Transmission Structure Painting Is unique for the following reasons: 1) A large percentage of the cost is in the number of climbs=labor. 2) It is often dangerous/energized; so specialized training is essential. 3) It is physically very demanding; and most tower painters retire after age 35, with some exceptions! It combines the art of overcoating (aged coatings) with painting weathered galvanized, and/or rusted carbon steel structures.
Transcript
Transmission Structure PaintingIs unique for the following reasons:
1) A large percentage of the cost is in the number of climbs=labor.
2) It is often dangerous/energized; so specialized training is essential.
3) It is physically very demanding; and most tower painters retire after age 35, with some exceptions!
It combines the art of overcoating (aged coatings) with painting weathered galvanized, and/or rusted carbon steel structures.
Traditional Coating MethodsFor corroded galvanized or rusty carbon steel:
1) Minimal SSPC-SP3, if not SSPC-SP6, as required by most industrial primers. 1st climb
2) Remove soluble salts and other contaminants. 2nd
3) Rinse off chloride removal solutions to neutralize the substrate. 3rd climb
SSPC Technology Update #1Surface Tolerant Coatings For Steel
Appropriate for Tower and Pole Coatings
Less Than SSPC-SP6
Contamination: Soluble Salts 10-500 mg/m2.
How to Achieve Similar Protection with less.
Types of Coatings Specified
Barrier and/or Corrosion Inhibitive
Excellent Wetting/Penetration+ Barrier
100-1000 mg/m2 Sulfates
Salinity Map
Salinity map showing areas of high salinity (36 o/oo) in green, medium salinity in blue (35 o/oo), and low salinity (34 o/oo) in purple. Salinity is rather stable but areas in the North Atlantic, South Atlantic, South Pacific, Indian Ocean, Arabian Sea, Red Sea, and Mediterranean Sea tend to be a little high (green). Areas near Antarctica, the Arctic Ocean, Southeast Asia, and the West Coast of North and Central America tend to be a little low (purple).
Knowledge is Power: to create a successful job.The more you know about the true corrosion rate of the environment around your towers or poles; based on accurate information about the condition of the substrate and the environment; the better the chances of success.
Electric Utility Industry
Transmission Towers, Poles, Substation Structures and Equipment
Old Standards vs New
Pre-1980s: No standards specific to T&D coatings.
A few semi-relevant standards from ASTM and SSPC, but rarely invoked.
TG 386 - Below-Grade Corrosion Control of Transmission, Distribution, and Substation Structures by Coating Systems
TG 395 - Atmospheric (Above-Grade) Corrosion Control of Transmission, Distribution, and Substation Structures by Coating Systems
STG 41 - Electric Utility Generation, Transmission, and Distribution
Writing T&D coatings specifications using regional and global standards
NACE/IEEE “Atmospheric (Above-Grade Corrosion Control of Existing Electric Transmission, Distribution, and Substation Structures by Coating Systems” supplemented by ISO and ASTM Standards, global climate/weather and wind data, to predict corrosion rates, and to write T&D coatings specifications.
Incorporate environmental data and expanded condition assessment data into a software program that will select the appropriate cleaning, surface preparation, and coating system for any T&D coatings job.
Predictive Life Maintenance Program for Galvanized T&D Structures
Predict Life of New Galvanized Structures: Life prediction may vary by many decades, depending on multiple variables. Calculate the corrosion rate.
Schedule future maintenance according to anticipated life of galvanized structures.
Prioritize maintenance work based on minimizing cost and maximizing expected life of coatings.
Once optimal windows have been missed, priorities and costs will change.
Reactive maintenance programs more likely to sacrifice quality for cost= wait for galvanized to start failing.
Measure and Classify Corrosion Influences
More Corrosive Less Corrosive
Wet
Hot
Humid
Polluted Water
Polluted Air
Acids
Chlorides
Dry
Cold
Arid: Low Humidity
Clean Air
Clean Water
Neutral pH
Salt-Free
Charts all clearly show huge importance of environment on life of structure
Variable Life of Galvanized 85 years
Documented by ZALAS (Zinc and Lead Asian Service) are records of studies which conclude that in an (1)Arid Rural location zinc coating may last more than 100 years. In a (2) Rural location galvanized coating will last more than 90 years. In a (3) Mild Coastal environment where the air contains moisture with a salt (chloride) the zinc coating may last less than 50 years. In more hostile environment like a (4) Industrial location the life span of a galvanized coating reduces to more than 40 years compared to articles in a (5) Marine environment where coating life may be less than 20 years. Finally in a (6) Severe Marine location the anticipated life span of a galvanized coating is Less than 15 years. (Refer to Anticipated life of Zinc Coating Chart below): Some areas in South America have HDG failures in 5 years.
ISO 12944: Environmental
C1:Atmospheres with low level of pollution. Mostly rural areas.
C2:Urban and industrial atmospheres; moderate sulfur dioxide pollution.
C3:Coastal areas with low salinity.C4Industrial areas and coastal areas with moderate salinity.
C4-Industrial areas with high humidity and aggressive atmospheres. Also coastal and offshore areas with high salinity.
C5i and C5m- Include coastal marine and industrial marine; high humidity and aggressive atmospheres.
Similar to NACE IEEE Categories
Rural + definition=D= ISO C2, C3
Industrial/Rural + definition=C= ISO C3, C4
Marine + definition=B= ISO C4/C5m
Marine/Chemical + definition=A= ISO C5i and C5m
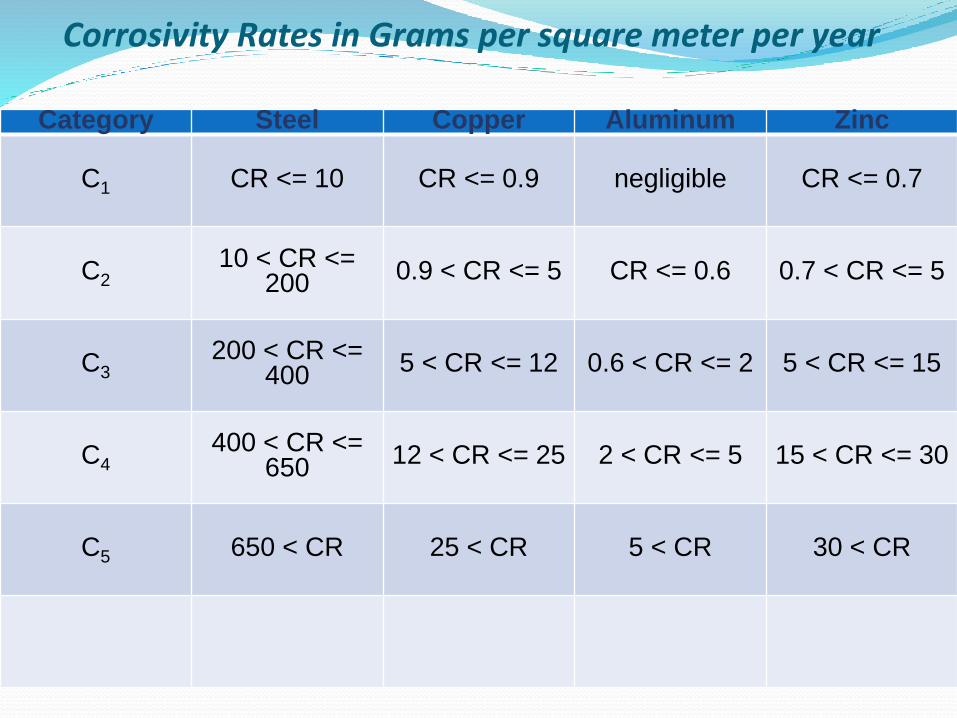
Category Steel Copper Aluminum Zinc
C1 CR <= 10 CR <= 0.9 negligible CR <= 0.7
C210 < CR <=
2000.9 < CR <= 5 CR <= 0.6 0.7 < CR <= 5
C3200 < CR <=
4005 < CR <= 12 0.6 < CR <= 2 5 < CR <= 15
C4400 < CR <=
65012 < CR <= 25 2 < CR <= 5 15 < CR <= 30
C5 650 < CR 25 < CR 5 < CR 30 < CR
Corrosivity Rates in Grams per square meter per year
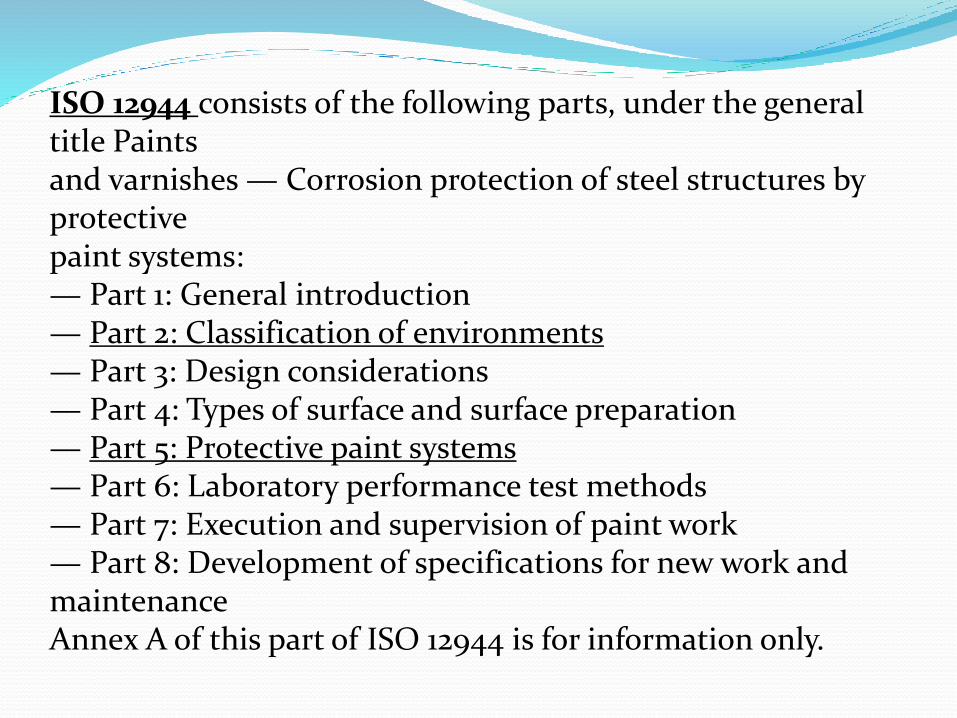
ISO 12944 consists of the following parts, under the general title Paintsand varnishes — Corrosion protection of steel structures by protectivepaint systems:— Part 1: General introduction— Part 2: Classification of environments— Part 3: Design considerations— Part 4: Types of surface and surface preparation— Part 5: Protective paint systems— Part 6: Laboratory performance test methods— Part 7: Execution and supervision of paint work— Part 8: Development of specifications for new work and maintenanceAnnex A of this part of ISO 12944 is for information only.
ISO 12944 + NACE/IEEE StandardsProtective Paint Systems: Part 5: Tool to more accurate coating solutions. Coating system can meet both durability expectations and corrosion(environmental) category.
These tools can fine tune specifications; telling you when you might want to clean off contamination or not, add Power Tool cleaning to pitted areas or not, and add DFT mils to a coating system or not. It may also alert you that a different primer may be more applicable than another; for example a rust penetrating epoxy sealer instead of a more conventional primer; or a higher percentage of spot sealing/priming, et. al..
Method and ModificationsEnvironmental Survey: Generate report with rankings.
Corrosion variables/intensifiers measured and ranked: Temperature, RH, precipitation/TOW, air quality (SO2, NOx), acid rain/ pH, ultraviolet exposure, et. al..
Assess condition of structures NACE IEEE R-1 through R-5, or (ISO 4628): Generate report with rankings+ corrosion rate.
Schedule time of first maintenance at the beginning of the life cycle of a structure.
Select a category for specified service life of coating system.
Write a coatings specification or long-term maintenance plan, with most variables taken into consideration.
ISO 9223, 9224, and 9225ISO 9223 “Corrosion of metals and alloys-Corrosivityof atmospheres-Classification” (Geneva, Switzerland: ISO, 1992)
ISO 9224 “Corrosion of metals and alloys-Guidingvalues for the corrosivity categories of atmospheres” (Geneva, Switzerland: ISO, 1992)
ISO 9225 “Corrosion of metals and alloys-Corrosivityof atmosphers-Measurement of pollution (Geneva, Switzerland: ISO, 1992)
ISO 9223:2012 classifies the corrosivity of an atmosphere based on various measurements.
This standard classifies the corrosivity of an atmosphere based on measurements of time of wetness, and pollution categories (sulfur dioxide, airborne chlorides). The standard was not intended to be used in extreme service
atmospheres such as those within chemical or metallurgical processing facilities or where there is direct contact with salt spray.
Sulfur dioxide may be expressed either in terms of a deposition rate or an airborne concentration. Either measure is to be made in accordance with ISO 9225. The units used for the sulfur dioxide categories in the ISO 9223 are as sulfate deposition (SD) rate in mg m-2 day-1.
SD <= 10 P0
11 < SD <= 35 P1
36 < SD <= 80 P2
81 < SD <= 200 P3
Measuring MicroenvironmentsThe corrosivity due to atmospheric conditions can be greatly affected by local conditions such as wind speed and direction, dust, debris, humidity, condensation and electrolytic species. These local conditions can change greatly within a few meters, depending on patterns in air turbulence. One extreme example of local variations due to the corrosivity of a seawater environment is the top deck of an aircraft carrier, where waves and seawater mist are abundant.
TOW units are hours per year (hours/year) when relative humidity (RH) > 80% and the temperature > 0oC.
Design Changes Corrosion Rates
36
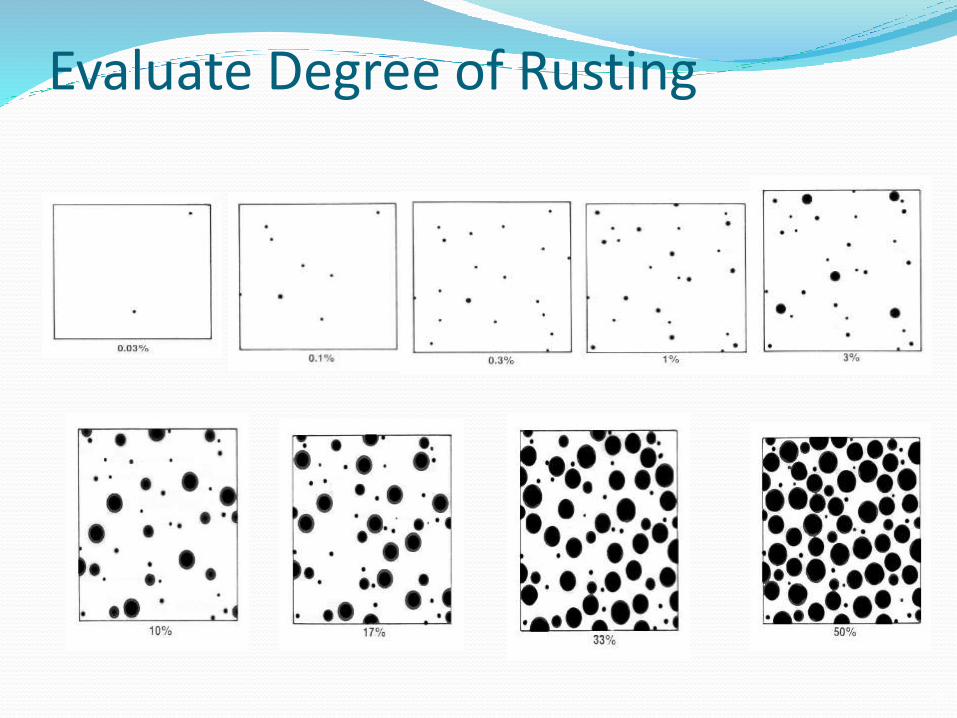
Evaluate Degree of Rusting
Acidity in the Atmosphere
Acidity is described in terms of pH (the negative logarithm of the hydrogen ion concentration in a solution). pH scale ranges from 0 to 14 with 7, the midpoint, being neutral. Values less than 7 indicate progressively greater acidity, while above 7 are progressively more alkaline. Normal, unpolluted rain generally has a pH of about 5.6 due to carbonic acid created by CO2 in the air.
Acid Rain pH Map
Sources of Acid PrecipitationWhen atmospheric pollutants such as sulfur dioxide and nitrogen oxides mix with water vapor in the air, they are converted to sulfuric and nitric acids. These acids make the rain acidic, hence the term "acid rain". Rain returns the sulfur and nitrogen acids to Earth, and in high concentrations, can cause damage to natural environments including forests and freshwater lakes. This form of acid deposition is known as wet deposition.
Nitrogen compounds
Nitrogen compounds
Nitrogen oxides: highly reactive gases formed when nitrogen in fuel or combustion air is heated to temperatures above 650deg.C in the presence of oxygen, or when bacteria in soil or water oxidize nitrogen-containing compounds.
Nitrogen oxides combine with water to make nitric acid, which is a major component of atmospheric acidification.
Excess nitrogen also causes fertilization and eutrophication of inland waters and coastal seas.
Air Pollution Increases Corrosion
salt and water from ocean spray or road salt/water spray
just water + oxygen from the air (dampness accelerates corrosion rate)
fertilizers (as a dust) which contain salts other than NaCl
acids and alkalis (dust or spray)
hydrogen sulfide or sulfur dioxide
Table 18.2 -- Urban air toxics of greatest concern
Acid rain caused by SOx and NOx in the air can (and does) cause corrosion of metals and stone, as well as concrete.
Hydrogen sulfide can cause corroding of metals like iron and tarnish silver.
Salt spray can corrode iron and steel and erode concrete
Any material which is a powder or fume can deposit on surfaces and cause water and dew to wet the surface for a longer peiod of time - wet metals interact with oxygen and corrode faster.
How Airborne Pollution Increases Corrosion
Mapping Global Wind Patterns
The presence of hydrosoluble species, mainly chlorides
and sulphates, at the metal/paint interface promotes
osmotic blistering of the coating and underfilm metallic
corrosion when the concentration of the soluble salts
exceeds a critical level. Both processes can lead to the
deterioration of the paint system in a very short period of
time. The International Standards Organization (ISO)
has for some time been trying to develop a standard
about guidance safe levels for water-soluble salt
contamination before the application of paints and
related products. However, it is difficult to set acceptable
unique levels since each type of coating and thickness
varies in susceptibility to soluble salt degradation and
also the exposure conditions vary. In this study, by a
variety of accelerated and natural weathering trials,
realistic series of limits of soluble salt have been
ISO 4628 Evaluation of degradation of coatings
ISO 4628 is divided into 9 parts, each referring to different defects which can occur in paint coatings:
ISO 4628-1:2005 Part 1: General introduction and defect designation system
ISO 4628-2:2005 Part 2: Assessment of degree of blistering
ISO 4628-3:2005 Part 3: Assessment of degree of rusting
ISO 4628-4:2005 Part 4: Assessment of degree of cracking
ISO 4628-5:2005 Part 5: Assessment of degree of flaking
ISO 4628-6:2007 Part 6: Assessment of degree of chalking by tape method
ISO 4628-7:2005 Part 7: Assessment of degree of chalking by velvet method
ISO 4628-8:2007 Part 8: Assessment of degree of delamination and corrosion around a scribe
ISO 4628-10:2005 Part 10: Assessment of degree of filiform corrosion
All parts of the original standard have been transcribed for the Portuguese Standard, with the exception of
part 6 which is included in ISO 4628-6:2007.
Part 1 of the standard establishes a general system for designating the quantity, intensity and size of the
Life Cycle of HDGBrand New HDG – Five layers with a surface layer of 100% zinc. Spangled and shiny zinc metal color.Second Stage HDG – Pure zinc layer reacts with atmospheric oxygen (O2) and forms a zinc oxide (OH2) layer. This second stage is also unstable, as is the first stage, and will normally occur in the first 48 hours.Third Stage HDG – The zinc oxide layer reacts with moisture in the atmosphere and forms zinc hydroxide, which is also an unstable form of HDG requiring special procedures to properly coat. This third stage of HDG can take from 48 hours to six months to occur.
Eta, Zeta, Delta, Gamma, Steel
Stages of Weathered HDGFourth Stage HDG – Zinc hydroxide reacts with carbon dioxide in the atmosphere to form zinc carbamate, which is the first stage of “weathered galvanized” in that it is a stable form of zinc for coatings purposes. This stage can take from six months to two years to occur.Fifth Stage HDG (2nd stage of aged galvanized) – This A1 stage can take a short time to many decades to occur. It can be described as fully weathered galvanized HDG steel that has not yet begun to corrode, or has very little zinc/iron alloy layer showing with little to no staining from exposed layers of zinc/iron alloy exposure.Sixth Stage HDG (3rd stage of weathering) – <10% of the surface area showing signs of corrosion and/or zinc/iron alloy staining.Seventh Stage HDG (4th stage of weathering) – 10-50% of the surface area showing signs of corrosion and/or zinc/iron alloy staining.Eighth Stage HDG (5th stage of weathering) – 50-90% of the surface area showing signs of corrosion and/or zinc/iron alloy staining, and some pitting corrosion as well.Ninth Stage HDG (6th stage of weathering) – 100% of the surface area corroded, and little to zero galvanized remaining. Condition is closer to pitted corroded carbon steel, as no galvanized remains.
4. In salty air 6Zn + 4CO2 = 8NaCl + 7O2 + 6H2O = 4Zn(OCl)2 + 2Zn(HCO3)2 + 8NaOH (unstable)
5. Industrial atmospheres Zn + O2 + SO2 = ZnSO4
(unstable)
Categories for Water and Soil
Category Environment : Examples of Environment and Structures (IM3)
IM 1 Fresh water River installations, hydro-electric power plants.
IM 2 Sea or brackish water ..Harbor areas with structures like sluice gates, locks, jetties. Offshore structures.
IM 3 Soil. Tower footings, Buried tanks, steel piles, pipes.
Galvanic Scale
More Active To more nobleMagnesiumZinc (hot-dip, die cast, or plated) Cadmium (plated) Al 218 (die cast) Al 5052-H16 Tin (plated) Stainless steel 430 (active) LeadSteel 1010Iron (cast)Stainless steel 410 (active) Copper (plated, cast, or wrought) Nickel (plated)
Stainless steel and aluminium are commonly used in contact with galvanizing, notably as fasteners and, except in very corrosive locations, are most satisfactory. However, copper and its alloys can accelerate the corrosion of galvanizing in corrosive situations, when in direct electrical contact. Corrosion products of copper and its alloys can also accelerate the corrosion of galvanizing.
RustFe2O3.H2O (hydrous ferrous oxide, sometimes written as Fe(OH)3) is the principal component of red-brown rust. It can form a mineral called hematite.
20.5 million tons of nitrogen oxides.
23.1 million tons of sulfur dioxide.
Definition of CorrosionPhysicochemical interaction between a metal and its environment which results in changes in the properties of the metal and which may often lead to impairment of the function of the metal, the environment, or the technical system of which these form a part. ISO 8044-1986
Corrosion is an irreversible interfacial reaction of a material (metal, ceramic, polymer) with its environment which results in consumption of the material or in dissolution into the material of a component of the environment. IUPAC
Preparing Hot-Dip Galvanized for Coatings Application
ASTM D6386 - 10 Standard Practice for Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Painting
Protective Coating User's Handbook, Second Edition, Published by NACE
It is a measure of force per unit area, defined as one newton per square metre.
Severe marine environments such as this ocean front site may have zinc corrosion rates of around 20 microns or more per year. In this environment, the galvanized coating on the guardrail has a predicted life of 3-5 years.
ZINC CORROSION MECHANISMS
In the hierarchy of metals, zinc is relatively reactive, but like aluminium, relies on oxide films that develop on its surface to provide its superior corrosion resistance in atmospheric environments. Zinc is also an amphoteric metal, in that it reacts with both acids and alkalis.
AS/NZS 2699, on the other hand, uses an R0, R1, R2, R3, R4 and R5 rating criteria that is based on airborne salt (chloride) deposition.
The draft standard – AS 4312 Corrosivity zones in Australia, uses a C1,C2, C3, C4 and C5 rating system that is consistent with the system used in International (ISO) standards, specifically ISO 9223.
Food contactFood contactSince IRONOR® is free of toxic ingredients, it is extremely useful for nonpoisonous finishes applied to food processing plants such as sugar refineries, dairy plants, breweries and distilleries.
Series 1
Series 2
Series 3
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
Category1
Category2
Category3
Category4
Series 1
Series 2
Series 3
Category Short term Long term (g m-2 year-1) (mm year-1)
Guide and Reference Photographs for Steel Surfaces Prepared by Hand and Power Tool Cleaning
SSPC-VIS 2
Standard Method of Evaluating Degree of Rusting on Painted Steel Surfaces
Solvents (Liquids)
Pigments
Additives
Resins (Binder)
Basic Ingredients of A Coating
AbstractThe corrosion behaviour of carbon steel at six test sites in Colombia and its relationship with exposure time and environmental characteristics of each site were investigated. The corrosion products were characterized by XRD, SEM and EDS. It was found that in Barranquilla, the most aggressive site, corrosion depends mainly on chlorides. Furthermore, in the more aggressive environments there was a greater tendency to formation of protective corrosion products. Lepidocrocite and goethite were found as major constituents of rust. A structure not reported in the literature was found, corresponding to strings of several hundred micrometers long and consisting of lepidocrocite plates.
83
ResinsTypes: Latex, Alkyd, Epoxy, PolyurethaneBinds or glues ingredients (pigments and additives) of paint togetherResin provides adhesion to the substrateResin provides durability & resistance properties:
U-V resistance
Moisture resistance
Chemical resistance
Stain resistance
Fade resistance
Chalk resistance
Block resistance
Seawater temperature map showing areas of
warmer water in red and areas of cooler water is
blue. White areas represent ice. Notice the upward
finger of cold water in the South Pacific off of
South America and the downward finger of cold
water in the North Pacific off of the West Coast of
the USA. The reasons for these become apparent
when you learn about the major ocean currents (lesson 2.1.2).