Presented by: Mr. Jacob Peled Executive Chairman Pelmar Engineering Ltd. Visions of the Future: Further Deliberations on Future Tire Production (Vision= A Combination of Wish, Hope and Expectation) Tire Technology Expo February 2016 Hannover, Germany
Transcript
Presented by:
Mr. Jacob Peled
Executive Chairman
Pelmar Engineering Ltd.
Visions of the Future:
Further Deliberations on Future Tire Production
(Vision= A Combination of Wish, Hope and Expectation)
Tire Technology Expo
February 2016
Hannover, Germany
Our Agenda for Today
1. Introduction: The Tire Market Today
2
2. Multidiscipline of Tire Production
3. Mergers & Acquisitions
4. Curing
5. Compounding
6. Materials
7. Recycling
8. Summary
Introduction
Pelmar Engineering Ltd.
4
The Tire Market Today
I have chosen this photo which I also used in a recent
presentation I gave in Berlin because this represents the
market situation today for industrial tires in particular but
almost the same numbers for truck and passenger tires.
The overall growth is approximately 3.5% PA
It is interesting to note that the most significant changes and
developments have happened in the last two decades in
Industrial and Agricultural Tires rather than Passenger
and Truck or Motorcycle, which together represent the
absolute majority of tires produced . The reason is
probably the fact that for more than 80 years there has
hardly been any changes in these tires, with the exception
of radialisation and tubeless.
I wish that the growth would be as per the top red line, but it
is as per the flat line.
Image courtesy of flickr user John Lustig/CC BY-NC-SA 2.0.
3.5% 7%
10.5% 14% 17.5%
21% 24.5%
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Future Market Trend
Current Market Growth
5
The Common Denominator-Air
Air pressure is the common denominator. It has been ever since the pneumatic tire has been invented by
Dunlop in the UK and later perfected by Charles Goodyear in the US.
Poor handling, especially air pressure, is the No. 1 cause of tire failure.
6
Since the topic of my presentation is “Further Deliberations on Future Tire Production," this is the place to mention that other
alternatives are now being sought after to avoid the dependence on air pressure. Obviously the production methods are entirely
different with the exception of the tread and undertread.
Image courtesy of Michelin
The Common Denominator
Image courtesy of Galileo Wheel Mobility
PneuTrac - Mitas Tweel - Michelin
Size of Tire Plants 7
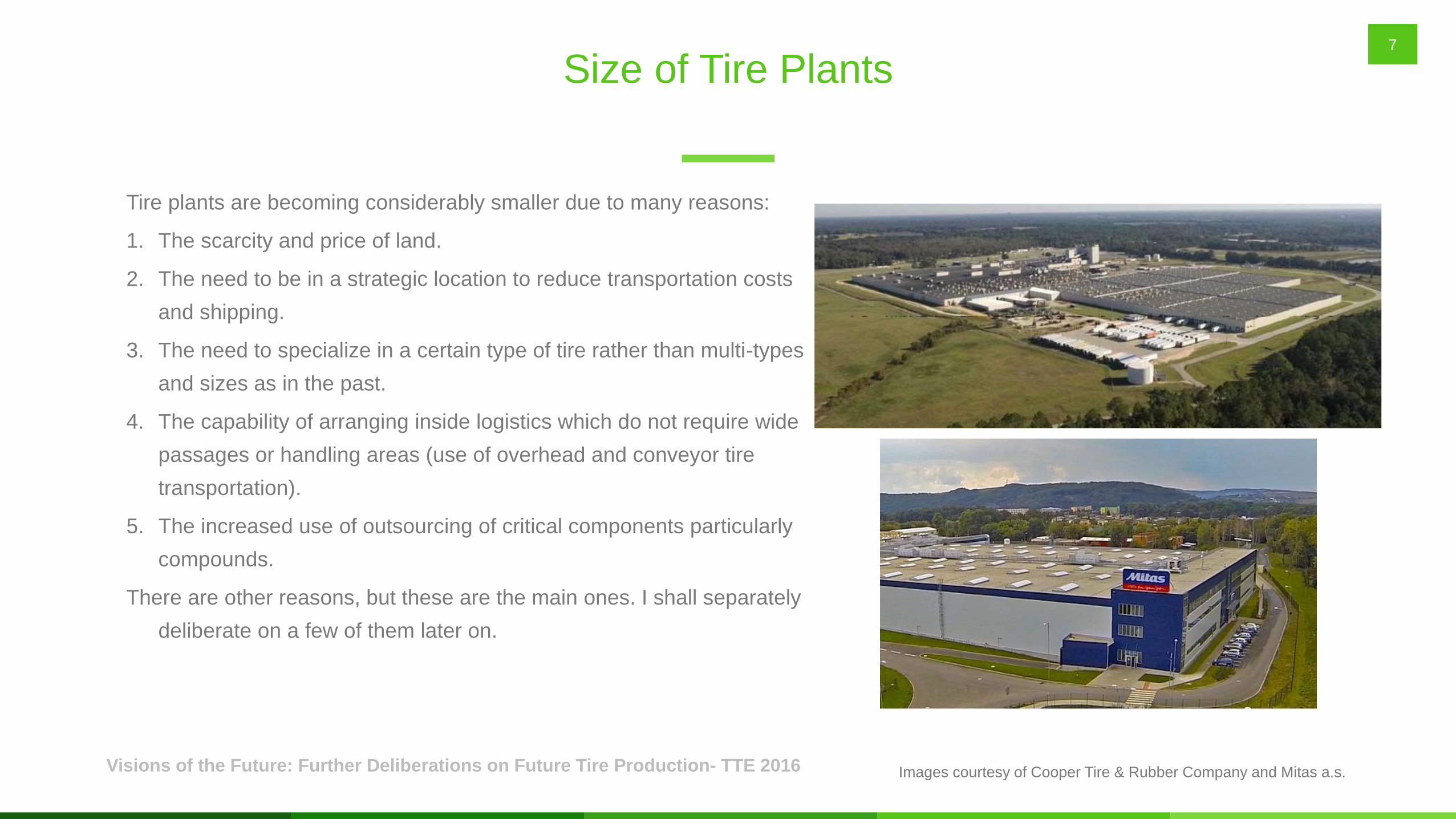
Tire plants are becoming considerably smaller due to many reasons:
1. The scarcity and price of land.
2. The need to be in a strategic location to reduce transportation costs
and shipping.
3. The need to specialize in a certain type of tire rather than multi-types
and sizes as in the past.
4. The capability of arranging inside logistics which do not require wide
passages or handling areas (use of overhead and conveyor tire
transportation).
5. The increased use of outsourcing of critical components particularly
compounds.
There are other reasons, but these are the main ones. I shall separately
deliberate on a few of them later on.
Images courtesy of Cooper Tire & Rubber Company and Mitas a.s. Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Multidiscipline of Tire Production
Pelmar Engineering Ltd.
Multidiscipline of Tire Production 9
In the past most tire companies, probably because of the
"Michelin syndrome" have kept their technology very close to
their chests. The result was that there were quite distinct
differences between production methods of different tire
companies. The differences were distinguished by different
principles of compounding, component preparation and
component application. There are still some significant
differences in tire production philosophies, but they have
become much scarcer and relate mainly to chemical and
physical properties of compounds, different innerliner
production and application and in some cases different tread
production and application.
These differences have shrunk:
A. Because experts from one tire company move to another
and vice versa.
B. Because of standardization of tire building principles.
C. Because of standardization and methodologies related to
rubber mixing and compound preparation and handling.
D. Because equipment manufacturers sharing information with
customers
E. Because raw material suppliers have acquired a great deal
of technological know-how and experience.
F. Perhaps the most important factor in recent years is the
many mergers and acquisitions within the tire and rubber
industry. I will talk about the effect of this a little later on.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Multidiscipline of Tire Production 10
Consequently, many of the new tire companies need the same
infrastructure, equipment and technical knowledge to produce
an almost similar product. The differences are mainly in the
use of quality raw materials, R&D and test facilities, speed
and method of the implementation of changes and
development, and the degree of quality control.
Companies who do not have a second grade/blemished tires in
their production program, like Michelin and others, would
obviously supply overall better tires.
Future production plants will have fewer blemished tires by
definition:
1. It will be the result of very carefully designed maintenance
program for the equipment
2. Logistics and handling equipment would be dedicated to
maintaining green tire shape and minimum distortion
3. Production will be planned to avoid green tire hysteresis and
waiting time
4. Quality control of both pre-assembly components and
materials, as well as final product, would be automated and
upgraded to the highest degree.
Consequently in future tire plants the only departments
which will become larger and possibly with additional
staff will be R&D, QC and testing labs and tracks.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Multidiscipline of Tire Production-Changes 11
I have in the past made several forecasts, most of them were
not accepted at the time, but many (not all) have happened
meanwhile. I am referring to tire companies refraining from
multi-sizes and type of tire production, size of production plant
(discussed earlier), outsourcing of drums, molds and many
other auxiliary equipment.
3. No steel cord calenders and calender trains. This will eliminate
steel cord cutters and splicers and steel cord let-off and reels, and
of course no air-conditioned creel rooms and spools. The No. 1
cause for ply separation is oxidation. Steel cord will still be used,
but mainly with Steelastic type belt and ply production lines and/or
moving to Aramid, Twaron and Kevlar materials.
4. No innerliner calenders. They are all being replaced by extrusion
roller die and to thermoplastic foils replacing innerliner.
5. No mold cleaning machines. New plants will not replace molds in
presses and cleaning will be done as today with dry ice and laser.
6. No bead winders. In the future carbon beads will replace steel
beads and/or hard rubber mixed with materials like Aramid will
become the contact between the wheel and the tire with a
different design of apexing and flipping.
7. No high-pressure, hot water systems for curing and completely
different presses and bladders.
These are only a few samples of the changes that I foresee and
which will alter the existing production methods.
Some of the more significant changes that I can see are:
1. Not only no mixers, but complete change in mixing concept,
continuous instead of batch (see the plastic industry).
2. No large tread and sidewall extruder lines. These lines
including the cooling racks are all being replaced by strip
winders.
Mergers & Acquisitions
A Major Driver For Change In Production Methods
Pelmar Engineering Ltd.
13
Mergers and Acquisitions among tire companies existed almost from the inception of this industry. There have been several
successful mergers and quite a few failures. People may still remember the Dunlop/Pirelli merger or the Pirelli/Continental
attempted merger vs. the Conti / General Tire acquisition which was struggling for years. Obviously the most significant is
probably the Bridgestone acquisition of Firestone 25 years ago and much earlier the acquisition of Armstrong by Pirelli which
practically caused Armstrong to disappear. The same can be said about Michelin and Kleber and later, Uniroyal and Dunlop and
Sumitomo.
These mergers and acquisitions have contributed a great deal to the standardization and multidiscipline production systems that
have emerged in the last 40 years. This multidiscipline has become more pronounced in the last 20 years.
The climax is the recent acquisitions of Pirelli by ChemChina and CGS by Trelleborg.
Mergers & Acquisitions
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Mergers & Acquisitions 14
I can see several future M&A projects taking place which will have further significant effect on the
industry. For example:
A. Apollo who failed with the Cooper acquisition and knowing the Kanwars, they are still hungry.
B. Cooper Tires, who has been doing extremely well after the Apollo saga under the exemplary
leadership of Roy Armes, are looking for opportunities besides the plants in the UK and Serbia.
C. OTR plants in China, particularly TUTRIC and Guizhou Tire Company, would be looking for
partnerships or licensing or acquisition.
D. Triangle under the aggressive leadership of Pierre Cohade and as part of their IPO, will be looking
for acquisitions. One of the signals is the nomination of Mr. Manny Cicero, the former president of
Alliance Tire Group in the US, as President of Triangle Tire USA.
E. Eurotire in Romania and the Ukraine are looking to be acquired or merge with other manufacturers.
They are involved in offtake agreement with a major tire manufacturer.
F. Formerly Dneproshina or IMDI is looking to be acquired.
All Trademarks property of their respective owners
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Mergers & Acquisitions 15
G. Bridgestone will continue with their acquisition after successfully absorbing Bandag. Perhaps Nokian
is a target, to enhance their position in Russia.
H. Nokian Tires will be looking for acquisition, especially after the decision of their new president, Mr. Ari
Lehtoranta, rightfully not to divest the Heavy Tire Division.
I. Fate in Argentina will be looking to be acquired or for a merger with another tire company after a
divorce from Conti and a futile attempt with Vipal.
All Trademarks property of their respective owners
There are quite a few other possible M&A candidates. Most of them not yet public knowledge and therefore I shall refrain from
mentioning them. I need to stress that the above information are not ongoing projects and I may be wrong in my assumptions.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Curing
Pelmar Engineering Ltd.
Curing 17
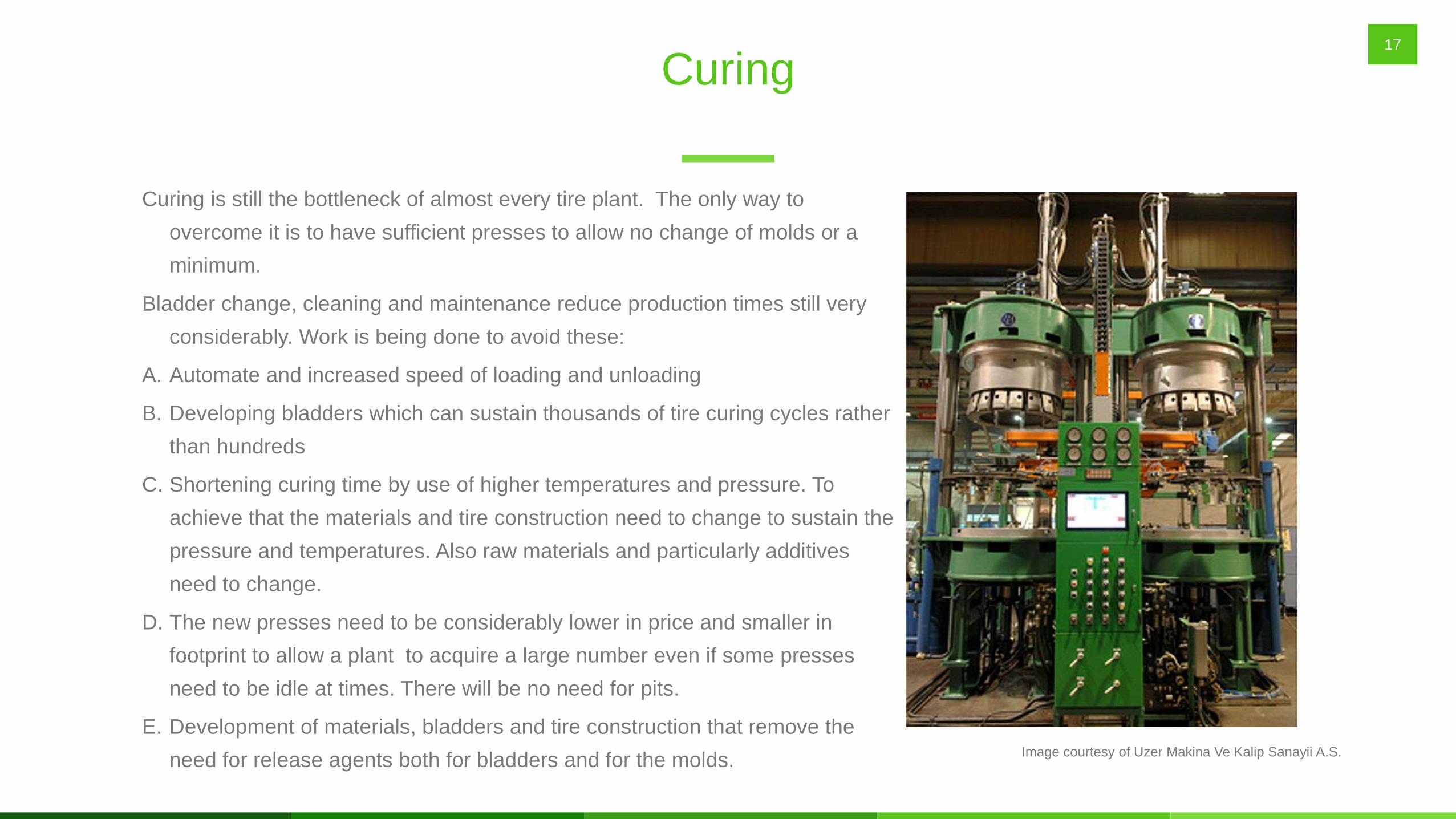
Curing is still the bottleneck of almost every tire plant. The only way to
overcome it is to have sufficient presses to allow no change of molds or a
minimum.
Bladder change, cleaning and maintenance reduce production times still very
considerably. Work is being done to avoid these:
A. Automate and increased speed of loading and unloading
B. Developing bladders which can sustain thousands of tire curing cycles rather
than hundreds
C. Shortening curing time by use of higher temperatures and pressure. To
achieve that the materials and tire construction need to change to sustain the
pressure and temperatures. Also raw materials and particularly additives
need to change.
D. The new presses need to be considerably lower in price and smaller in
footprint to allow a plant to acquire a large number even if some presses
need to be idle at times. There will be no need for pits.
E. Development of materials, bladders and tire construction that remove the
need for release agents both for bladders and for the molds. Image courtesy of Uzer Makina Ve Kalip Sanayii A.S.
Compounding
Pelmar Engineering Ltd.
Compounding 19
Mill rooms constitute approx. one third of a new tire facility
(Green Field) in whatever aspect that you look at:
1. CAPEX
2. Space
3. Manpower
4. Services
5. Energy is the one exception as it is normally over 50% of the
plant consumption.
Image courtesy of ThyssenKrupp Elastomertechnik GmbH
I have predicted some 15 years ago that compounding would be
outsourced and that both master batch and final batch would
become a commodity purchased from dedicated custom
compounders. This is now starting to happen and there are quite a
few tire companies that we were involved with that do not have
compounding facilities and it has proved the right decision.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
20
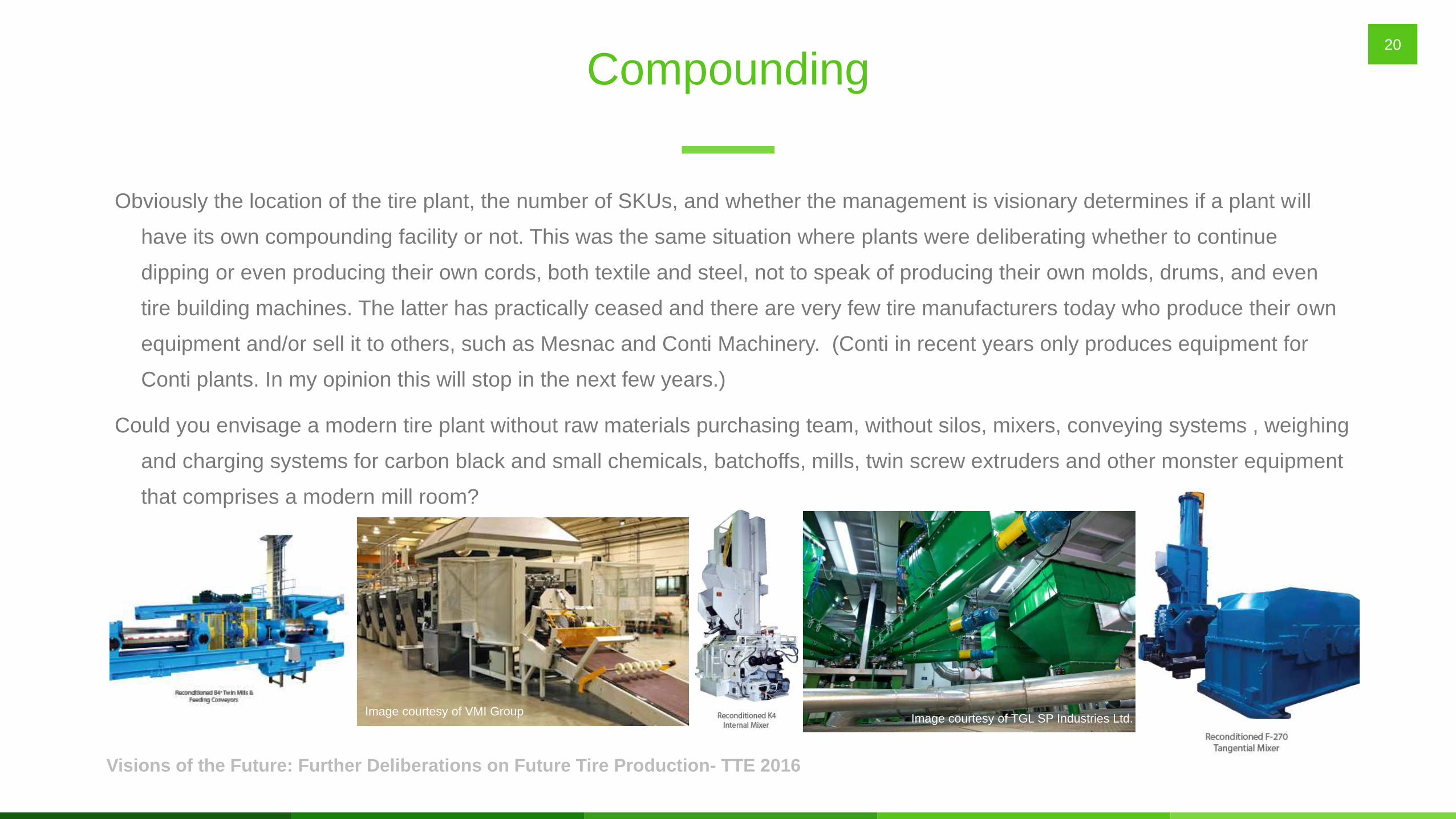
Obviously the location of the tire plant, the number of SKUs, and whether the management is visionary determines if a plant will
have its own compounding facility or not. This was the same situation where plants were deliberating whether to continue
dipping or even producing their own cords, both textile and steel, not to speak of producing their own molds, drums, and even
tire building machines. The latter has practically ceased and there are very few tire manufacturers today who produce their own
equipment and/or sell it to others, such as Mesnac and Conti Machinery. (Conti in recent years only produces equipment for
Conti plants. In my opinion this will stop in the next few years.)
Could you envisage a modern tire plant without raw materials purchasing team, without silos, mixers, conveying systems , weighing
and charging systems for carbon black and small chemicals, batchoffs, mills, twin screw extruders and other monster equipment
that comprises a modern mill room?
Compounding
Image courtesy of VMI Group Image courtesy of TGL SP Industries Ltd.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
21
I have noticed that in two recent cases as part of a project that our company has
undertaken, that the owners who could not bring themselves to give up
compounding altogether have compromised on preparation of final batch
only. This obviously requires a lot less space, energy and mixing time, but
requires a very clean and sophisticated small chemical weighing and dosing
system. In both cases, it was the ColorService system shown in this slide,
selected over other existing systems which were far less accurate and
consistent.
Compounding
Image courtesy of ColorService Srl Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Materials
Pelmar Engineering Ltd.
23
I foresee future major changes in the use of materials for tire production:
1. Rubber: There are consistent, large scale trials and success in locating substitutes for both natural and
synthetic rubber. Personally, I would like to see a substitute for synthetic rubber rather than natural
rubber because of the polluting manner in which it is produced.
2. Carbon Black: it is explosive, polluting, poisonous and is slowly but surely being replaced by silica and
other natural ground products that can substitute this material. I believe that eventually it will be used as
color and not as filler.
3. Steel cord: Definitely an antidote to rubber. It exists because of companies like Bekaert which is one of
the best enterprises I have ever encountered and which has taken a product that by nature does not wish
to be amalgamated with elastomer to be the No. 1 tire reinforcement material. It will eventually be
replaced by sophisticated materials like Aramid, Twaron and Kevlar.
4. Solvents: This is already a product of the past and used by manufacturers who disregard the law or their
workers.
5. Sulfur: is already partially replaced by peroxides and eventually another curing accelerator will be
developed.
How many tire plants today have textile weaving and dipping, rubber plantations, molds and drums
production? In the past there was no manufacturer who didn’t have these.
Materials
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Recycling
Pelmar Engineering Ltd.
25
Sustainability
Sustainability has become the magic word for Recycling. This is definitely a major
consideration. Each tire company in the future and in fact also at present would need to take
into account the trend of zero waste. The Goodyear plant in Mexico is a very good example
and this attitude should be adopted by everyone who is involved in new production facilities
(Sumitomo, Apollo, Hankook, Kumho, Mitas, Trelleborg, Petlas, Triangle and many others).
Tires would have to be produced to allow recycling and the recycled product would have to be
incorporated in the tire production. Having this in mind, we could see new materials and
different compounding facilities to enhance this positive trend.
In my opinion retreading will remain the No. 1 tire recycling method, closely followed by
pyrolysis and cryogenic grinding. Also chemical conversion, which is now developed by a
few companies and may become the No. 1 or No. 2 in the future. This is a subject for a
different presentation. We need to tackle the fact that tires are one of the most polluting
products in our world throughout its lifecycle.
Recycling
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
"Titan Reclamation
Corp. is on track and is
expected up on April 1,
2016. One of the
reactors has already
been relocated to
Titan's site in Fort
McMurray Canada.
The remaining 5
reactors will arrive
within the next two
weeks," according to
Morry Taylor
In OTR recycling, the world has made very little progress. This
however is changing now with Titan entering this field in full
force like only Morry Taylor knows how to do. I expect major
developments in the next few months related to this particular
subject.
Visions of the Future: Further Deliberations on Future Tire Production- TTE 2016
Summary
Pelmar Engineering Ltd.
Summary 28
Despite my statement in the beginning of this presentation that there is only limited
change and evolution in the tire and rubber industry, the last 10 years have
proven otherwise. There have been more development both technologically
(chemistry) and physically (engineering) than in any previous period. I suppose
that there are multiple reasons for it, such as the emergence of the Chinese tire
industry, the new and advanced safety conditions and, probably the most
important, sustainability requirements. All these are of course a subject for
another presentation and elaboration.
The tire industry is moving in the right direction. There are hardly any longer
experts who feel that roads should be paved to meet tire requirements or that
tires should be sold according to the production capabilities of the plant. There
are many more rules and regulations governing tire performance and there is a
great deal more clarity as a result of regulatory labeling.
Last but not least, clearly the Western tire industry cannot compete price wise with
the Eastern, particularly Chinese, tire production and it is quality, flexibility, and
service which will determine the continued success of the European and US
manufacturers and not only price. Image courtesy of flickr user Monochrome /CC BY 2.0.