperature, saturated shell conductivity,
and low wax thermal conductivity resulted in the highest DT time of 48 seconds.
1K-1) resulted in the most favorable melt profiles (DT of 48 seconds).
8. FUTURE WORK
Future work should include the addition of wax expansion data in order to
calculate the stress applied to the shell. Data on the flow of fluid out of the shell should
also be added to the simulation in order to calculate the alleviation of stress.
17
9. REFERENCES
American Foundrymen’s Society. Handbook on the Investment Casting Process. Des Plaines, Illinois: American Foundrymen’s Society, 1993.
Gebelin, J. & Jones, S. “Modeling of the De-Waxing of Investment Cast Shells”. TMS 2001.
Jones, S. Jolly, M. Blackburn, S. Gebelin, J. Cendrowicz, A. and Lewis, K.
“Measurements of autoclave thermal profiles during high pressure steam de-waxing of investment shells: Part 1 – Vessel profiles.” Materials Science and Technology, May 2005. Vol. 20.
Jones, S. Jolly, M. Gebelin, A. Cendrowicz, A. & Lewis, K. “To Boldly Go Where No
Woman Has Gone Before: Dewaxing Results From FOCAST.” ICI 49th Annual Meeting, 2001.
Kruse, B. “Mold and Metal Interactions in Highly Alloyed Steels”, M.S. thesis,
University of Missouri-Rolla, 2005. Kruse, B. & Richards, V. “Success of a Data Acquisition System Designed to Measure
Thermal, Moisture and Pressure Profiles in Production Autoclaves”. ICI 53rd Annual meeting, Paper #15, 2005.
Kruse, B. & Richards, V. “Thermal and Moisture Characterization During Autoclave
Dewaxing in Investment Casting.” SFSA T&O Conference, Paper # 5.5, 2005. Snow, J. “What Happens During Autoclave Dewaxing”. Investment Casting Institute
46th Annual Technical Meeting. 1998.
18
II. Investment Shell Building on Ice Patterns
Edward A. Druschitz
Missouri University of Science and Technology, Rolla, Missouri
Figure 2.1. Rapid freeze prototyping (RFP) machine inside a deep freezer. Water is deposited on the liquid nitrogen chilled substrate, which is moved by the XY table.
Elevator
Freezer
Nozzle XY Table
Substrate
Pipe
Pump
Motor Driver
21
Can molding involves pouring slurry around a pattern contained in a rigid
structure (i.e., a can). After the slurry hardens, the pattern is melted out and metal is cast
into the remaining void. Jose’s [2005] research applied can molding and casting to
threaded test articles and dental fixtures for dimensional analysis using ice patterns. He
maintained a constant freezer temperature of -16°C. Water based colloidal silica binder
systems could not be used to prevent ice pattern melting, so an ethyl silicate binder was
chosen. Alumino-silicate flours and a triethanolamine catalyst were used to create
investment casting molds. Particle size was 0.075 mm for the alumino-silicate flour,
which was dried at 100°C for one hour before use. Ten weight percent ethyl silicate
binder was diluted by 50% with ethanol to improve moldability. Jose found 46% solids
loading was optimal for can molds. Jose [2005] used Grey Matter, a commercial
alumino-silicate flour with small inorganic glass fibers premixed to increase strength and
improve resistance to cracking during layered shell building.
Investment casters use mechanical mixing slurry tanks rotating at 15 to 18 rpm to
prevent settling of the slurry. Past studies at Missouri University of Science and
Technology noted that mixing slurry before dipping resulted in an increase in slurry
temperatures of up to 10°C due to particle friction. This increase promoted pattern loss
due to melting. A slurry tank was designed and built to fit inside a freezer, allowing the
slurry to maintain proper suspension (i.e., preventing settling) and temperature (-15°C).
The initial design of the slurry tank system is shown in Figure 2.2. A five gallon
bucket was rotated at 16 RPM. A cover reduced alcohol evaporation by increasing the
local vapor pressure a K-type thermocouple monitored slurry temperature. An image of
the system at work inside the freezer is also shown in Figure 2.2.
22
Figure 2.2. Schematic of slurry tank system. It is driven by an electric motor with built-
in reducing gears (16rpm) rotating a five gallon bucket using a ½ inch drive belt.
A step plate pattern allowed for quantitative analysis of shell quality (surface
finish) and pattern loss. The step plate’s length and width allowed each step to be viewed
as a semi-infinite plate. Step thickness varied between 0.38 mm (0.015 inches) and 6.35
mm (0.25 inches) thick, as shown in Figure 2.3.
23
Figure 2.3. Step plate test article used for ice pattern, thin wall, investment casting trials
(units are inches).
The shell was built in seven layers (Figure 2.4). The first layer (primary coat)
determined the casting’s surface finish and quality. The second and third layers (detail
layers) build part detail. The fourth, fifth, and sixth layers (backup layers) produced the
shell’s strength. The final layer (a seal coat) was not stuccoed, and serves to bind the
previous layer of stucco.
Figure 2.4. Diagram of shell coats: The primary coat determines surface finish, detail
coats build pattern detail, backup coats provide strength, and the seal coat holds the last backup layer’s stucco in place.
Ice Pattern
Primary Coat
Detail Coat
Backup Coat
Seal Coat
24
3. EXPERIMENTAL PROCEDURE
The interaction between pattern melt off (water) during the shell building process
dilutes the primary coat, reducing the silica chain length and weakens the primary coat.
Delaying catalyst application allows the ethanol carrier to evaporate, resulting in less
dilution. Industry best practices delay catalyst application by 0.75 to 1.5 hours at room
temperature for wax patterns; allowing ethanol to evaporate.
3.1. PATTERN LOSS
The goal of the pattern loss test was to determine if tridecane would reduce the
interaction between the pattern and the slurry, thus reducing pattern loss. Twelve ice
step-plates were produced for this test. Six of the plates received a double coating of
tridecane; applied by dipping. The other six received no tridecane coating.
The primary coat consisted of 6900 mL of 10 wt.% ethyl silicate and 17
kilograms of a 50/50 mixture of alumino-silicate and fused silica flour. Remaining layers
included 10% fiber to reinforce the fused silica flour. Primary coats did not contain
fibers due to their potentially detrimental effect on surface quality. Step plate patterns
were dipped in slurry, stuccoed with alumino-silicate sand, sprayed with catalyst (a 50/50
mixture of triethanolamine and ethanol), and cured for six hours. Stuccoing sand varied
according to coat. Primary coat stucco was alumino-silicate 0-15 percent in sieve 150,
70-86 percent USS sieve 100, and 5-10 percent in sieve 50. Detail stucco was alumino-
silicate of 9-22 percent sieve 100, 30-44 percent sieve 70, and 30-48 percent sieve 50.
Backup stucco was alumino-silicate 27-37 percent sieve 40, 32-47 percent sieve 30, and
15-25 percent sieve 20. The seal coat was not stuccoed.
25
Images were taken of ice patterns prior to and after shell building and dewatering.
Image analysis software was used to determine the initial thickness of the ice pattern
steps and the final thickness of the shell cavity. Images were converted to grayscale for
thresholding and adjusted so only the ice pattern (before) or shell cavity (after) was
visible. Height measurements taken in 50 pixel increments were used to determine
pattern loss as a function of initial thickness.
3.2. DELAYED CATALYST APPLICATION
A second test determined how long to delay catalyst application to maximize shell
strength. Twelve four-point bend test bars were produced for each of three conditions.
After stuccoing, catalyst was applied to shells with delays of zero, two, and four hours for
each condition respectively and cured for a minimum of six hours. The primary coat
slurry consisted of 17 kilograms of 200 mesh fused silica and 6900 ml of 20 wt% pre-
hydrolyzed ethyl silicate. The remaining layers included fused silica flour, which
contained ten percent fiber by weight. Slurry temperature was maintained at -13°C
during shell building. Stuccoing was performed as described in section 3.1. The test bars
were strengthened at 800°C for two hours. Test dimensions were approximately 3.8
inches (96.5 mm) long by 0.7 inches (18.5 mm) wide. Samples were tested using a
Simpson Universal Sand Testing Machine and a four-point bend testing fixture. Load-at-
failure was recorded in Newtons. Four-point bend strength was determined using
Equation 1 [Baratta, 1982]:
243bdPLS = (1)
26
where P = force, L = distance between supports, d = sample thickness, and b = sample
width. This equation holds true only if the wedge stress is negligible between the support
points and the loading points. This was achieved by minimizing the distance between the
loading and support points in relation to sample thickness (typically a ratio of 1.2 to 1.4)
and the almost negligible deflection of the bar before failure.
4. RESULTS
4.1. PATTERN LOSS
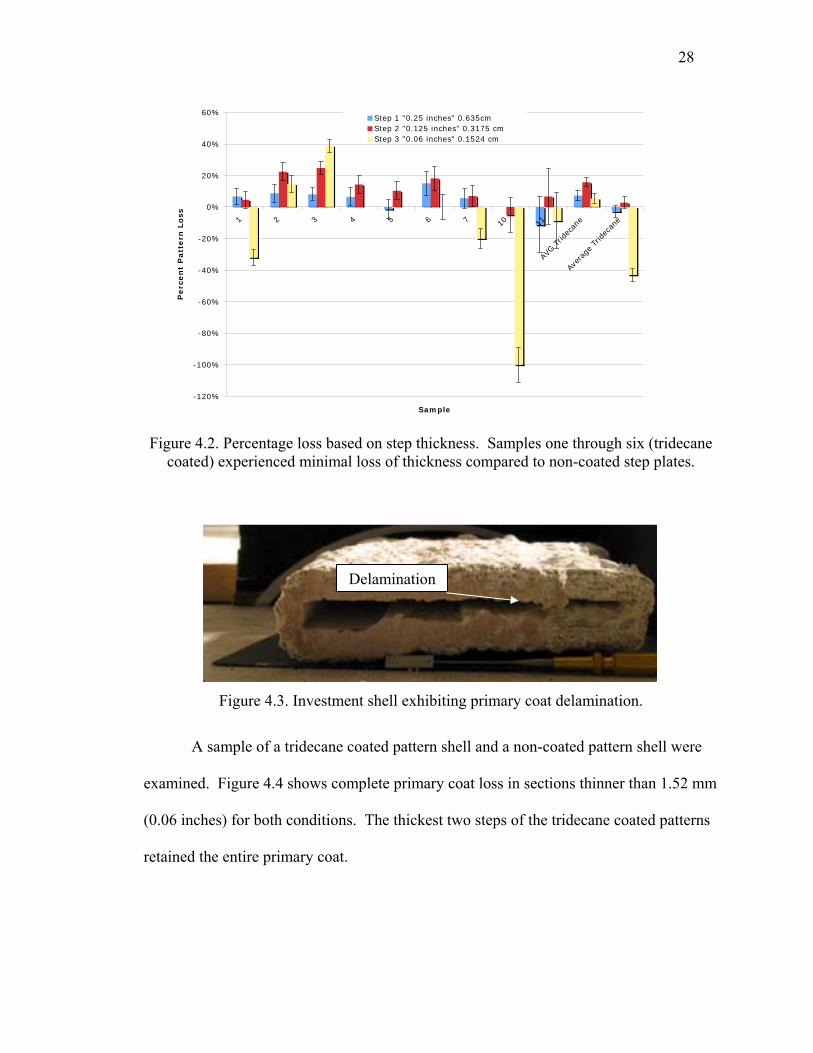
Three ice patterns (eight, nine, and twelve), which had not received a tridecane
coating, broke during shelling. Samples one through six (tridecane coated) and samples
seven, ten, and eleven (uncoated) survived shell building and dewatering. Figure 4.1
illustrates the percentage loss for each step. Step one was the thickest step; thickness
decreased for steps two and three. Step three was unquantifiable in samples four and five
due to taper. The average coated step thickness of the ice was 7.56mm for step one,
4.87mm for step two, and 2.83mm for step three. Resulting cavity thickness was 7.00mm
for step one, 4.08mm for step two, and 2.56mm for step three. A net loss of seven,
sixteen, and five percent was found for each step respectively.
The average uncoated step thickness was 6.80mm for step one, 4.27mm for step
two, and 1.83mm for step three. Cavity thickness for uncoated plates was 6.85mm for
step one, 4.13mm for step two, and 2.43mm for step three. This resulted in a three
percent net gain for step one, a three percent net loss for step two, and a 43% gain in
thickness for step three. Careful examination of the mold cavities showed the
27
delamination of the primary coat in the third step of the uncoated plates, accounting for
their increased size over the original pattern as shown in figure 4.3.
0
1
2
3
4
5
6
7
8
9
10
1 2 3 4 5 6 7 10 11
Aver
age Tr
idec
ane
Averag
e with
out
Sample
Heig
ht
of
Ste
p (
mm
)
Ice step 1 Shell step 1
Ice step 2 Shell step 2
Ice step 3 Shell Step 3
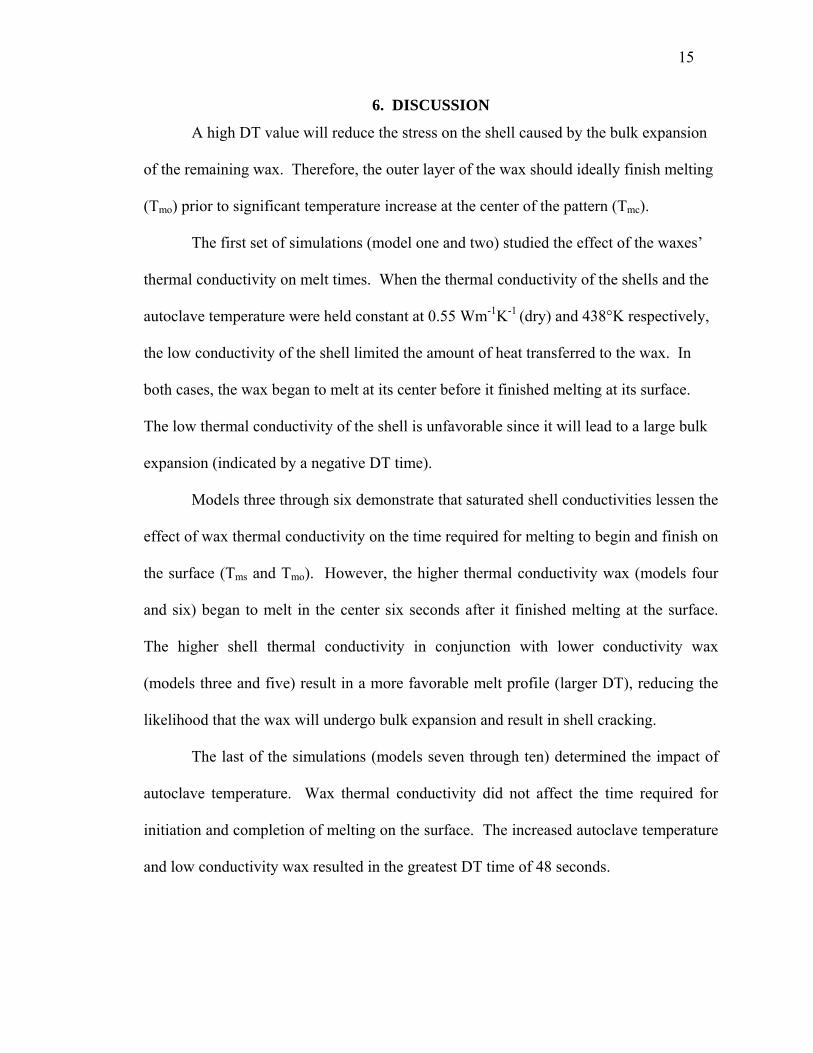
Figure 4.1. Ice pattern loss and resulting shell cavity thicknesses. Samples one through
six were tridecane coated, samples seven, ten, and eleven were not coated. Delamination of the primary coat caused cavities to show a net increase in thickness.
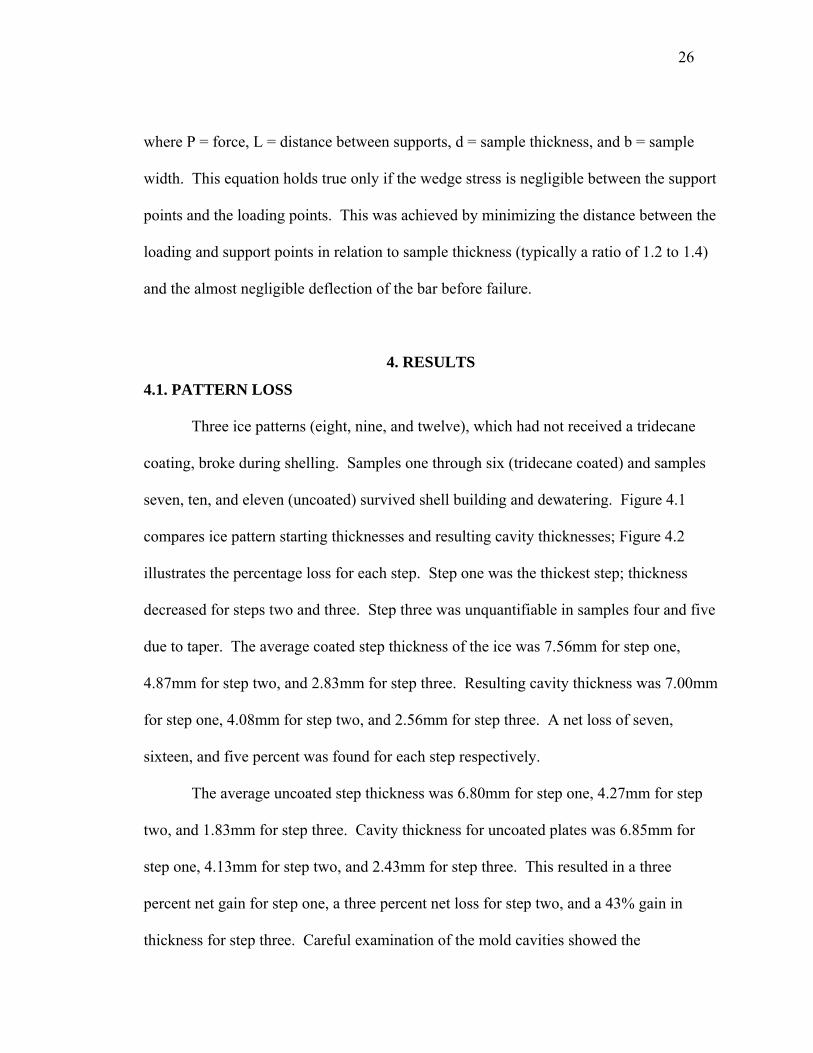
A sample of a tridecane coated pattern shell and a non-coated pattern shell were
examined. Figure 4.4 shows complete primary coat loss in sections thinner than 1.52 mm
(0.06 inches) for both conditions. The thickest two steps of the tridecane coated patterns
retained the entire primary coat.
Delamination
29
Figure 4.4. Step plate shells with and without tridecane coating. Tridecane coating
increased retention of the primary coat. Step plate thickness increases from left to right.
4.2. DELAYED CATALYST APPLICATION
Initially, twelve four-point bend test bars were produced for each delay time.
Several samples broke during sample preparation. Since the ice patterns were not coated
with tridecane, this was presumably caused by the interaction of ethanol and ice. Any
samples that broke during preparation or outside test fixtures inner supports were
considered invalid. Table 4.1 contains the results for zero, two, and four hour delayed
catalyst application times. Each column lists bar number and calculated strength
(N/cm2). There is an 88% probability that delaying catalyst application for four hours
produced stronger shells (16.4 N/cm2) compared to zero and two hours (11.7 and 14.5
N/cm2 respectively).
Table 4.1. Four-point bend test results for delayed catalyst application. A four hour delay resulted in the highest average strength (16.4 N/cm2).
Time Delay One Two Three Four Five Six Seven Eight Average STDEV0 - Hours 10.1 18.2 9.8 10.9 11.4 9.9 11.7 3.22 - Hours 18.3 10.0 22.3 11.1 10.6 14.5 5.54 - Hours 12.3 10.9 9.8 28.0 10.9 15.7 20.3 23.5 16.4 6.8
Sample Number and Strength (N/cm^2)
Solid primary
Coat
Delamination of
Primary Coat
30
5. DISCUSSION
5.1. PATTERN LOSS
Tridecane was not effective in preventing ice pattern loss for thicknesses of 1.52
mm (0.06 inches) and smaller. Thicker steps lost an average of seven percent of their
starting thickness. Tridecane resulted in improved primary coat retention for the two
thickest steps. Greater thermal mass increased the resistance to melting; presumably,
thicker sections require greater heat input to cause melting and were, therefore, less
affected by time outside the freezer during shell building. Increasing ice thickness
required increased heat input to induce melting. Ice at -15°C and 0.40 mm thick was
calculated to begin melting after 31 seconds at room temperature (25°C), whereas ice at -
15°C and 6.35 mm thick will not begin melting for 360 seconds. Increasing the time
delay before melting occurs would reduce pattern loss. The likelihood of water
interacting with the primary coat would also be reduced, thereby increasing the primary
coat strength.
5.2. DELAYED CATALYST APPLICATION
By delaying catalyst application for four hours after stuccoing, shell strength was
increased from 11.7 N/cm2 to 16.4 N/cm2. Providing time for ethanol to evaporate before
catalyst application resulted in higher silica chain lengths and increased strength.
6. CONCLUSION
Shells built on ice patterns suitable for counter gravity casting of metal-matrix
aluminum composites can be produced using:
31
• tridecane interface agent coating
• 20 wt% ethyl silicate binder
• 20 wt% fiber-containing fused silica flour added after the primary coat
• Delay catalyst application by four hours
• -10°C environment.
Tridecane is an effective interface agent that produced stronger surface coats,
particularly when combined with greater pattern thermal mass, which delays melting for
a longer period of time. A -10°C or lower environment increased shell strength and
improved surface finish. Tridecane resulted in reproducible minimization of ice pattern
loss in ice 3.175mm (0.125 inches) thick.
7. FUTURE WORK
Future work should be conducted inside a freezer because ice pattern melting
reduces pattern accuracy and shell strength. Additional methods of tridecane application
should be explored. Further, emphasis should be placed on using RFP shells to produce
actual castings. Finally, the pattern loss versus starting thickness experiment should be
duplicated on rapid prototyped parts.
32
8. REFERENCES
Baratta, F. “Requirements for Flexure Testing of Brittle Materials.” AMMRC TR 82-20, Army Materials and Mechanics Research Center, Watertown, MA, 1982.
Jose, H. “Investment Casting Using Ice Patterns: Solid Mold and Shell Mold Methods”
University of Missouri-Rolla: Thesis, 2005. Yodice, A. “Freeze cast process ready for licensing”, INCAST: International Magazine of the Investment Casting Institute, 11(12), 19-21, 1998. Yodice, A. “Freeze cast process”, US patent 5,072,770,1991. Yodice, A. “Freeze process cuts casting costs”, Advanced Materials and Processes, 155 (4), 35-36, 1999.
33
III. Oxidation During Solidification of 15.5 PH Marine Propellers
Edward A. Druschitz
Missouri University of Science and Technology, Rolla, Missouri
Three shells were tested using different conditions (specified in Table 1). The
shells were initially submerged in dry sand and tested. Tests were then conducted in
steam by isolating the samples in a Kaowool box and using a continuously working
steamer at 60-90°C and normal atmospheric pressure. The samples were also tested
while submerged in water for 20 minutes. The temperature increase (°C) was measured
and the thermal conductivity (k) calculated, results are shown in Table 1.
63
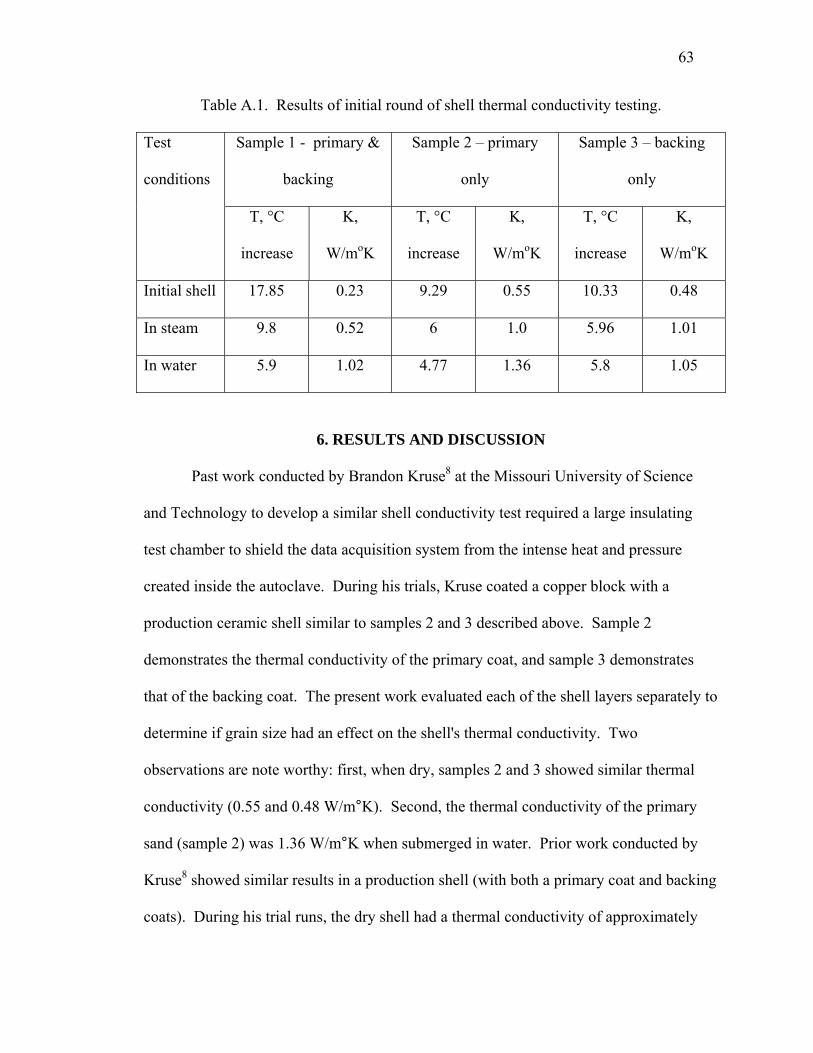
Table A.1. Results of initial round of shell thermal conductivity testing.
Test
conditions
Sample 1 - primary &
backing
Sample 2 – primary
only
Sample 3 – backing
only
T, °C
increase
K,
W/moK
T, °C
increase
K,
W/moK
T, °C
increase
K,
W/moK
Initial shell 17.85 0.23 9.29 0.55 10.33 0.48
In steam 9.8 0.52 6 1.0 5.96 1.01
In water 5.9 1.02 4.77 1.36 5.8 1.05
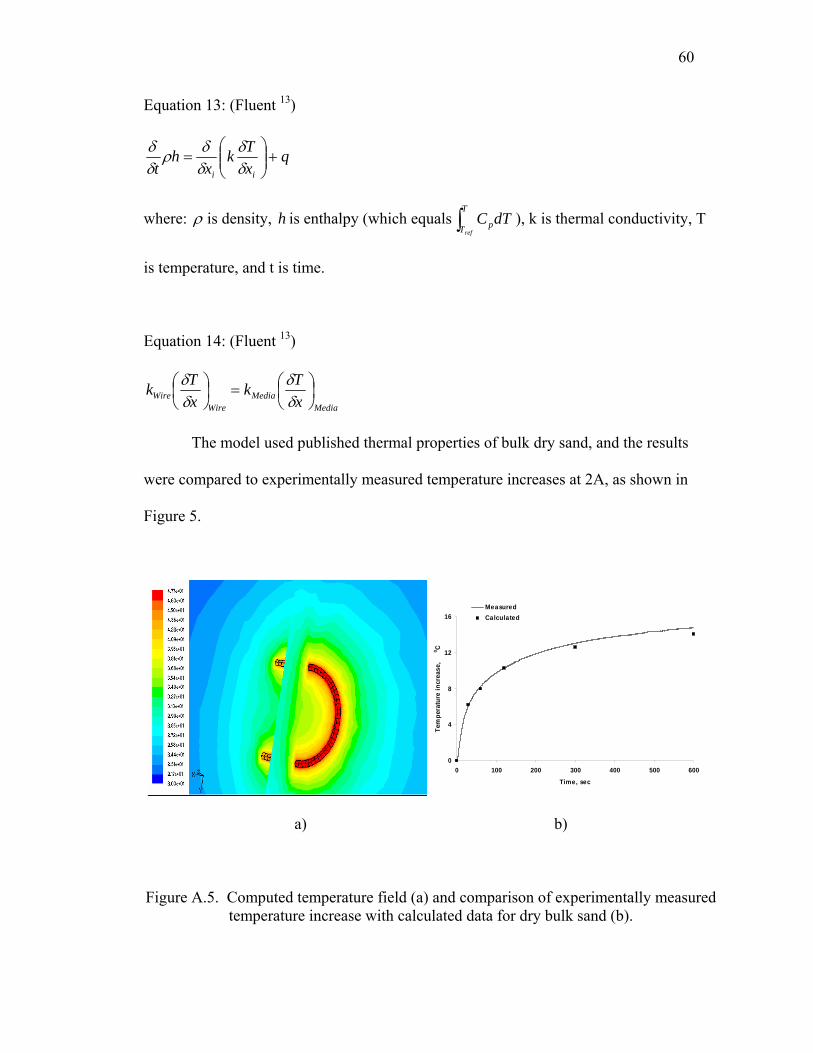
6. RESULTS AND DISCUSSION
Past work conducted by Brandon Kruse8 at the Missouri University of Science
and Technology to develop a similar shell conductivity test required a large insulating
test chamber to shield the data acquisition system from the intense heat and pressure
created inside the autoclave. During his trials, Kruse coated a copper block with a
production ceramic shell similar to samples 2 and 3 described above. Sample 2
demonstrates the thermal conductivity of the primary coat, and sample 3 demonstrates
that of the backing coat. The present work evaluated each of the shell layers separately to
determine if grain size had an effect on the shell's thermal conductivity. Two
observations are note worthy: first, when dry, samples 2 and 3 showed similar thermal
conductivity (0.55 and 0.48 W/m°K). Second, the thermal conductivity of the primary
sand (sample 2) was 1.36 W/m°K when submerged in water. Prior work conducted by
Kruse8 showed similar results in a production shell (with both a primary coat and backing
coats). During his trial runs, the dry shell had a thermal conductivity of approximately
64
0.64 W/m°K, and at saturation in the autoclave the thermal conductivity was
approximately 1.56 W/m°K using the Maxwell model (Kruse 8). The thermal
conductivity of the finer primary sand was 0.31 W/m°K higher than the backing sand
when saturated, likely because the smaller grain size led to high interconnectivity. Thus
heat was transferred through the backing faster by conduction. Also, the density of the
finer prime coat stucco was higher than that of the coarser backing stucco, and pore size
was greater in the backing stucco. Further, the difference between the saturated results of
the hot wire test and Kruse’s8 tests may be the pressure at which the autoclave operates.
At eight atmospheres of pressure, air in the autoclave would be compressed 87.5% and
the steam would be pulled through the shell by a capillary effect (Kruse 8).
7. CONCLUSIONS AND RECOMENDATIONS
The hotwire method permits accurate measurement of the thermal conductivity of
an investment shell without requiring a production autoclave in which to run tests. Also,
the small probes can easily be shipped to the foundry where the samples can be invested
in the materials of interest to the lab. Thus, there is no need for a lab technician to travel
to each location. Knowing the thermal conductivity of an investment casting shell will
permit more precise modeling of what happens inside the autoclave and thus aid in the
understanding and reduction of shell cracking.
Future work for this project will include the creation of numerous sample probes.
These probes will be sent to participating foundries to be shelled, and then mailed back
for testing. These tests will aid in both the development of a more accurate autoclave
model and clarify how various parameters, including shell slurry, stucco, and grain size,
65
affect the thermal conductivity of shells. In addition, this information will aid in the
further development of the autoclave model.
8. ACKNOWLEDGEMENTS
The authors would like to thank Mercury Marine Corporation and O’Fallon
Casting for their support of this project, and the Mercury Marine Propeller Division for
their time, patience, and dedication to this work.
This report is based upon work supported by the U.S. Department of Energy
under Award No. De-FC36-04GO14230. Any findings, opinions, conclusions, or
recommendations expressed here are those of the authors and do not necessarily reflect
the views of the Department of Energy.
66
9. BIBLIOGRAPHY
1. American Foundrymen’s Society, “Investment Casting Process”, American Foundrymen’s Society, 1993.
2. J. Snow, “What Happens During Autoclave Dewaxing,” Proc. 46th Annual Technical
Meeting of the Investment Casting Institute, 1998, paper 5. 3. Gebelin J-C, Jones S and Jolly M, “Modeling of the De-Waxing of Investment Cast
Shells”, computational Modelling of Materials, Minerals, and Metals Processing, TMS, 2001.
4. Gebelin J-C, Jolly M.R and Jones S. “Process Modelling Research for Investment
Casting,” Proc. 48th Annual Technical Metting of the Investment Casting Institute, 2000.
5. Connolly S, Jones S, Marquis P.M, Ford D.A. “Specific Heat of Investment Casting
Shells” 10th World Conference on Investment Casting, Paper 8. 6. Jones S. Jolly M.R. Blackburn S. Gebelin J-C. Cendrowicz A. and Lewis K. “Effect of
moisture upon mechanical properties of ceramic moulds during high pressure steam dewaxing,” Materials Science and Technology, July 2003, Vol. 19.
7. Sabau A.S. and Viswanathan S, “Thermophysical Properties of Zircon and Fused
Silica-Based Shells for Investment Casting,” AFS Transactions, 2004. 8. Kruse B. and Richards V. “Thermal and Moisture Characterization During Autoclave
Dewaxing in Investment Casting,” SFSA T&O Conference Paper No. 5.5: 2005.
10. Poirier D.R. and Geiger G.H. “Transport Phenomena in Materials Processing”, TMS 1994.
67
11. Carlsaw H. S. and Jaeger J. C. “Conduction of Heat in Solids”, Oxford at the Clarendon Press, 1947.
12. Yamasue E, Masharhiro S, Hiroyuki F and Kazuthiro N. “Nonstationary Hot Wire
Method with Silica-Coated Probe for Measuring Thermal Conductivities of Molten Metals.” Metallurgical and Materials Transactions A, Volume 30A, August 1999.