Page 1
Küttner GmbH & Co. KGJennes
dated 2017-03-16
Material and Energy efficiency in Melting Systems
Dr ‐Ing Ralf JennesDr.‐Ing. Ralf Jennes
Küttner GmbH& Co. KGEssen, Germany
March 16th 2017, Gauteng, South Africa
Weichai Power Foundry, PRC
Grey iron 35 t/h Long campaign 3 shift/dHot blast cupola > 500 °C
1
Page 2
Küttner GmbH & Co. KGJennes
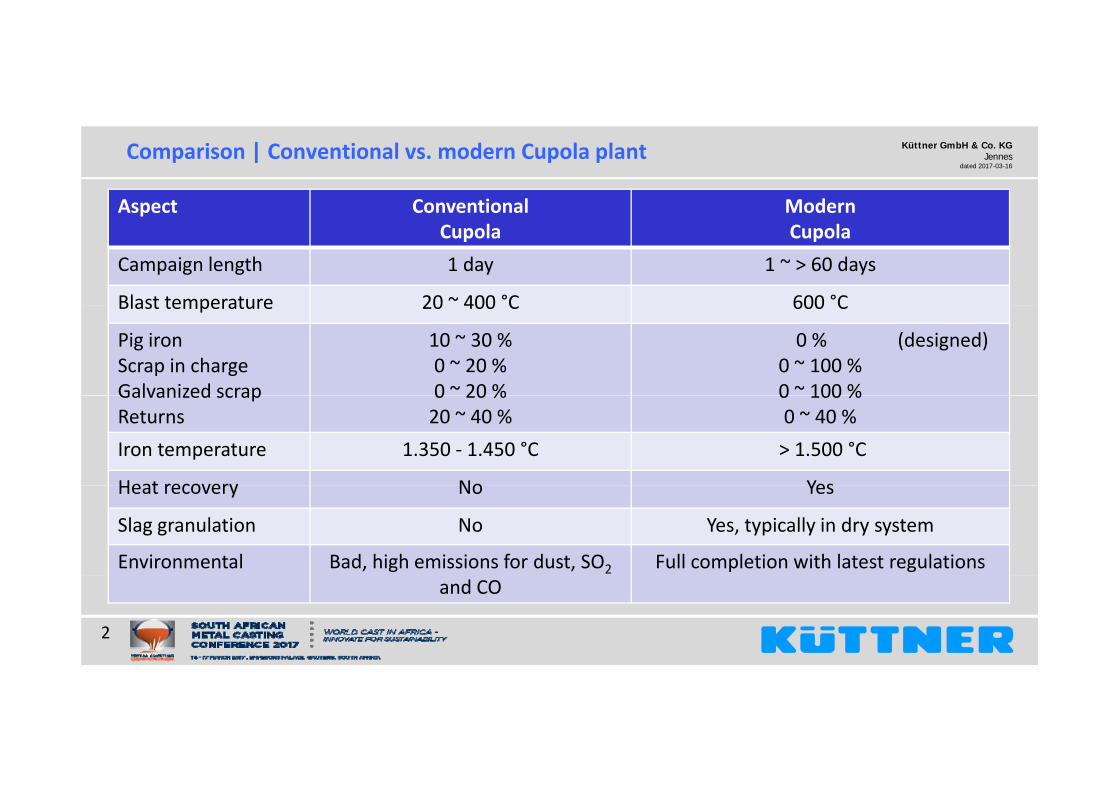
dated 2017-03-16Comparison | Conventional vs. modern Cupola plant
Aspect Conventional ModernpCupola Cupola
Campaign length 1 day 1 ~ > 60 days
Blast temperature 20 ~ 400 °C 600 °CBlast temperature 20 400 C 600 C
Pig ironScrap in chargeGalvanized scrap
10 ~ 30 %0 ~ 20 %0 ~ 20 %
0 % (designed)0 ~ 100 %0 ~ 100 %Galvanized scrap
Returns0 20 %20 ~ 40 %
0 100 %0 ~ 40 %
Iron temperature 1.350 ‐ 1.450 °C > 1.500 °C
Heat recovery No YesHeat recovery No Yes
Slag granulation No Yes, typically in dry system
Environmental Bad, high emissions for dust, SO2 Full completion with latest regulations
2
and CO
Page 3
Küttner GmbH & Co. KGJennes
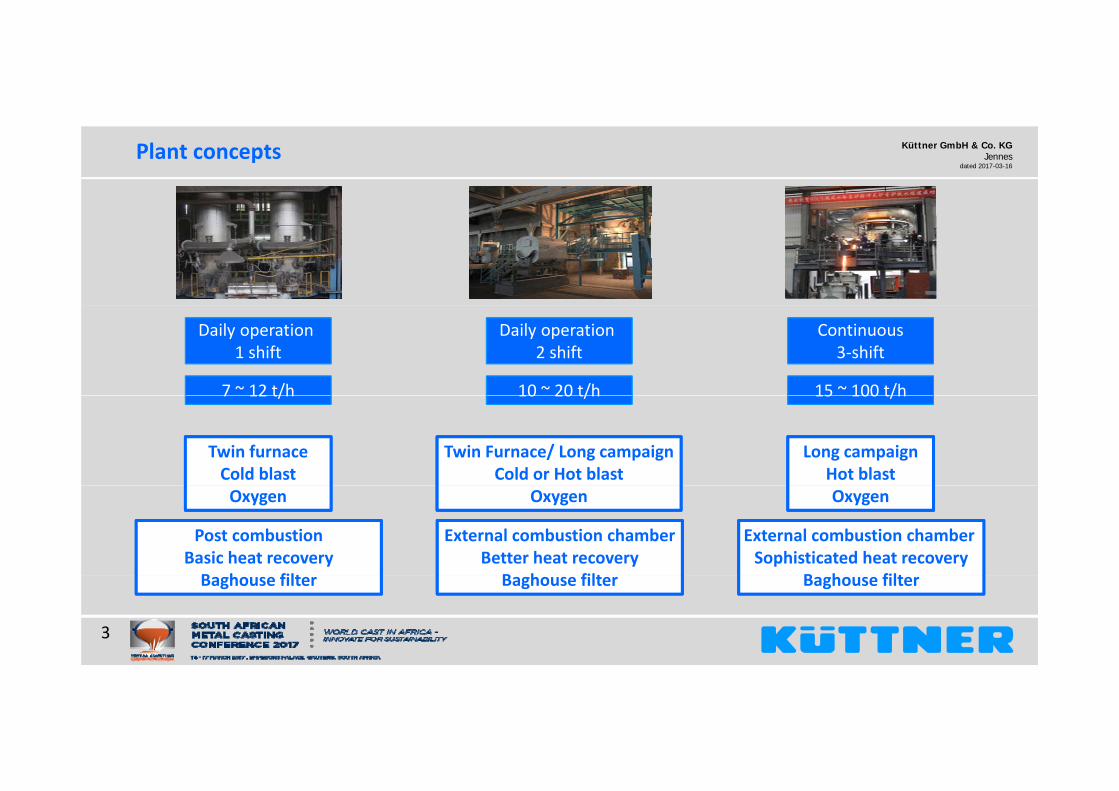
dated 2017-03-16Plant concepts
Daily operation 1 shift
Continuous3‐shift
Daily operation 2 shift
7 ~ 12 t/h 10 ~ 20 t/h 15 ~ 100 t/h7 12 t/h 10 20 t/h 15 100 t/h
Twin furnaceCold blast
Long campaignHot blast
Twin Furnace/ Long campaignCold or Hot blast
Oxygen OxygenOxygen
Post combustionBasic heat recoveryB h filt
External combustion chamber Sophisticated heat recovery
B h filt
External combustion chamberBetter heat recovery
B h filt
3
Baghouse filter Baghouse filterBaghouse filter
Page 4
Küttner GmbH & Co. KGJennes
dated 2017-03-16Production of grey and ductile iron in Hot Blast cupola (18‐24 h/d)
25 t/h Hot blast cupolafor long campaign operation
Cupola for long campaign operation up to 100 t/h
Automatic batching andbucket charging
Below charge gas take‐off for Below charge gas take‐off for complete combustion of CO to < 100 mg/m3
Combined Hot blast / oxygen
4
Combined Hot blast / oxygen operation
Page 5
Küttner GmbH & Co. KGJennes
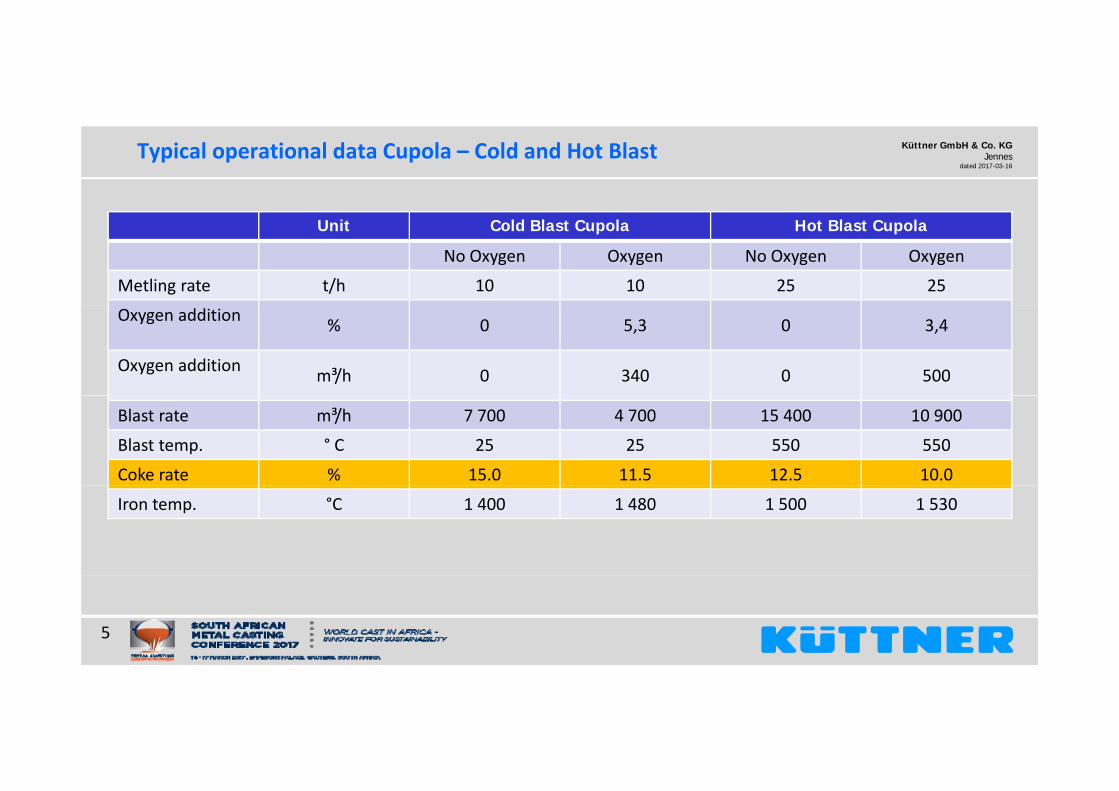
dated 2017-03-16Typical operational data Cupola – Cold and Hot Blast
Unit Cold Blast Cupola Hot Blast Cupola
No Oxygen Oxygen No Oxygen Oxygen
Metling rate t/h 10 10 25 25
Oxygen addition % 0 5,3 0 3,4
Oxygen addition m³/h 0 340 0 500
Blast rate m³/h 7 700 4 700 15 400 10 900
Blast temp. ° C 25 25 550 550
Coke rate % 15.0 11.5 12.5 10.0
Iron temp. °C 1 400 1 480 1 500 1 530
5
Page 6
Küttner GmbH & Co. KGJennes
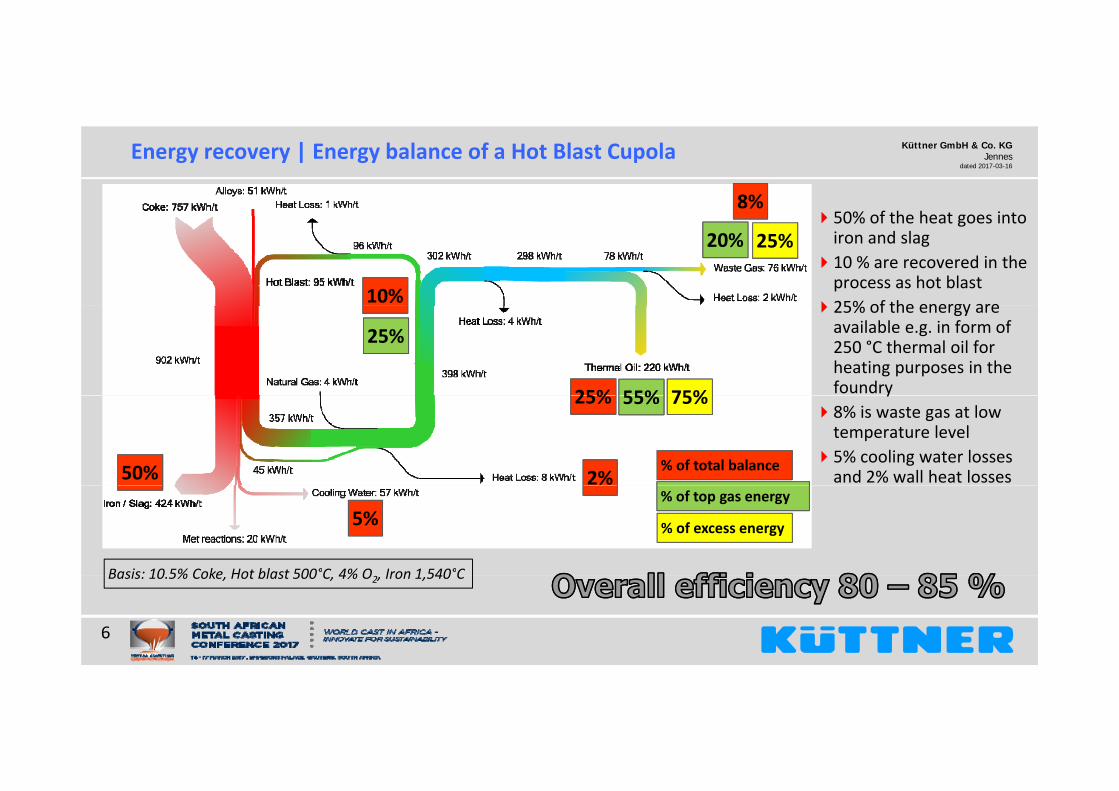
dated 2017-03-16Energy recovery | Energy balance of a Hot Blast Cupola
50% of the heat goes into8%
50% of the heat goes into iron and slag
10 % are recovered in the process as hot blast
25% of the energy are10%
20% 25%
25% of the energy are available e.g. in form of 250 °C thermal oil for heating purposes in the foundry25%
25%
55% 75% y8% is waste gas at low temperature level
5% cooling water losses and 2% wall heat losses 50%
25%
2%% of total balance
55% 75%
5%% of top gas energy
% of excess energy
Basis: 10 5% Coke Hot blast 500°C 4% O Iron 1 540°C
6
Basis: 10.5% Coke, Hot blast 500 C, 4% O2, Iron 1,540 C
Page 7
Küttner GmbH & Co. KGJennes
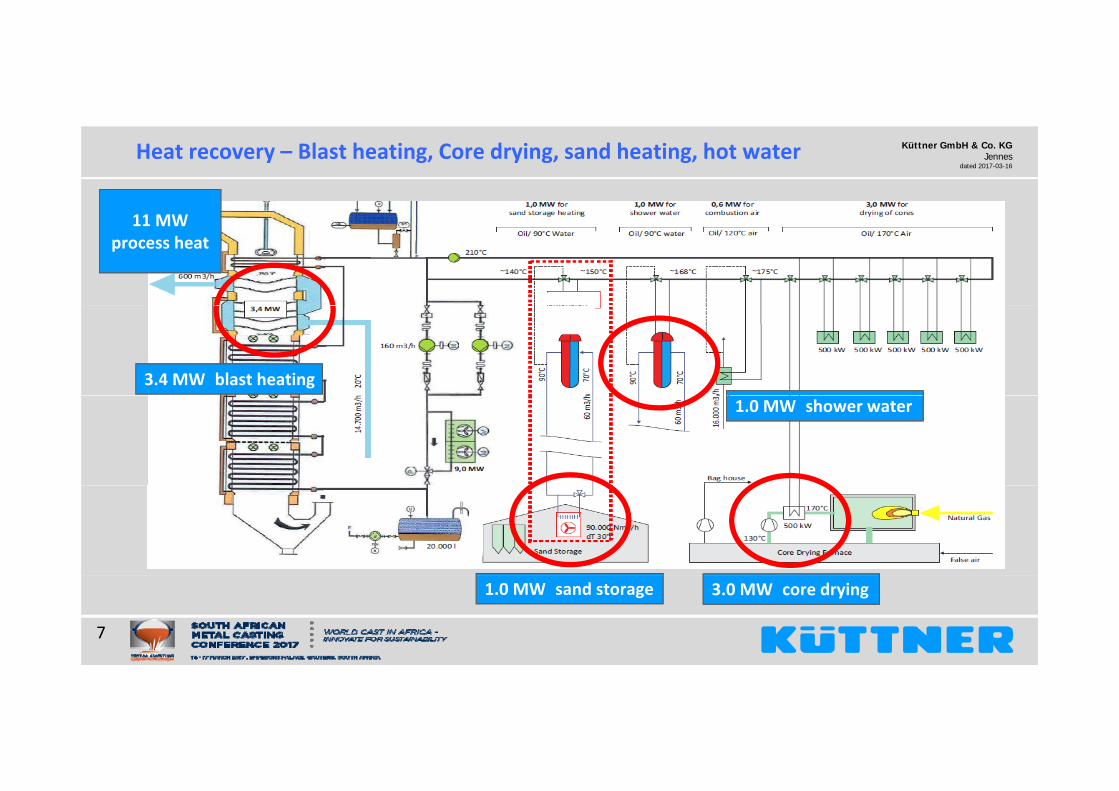
dated 2017-03-16Heat recovery – Blast heating, Core drying, sand heating, hot water
11 MW11 MW process heat
3.4 MW blast heating1.0 MW shower water
3.0 MW core drying
7
1.0 MW sand storage
Page 8
Küttner GmbH & Co. KGJennes
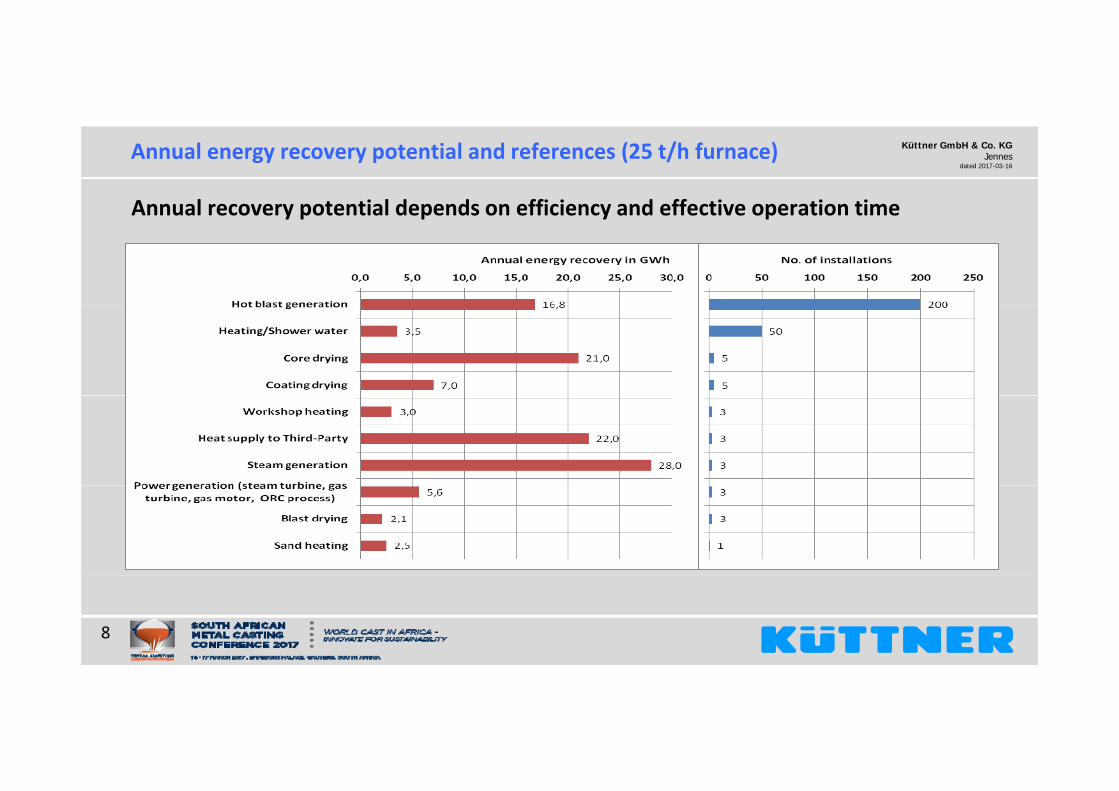
dated 2017-03-16Annual energy recovery potential and references (25 t/h furnace)
Annual recovery potential depends on efficiency and effective operation timey p p y p
8
Page 9
Küttner GmbH & Co. KGJennes
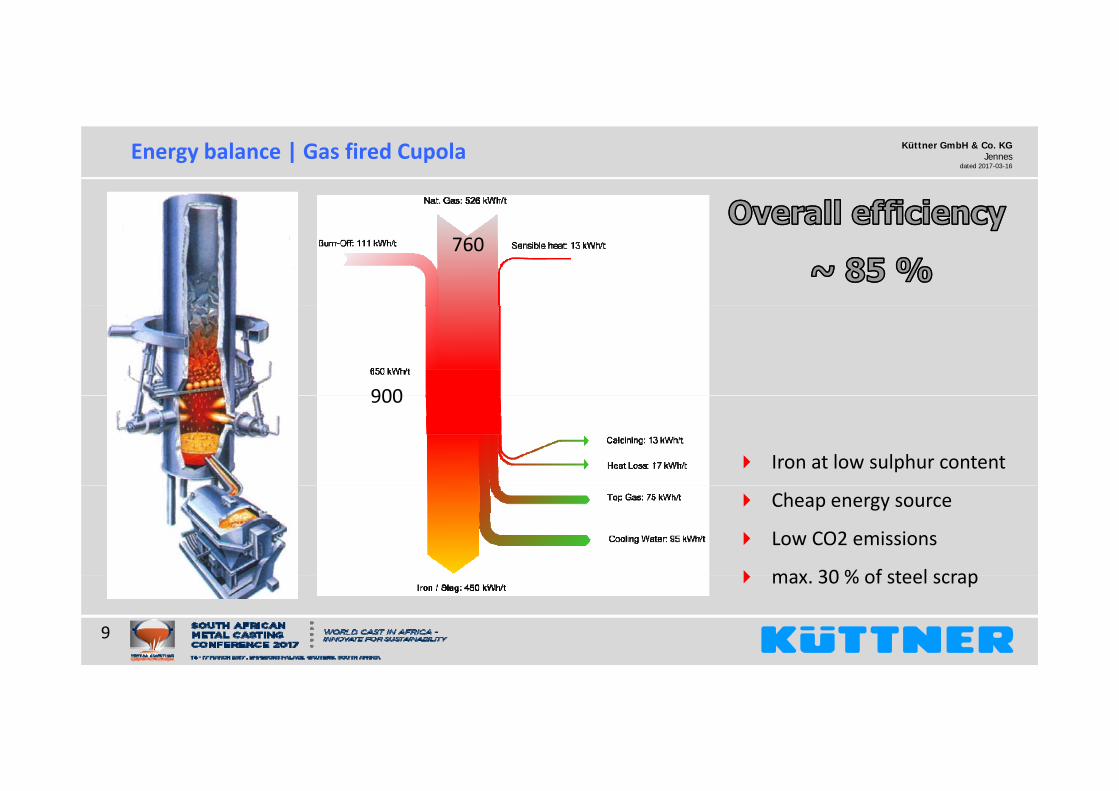
dated 2017-03-16Energy balance | Gas fired Cupola
760
900
Iron at low sulphur content
900
Cheap energy source
Low CO2 emissions
max 30 % of steel scrap
9
max. 30 % of steel scrap
Page 10
Küttner GmbH & Co. KGJennes
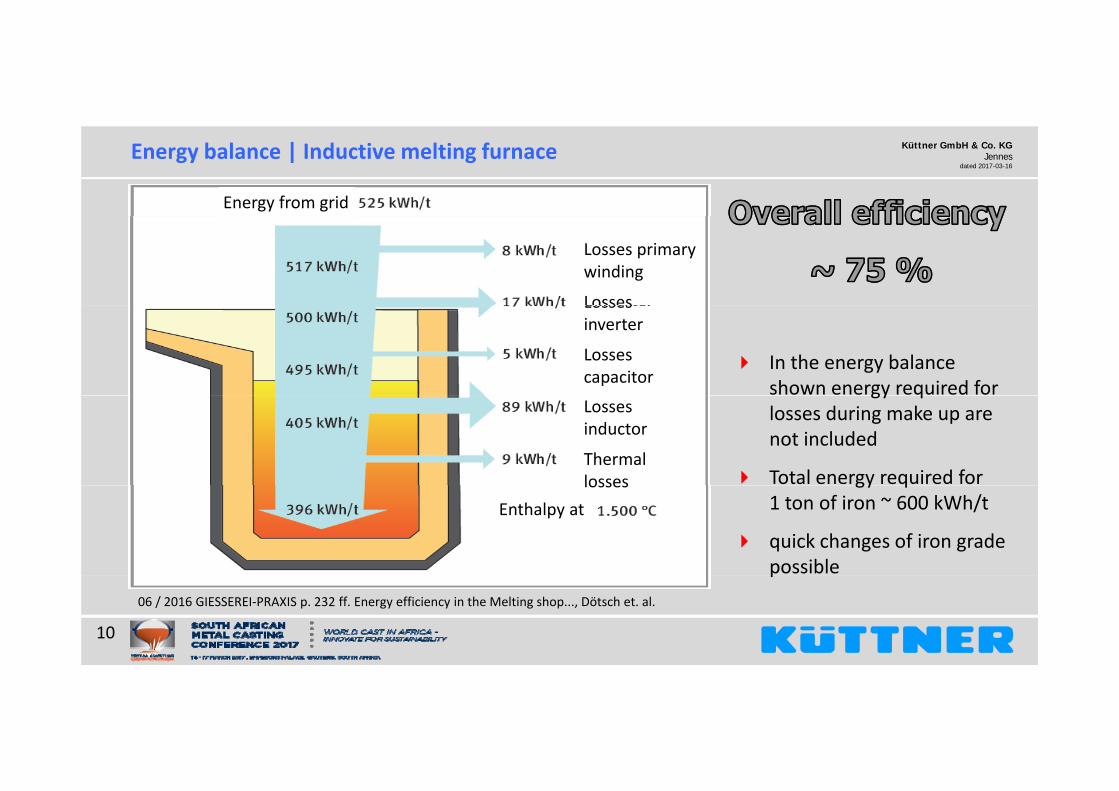
dated 2017-03-16Energy balance | Inductive melting furnace
Energy from grid
Losses primarywinding
LossesLossesinverter
Lossescapacitor
In the energy balance shown energy required for
Lossesinductor
Thermal losses
gy qlosses during make up are not included
Total energy required for lossesEnthalpy at
gy q1 ton of iron ~ 600 kWh/t
quick changes of iron grade possible
10
06 / 2016 GIESSEREI‐PRAXIS p. 232 ff. Energy efficiency in the Melting shop..., Dötsch et. al.
p
Page 11
Küttner GmbH & Co. KGJennes
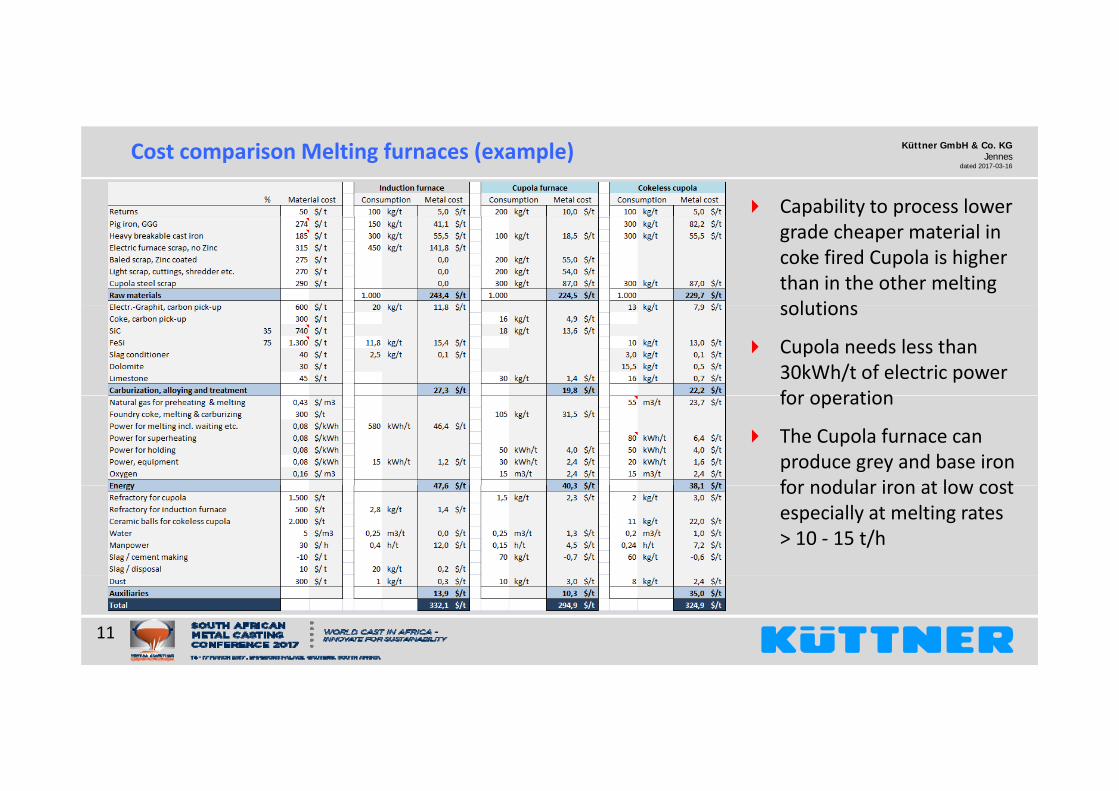
dated 2017-03-16Cost comparison Melting furnaces (example)
Capability to process lower p y pgrade cheaper material in coke fired Cupola is higher than in the other melting solutionssolutions
Cupola needs less than 30kWh/t of electric powerfor operationfor operation
The Cupola furnace can produce grey and base iron for nodular iron at low costfor nodular iron at low cost especially at melting rates > 10 ‐ 15 t/h
11
Page 12
Küttner GmbH & Co. KGJennes
dated 2017-03-16Other energy saving opportunities in foundries
Heat recoveryto safe primary energy
Air management Air managementmixing & dilution
Dust filter Automatic speed control uto at c speed co t o
Type and number of drives
High efficiency motors (IE 3)
Frequency converter (VVVF)
Moulding line concept
12
Page 13
Küttner GmbH & Co. KGJennes
dated 2017-03-16
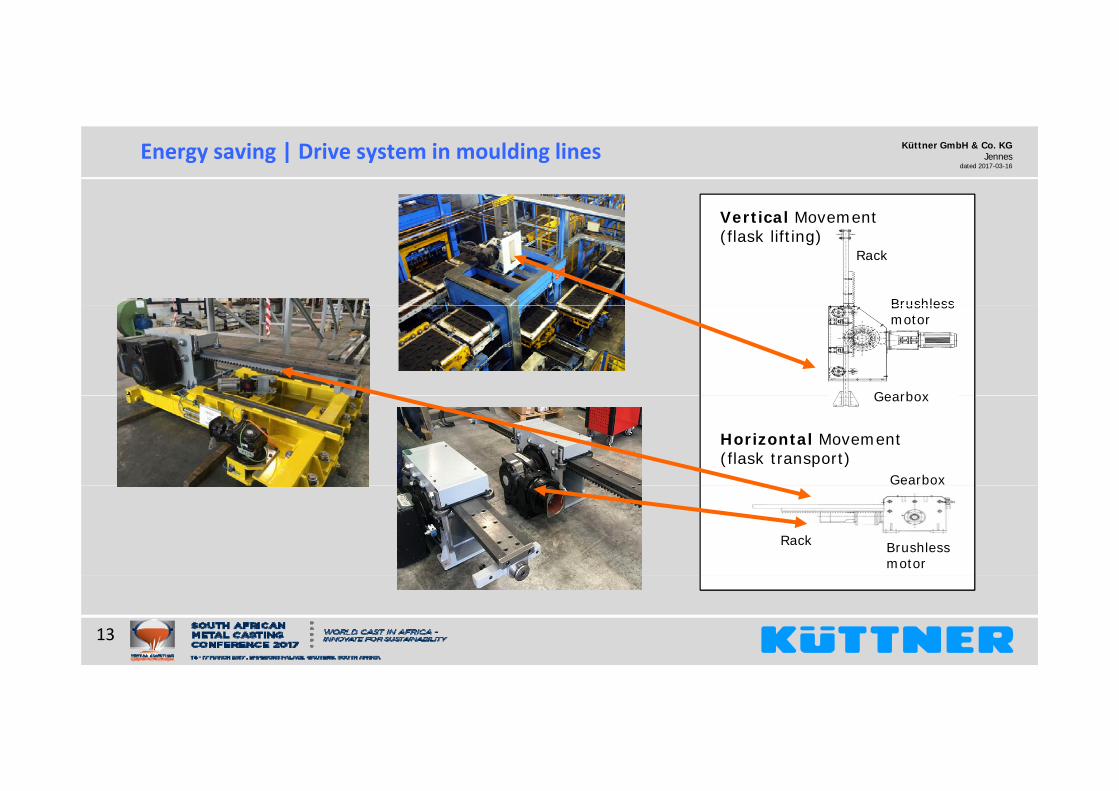
Vertical Movement
Energy saving | Drive system in moulding lines
Vertical Movement (flask lifting)
Rack
Brushless Brushless motor
Gearbox
Gearbox
Horizontal Movement (flask transport)
Gearbox
Rack Brushless motor
13
Page 14
Küttner GmbH & Co. KGJennes
dated 2017-03-16
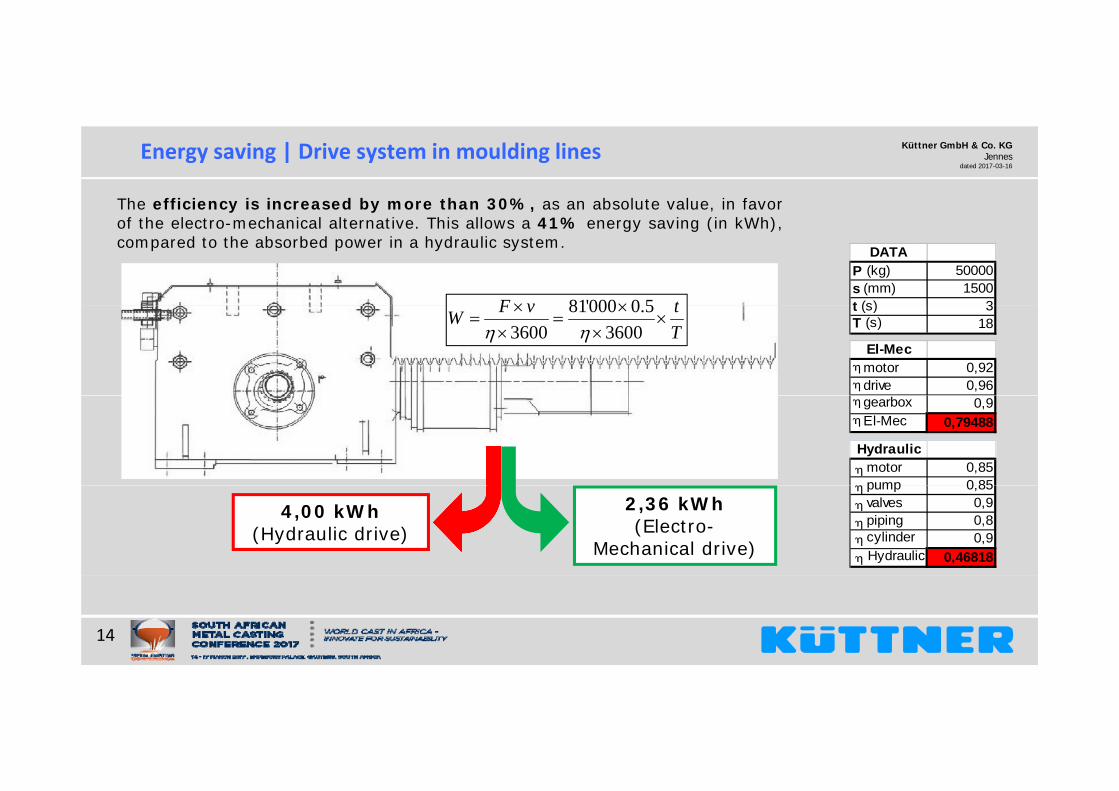
The efficiency is increased by more than 30%, as an absolute value, in favor
Energy saving | Drive system in moulding lines
DATAP (kg) 50000s (mm) 1500t (s) 3tvF 50000'81
of the electro-mechanical alternative. This allows a 41% energy saving (in kWh),compared to the absorbed power in a hydraulic system.
t (s) 3T (s) 18
El-Mecmotor 0,92drive 0,96
TtvFW
3600
5.0000813600
Hydraulicmotor 0,85pump 0 85
gearbox 0,9El-Mec 0,79488
pump 0,85valves 0,9piping 0,8cylinder 0,9 Hydraulic 0,46818
2,36 kWh (Electro-
Mechanical drive)
4,00 kWh(Hydraulic drive)
14
Page 15
Küttner GmbH & Co. KGJennes
dated 2017-03-16
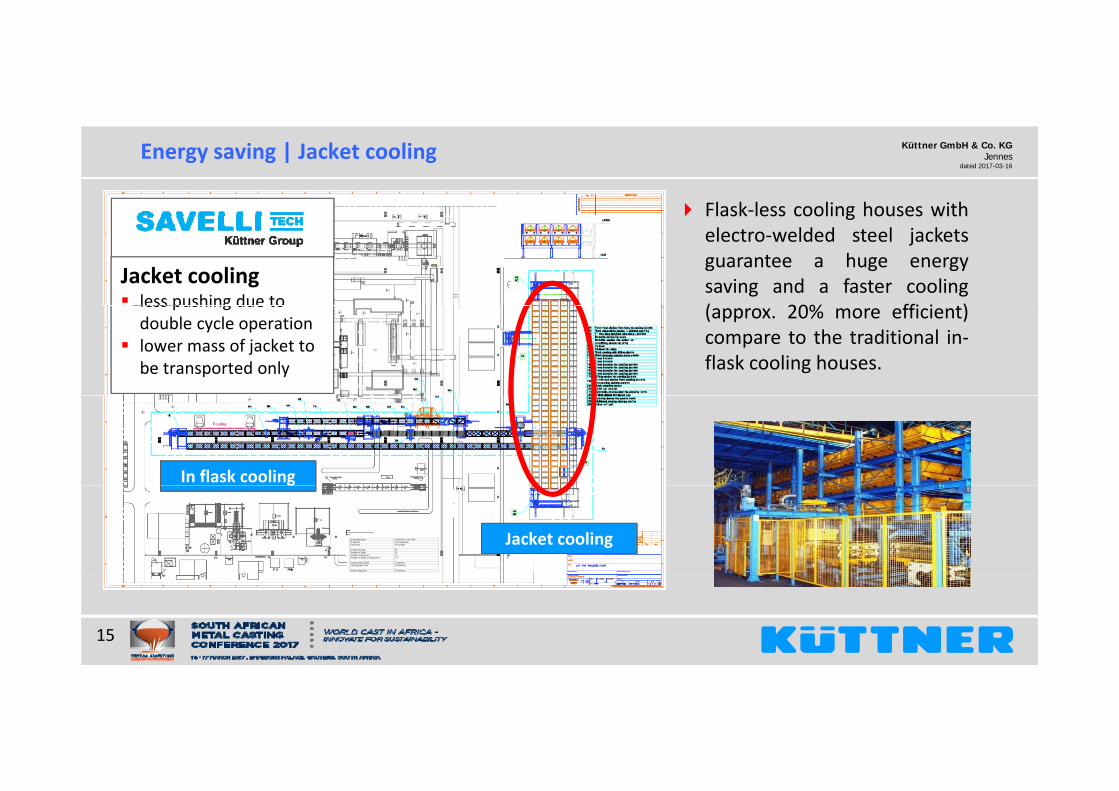
Flask‐less cooling houses with
Energy saving | Jacket cooling
Flask less cooling houses withelectro‐welded steel jacketsguarantee a huge energysaving and a faster cooling( 20% ffi i t)
Jacket cooling less pushing due to (approx. 20% more efficient)
compare to the traditional in‐flask cooling houses.
less pushing due to double cycle operation
lower mass of jacket to be transported only
In flask cooling
Jacket cooling
g
15
Page 16
Küttner GmbH & Co. KGJennes
dated 2017-03-16Please contact us for further questions …
Dr. Ralf Jennes, Küttner GmbH & Co. KG, GermanyScharl Laubscher, Küttner South Africa (pty) Ltd.
16